
«Технология машиностроения»
| Вид материала | Автореферат |
СодержаниеВ третьей главе В четвертой главе В пятой главе |
- Экзаменационные вопросы по предмету «Технология машиностроения», 36.61kb.
- «Технология машиностроения» Специализация «Дизелестроение», 37.35kb.
- Рабочая программа и методические указания к выполнению контрольной работы для заочной, 305.14kb.
- Программа преддипломной практики студентов специальности 1-36 01 01 «Технология машиностроения», 336.91kb.
- Программа и контрольные задания для учащихся-заочников по специальности 2-36, 764.27kb.
- Кафедра «Технология машиностроения», 27.73kb.
- Методические указания по выполнению лабораторных работ по курсу «Системы автоматизированного, 369.98kb.
- Рабочая программа учебной дисциплины по дисциплине «Детали машин и основы конструирования», 251.9kb.
- Программа вступительных испытаний (междисциплинарного экзамена) для поступающих в магистратуру, 97.78kb.
- Рабочая программа по дисциплине: опд. В. 01 Экономика машиностроения образовательной, 426.43kb.
ГМД и ГМЗ вместе с ТКС используются не только для моделирования маршрута технологического процесса механической обработки, но и при проведении размерного анализа технологического процесса, при условии дополнении информацией о технологическом процессе механической обработки, а также для визуализации исходных данных и результатов моделирования, размерного анализа и других расчетов.
КТК детали состоит из описаний всех ее поверхностей в виде набора строк, каждая из которых составляется из 14 числовых обозначений (табл. 3). Каждая поверхность характеризуется следующими аспектами – элементами КТК, отражающими конструкторско-технологические свойства описываемой поверхности: 1) номер поверхности; 2) вид поверхности (рис. 3а); 3) количество ступеней обработки поверхности готовой детали или обрабатываемой заготовки (рис. 3б); 4) и 5) номер сектора детали, к которому относится поверхность (рис. 3в); 6) ранг поверхности (рис. 4а); 7) номер совокупности, в которую входит поверхность, (рис. 4б); 8) локальный номер поверхности в совокупности поверхностей (рис. 4б); 9) количество поверхностей в совокупности поверхностей (рис. 4б); 10) количество совокупностей определенного ранга, образующих сектор детали; 11), 12), 13) и 14) – обозначение свойств поверхности, на которой вырезана кодируемая поверхность, посредством указания для нее элементов КТК, описанных выше под номерами 4), 5), 6), 8), (рис. 4 в).
а б в
Рисунок 3 – Вид поверхности (а), ступени обработки поверхности (б), сектор (в)

а б в
Рисунок 4 – Ранг поверхности (а), совокупности поверхностей, локальные номера и общее количество поверхностей в совокупностях (б), обозначение поверхности, на которой вырезана кодируемая поверхность (в)
В результате описания каждой поверхности модели детали на формализованном языке получается КТК детали (табл. 3).
Таблица 3 – Описание поверхностей детали (КТК)
| Эскиз | № поверхности | Вид поверхности | Количество ступеней обработки поверхности | Номер сектора детали | Ранг поверхности | Номер совокупности поверхности | Локальный номер поверхности в совокупности | Количество поверхностей в совокупности | Количество совокупностей | Обозначение поверхности, на которой вырезана описываемая поверхность | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | |
 | 1 | -1 | 2 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| 2 | 2 | 3 | 1 | 2 | 1 | 1 | 1 | 2 | 1 | 1 | 2 | 1 | 1 | |
| 3 | -1 | 2 | 1 | 2 | 1 | 1 | 2 | 2 | 1 | 1 | 2 | 1 | 2 | |
| 4 | 2 | 2 | 2 | 2 | 1 | 1 | 1 | 1 | 1 | 2 | 2 | 1 | 1 | |
| 5 | 1 | 2 | 2 | 3 | 1 | 1 | 1 | 2 | 2 | 2 | 3 | 1 | 1 | |
| 6 | 2 | 2 | 2 | 3 | 1 | 1 | 2 | 2 | 2 | 2 | 3 | 1 | 2 | |
| 7 | 1 | 2 | 2 | 3 | 1 | 2 | 1 | 2 | 2 | 2 | 3 | 2 | 1 | |
| 8 | 2 | 3 | 2 | 3 | 1 | 2 | 2 | 2 | 2 | 2 | 3 | 2 | 2 | |
| 9 | 1 | 3 | 2 | 3 | 2 | 1 | 1 | 3 | 2 | 2 | 3 | 2 | 2 | |
| 10 | 2 | 3 | 2 | 3 | 2 | 1 | 2 | 3 | 2 | 2 | 3 | 2 | 2 | |
| 11 | -1 | 3 | 2 | 3 | 2 | 1 | 3 | 3 | 2 | 2 | 3 | 2 | 2 | |
| 12 | 1 | 3 | 2 | 3 | 2 | 2 | 1 | 3 | 2 | 2 | 3 | 2 | 2 | |
| 13 | 2 | 3 | 2 | 3 | 2 | 2 | 2 | 3 | 2 | 2 | 3 | 2 | 2 | |
| 14 | -1 | 3 | 2 | 3 | 2 | 2 | 3 | 3 | 2 | 2 | 3 | 2 | 2 | |
| 15 | 1 | 3 | 3 | 3 | 1 | 1 | 1 | 1 | 1 | 3 | 3 | 1 | 1 | |
| 16 | -2 | 2 | 4 | 4 | 1 | 1 | 1 | 1 | 1 | 4 | 4 | 1 | 1 | |
| 17 | -1 | 3 | 4 | 1 | 2 | 1 | 1 | 2 | 2 | 1 | 1 | 1 | 1 | |
| 18 | -2 | 3 | 4 | 1 | 2 | 1 | 2 | 2 | 2 | 1 | 1 | 1 | 1 | |
| 19 | -1 | 2 | 4 | 1 | 1 | 1 | 1 | 2 | 1 | 4 | 1 | 1 | 1 | |
| 20 | -2 | 2 | 4 | 1 | 1 | 1 | 2 | 2 | 1 | 4 | 1 | 1 | 2 | |
| 21 | -1 | 3 | 4 | 1 | 2 | 2 | 1 | 2 | 2 | 1 | 1 | 1 | 1 | |
| 22 | -2 | 3 | 4 | 1 | 2 | 2 | 2 | 2 | 2 | 1 | 1 | 1 | 1 | |
| 23 | -1 | 3 | 4 | 1 | 3 | 1 | 1 | 3 | 1 | 4 | 1 | 2 | 2 | |
| 24 | -2 | 3 | 4 | 1 | 3 | 1 | 2 | 3 | 1 | 4 | 1 | 2 | 2 | |
| 25 | 1 | 3 | 4 | 1 | 3 | 1 | 3 | 3 | 1 | 4 | 1 | 2 | 2 | |
Выявлена существующая между ТКС и КТК информационная связь (рис. 5). Информационная связь отражает преобразование первичной семантической информации, состоящей из взаимосвязанных данных ТКС, в промежуточные данные (не показаны на рисунке), которые образуются при преобразовании ТКС, – во вторичную семантическую информацию – элементы КТК.
Рисунок 5 – Информационная связь ТКС и КТК
Учитывая результаты проведенного теоретического исследования, было сформулировано основное положение дальнейшего исследования: т. к. КТК составляется на основе данных ТКС, и между ними существует информационная связь, то существует возможность автоматического получения КТК по ТКС.
В третьей главе выполнена формализация и алгоритмизация процесса получения КТК по ТКС в соответствии с информационной связью (рис. 5), существующей между ними.
Для автоматического формирования КТК по ТКС разработан полный набор алгоритмов, реализующих следующие действия: 1) номер поверхности задается в диапазоне от 1 до количества поверхностей ГМД в ТКС; 2) вид поверхности определяется путем получения массива торцов и цилиндрических поверхностей, для которых на основе размерной информации ТКС определяется знак; 3) количество ступеней обработки поверхности определяется по требуемой шероховатости поверхности и по точности размеров детали, с учетом шероховатости и точности заготовки; 4) при определении секторов, крайнему левому и правому торцам, наибольшему наружному и минимальному внутреннему диаметрам, а так же всем поверхностям, расположенным на этих поверхностях присваиваются кодовые значения основных секторов; поверхностям, расположенным между основными секторами присваиваются кодовые значения вспомогательных секторов; 5) ранг со значением 1 присваивается поверхностям заготовки, а всем остальным предварительно назначается ранг 2, далее, путем обхода контура детали отыскивается участок между повторяющимися номерами поверхностей и всем поверхностям внутри этого участка присваивается ранг 3 и т. д.; 6) для определения локального номера поверхности в совокупности на контуре детали отыскиваются совокупности (рис. 4б) и осуществляется локальная нумерация поверхностей в этих совокупностях; 7) подсчетом количества поверхностей в каждой совокупности, определяется, из какого количества поверхностей состоит совокупность; 8) для определения номера совокупности поверхностей выполняется выделение и нумерация совокупностей раздельно определенного ранга в каждом секторе; 9) подсчетом совокупностей определенного ранга в секторе, определяется количество совокупностей определенного ранга внутри каждого сектора; 10) для нахождения поверхности, на которой вырезана кодируемая поверхность (последние 4 элемента КТК), отыскивается поверхность более низкого ранга, расположенная перед рассматриваемой, и принимается, что поверхность вырезана на ней; для поверхностей сектора 4.1 отыскивается последующая поверхность более низкого ранга; относительно поверхностей 1 ранга (заготовке) условно считается, что они вырезаны сами на себе.
На основе разработанных алгоритмов составлена программа для ЭВМ.
В четвертой главе представлены результаты численных исследований, выполненных с использованием программы для ЭВМ получения КТК поверхностей детали по данным ТКС. Расчеты проведены для трех вариантов деталей различной сложности, имеющих сквозные центральные отверстия. Поверхности деталей расположены во всех видах секторов. Присутствуют ранги поверхностей, включая пятый, три вида совокупностей. По ТКС составляется текстовый файл исходных данных. Программа производит расчет и формирует текстовый файл с результатами расчета. При сравнении КТК, составленных вручную и на ЭВМ, для всех вариантов деталей наблюдалось полное совпадение кодов, т. е. подтверждена адекватность получения КТК автоматически.
Д
 ля рассматриваемых деталей были составлены сетевые модели получения кода КТК «вручную» и с помощью ЭВМ, соответственно. Определено время получения кода КТК для двух других деталей с различным числом поверхностей (рис. 6). Из графика видно, что для малого количества поверхностей третьей детали – точки «3» (16 поверхностей) разница во времени получения кода КТК составила всего 8 мин., однако же, при увеличении количества поверхностей увеличивается и разность времени на получение кода КТК, для детали с 25 поверхностями она составила 55 мин.
ля рассматриваемых деталей были составлены сетевые модели получения кода КТК «вручную» и с помощью ЭВМ, соответственно. Определено время получения кода КТК для двух других деталей с различным числом поверхностей (рис. 6). Из графика видно, что для малого количества поверхностей третьей детали – точки «3» (16 поверхностей) разница во времени получения кода КТК составила всего 8 мин., однако же, при увеличении количества поверхностей увеличивается и разность времени на получение кода КТК, для детали с 25 поверхностями она составила 55 мин.Рисунок 6 – График зависимости времени формирования кода КТК от количества поверхностей детали: I – получение кода «вручную»; II – получение кода автоматически
В пятой главе изложены рекомендации по практическому применению методики кодирования при технологической подготовке производства.
Методика формализации подготовки и кодирования конструкторско-технологической информации предназначена для применения при проектировании технологических процессов механической обработки деталей типа тел вращения с использованием КТК.
Решение задачи проектирования плана технологического процесса с использованием КТК можно разделить на два этапа (рис. 7):
- разработка системы общих правил моделирования плана технологического процесса в терминах формализованного проблемно-ориентированного языка;
- формализация и алгоритмизация моделирования плана технологического процесса с применением ЭВМ.
Алгоритм синтеза модели маршрута механической обработки включает получение и упорядочивание всех обрабатываемых поверхностей с назначением баз (рис. 8).
Полученное таким образом формализованное описание маршрута технологического процесса механической обработки подвергается адаптации согласно реальным условиям производства и может применяться в качестве исходного при проектировании маршрута и инженерном анализе технологического процесса механической обработки.
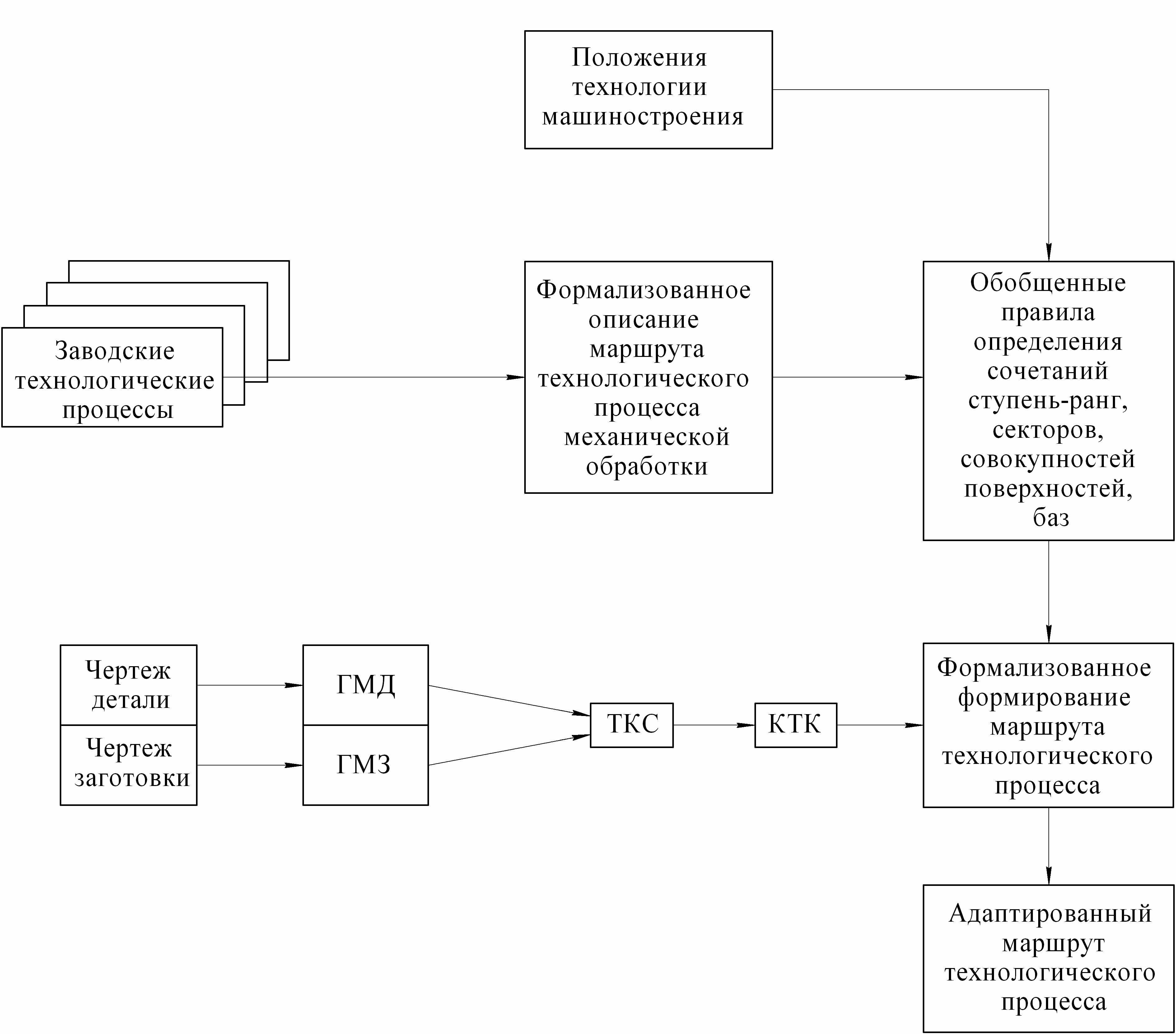
Рисунок 7 – Моделирование маршрута технологического процесса механической обработки

Рисунок 8 - Формализованное формирование маршрута технологического процесса
Перспективы использования конструкторско-технологического кодирования деталей машиностроительного производства обусловлены тем, что непременным условием работы в электронной поисковой информационной системе с обширной базой данных являются классификация и кодирование информации по требуемым критериям.
Внедрение системы кодирования деталей машиностроительного производства позволит добиться следующих результатов:
- обеспечит возможность анализа и группирования деталей по требуемым конструктивно-технологическим характеристикам;
- позволит разрабатывать типовые и групповые технологические процессы изготовления деталей в автоматизированном режиме;
- позволит унифицировать и стандартизировать конструкции деталей и технологические процессы;
- позволит оперативно использовать ранее разработанные технологические процессы, на основе поиска аналогов.