
«Технология машиностроения»
| Вид материала | Автореферат |
- Экзаменационные вопросы по предмету «Технология машиностроения», 36.61kb.
- «Технология машиностроения» Специализация «Дизелестроение», 37.35kb.
- Рабочая программа и методические указания к выполнению контрольной работы для заочной, 305.14kb.
- Программа преддипломной практики студентов специальности 1-36 01 01 «Технология машиностроения», 336.91kb.
- Программа и контрольные задания для учащихся-заочников по специальности 2-36, 764.27kb.
- Кафедра «Технология машиностроения», 27.73kb.
- Методические указания по выполнению лабораторных работ по курсу «Системы автоматизированного, 369.98kb.
- Рабочая программа учебной дисциплины по дисциплине «Детали машин и основы конструирования», 251.9kb.
- Программа вступительных испытаний (междисциплинарного экзамена) для поступающих в магистратуру, 97.78kb.
- Рабочая программа по дисциплине: опд. В. 01 Экономика машиностроения образовательной, 426.43kb.
На правах рукописи
УДК 629.1
ВОЛГИНА НАТАЛЬЯ ВЛАДИМИРОВНА
ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ ПРОЕКТИРОВАНИЯ МАРШРУТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА МЕХАНИЧЕСКОЙ ОБРАБОТКИ
НА ОСНОВЕ ФОРМАЛИЗАЦИИ ЭТАПА ПОДГОТОВКИ И КОДИРОВАНИЯ КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКОЙ ИНФОРМАЦИИ
Специальность: 05.02.08 – Технология машиностроения
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Омск – 2011
Работа выполнена на кафедре «Технология машиностроения» ГОУ ВПО «Омский государственный технический университет»
Научный руководитель: кандидат технических наук, доцент
Масягин Василий Борисович
Официальные оппоненты: доктор технических наук, профессор
Браилов Иван Григорьевич
кандидат технических наук
Одинец Мария Николаевна
Ведущее предприятие: ОАО «НИИ технологии, контроля и диагностики
железнодорожного транспорта», г. Омск
Защита состоится 1 июля 2011 г. в 1400 часов на заседании диссертационного совета Д 212.178.05 в Омском государственном техническом университете по адресу: 644050, г. Омск-50, проспект Мира, 11, ауд. 6-340.
С диссертацией можно ознакомиться в библиотеке ОмГТУ.
Отзывы на автореферат, заверенные печатью организации, просим направлять в адрес диссертационного совета.
Факс: (3812)656492, e-mail: dissov_omgtu@omgtu.ru
Автореферат разослан "____"_______________2011 г.
Ученый секретарь
диссертационного совета Д 212.178.05
кандидат технических наук, доцент Масягин В.Б.
Актуальность темы. Процесс производства складывается из технических, технологических, экономических, организационных факторов, познание закономерностей которых обеспечивает повышение эффективности производства и качества выпускаемой продукции. Технология машиностроения изучает эти факторы и закономерности их действие в процессе производства. Формализация и математическое моделирование технологических процессов, в частности, технологических процессов механической обработки, является необходимым условием выявления и изучения этих закономерностей, понимание которых позволяет сократить сроки проектирования, облегчить труд технолога и получить оптимальные варианты проектируемых технологических процессов. В области формализации и математического моделирования технологических процессов механической обработки имеются значительные научные результаты, однако в настоящее время работа современных систем проектирования технологических процессов механической обработки во многом ориентирована на использование прототипов или аналогов технологических процессов, разработанных «вручную». При этом, для повышения производительности и качества проектирования, процесс проектирования технологических процессов механической обработки должен включать параллельно выполняемый процесс моделирования и анализа технологического процесса, предназначенный для выявления рациональных вариантов технологического процесса с последующим выбором оптимального, что выполняется в редких случаях.
Основная причина сложившегося положения в том, что формализация и математическое моделирование технологических процессов механической обработки выполнены, главным образом, для этапов синтеза маршрута технологического процесса и последующих расчетов, но подготовка исходных данных для этих этапов остается не формализованной. Синтез маршрута технологического процесса механической обработки осуществляется на базе типовых правил с применением информационной модели детали, требующей кодирования на языке конструкторско-технологического кода (КТК). При выявлении классификационных признаков КТК от проектировщика требуется выполнить очень трудоемкую, требующую высокой квалификации – знания языка кодирования, – и в тоже время рутинную работу – преобразовать исходную информацию (чертеж детали и заготовки) на основе формальных правил в код. Время кодирования сопоставимо с временем, затрачиваемым на «ручную» разработку технологического процесса, или поиск и доработку прототипа.
В то же время сведения о детали и заготовке наиболее просто описываются с помощью информационной модели в виде таблиц кодированных сведений (ТКС), при заполнении которых требуется только упорядочить и перенести исходную информацию с чертежа и другой документации в таблицы.
В связи с чем, актуальным является решение задачи формализации начального этапа проектирования – подготовки и кодирования конструкторско-технологической информации с целью исключения «ручного» преобразования информации чертежа, представленной в виде ТКС, в информацию в виде КТК, что позволит повысить эффективность технологического проектирования и обеспечит возможность оперативного проведения моделирования и анализа технологических процессов.
Цель работы. Сокращение длительности проектирования маршрута механической обработки на основе формализации этапа подготовки и кодирования исходной конструкторско-технологической информации.
Методы исследований. Работа выполнялась в соответствии с научными основами технологии машиностроения, принципами технологической подготовки производства, теории информационных семантических систем. Моделирование и обработка данных производилась с применением ЭВМ.
Научная новизна работы состоит в выявлении и формализации, на основе семантического подхода, информационных связей между информацией о детали и заготовке типа тел вращения, представленной в виде геометрических моделей и таблиц кодированных сведений, и конструкторско-технологическим кодом,
т.е. информацией, используемой при синтезе маршрута, моделировании и анализе технологического процесса механической обработки, что позволяет сократить время и повысить качество технологической подготовки производства.
На защиту выносятся:
- методика повышения эффективности проектирования маршрута технологического процесса механической обработки на основе параллельного моделирования с формализацией этапов подготовки и кодирования конструкторско-технологической информации;
- подход к формализации подготовки и кодирования конструкторско-технологической информации для моделей деталей типа тел вращения, заключающийся в представлении подготовки и кодирования как процесса формирования первичной семантической информации и преобразования ее во вторичную;
- методика формализации и алгоритмы преобразования конструкторско-технологической информации на основе выявления информационной связи между таблицами кодированных сведений и конструкторско-технологическим кодом;
- результаты численных исследований разработанных алгоритмов и программы для ЭВМ;
- рекомендации по использованию методики формализации преобразования конструкторско-технологической информации при технологической подготовке производства.
Практическая ценность работы:
- создание методической базы кодирования сведений о детали и заготовке, сокращающей время на технологическую подготовку производства;
- возможность дополнения традиционных методов получения кодированного описания детали;
- применение результатов исследования для формирования проектных решений при подготовке производства.
Реализация результатов работы. Результаты исследований внедрены в учебный процесс при изучении дисциплины «Математическое моделирование процессов в машиностроении» на кафедре «Технология машиностроения» Омского государственного технического университета при подготовке инженеров по специальности 151001 – «Технология машиностроения». По результатам исследований получены рекомендации к внедрению результатов научно-исследовательской работы на ФГУП ОМО им. П.И. Баранова.
Апробация работы. Основные положения работы докладывались и обсуждались на VI международной научно-технической конференции «Динамика систем, механизмов и машин» (Омск, 2007), на всероссийской молодежной научной конференции «Мавлютовские чтения» (Уфа, 2009), на всероссийской конференции молодых ученых и специалистов «Будущее России» (Москва, 2009), на VII международной научно-технической конференции «Динамика систем, механизмов и машин» (Омск, 2009), на X всероссийской научно-технической конференции для студентов, аспирантов и молодых ученых «Наука. Промышленность. Оборона» (Новосибирск, 2009), на международной научно-практической конференции «Наука и производство - 2009» (Брянск, 2009), на региональной молодежной научно-технической конференции «Омское время – взгляд в будущее» (Омск, 2010), на I международной научно-технической интернет-конференции молодых ученых «Автоматизация, мехатроника, информационные технологии» (Омск, 2010), на III всероссийской научно-технической конференции «Россия молодая: передовые технологии – в промышленность» (Омск, 2010), на всероссийской научно-технической конференции «Омский регион – месторождение возможностей» (Омск, 2011).
Публикации. По результатам выполненных исследований опубликовано 16 работ, в том числе две статьи в журналах, рекомендованных ВАК.
Объем и структура диссертационной работы. Диссертация состоит из введения, списка принятых обозначений, пяти глав, заключения, списка литературы из 143 наименований, приложений. Основной текст изложен на 139 страницах, содержит 31 таблицу и 98 рисунков. Общий объем работы составляет 244 страницы.
СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность решаемой в диссертационной работе научной задачи, сформулированы цель работы, научная новизна, положения, выносимые на защиту.
В первой главе проведен анализ существующих методик кодирования, применяемых при технологической подготовке производства.
В настоящее время существует несколько устоявшихся методик кодирования конструкторско-технологической информации, которые применяются в машиностроении, в основном они отличаются использованием ТКС, либо классификацией поверхностей детали. А именно: методики автоматизации проектирования технологических процессов Цветкова В.Д., Падуна Б.С., Старостина В.Г., Лелюхина В.Е., Кондакова А.И.; методики кодирования исходной информации при разработке технологических процессов обработки деталей на станках с помощью ЭВМ, описанные Капустиным Н.М; методики технологического проектирования Горанского Г.К., Бендеревой Э.И., Корчака С.Н. и др.; методика автоматизации проектирования технологии в машиностроении Челищева Б.Е., Бобровой И.В., Гонсалеса-Сабатера А.; методика математического моделирования технологических процессов механической обработки Кузьмина В.В., Схиртладзе А.Г.; методики, используемые в современных системах САПР, такие как Компас-Вертикаль, Pro/ENGINEER, T-FLEX, TechnologiCS и модуль APM Technology в составе WinMachine.
Анализ существующих методик показал, что в основном решена задача формализации процесса структурирования исходной информации с применением словаря первичных структурных элементов деталей в методиках Цветкова В.Д., Падуна Б.С., с формированием СТОК-групп в методике Старостина В.Г., Лелюхина В.Е., с использованием Т-комплексов в методике Кондакова А.И., с использованием таблиц ТКС в методиках, описанных Капустиным Н.М., и кода КТК в методике Горанского Г.К., Бендеревой Э.И., с применением оригинальной методики классификации поверхностей Челищева Б.Е., Бобровой И.В., Гонсалеса-Сабатера А., с применением базовых элементов формы в методике Кузьмина В.В., Схиртладзе А.Г., с использованием деталей-аналогов, комплексной детали, процесса-аналога в современных системах САПР ТП. Разработаны системы кодирования конструкторско-технологической информации с применением кодировочных ведомостей в методике Корчака С.Н. и др., с применением формализованного языка в методике Старостина В.Г., Лелюхина В.Е., но не решена задача формализованного получения конструкторско-технологического кода, без использования громоздких кодировочных таблиц, ручное заполнение которых не только увеличивает время на проектирование технологического процесса механической обработки детали, но и может послужить причиной ошибок при проектировании.
Учитывая, результаты проведенного анализа, были сформулированы основные задачи исследования:
- разработать уточненную методику описания конструкторско-технологической информации о детали и заготовке с использованием геометрических моделей и ТКС строго определенного вида;
- формализовать и алгоритмизировать методику кодирования для обеспечения автоматизации процесса кодирования, разработать программу для ЭВМ;
- провести численные исследования формализованной методики и программы, а также выполнить сравнительный анализ разработанной методики;
- разработать рекомендации по использованию методики кодирования при технологической подготовке производства.
Во второй главе изложены теоретические исследования, представлена формализация этапа подготовки и кодирования конструкторско-технологической информации.
Для сокращения времени и повышения качества проектирования технологического процесса механической обработки параллельно должен следовать процесс моделирования технологического процесса (рис. 1).
Математическое моделирование технологических процессов механической обработки предназначено для синтеза исходного варианта технологического процесса, соответствующего основным принципам технологии машиностроения, и его адаптации на основе всестороннего анализа с целью получения рационального варианта технологического процесса.
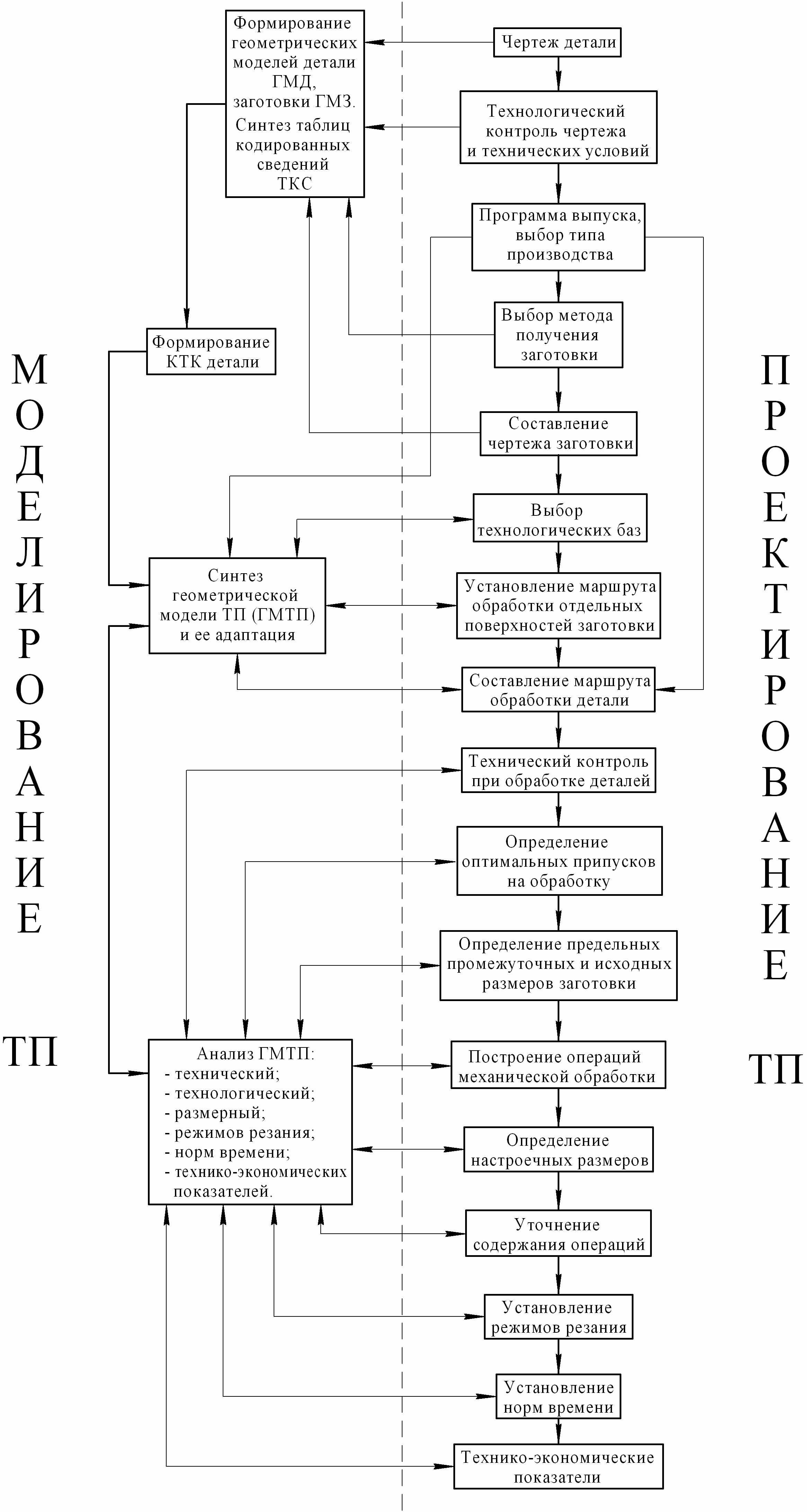
Рисунок 1 – Параллельное действие при моделировании и проектировании технологического процесса механической обработки
Синтез исходного варианта технологического процесса механической обработки (рис. 2) осуществляется путем преобразования информации чертежа детали и заготовки в ТКС, по которым формируется КТК детали, на основе которого автоматически составляется геометрическая модель ТП и происходит ее адаптация к реальным условиям производства и анализ.
Представленный процесс моделирования в настоящее время частично формализован (рис. 2а). Не формализованными при моделировании являются составление ТКС и формирование КТК. Для полной формализации процесса моделирования ТП предлагается формализовать эти этапы (рис. 2б).
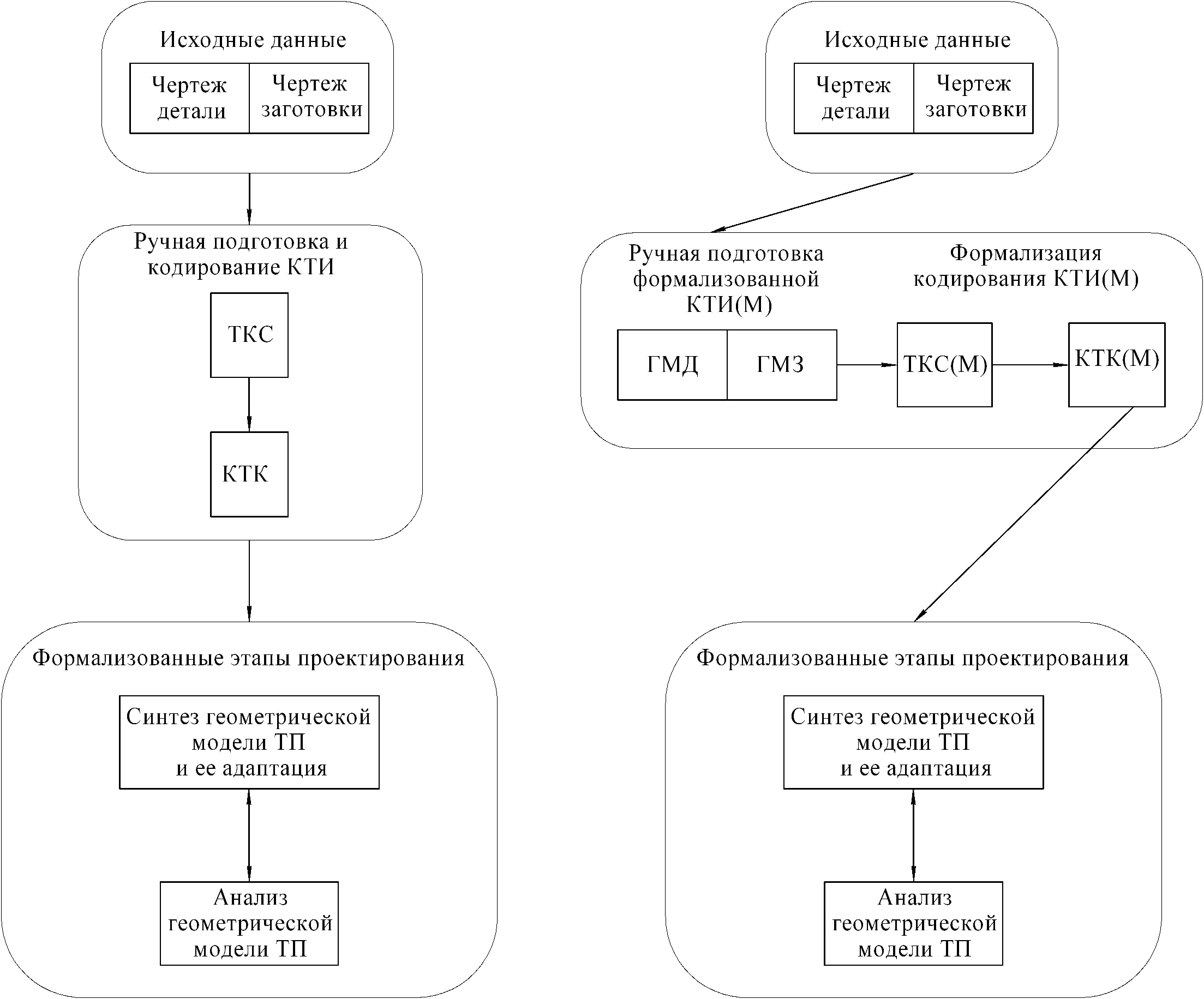
а б
Рисунок 2 - Этапы моделирования технологических процессов механической обработки: а) частично формализованный процесс; б) с формализацией кодирования: КТИ(М) – конструкторско-технологическая информация модели; ТКС(М) – таблицы кодированных сведений модели; КТК(М) – конструкторско-технологический код модели
Для решения задачи формализации преобразования информации предлагается использовать подход, аналогичный тому, который применяется в информационных семантических системах.
Согласно данному подходу, изготавливаемая из заготовки деталь является объектом познания, а геометрические модели, построенные по чертежу этой детали и чертежу заготовки, а так же ТКС – это первичная семантическая информация.
Создание первичной семантической информации об объекте является сложным творческим процессом. Ему предшествует познание объекта, его свойств и отношений. Созданные геометрические модели ГМД, ГМЗ и ТКС относительно адекватны реальной детали и заготовке, т. к. при их составлении контур детали и заготовки подвергается упрощению.
Методологической основой получения первичной семантической информации, адекватной объекту познания, является: 1) наличие конкретного задания, данное положение можно интерпретировать как правильную постановку вопроса, то есть, получение формализованного описания реального объекта; 2) создание модели объекта с упрощенной структурой, то есть построение ГМД, ГМЗ и ТКС по чертежам детали и заготовки по формальным правилам; 3) устранение противоречий между многомерным планом содержания и одномерным планом выражения, заключающееся в том, что модель объекта строится согласно существенным признакам детали, необходимым для данного вида расчета (например, построение ГМД и ГМЗ только с двумя видами поверхностей – цилиндрическими и торцами, с тремя видами сочетаний поверхностей – одиночная поверхность, ступенька или канавка, т. е. контур геометрических моделей приводится к требуемому определенному виду); 4) устранение неопределенностей естественного языка, достигаемое введением четких определений, – контура, поверхностей контура детали, как эти поверхности обозначаются, и т. д.
По ТКС составляется КТК, то есть по первичной семантической информации составляется вторичная семантическая информация, которая, имеет меньшее содержание, чем первичная. Создание вторичной семантической информации является продолжением процесса познания объекта и выявления характерных конструкторско-технологических признаков, таких как: номер поверхности; вид поверхности; ступень обработки; сектор; ранг; совокупность; локальный номер поверхности; поверхность, на которой вырезана кодируемая поверхность. Выявленные признаки фиксируются в виде КТК.
Сущность преобразования «первичное во вторичное» заключается в уменьшении содержания (сжатии) первичной семантической информации, а не получения ее копии.
В процессе сжатия уменьшается содержание первичной семантической информации, выявляются существенные признаки объекта познания (детали), содержание которого представляется первичной семантической информацией; признаки выражаются соответствующими знаками (элементами КТК) по определенным правилам.
Для этого процесса сжатия характерно строгое формализованное задание. Основой его является фиксированная модель. При этом модель – система знаков, воспроизводящих существенные свойства оригинала-детали. Таким образом, содержание первичной семантической информации приспосабливается к наперед заданной логической структуре – формализованной модели. Субъективизм в выборе существенных признаков (степени сжатия, уровней обобщения понятий и др.) при модельном способе сжатия сведен к минимуму.
Материальной основой модели является матрица, по вертикали которой содержатся аспекты (категории), количественно отображающие посредством знаков полноту представления семантической информации; по горизонтали – позиции, количественно отображающие посредством знаков точность представления семантической информации.
Аспект α характеризует определенное свойство объекта и не поддается дальнейшему смысловому делению. Пример аспектов – номер поверхности, вид поверхности и т.д. – элементы КТК.
В математической интерпретации аспект представляет собой кортеж знаков (букв, слов, символов и др.), длина, которого может быть произвольной. Так, кортежем длины n является запись вида (1), соответствующая элементу КТК для поверхности (например, № поверхности, или ее вид, или ступень обработки и т.д.).
α =
где a1, an – первая и последняя компоненты соответственно.
Множество аспектов образуют слово (2):
α1 =
α2 =
………………………
α3 =
……………………...
αm =
Слово – это набор элементов КТК для каждой поверхности детали.
Таким образом, создание КТК основано на разрушении структуры первичной семантической информации, т. е. ТКС, и получение новой – КТК. КТК посредствам проблемно-ориентированного языка (знаков) отражает результат преобразования первичной семантической информации.
Геометрические модели детали (ГМД) и заготовки (ГМЗ) представляют собой эскизы детали (заготовки), на которых показан контуры детали (заготовки) с указанием только торцов и цилиндрических поверхностей, имеющих общую ось с обозначениями номеров всех поверхностей, указываемых в возрастающем порядке при обходе всего контура детали (заготовки) по часовой стрелке (табл. 1, 2). Поверхности детали, и аналогичные поверхности, которые присутствуют в заготовке, обозначаются одинаковыми номерами.
ГМД и ГМЗ дополняются ТКС, содержащими: 1) информацию о числе поверхностей детали, числе и последовательности участков замкнутого контура детали (табл. 1); 2) информацию о требуемой шероховатости поверхностей, составляющих геометрическую модель детали (табл. 1); 3) информацию о линейных, диаметральных конструкторских размерах поверхностей, составляющих геометрическую модель детали (табл. 1); 4) информацию о шероховатости и точности получения поверхностей заготовки (табл. 2);
5) информацию о количестве, номерах поверхностей заготовки (табл. 2);
6) информацию о линейных размерах заготовки (табл. 2).
Таблица 1 – Таблица кодированных сведений о детали
| Число поверхностей. Шероховатость поверхностей | 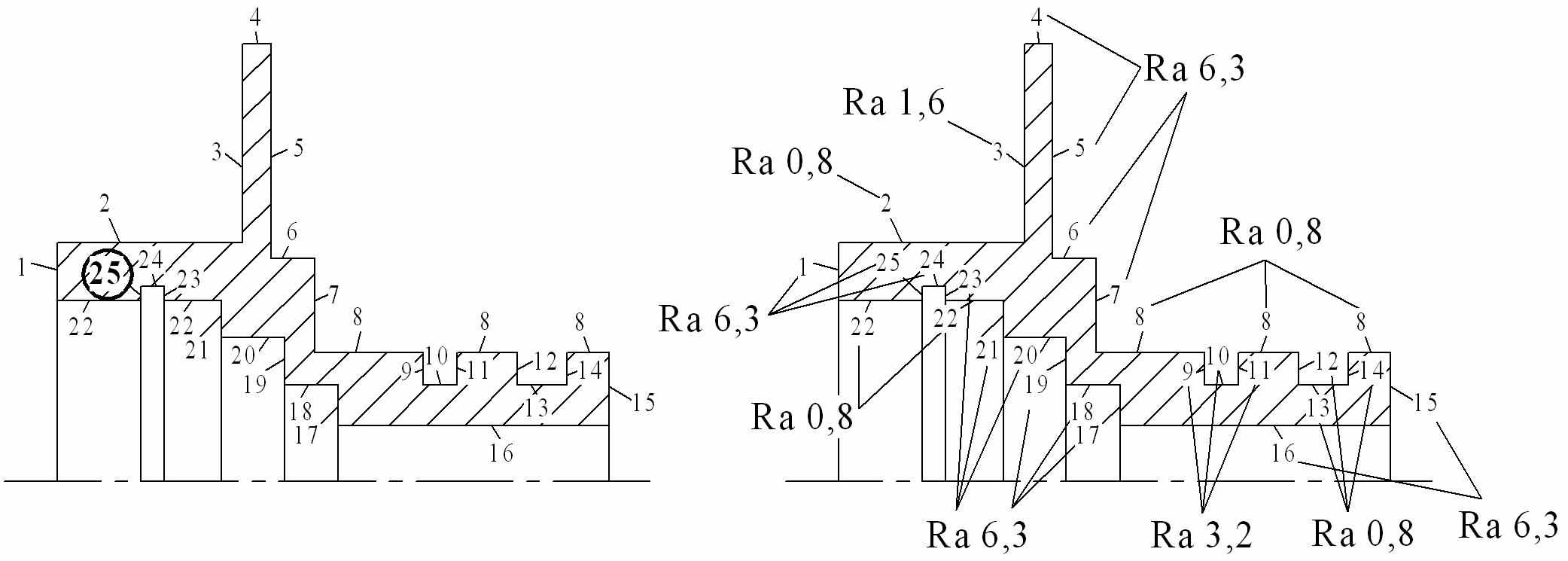 | ||||||||
| Число участков контура. Последовательность участков контура | 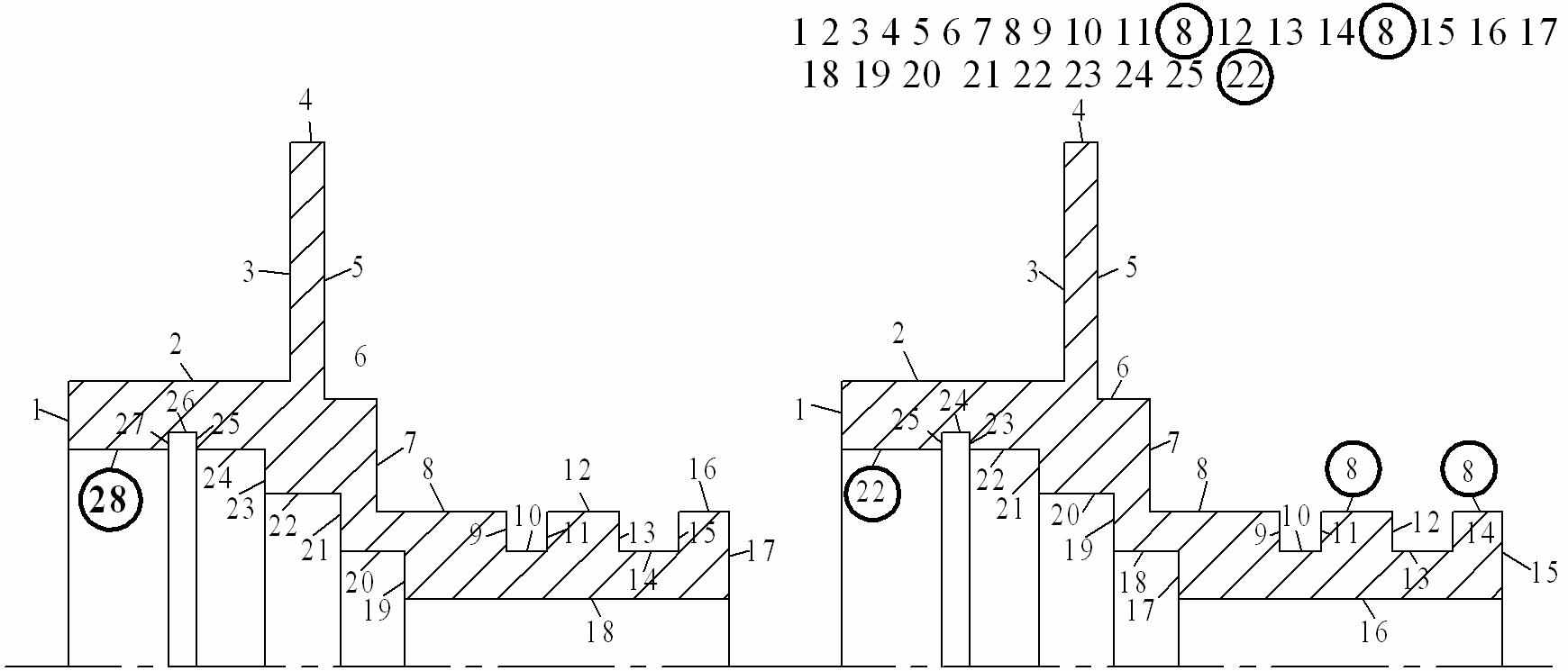 | ||||||||
| Описание диаметральных размеров 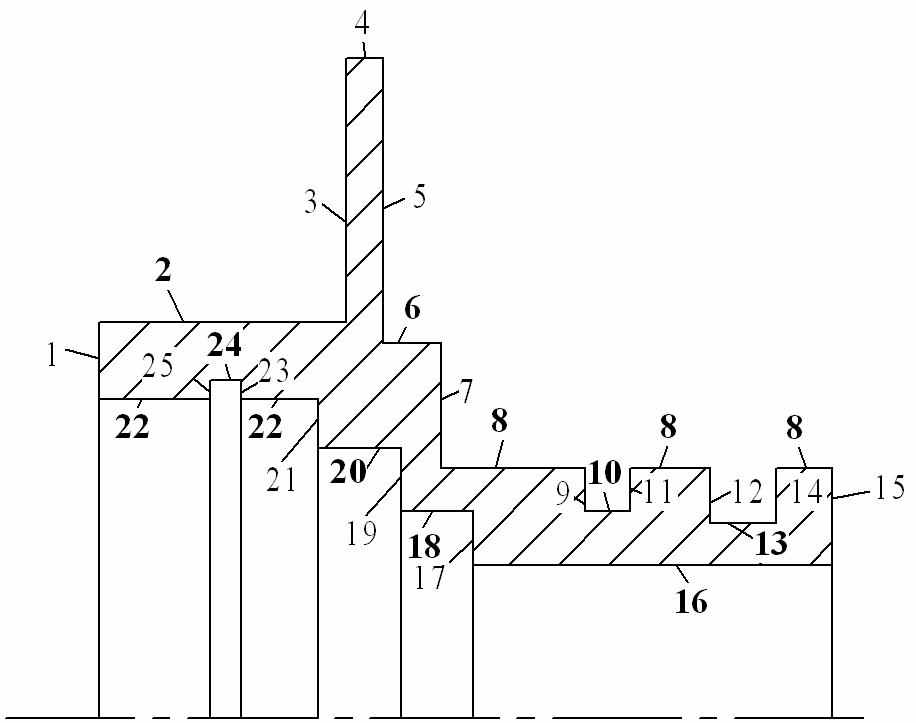 | Но-мер | Номинальный размер | Верхнее отклонение | Нижнее отклонение | Номер поверхности | ||||
| 1 | 42 | -0.009 | -0.025 | 2 | |||||
| 2 | 56 | 0.74 | 0 | 4 | |||||
| 3 | 40 | 0 | -0.62 | 6 | |||||
| 4 | 31 | -0.025 | -0.5 | 8 | |||||
| 5 | 26 | 0 | -0.52 | 10 | |||||
| 6 | 27 | 0.52 | 0 | 13 | |||||
| 7 | 22 | 0.52 | 0 | 16 | |||||
| 8 | 27 | 0.52 | 0 | 18 | |||||
| 9 | 34 | 0.62 | 0 | 20 | |||||
| 10 | 37 | 0.025 | 0.009 | 22 | |||||
| 11 | 37.3 | 0.62 | 0 | 24 | |||||
| Описание линейных размеров 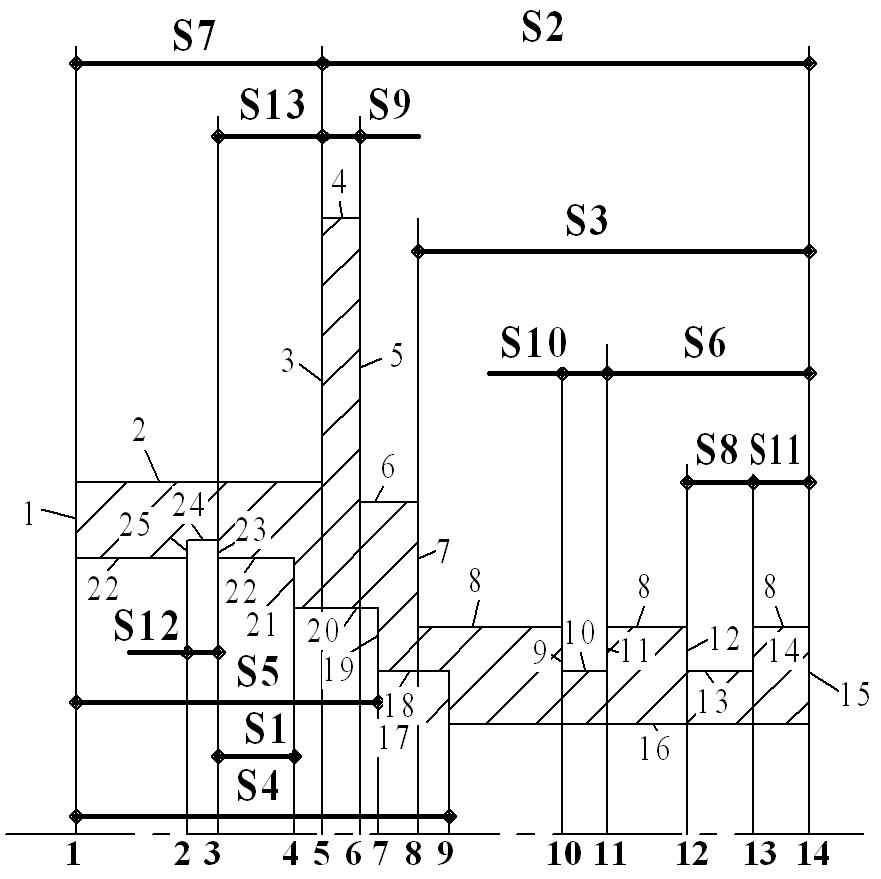 | Но-мер | Номиналь-ный размер | Верхнее отклонение | Нижнее отклонение | Номер левой границы | Номер правой границы | |||
| 1 | 0.3 | 0 | -0.3 | 23 | 21 | ||||
| 2 | 27 | 0 | -0.084 | 3 | 15 | ||||
| 3 | 21 | 0 | -0.084 | 7 | 15 | ||||
| 4 | 19.5 | 0 | -0.21 | 1 | 17 | ||||
| 5 | 14 | 0.18 | 0 | 1 | 19 | ||||
| 6 | 12 | 0 | -0.18 | 11 | 15 | ||||
| 7 | 10 | 0 | -0.05 | 1 | 3 | ||||
| 8 | 3.6 | 0.12 | 0 | 12 | 14 | ||||
| 9 | 2.5 | 0 | -0.04 | 3 | 5 | ||||
| 10 | 2.2 | 0.25 | 0 | 9 | 11 | ||||
| 11 | 2 | 0 | -0.01 | 14 | 15 | ||||
| 12 | 1.4 | 0 | -0.1 | 25 | 23 | ||||
| 13 | 1 | 0.1 | -0.1 | 23 | 3 | ||||
Таблица 2 – Таблица кодированных сведений о заготовке
| Шероховатость поверхностей заготовки, Rz | 160 |
| Квалитет точности размеров заготовки, IT | 15 |
| Количество поверхностей заготовки 12 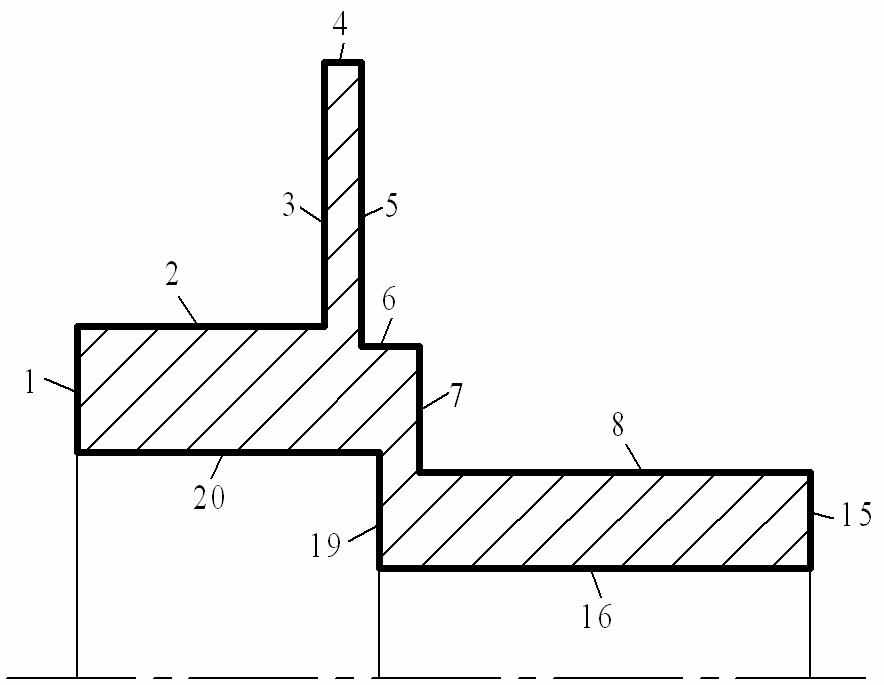 Номера поверхностей заготовки 1, 2, 3, 4, 5, 6, 7, 8, 15, 16, 19, 20 | Номера пар границ линейных размеров заготовки в порядке нумерации 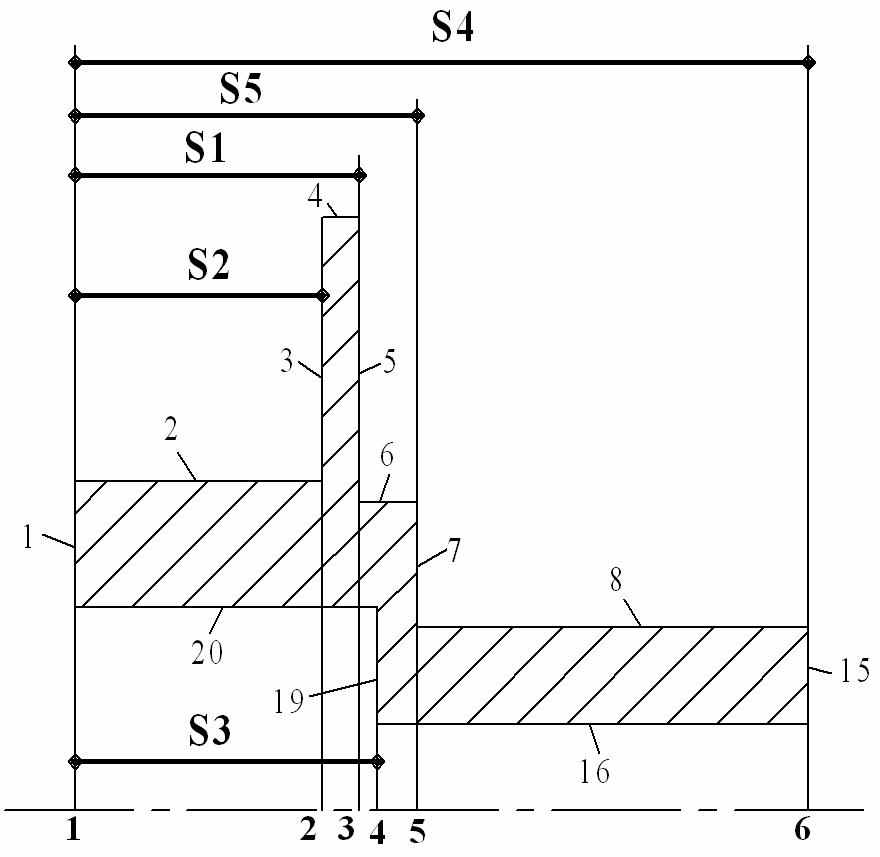 1-5 1-3 1-19 1-15 1-7 |