
Учебное пособие по дисциплине «Ремонт автомобилей»//Составитель: В. П. Шеянов. Омск: Омгкпт, 2006. с. 136
| Вид материала | Учебное пособие |
- Учебное пособие Омск 2004 удк 681., 1015.29kb.
- Методические указания по выполнению курсового проекта по дисциплине «Ремонт автомобилей», 1848.24kb.
- Учебное пособие Составитель Шершова Л. В. Томск 2006 удк, 674.1kb.
- Учебное-методическое пособие омск 2008 Печатается по решению, 602.49kb.
- Учебное пособие Омск Издательство Омгту 2008, 2846.95kb.
- Учебное пособие Г. П. Синицына Воспитание современного школьника Омск 1999, 1929.66kb.
- Государственное образовательное учреждение среднего профессионального образования, 839.78kb.
- Учебное пособие Ульяновск 2010 удк 004. 8(075. 8) Ббк 32. 813я73, 1559.86kb.
- Учебное пособие для вузов Составитель Т. А. Тернова, 241.22kb.
- Учебное пособие для вузов Составитель Т. А. Тернова, 241.72kb.
Учебные вопросы:
1. Классификация приспособлений. Основные классификационные признаки и типы по группам.
2. Установочные зажимающие, поворотные и делительные устройства.
3. Детали для направления инструментов и корпуса.
1. Приспособление – это техническое устройство, присоединяемое к машине (оборудованию) или используемое самостоятельно для установки, базирования, закрепления предметов производства или инструмента при выполнении технологических (в том числе контрольных, регулировочных, испытательных, транспортных и др.) операций.
Все многообразие конструкций приспособлений классифицируют на группы и подгруппы.
Классификация приспособлений:
1. По целевому назначению:
- для установки (закрепления) изделий на оборудовании – токарном, фрезеровочном, сверлильном, шлифовальном и др.;
- для установки обрабатывающих инструментов – патроны, зажимы, оправки и др.;
- сборочные приспособления;
- контрольные приспособления;
- транспортно-кантовальные.
2. По степени специализации:
- универсальные;
- специализированные;
- специальные.
3. По источнику энергии привода:
- пневматические;
- пневмогидравлические;
- гидравлические;
- электромеханические;
- магнитные;
- вакуумные;
- центробежно-инерционные.
4. По степени использования энергии неживой природы:
- ручные;
- механизированные;
- полуавтоматические;
- автоматические.
5. В зависимости от конкретных организационно-технических условий (системы
технологической оснастки):
- универсально-наладочная;
- универсально-сборочная;
- универсально - безналадочная;
- сборно - разборная;
- специализированная – наладочная;
- неразборная специальная.
2. Средства механизации зажима станочных приспособлений.
Применение приспособлений снижает трудоемкость и себестоимость обработки
деталей.
Эффективность от их применения получается:
- за счет увеличения производительности в результате повышения уровня механизации (автоматизации) и сокращения основного и вспомогательного времени при выполнении основного перехода и исключения разметки и выверки заготовок при установке на станках;
- повышения точности обработки (сборки, контроля) и устранения погрешностей;
- расширения технологических возможностей универсального оборудования;
- облегчения условий труда;
- сокращения численности рабочих и снижения их квалификации;
- повышения безопасности работы и снижения аварийности и т.п.
Все многообразие приспособлений включает в себя следующие основные группы
элементов:
- установочные – для детали;
- установочные и направляющие – для инструмента;
- зажимные;
- вспомогательные;
- корпуса.
Установочные элементы (опоры).
Выбор характеристик опор (типа, размеров, точности исполнения и
пространственного
расположения установочных элементов) производят в результате анализа
характеристик технологических баз (формы, размеров, точности и расположения).
Базирование изделия может происходить:
- по плоскостям – применяют точечные неподвижные опоры. При установке деталей на необработанные базовые поверхности используют постоянные опоры с рифленой и сферической головками, а также регулируемые опоры. Установку деталей обработанными базами осуществляют на опоры с плоской головкой и опорные пластины;
- по внешним цилиндрическим поверхностям – обрабатываемые детали устанавливают на широкие или узкие призмы, втулки и полувтулки, цанги, кулачки самоцентрирующих патронов и подобные установочные и установочно-зажимные элементы;
- по внутренним базам - на цилиндрические и срезанные пальцы, сухари, различные оправки, кулачки разжимных устройств и др. элементы;
- по центровым отверстиям - на центровые гнезда и конические фаски;
- по профильным поверхностям - (зубья шестерен, шлицы и пр.) производят с помощью роликов, шариков и др.
Для упрощения ремонта установочные элементы целесообразно
выполнять легкосъемными.
Элементы для установки и ориентирования инструмента.
Если детали обрабатываются на фрезерных станках, то их настройка на необходимый размер производится с помощью различных установок (высотных и угловых) с использованием различных щупов (плоских и цилиндрических), которые размещают между режущим лезвием и установкой.
Повысить жесткость режущего инструмента и точность обработки при выполнении отверстий на сверлильных и расточных станках можно за счет применения кондукторных и направляющих втулок, их применение устраняет разметку, уменьшает увод оси и разбивку обрабатываемых отверстий. Точность диаметра отверстий повышается в среднем на 50%.
Зажимные элементы и механизмы приспособлений.
Зажимные механизмы предназначены для надежного и стабильного закрепления предупреждающего вибрацию и смещение заготовки относительно опор приспособления при обработке, а также для обеспечения требуемой точности.
Зажимные механизмы в соответствии с их упругими характеристиками могут иметь прямую (винтовые, клиновые, эксцентриковые и т.п.) или сложную (пневматические, гидропневматические прямого действия) зависимость между приложенной силой и упругим перемещением.
Эффективность закрепления зависит от силы закрепления, направления и места ее приложения.
В ручных зажимных механизмах сила на рукоятке не должна превышать 150 Н.
Винтовые зажимные механизмы находят широкое применение в приспособлениях вследствие простоты и компактности конструкции. В них широко используются стандартные детали, они могут создавать значительные усилия при небольшом моменте на приводе. Недостатки – большое время срабатывания и нестабильность сил закрепления.
Эксцентриковые зажимные механизмы обладают простотой и компактностью конструкции, использованием стандартизованных деталей, быстродействием, возможностью получения больших сил закрепления при небольшой силе на приводе. Основные элементы – эксцентриковые кулачки (круглые, одиночные и сдвоенные, вильчатые), опоры под них, цапфы, рукоятки и др. элементы.
Рычажные и рычажно-шарнирные зажимные механизмы позволяют при относительной простоте получить значительный выигрыш в силе (или в перемещениях), обеспечить постоянство силы закрепления вне зависимости от размеров закрепляемой поверхности, осуществить закрепление в труднодоступном месте. Их не рекомендуют для непосредственного закрепления нежестких заготовок и они не обладают свойством самоторможения, поэтому их используют с другими рычажными механизмами (клиновыми, клиноплунжерными, эксцентриковыми и механизированными приводами).
Вспомогательные элементы и корпуса.
К вспомогательным устройствам и элементам относятся поворотные и делительные устройства с дисками и фиксаторами (для деления окружности на заданное число частей), выталкивающие устройства, подъемные механизмы, быстродействующие защелки, тормозные устройства, шпильки, сухари, рукоятки, ручки, пресс-масленки, маховички, крепежные и др. детали.
Делительное устройство состоит из диска закрепленного на поворотной части приспособления и фиксатора. Управление фиксатором в простейших приспособлениях осуществляется вытяжной кнопкой, рукояткой или посредством педали. В автоматических приспособлениях вращение и фиксация их поворотной части осуществляется механическими, пневматическими, гидравлическими, пневмогидравлическими способами.
Корпусы приспособлений предназначены для монтажа всего комплекта его элементов и установки его на оборудование и должны обладать необходимой прочностью, жесткостью, износоустойчивостью и виброустойчивостью, надежностью, долговечностью и технологичностью в изготовлении.
Корпусы изготовляют цельными и сборными путем сварки или сборки из элементов. Для установки и закрепления корпусов приспособлений на станках у их основания предусмотрены пазы или ушки с пазами для крепежных болтов с квадратными или прямоугольными головками, вводимыми в Т-обр. пазы станка.
3. Основные факторы, обеспечивающие возможность сокращения сроков ремонта и стоимости – это гибкость и мобильность станочных приспособлений, характеризующие их обратимость, т.е. возможность многократного применения при смене объектов ремонта (использование переналаживаемых приспособлений до физического износа), что обеспечивается их переналадкой.
Переналаживаемые групповые приспособления – прогрессивная оснастка многократного применения, обеспечивающая путем регулирования подвижных элементов или замены сменных установочных наладок установку и закрепление группы заготовок широкой номенклатуры.
Универсально-наладочные приспособления – это приспособления, обеспечивающие установку и фиксацию деталей при помощи специальных наладок. Они состоят из базисного агрегата универсального по схемам базирования и конструктивным формам обрабатываемых заготовок и наладки (или соответствующих регулируемых элементов).
Универсально-безналадочные приспособления – это приспособления общего назначения, обеспечивающие установку обрабатываемых деталей широкой номенклатуры и представляющие собой законченный механизм долговременного действия, предназначенный для многократного использования без доработки (токарные патроны, машинные тиски, поворотные столы и т.п.) применяются в единичном и специализированном мелкосерийном производстве.
Специализированные наладочные приспособления – это приспособления, обеспечивающие базирование и фиксацию родственных по конфигурации заготовок различных габаритов (т.е. определенной группы деталей). Они состоят из специализированного по схеме базирования и виду обработки типовых групп изготовляемых деталей базисного агрегата и сменной наладки (или соответствующих регулируемых элементов).
Внедрение методов групповой обработки и применение для этого высокопроизводительных, агрегатных станков и приспособлений обеспечивает максимальное использование одного и того же оборудования и приспособлений.
Агрегатирование станочных приспособлений обеспечивает в 4…10 раз уменьшение расходов на изготовление и возможность быстрой переналадки.
Принцип агрегатирования заключается в использовании нормализированных элементов: оснований, стоек, рам, плит и т.д., на которых устанавливаются и закрепляются сменные наладки с базирующими элементами и зажимными устройствами.

Опоры для установки на плоские поверхности: а- с рифленой головкой; б- с плоской головкой; в – со сферической головкой4 г –регулируемые опоры; д- опорные пластины.
Жесткие оправки, на которые детали насаживаются: а- с цилиндрическими отверстиями; б- с натягом; в- с зазором.

Разжимные оправки:
А- консольная, с прорезями на рабочей шейке, служит для закрепления детали затяжкой внутреннего конуса; б- консольная, с тремя сухарями, разжимным внутренним конусом, используется для закрепления толстостенных деталей с обработанными или необработанными отверстиями; в- с упругой гильзой, разжимаемой изнутри гидропластмассой; г- с гофрированными втулками, обеспечивающая точность центрования.

Центр: а- жесткий; б- срезанный; в- специальный, с тремя узкими ленточками на кромке отверстия детали; г- поводковый, передающий крутящий момент от вдавливания рифленой поверхности при приложении к центру осевой линии; д - поводковый, передающий момент через рифления, вдавливаемые в торцевую плоскость детали; е- плавающий передний.
Д/з: (2) Гл. 27, с.380…390, Рис. 27.1…27.4.
ТЕМА: «Приводы»
Учебные вопросы:
1. Классификация приводов.
2.Конструкции пневматических, гидравлических и пневмогидравлических приводов.
3. Расчет величины усилия на штоке.
1. Основные требования производительного выполнения работ:
- сокращение времени зажима за счет снижения вспомогательного времени;
- создание более стабильных сил зажима за счет замены ручных зажимных приводов на механизированные и автоматизированные;
- облегчение труда рабочих.
Учитывая эти основные требования, делаем вывод – величина зажимающего усилия не должна зависеть от рабочего, и следовательно используются приводы:
пневматические:
а) по виду пневмодвигателя:
- поршневые (пневмоцилиндры);
- диафрагменные (пневмокамеры).
б) по схеме действия:
- одностороние ;
- двухсторонние.
в) по методу компоновки с приспособлением:
- встроенные;
- агрегатированные.
г) по виду установки:
- стационарные;
- вращающиеся.
д) по количеству приводов:
- одинарные;
- сдвоенные.
гидравлические:- по количеству подаваемой рабочей жидкости:
- объемные;
- дроссельные.
Пневмогидравлические - по принципу работы:
- с преобразователем давления прямого действия;
- с преобразователем давления последовательного действия.
2. Пневматические приводы, в них источником энергии служит сжатый воздух. Свойства, выгодно отличающие сжатый воздух от других источников энергии следующие:
- удобство для подвода коммуникаций к месту потребления и безопасность в работе;
- способность в силу упругости моментально передавать малейшие колебания в давлении;
- сжатый воздух не замерзает в трубопроводах;
- отработавший воздух не нуждается в утилизации или в специальном отводе;
- может быть использован для другой полезной работы в случае необходимости.
Основные особенности пневмопривода:
- быстрота зажима (0, 022 мин.);
- постоянство силы зажима, которое было приложено в начале работы, остается неизменным в течение всего периода обработки, что дает возможность уменьшить силу зажима, гарантирует безопасность работы, повышает качество обработки и позволяет увеличить скорость резания, что положительным образом сказывается на производительности труда;
- простота управления.
Пневматические приводы состоят из:
- пневмодвигателя;
- пневатической аппаратуры;
- воздухопроводов.
Оптимальные технические характеристики:
- рабочая скорость исполнительного механизма составляет 0,1…0,2 м/с (при меньших возникают вибрации и неравномерность хода);
- усилие в механизмах до 30 кН;
- максимальный диаметр цилиндра до 250 мм.
Недостатки:
- низкий коэффициент полезного действия;
- большие габариты по сравнению с гидроприводом (из-за применения низкого давления воздуха);
- неравномерность перемещения рабочих органов, особенно при переменных условиях;
- невозможность остановки в середине хода.
Поршневой привод, бывают неподвижного, качающегося и вращающегося типов, одностороннего и двустороннего действия.
Особенности:
- величина хода поршня может быть любой в зависимости от длины цилиндра;
- на протяжении всего хода поршня зажимное усилие остается неизменным;
- небольшая часть давления сжатого воздуха расходуется на преодоление силы трения;
- конструкция поршня сложнее диафрагмы из-за необходимости герметичности в подвижном соединении;
- габаритные размеры привода развиты в осевом направлении;
- высокие требования к чистоте обработки деталей;
- в эксплуатации наблюдаются случаи прилипания уплотнения к цилиндру;
- малая стойкость на износ уплотнений;
- утечки сжатого воздуха к концу срока службы уплотнений;
- стоимость изготовления выше диафрагм.
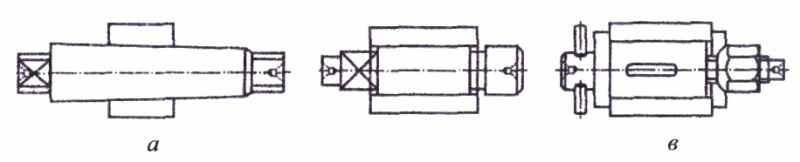
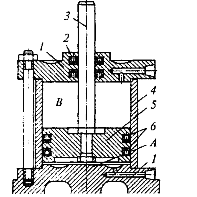
Используя рисунок, рассказать и показать конструкцию неподвижного цилиндра. Основным рабочим органом, преобразующим энергию сжатого воздуха в зажимное усилие в поршневом приводе, является поршень со штоком, который перемещается в цилиндре, герметически закрытом крышками. Герметическое разделение полостей А и В осуществляется с помощью специальных уплотнений, которые закреплены на поршне. Герметичность в полости В, в месте выхода штока, достигается также через уплотнения.
Вращающиеся пневмоцилиндры используются преимущественно для привода токарных приспособлений.
По плакату показать типовую схему включения пневмоцилиндра: сжатый воздух из сети через вентиль 10 поступает в фильтр – влагоотделитель 9. Редукционный клапан 8 понижает давление сжатого воздуха до заданного, контроль давления осуществляется через манометр 7. Маслораспылитель 6 обеспечивает подачу смазочной жидкости в поток сжатого воздуха. Реле 5 предназначено для контроля давления (0,1…0,63 МПа) сжатого воздуха и подачи сигнала при достижении заданного давления, а также для отключения электрического двигателя станка при аварийном падении давления. Для защиты от аварийного падения давления предусмотрен обратный клапан 4. Для управления подачей сжатого воздуха в пневмоцилиндр 1 применяется пневмораспределитель 2. Отработавший сжатый воздух должен выбрасываться в атмосферу через глушитель 3.
Гидравлические приводы, характеризуются следующими свойствами и преимуществами:
- благодаря значительному увеличению давления раб/жидкости диаметры рабочих цилиндров значительно уменьшаются, что дает возможность значительно сократить габариты;
- большое усилие зажима;
- передача зажимных усилий происходит плавно без ударов и толчков;
- общий насос гидропривода может быть использован для подачи и зажима обрабатываемых деталей;
- не требуется обязательного наличия спец. компрессорной установки;
- бесшумность работы.
Недостатки:
- утечка жидкости;
- изменение свойств раб/жидкости в зависимости от температуры;
- высокая стоимость;
- необходимость квалифицированного обслуживания.
Гидравлический привод состоит:
- гидравлическая установка;
- насос с пусковой аппаратурой;
- резервуар для масла;
- аппаратура управления и регулирования;
- гидроцилиндры;
- трубопроводы.
В качестве жидкостей для гидроприводов (t0C до 60 0С) используются индустриальные масла общего назначения без присядок: И-12А, И-20А, И-30А, И-40А, И-50А.
В гидравлических приводах используется шестеренчатые, лопастные и поршневые насосы, два последних для давления до 12,0…15,0 МПа.
Аксиальные и радиальные поршневые для давления до 20…30 МПа, а поршневые эксцентриковые – до 50 МПа.
При применении гидропривода принимают:
- давление – в пределах 5…10 МПа;
- рабочие скорости – 0,01…1,0 м/с;
- длина хода штока в зависимости от прочности штока – не более 10 Ø цилиндра;
- длина цилиндра при этом с учетом технологии изготовления берется из отношения
 ;
;
- отношение диаметра штока к диаметру цилиндра выбирают из отношения
 , при чем большие значения обычно выбирают для более нагруженных установок.
, при чем большие значения обычно выбирают для более нагруженных установок.
Пневмогидравлический привод, в нем использованы преимущества пневматического и гидравлического приводов:
- возможность создания высоких раб/давлений;
- быстрота действий;
- относительно низкая стоимость;
- небольшие габариты;
- масло меньше нагревается и вспенивается;
- потери энергии ниже;
- надежность работы выше;
- достаточно универсальны в применении;
- управление ими легко автоматизируется.
По принципу работы делятся на приводы:
- с преобразователем давления прямого действия;
- с преобразователем давления последовательного.
Привод с преобразователем давления прямого действия основан на непосредственном преобразовании низкого давления сжатого воздуха в высокое давление жидкости.
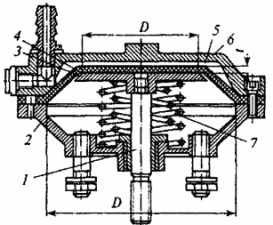
Сжатый воздух поступает в цилиндр 4 диаметром D, шток этого цилиндра диаметром d служит плунжером гидроцилиндра 1. Масло вытесняемое плунжером, поступает по трубопроводу 5 во второй гидроцилиндр 7 диаметром D1. Шток этого цилиндра связан с исполнительным зажимным механизмом. При выпуске отработавшего воздуха обратное движение поршней осуществляется пружинами 6 и 3. Из резервуара 2 масло поступает в систему для компенсации утечек. Устройство выполняется в виде одного блока или с отдельно вынесенным цилиндром 7. Последний встраивается в приспособление, а блок цилиндров 4 и 1 устанавливают в удобном месте у станка. Управление устройством осуществляется трехходовым краном.
Расчет параметров пневмоцилидра (гидроцилиндра).
Исходные данные:
 или
или  ,
,  или
или  ,
,  ,
,  .
.Площадь (
 ), см2 поршня и штоковой полости:
), см2 поршня и штоковой полости: , - поршня;
, - поршня; , - штоковой полости.
, - штоковой полости.где:
– диаметр цилиндра, мм; – диаметр штока, мм.
– диаметр штока, мм.Усилие (Q), H: толкающее
 ;
;тянущее
 ,
,где:
 - расчетное давление:
- расчетное давление:для воздуха – 0,5 МПа;
для жидкости – 10 МПа;
 - механический КПД:
- механический КПД:для воздуха – 0,85…0,95;
для жидкости – 0,90…0,96.
Диаметр цилиндра (
), мм: ;
;  .
.Скорость движения (
) поршня (рабочий или холостой ход), с: ,
,где:
- ход поршня, мм; - время движения поршня, с.Время движения (
) поршня (рабочий или холостой ход): , с.
, с.Расход воздуха (жидкости) за ход рабочий или холостой
 , л/мин.
, л/мин.Внутренний диаметр трубопровода
 , мм:
, мм: ,
,где:
 - скорость движения воздуха (жидкости) в трубопроводе, м/с;
- скорость движения воздуха (жидкости) в трубопроводе, м/с;воздуха – 17 м/с, жидкости – 5…6 м/с.
Усилие на штоке рабочего гидроцилиндра определяют по формуле (без учета усилия пружин):
 , Н.
, Н.где:
 - диаметр пневмоцилиндра, мм;
- диаметр пневмоцилиндра, мм; - диаметр гидроцилиндра, мм;
- диаметр гидроцилиндра, мм; - давление воздуха, МПа;
- давление воздуха, МПа; - объемный КПД привода (= 0,9…0,95);
- объемный КПД привода (= 0,9…0,95); - КПД преобразователя (= 0,8…0,9);
- КПД преобразователя (= 0,8…0,9); - диаметр штока пневмоцилидра, мм.
- диаметр штока пневмоцилидра, мм.Отношение
 - коэффициент усилия, для пневмоцилиндра
- коэффициент усилия, для пневмоцилиндра  = 15…20.
= 15…20.Давление жидкости в рабочем гидроцилиндре (
 ) равно:
) равно:  ; МПа.
; МПа.Привод с преобразователем последовательного действия основан на подаче жидкости низкого давления в силовые цилиндры с последующей подачей жидкости высокого давления. Слив жидкости производится в полость низкого давления при освобождении детали (обеспечивают ускорение холостого хода и предварительное закрепление детали)→по сравнению с преобразователями прямого действия.
Они могут обслуживать несколько рабочих цилиндров при небольших габаритах привода, позволяют экономить сжатый воздух на 90…95%. ! Более сложная конструкция и значительное количество утечек – недостатки.
Воздух из магистрали через четырех ходовой кран 6 поступает в резервуар 5 и вытесняет из него масло по трубопроводу 4 в цилиндр 2, обеспечивая быстрый ход штока гидроцилиндра 1 к закрепляемой детали. В результате повышения давления масла, в гидроцилиндре 1 автоматически срабатывает клапан последовательного действия 7. Воздух поступает в цилиндр 8, поршень со штоком 3 начинает перемещаться, и в цилиндре 2 развивается высокое давление, обеспечивающее окончательное закрепление детали-заготовки.
При переключении крана 6 воздух подается по трубопроводу 9 и возвращает поршни цилиндров 8 и 1 в исходное положение.
Расчет усилий на штоке рабочих гидроцилиндров аналогичен расчету преобразователя прямого действия.
3. При расчете пневмоцилиндра должны быть заданы основные конструктивные параметры:
- требуемое усилие, к; - диаметр цилиндра, мм; - длина хода поршня,мм;Для обеспечения безударной и плавной работы пневмоцилиндра назначают:
- рабочую скорость перемещения поршня
 м/с;
м/с;
- в конце хода поршня предусматривается торможение для снижения скорости до
 м/с;
м/с;
- в необходимых случаях устанавливается время рабочего и холостого хода поршня;
- расчетное давление сжатого воздуха
 МПа.
МПа.
* В раздаточном материале приведены основные расчетные параметры пневмоцилиндров, которые могут быть определены по приближенным расчетным формулам и в которых не учитываются потери давления и объемов в трубопроводах.
Величина усилия на штоке диафрагменных пневмокамер изменяется по мере движения штока и зависит:
- от расчетного диаметра ,мм;
- толщины диафрагмы
 ,мм;
,мм;
- материала диафрагмы;
- конструкции (тарельчатая, плоская);
- расчетное давление сжатого воздуха принимается
 МПа;
МПа;
- усилие возвратной пружины для пневмокамер одностороннего действия «
 » следует вычесть, а двустороннего действия
» следует вычесть, а двустороннего действия  .
.
Приближенный расчет усилия «
» на штоке пневмокамер приведены в раздаточном материале.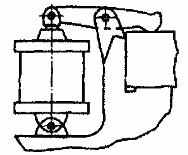
б
а в
Пневматический цилиндр для стационарных приспособлений:
а- неподвижный цилиндр; б, в – качающийся цилиндр;
1
 - крышки; 2,6 – уплотнения; 3 – шток; 4- цилиндр; 5- поршень.
- крышки; 2,6 – уплотнения; 3 – шток; 4- цилиндр; 5- поршень.Пневмокамера:
- шток; 2,6 – штампованные чашки; 3- шайба;
4- диафрагма;
5- полость; 7- пружина.
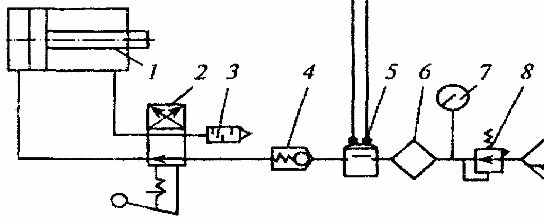
Типовая схема включения:
- пневмоцилиндр; 2- пневмораспределитель; 3- глушитель; 4- обратный клапан; 5- реле; 6- маслораспылитель; 7- манометр; 8- редукционный клапан; 9 – фильтр влагоотделитель; 10- вентиль.
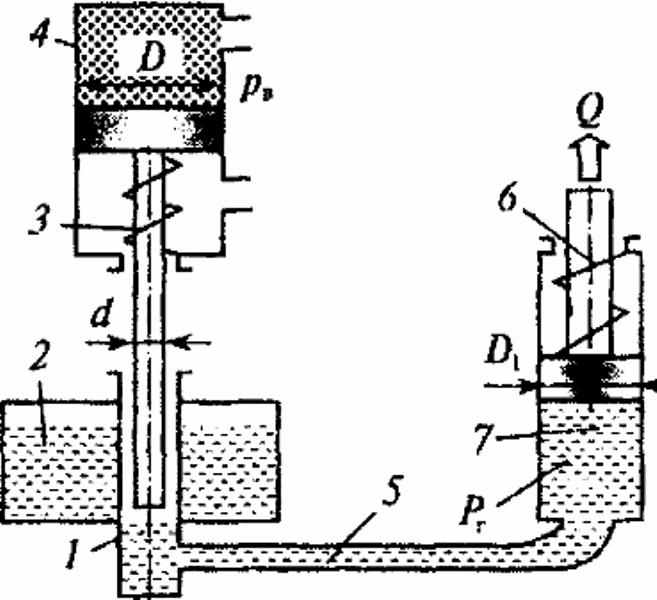
Пневмогидравлический преобразователь прямого действия:
- гидроцилиндр; 2- резервуар; 3,6 – пружины; 4, 7 – цилиндры; 5- трубопровод.
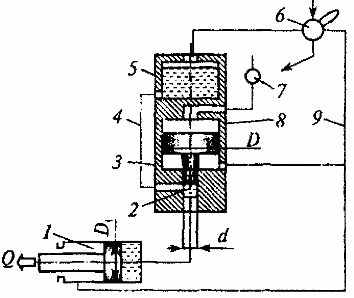
Пневмогидравлический преобразователь последовательного действия:
- гидроцилиндр; 2,8 – цилиндры; 3- шток; 4,9 – трубопровод; 5- резервуар; 6- кран; 7- клапан.
Д/з: (2) Гл. 28, с.390…400. Выполнить с записями в конспект: Рис. 28.5, 28. 6, таблица 28.2 , расчет пневмокамеры.