
Механохимические особенности финишного полирования твердыми растворами оксидов
| Вид материала | Документы |
- Удк 621. 82 Механохимические особенности финишного полирования твердыми растворами, 92.02kb.
- Урок химии в 9 классе. Тема: «Оксиды азота», 68.76kb.
- Президента Российской Федерации от 29 марта 2011 года Пр-781 «О подготовке долгосрочных, 256.9kb.
- Районная целевая программа «Обращение с твёрдыми бытовыми отходами на территории Брейтовского, 265.12kb.
- Обеспечение информационных процессов обращения с твердыми муниципальными отходами, 71.04kb.
- Вала увеличение объема исследований, направленных на изучение механизмов образования, 516.21kb.
- Методические материалы проф. Рыбальченко В. С. Календарный план, 28.69kb.
- Ф. В. Коржов омский государственный университет моделирование процесса получения дисперсных, 33.83kb.
- Областная целевая программа "Обращение с твёрдыми бытовыми отходами на территории Ярославской, 776.94kb.
- Ростатическая эмиссия испускание электронов проводящими жидкими и твёрдыми телами под, 71.31kb.
МЕХАНОХИМИЧЕСКИЕ ОСОБЕННОСТИ ФИНИШНОГО ПОЛИРОВАНИЯ ТВЕРДЫМИ РАСТВОРАМИ ОКСИДОВ
Королева Л.Ф., Коковихин Е.А., Смирнова С.В.
Екатеринбург, Россия
Развитие точного машиностроения и электронной техники требует получения высокой чистоты обработки поверхности твердых тел с шероховатостью менее 0.005 мкм. Использование в машиностроении до 30-40 % полируемых изделий подтверждает актуальность финишного полирования. Пределом точности полированной поверхности является плоскость, на которой отступление от идеальной поверхности может быть доведено до 1/200 доли световой волны, то есть до 2 нм. Принимая во внимание этот факт, процесс полирования следует отнести к нанотехнологиям. Для получения поверхности с шероховатостью Ra менее 0.005 мкм применяют нанодисперсные абразивные материалы c высокой твердостью, например, порошки на основе корунда, наноалмаза марки АСМ и АСН или нитрида бора зернистостью от 0.01 0.3 мкм до 6 10 мкм. Однако достижение высокого качества обработки поверхности указанными абразивами требует применения ряда предварительных операций с использованием более крупных фракций абразивного материала. К
 наиболее производительным материалам следует отнести оксиды переходных и редкоземельных металлов со средней твердостью и их твердые растворы. Нами разработаны нанодисперсные трибохимически активные абразивные материалы на основе смешанных оксидов или твердых растворов оксидов переходных металлов, что является новым этапом в развитии финишного полирования. Их применение имеет ряд преимуществ перед известными абразивными материалами: высокая производительность и сокращение операций полирования, минимальная шероховатость поверхности [1].
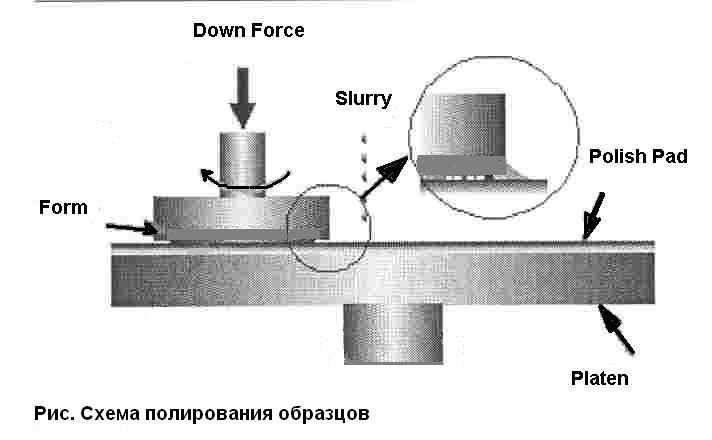
наиболее производительным материалам следует отнести оксиды переходных и редкоземельных металлов со средней твердостью и их твердые растворы. Нами разработаны нанодисперсные трибохимически активные абразивные материалы на основе смешанных оксидов или твердых растворов оксидов переходных металлов, что является новым этапом в развитии финишного полирования. Их применение имеет ряд преимуществ перед известными абразивными материалами: высокая производительность и сокращение операций полирования, минимальная шероховатость поверхности [1]. Финишное полирование твердыми растворами оксидов представляет механохимический процесс, в котором имеют место механические и химические воздействия. В общем случае полирование является многоцикловым механическим процессом, осуществляемым путем трения под давлением на поверхность полируемого тела в присутствии полировальной пасты. Учитывая, что под действием частиц абразива происходит упругопластическая деформация, вызывающая изменение физико-химических свойств тонких подповерхностных слоев металла, в том числе изменение термодинамического и химического потенциалов и окисление поверхностного слоя, то процесс более правильно назвать механохимическим. К факторам, определяющим химию процесса, следует отнести химическую активность полировальной пасты или абразивного материала, выраженную через константу скорости окисления и снятия поверхностного слоя, глубину окисления поверхностного слоя или толщину оксидной пленки. Полирование осуществляли на полировальной установке (рисунок) с удельным давлением (down force) 0.1200.180 кГ/см2 на поверхность и скоростью вращения ротора 8590 об/мин. В качестве полировальника (polish pad) использовали фетр, на который каждые 15 мин наносили пасту (slurry). Анализ поверхности образцов осуществлен с помощью растрового электронного микроскопа TESCAN, оснащенного энергодисперсионной приставкой OXFORD. Для определения шероховатости поверхности применяли оптический профилометр фирмы Wyko NT-1100.
Литература
1. Л.Ф.. Королева. Абразивные свойства нанодисперсного оксида алюминия-железа. Неорган. материалы. 2009. Т. 45. № 10. С. 1235-1242.