
Также вы можете провести обучение специалистов в следующих учебных центрах: Москва
| Вид материала | Документы |
- Вы можете победить в следующих категориях, 29.85kb.
- Toefl и правилах его сдачи. Имеются примеры тестов, полезные рекомендации, мини-тест, 24.64kb.
- 7 Подготовка руководящего состава и работников рсчс, обучение населения действиям, 297.95kb.
- Программа подготовки руководителей подразделений инкассации (специалистов) Сбербанка, 149.74kb.
- В. Н. Ляшенко Рабочая программа курса «Обучение грамоте» 1класс Программа, 849.33kb.
- В москве открылся Авторский центр метода В. М. Бронникова, 21.66kb.
- Тематический план наименование разделов и дисциплин Число учебных часов, 105.36kb.
- Целью конференции является обсуждение актуальных проблем в области преподавания иностранных, 42.04kb.
- Уровни квалификации мастера маникюра, 21.78kb.
- Расположение: Аликанта, Барселона, Кадис, Гранада, Мадрид, Малага, Марбельа, Саламанка,, 101.25kb.
 КСС-КОНТАКТ отечественный производитель широкого спектра изделий для строительства кабельных линий связи, обладающий современными технологи
КСС-КОНТАКТ отечественный производитель широкого спектра изделий для строительства кабельных линий связи, обладающий современными технологиями и средствами производства.



Также вы можете провести обучение специалистов в следующих учебных центрах:
Москва:
ИПК МТУСИ 123995 ул. Народного Ополчения д. 32 Тел. (495) 192-80-47, 2.ru
Московская область:
Учебный центр ОАО «Центртелеком» г. Пушкино 7. тел. (495) 993-61-34
Санкт Петербург:
ПЭИПК- Петербургский Энергетический Институт повышения квалификации «Центр современных технологий связи» тел.(812) 751-2332, (812) 751-3191, sstek@peipk.spb.ru
Смоленск:
Смоленский колледж телекоммуникаций (филиал Санкт-Петербургского государственного университета телекоммуникаций им. Проф. М.А. БончБруевича), тел.(8412) 38-15-05
Краснодар:
Учебный центр ЮТК (Южная Телекоммуникационная Компания) Ул. Индустриальная дом №1 Тел. (861) 267-72-15, (918) 311-45-62
Ростов-на-дону:
Ростовский институт повышения квалификации в области информационных технологий. ул. Тургеневская, 10 тел/факс +7(863)243-91-04 E-mail: info@ripk.ru, www.ripk.ru


Содержание
- Введение ..............................7
- Технология монтажа кабелей ТПП(З), ТППэп(З), КЦППэп(З) с использованием монтажных комплектов ООО «КСС КОНТАКТ». . . . . . . . . . . . . . . . . .9
2.1 Общие положения . . . . . . . . . . . . . . . . . . . . . . . . .9
2.2 Очистка жил кабеля от гидрофоба . . . . . . . . . . . . . . 10
2.3 Универсальный станок для монтажа кабелей связи (СМК) . . . . . . . . . . . . . . . . . . . . . . . . . 11
2.4 Восстановление непрерывности экрана . . . . . . . . . . . 14
2.5 Сращивание жил кабеля емкостью 10х2–50х2 . . . . . . . 16
2.6 Сращивание жил кабелей емкостью свыше 50х2 соединителями КСМ-25. . . . . . . . . . . . . . . . . . . . . . . 18
2.7 Экранирование сростка жил. Закачка гидрофоба . . . . . 21
2.8 Герметизация муфт . . . . . . . . . . . . . . . . . . . . . . . 23
2.9 Ремонт прямых и разветвительных муфт на действующих кабелях. . . . . . . . . . . . . . . . . . . . . . . 26
2.10 Монтажные комплекты . . . . . . . . . . . . . . . . . . . . 26
2.11 Монтаж кабелей ТПП(3), ТППэп(3), КЦППэп(3) «холодным способом» с использованием комплектов ООО «КСС-КОНТАКТ» . . . . . . . . . . . . . . . . . . . . . . . . 28
2.12.Особенности монтажа кабеля с водоблокирующими элементами . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
3. Технология монтажа симметричных четверочных кабелей с использованием монтажных комплектов ООО «КСС КОНТАКТ» ........................33
3.1 Монтаж кабелей МКС(Б), МКП(Б), ТЗ(Б), ТЗП(Б) . . . . . . 34
3.1.1 Сращивание жил кабеля ................... 35
3.1.2 Экранирование и герметизация муфт на голых кабелях ........................... 37
3.1.3. Электрическое соединение брони и механическая защита муфт на бронированных кабелях. . . 38
3.1.4 Монтажные комплекты .................... 38
3.2 Технология монтажа одночетверочных кабелей типа КСПП(З), ЗКП с использованием монтажных комплектов ООО «КСС КОНТАКТ»......................... 39
3.2.1 Монтаж кабелей КСПП(З), КСППБ,
КСПЗП(Б)– 1х4-0.9 (1,2) ...................... 39
3.2.2 Монтаж кабелей ЗКП(Б), ЗКАШпМ, ЗКАБпм,
ЗКАБпШпм с использованием монтажных комплектов
ООО «КСС КОНТАКТ». ........................ 43
4. Высокочастотные малопарные цифровые кабели связи. Технология монтажа ........................44
4.1 Конструктивные и электрические параметры малопарных высокочастотных кабелей. . . . . . . . . . . . . . 44
4.2 Технология монтажа малопарных высокочастотных цифровых кабелей связи.. . . . . . . . . . . . . . . . . . . . . . 49
- Особенности монтажа кабелей связи применяемых на технологических сетях железной дороги монтажными комплектами ООО «КСС КОНТАКТ». . . . . . . . . . . . . . . .54
- Электрические параметры кабелей связи, нормы электрических параметров на строительные участки. . . . . 58
6.1 Электрические параметры кабелей типа Т. . . . . . . . . . 58
6.2 Электрические параметры кабелей с полиэтиленовой изоляцией жил в полиэтиленовой оболочке типа ТПП.. . . . . 59
6.3 Четверочные симметричные кабели магистральных, зоновых и сельских сетей связи.. . . . . . . . . . . . . . . . . . . . . . . 61
6.4 Нормы электрических характеристик линий связи . . . . . 64
6.4.1 Нормы на сопротивление заземлений . . . . . . . . . . . 69
1. Введение
Самой сложной и ответственной работой на заключительном этапе строительства кабельных сетей связи является монтаж муфт при сращивании строительных длин кабелей. Как правило, разработка технологий монтажа новых конструкций кабелей отстает по времени от их производства. Из за дефицита материалов, не своевременной разработки технологий и зачастую их несовершенства в 1960–1990 г.г. монтаж муфт на кабелях связи с полиэтиленовыми, виниловыми, алюминиевыми, стальными оболочками не гарантирует сохранение высоких электрических параметров кабельных сетей в течении срока их службы. Это снижает возможности использования их для применения современных технологий (многоканальная аппаратура абонентского уплотнения, широкополосный доступ и т.д.). В связи с либерализацией международной торговли, возможности делового общения российских связистов со специалистами разных стран значительно расширились возможности по совершенствованию технологий монтажа кабелей связи. Зарубежные фирмы. предложили новые технологии, материалы, изделия, инструмент для сращивания жил кабеля, герметизации муфт и т.д. Отечественные фирмы так же расширили номенклатуру материалов и изделий для монтажа кабелей связи. Однако, практика эксплуатации кабельных сетей показала, что некоторые материалы и технологии не выдерживают жестких климатических условий эксплуатации, а так же требований к электромагнитной совместимости.
10.04.2006 Министерство информационных технологий и связи РФ приказом № 40 утвердило «Правила применения муфт для монтажа кабелей связи» (далее Правила). Основные требования Правил: «…..муфты должны обеспечивать соединение и (или) разветвление кабелей связи с металлическими жилами… без снижения их характеристик в месте монтажа, обеспечивая защиту соединения и (или) разветвления от внешних воздействующих факторов». В зависимости от среды прокладки (подвески) кабеля Правила классифицируют все муфты по 6 типам. К каждому типу муфт предъявляются свои требования по конструкции, по электрическим параметрам, по устойчивости к механическим и климатическим воздействиям. Ряд требований Правил подлежат обязательному подтверждению в аккредитованной испытательной лаборатории.
ООО «КСС КОНТАКТ» подробно проанализировало различные технологии монтажа медножильных многопарных, четверочных, малопарных (цифровых) кабелей связи используемых на различных сетях связи во многих областях и регионах РФ. Были проанализированы применяемые для монтажа муфт материалы, их качество, долговечность, технологичность, цена. Учитывая все достоинства и недостатки предлагаемых технологий монтажа муфт отечественными и зарубежными фирмами ООО «КСС КОНТАКТ» усовершенствовало ряд операций по сращиванию жил кабеля, экранированию муфт от внешних полей, заполнению муфт гидрофобом и т.д., разработало технологию и освоило производство комплектов для монтажа многопарных, четверочных и малопарных (цифровых) медножильных кабелей связи различных конструкций и емкостей с учетом всех требований Правил. При подборе материалов и изделий для монтажных комплектов муфт предпочтение отдавалось отечественным производителям, что позволило значительно их удешевить по сравнению с подобными монтажными комплектами других фирм, особенно зарубежных. В отработке технологии монтажа муфт активное участие принимали квалифицированные специалисты, в т.ч. монтажники связи-спайщики Калужской и Тверской ГТС, Ивановского ЭТУС, Воронежского СМУ-13 треста «Связьстрой-1».
Помимо подробного изложения технологии монтажа кабелей связи в книге изложены нормы электрических параметров кабелей связи, нормы электрических параметров на смонтируемые участки при новом строительстве, эксплуатационные нормы, нормы электрических параметров заземления оболочек кабелей, кабельных ящиков.
Книга рассчитана для широкого круга специалистов занимающихся монтажом медножильных кабелей связи в т.ч. монтажников связи-спайщиков, начальников кабельных участков, цехов, мастеров, прорабов, ИТР.
Все замечания и предложения по излагаемому материалу просьба направлять по адресу: 117342, г. Москва, ул. Введенского, д. 29 ООО «КСС КОНТАКТ»
2.Технология монтажа кабелей ТПП(З), ТППэп(З), КЦППэп(З) с использованием монтажных комплектов ООО «КСС КОНТАКТ»
2.1 Общие положения
Организацию монтажных работ, подготовку рабочего места, проверку кабелей перед монтажом, подготовку концов кабеля к монтажу следует выполнять согласно «Руководства по строительству линейных сооружений местных сетей связи» утвержденных МС РФ 21.12.1995г. С 2000г кабельные заводы стали применять для экранирования сердечника кабеля вместо лент из алюминиевой фольги алюмополимерные ленты. При наложении полиэтиленовой оболочки алюмополимерная лента, экранирующая сердечник кабеля, сваривается с оболочкой кабеля. При снятии оболочки кабеля в процессе монтажа алюмополимерная лента обрывается, отделить ее от оболочки очень сложно. При разделке концов кабеля от экрана остается только подэкранная медная луженая проволока диаметром 0,4–0,5 мм. Весь процесс монтажа муфты состоит из следующих основных операций:
- подготовка коцов кабеля для монтажа муфты (снятие оболочки кабеля, очистка жил от гидрофоба и т.д.);
- электрическое соединение металлических частей кабеля в муфте (металлических оболочек, экранов, брони);
- сращивание и изоляция сростков токоведущих жил кабеля;
- экранирование сростков жил;
- закачка гидрофоба (геля) в муфту;
- герметизация муфты; Конструкция муфты на кабеле ТППэп представлена на рис. 2.1 Внимание: Подэкранную проволоку у всех типов кабелей при сня
тии оболочки обязательно необходимо сохранить. Поясная изоляция обрезается на расстоянии 10–15 мм от обреза оболочки.
Строение муфты ТУМ-КС
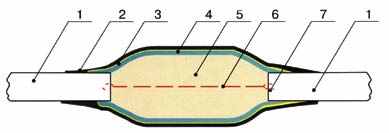
Рис. 2.1
- Кабель связи
- Термоусаживаемая трубка с подклеивающим слоем
- Изоляционная лента ПВХ
- Каркас из ламинированного картона и наклеенной алюминиевой фольгой
- Сросток жил кабеля
- Медный изолированный провод (шина), соединяющий экраны кабелей
- Клемма, подсоединяющая шину к экрану кабеля
2.2 Очистка жил кабеля от гидрофоба
При монтаже кабелей заполненных гидрофобом, а так же при вскрытии муфт заполненных гидрофобом необходимо произвести очистку кабеля от гидрофоба. Очистку жил в муфте на действующем кабеле, а так же концов кабеля можно выполнять смывкой «D Gel». Смывка «D Gel» расфасована в пластмассовые емкости объемом 800-1000 мл. Вместо пробки навинчивается распылитель. Жилы покрытые гидрофобом опрыскиваются с помощью распылителя смывкой «D Gel» и протираются сухой ветошью до полной очистки (рис. 2.2).

Рис. 2.2
2.3 Универсальный станок для монтажа кабелей связи (СМК)
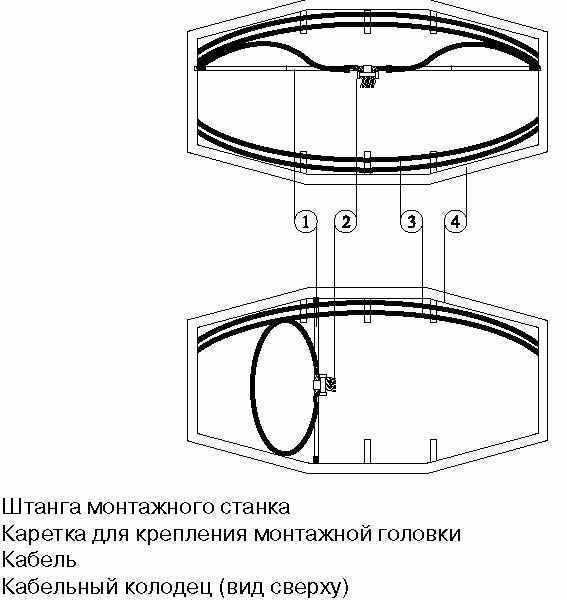
На сетях ГТС последние 10–15 лет успешно применяются для сращивания жил кабеля связи соединители ёмкостью 10х2, 25х2. Для этих целей используется набор инструмента состоящий из монтажной головки, монтажной штанги или держателя и гидравлического или механического пресса (подробно будет описано в разделе 2.5). Недостатком данных инструментов является способ крепления монтажной штанги и держателя на монтируемом кабеле. Практически закрепить на кабелях ТПП, ТППэп, КЦППэп емкостью 100х2–300х2 монтажную штангу или держатель с головкой для сращивания жил не возможно. Кабель достаточно гибкий и не выдерживает монтажный инструмент. Спайщикам приходится использовать подручные средства. Этот недостаток снижает эффективность применения современного высокопроизводительного монтажного инструмента. Все эти недостатки устраняются при применении универсального монтажного станка СМК (далее станок) (рис. 2.2). Для монтажа кабеля в телефонных колодцах используются:
- набор из 5 штанг;
- 2 концевых опорных винта с резиновыми башмаками;
- распорный винт с разнонаправленной резьбой;
- каретка для крепления монтажной головки;

Рис. 2.3
Штанги изготавливаются из алюминиевых труб. По концам труб впрессованы стальные резьбовые наконечники. Наконечник одной трубки имеет левую резьбу. Штанги соединяются между собой по принципу кабельных палок. Набор из 5 штанг, двух винтовых наконечников и распорного винта позволяет монтировать штангу для любого колодца от ККС-2 до ККС-5. Вращая распорный винт, штанга жестко крепится упираясь в торцовые стенки колодца (рис. 2.4).
-
-
- Кабель
-
Рис. 2.4
Перед установкой штанги на нее одевается специальная каретка. Каретку на штанге можно закрепить в любой точке. На каретку устанавливается монтажная головка под любым углом к штанге. Установка монтажной каретки регулируется по высоте. Возможна установка монтажных головок любых фирм-изготовителей как одной, так и двух одновременно. Данная конструкция позволяет установить монтажную головку в любой точке пространства колодца. Концы монтируемого кабеля крепятся к штанге с помощью специальных хомутов или обрезков жил кабеля. После сращивания кабеля, штанга демонтируется.
При монтаже кабеля вне колодца собирается монтажный
станок (рис. 2.5, 2.6). Используются 4 или 2 шт. штанги, два основания и две монтажные планки. На сборку- разборку монтажного станка за
трачивается 5–7 мин. Две штанги соединяются между собой. Одевается на собранную штангу каретка и штанги закрепляются на монтажные планки. Концы сращиваемого кабеля и монтажная головка крепятся на штанге как при монтаже в колодце. После сращивания жил, кабель перекладывается на противоположную сторону монтажных планок и далее выполняются все необходимые монтажные операции.

Рис. 2.5

Рис. 2.6
При сращивании жил кабеля одножильными соединителями или монтаже четверочных кабелей концы кабеля закрепляются на противоположных от штанги концах монтажных планок.
Применение универсального монтажного станка СМК при монтаже различных кабелей в колодцах, в котлованах, вне колодцев позволяет значительно облегчить труд спайщиков, повысить производительность и культуру производства.
2.4 Восстановление непрерывности экрана
В подготовленные к сращиванию концы кабеля вставить по одному оконечному соединителю экранов между поясной изоляцией и экранной лентой (алюминиевая фольга или алюмополимерная лента). Для кабелей емкостью 10х2–50х2 используются стальные пластинки из нержавеющей стали (рис. 2.7).

Рис.2.7

Одеть экранную шину на болты экранных соединителей. Экранные шины изготавливаются из медной изолированной проволоки сечением не менее 2,5 мм2. Длина экранной шины зависит от емкости монтируемого кабеля (рис. 2.9)

Рис 2.9
При монтаже разветвительных муфт соединить экранной перемычкой оконечные соединители экранов на стороне разветвления. Экранные перемычки изготавливаются из луженой латуни различных размеров в зависимости от емкости и количества кабелей (рис. 2.10)
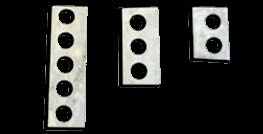
Рис. 2.9
Размеры экранной шины определяют размер сростка жил в муфте (расстояние между оболочками концов монтируемого кабеля). Для удобства сращивания жил после закрепления концов кабеля экранную шину можно снять. После окончания сращивания жил экранную шину снова одеть на болты экранных соединителей, гайки завернуть. (рис. 2.11)

Рис. 2.11
2.5 Сращивание жил кабеля емкостью 10х2–50х2
Для сращивания жил кабеля используются одножильные соединители КСО2 с гидрофобным заполнением. Одножильные соединители позволяют сращивать жилы диаметром от 0,32 мм до 0,9мм, выпускаются трёх модификаций:
- для прямого сращивания;
- для разветвления;
- для подпаралеливания; (рис. 2.12).

Рис. 2.12
Принцип сращивания и изоляции жил, диаметр сращиваемых жил, размеры (обжимные) соединителей изготавливаемых различными фирмами одинаковые. Монтаж по сращиванию выполняется с помощью пресс-клещей (рис. 2.13).

Рис. 2.13
Сращивание производится согласно рис. 2.14
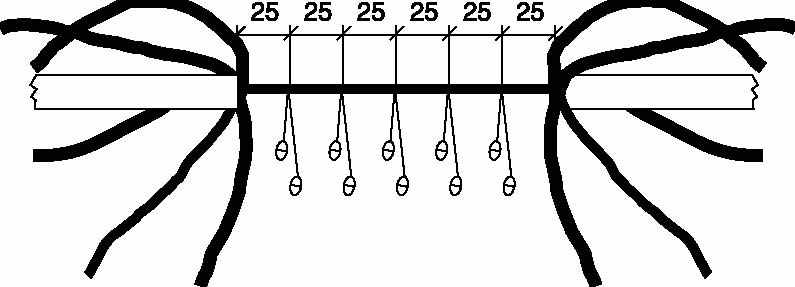
Рис. 2.14
Из отобранных пучков сращиваемых кабелей отбираются по расцветке одноименные пары (четверки) и на расстоянии 25 мм от обреза оболочки скручиваются в три оборота. По расцветке одноименные жилы обрезаются на расстоянии 20 мм от начала скрутки, вставляются до упора в соединитель, который затем опрессовывается пресс-клещами. Отбираются следующие одноименные две жилы. Обрезаются на расстоянии 25 мм о начала скрутки, вставляются до упора в соединитель, который опрессовывается. В кабеле четверочной скрутки третья пара одноименных жил обрезается на расстоянии 30 мм от начала скрутки, четвертая на расстоянии 35 мм. соответственно. Следующие пары (четверки) скручиваются на расстоянии 25 мм. от первой и т.д. Смонтированный пучок (десяток) перевязывается вощеной или капроновой ниткой. После сращивания всех жил и увязки пучков (десятков) необходимо равномерно по окружности распределить соединители так, чтобы диаметр сростка был одинаков по всей длине и симметричен по отношению к сращиваемым кабелям. Сращивание жил одножильными соединителями выполняют при монтаже кабелей емкостью 100х2 и большей емкости если невозможно сращивать многопарными соединителями с применением прессов (на подвесных кабелях, кабелях проложенных по стенам и т.д.)
2.6 Сращивание жил кабелей емкостью свыше 50х2 соединителями КСМ-25
Сращивание жил кабелей емкостью свыше 50х2. как правило, выполняется 25-парными соединителями (далее многопарные соединители) с помощью пресс-механизмов (механических или гидравлических). Многопарные соединители, выпускаемые различными фирмами, имеют одинаковые размеры, что позволяет производить опрессовку инструментом любой фирмы. Многопарные соединители состоят из основания, корпуса и крышки (рис. 2.15).
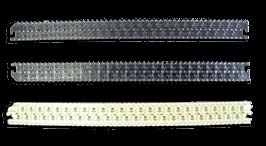
Рис 2.15
Многопарные соединители позволяют одновременно сращивать 25 пар кабеля диаметром 0,32–0,7, изоляцию сростков и обрезку концов жил.
Конструкция многопарных соединителей позволяет производить прозвонку, необходимые измерения, а так же их разборку после опрессовки. Изготавливаются и поставляются на рынок многопарные соединители для прямого сращивания, для запараллеливания пар при переключении и ремонте кабелей без перерыва связи, для подключения в муфте к смонтированным многопарным соединителям. Многопарные соединители изготавливаются сухие и гелезаполненные.
Сращивание жил кабеля выполняется в следующей последовательности. Собирается, устанавливается и закрепляется в колодце монтажная штанга (рис. 2.4) или монтируется станок для сращивания кабеля вне колодца (рис. 2.5, 2.6). Закрепляются на штанге концы сращиваемого кабеля. Устанавливается и закрепляется сращивающая головка несколько выше сращиваемого кабеля, что позволяет удерживать жилы в основании и корпусе многопарного соединителя до его опрессовывания. К концам кабелей подсоединяются оконечные соединители экранов, и к ним подсоединяется экранная шина (шина определяет размеры муфты).
Производится разборка концов кабеля согласно п.п. 11.36–
11.41 «Руководства по строительству линейных сооружений местных cетей» часть II утвержденных МС РФ 21 декабря 1995г. Укладывается на сращиваемую головку и фиксируется торцовыми пружинами адаптер, который необходим для правильной фиксации частей многопарного соединителя в сращивающей голове. Адаптер заменяется при использовании всей упаковки многопарных соединителей. Укладывается сверху адаптера основание многопарного соединителя (рис. 2.16).
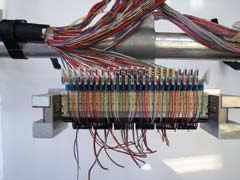
Рис 2.15
Основание многопарного соединителя отличается от его крышки наличием черных точек. Пары (четверки) сращиваемого кабеля со стороны АТС заводятся на основание многопарного соединителя, а со стороны линии на его корпус.
При сращивании кабеля 25-парными соединителями в первом соединителе сращиваются два десятипарных пучка и пять пар из третьего. Во втором соединителе (и каждом четном) сначала укладываются пять пар оставшихся после сращивания первым соединителем (каждым нечетным), а затем два десятипарных пучка. При сращивании кабеля допускается разделение четверки на пары, и сращивание их в разных соединителях.
Перед укладкой пары в сращиваемую головку жилы раскручиваются. И пара заводится между зубцами разделителя пар (светлая гребенка). Затем жилы разделяются зубцом разделителя жил (темная гребенка), укладываются в основание модуля и фиксируются зажимной пружиной. Жила «а» заводится слева от зубца, а жила «в» – справа. Аналогично укладываются на основание соединителя все 25 пар кабеля.
Устанавливается корпус многопарного соединителя и аналогичным образом выкладываются 25 пар кабеля уходящего в сторону линии. Устанавливается верхняя крышка. Опрессовка осуществляется с помощью ручного пресса (рис. 2.17).

Рис. 2.17
После опрессовывания многопарного соединителя удаляются обрезки излишних жил. Смонтированный и опрессованный соединитель снимается со сращиваемой головки. Сращенные жилы по краям соединителя перевязываются вощеной или капроновой ниткой. Согласно изложенной последовательности сращиваются все жилы кабеля. Смонтированные соединители равномерно выложить симметрично кабеля крышками вверх. Соединители по краям стянуть двумя нейлоновыми стяжками. Запасные пары сростить одножильными соединителями. Подсоединить экранную шину (если она отсоединялась). При сращивании кабелей емкостью свыше 700х2 сращивание необходимо производить двумя сращивающими головками 25х2 соответственно.
2.7 Экранирование сростка жил. Закачка гидрофоба.
Для экранирования сростка жил в муфте используется фольгированный электрокартон. В целях исключения гигроскопичности на картон с двух сторон наклеивается полиэтиленовая пленка (производится ламинировние картона). Поверх пленки с одной стороны наклеивается алюминиевая фольга. Из данного листового ламинированного и фольгированного картона вырубается определенной формы и размера кожух для экранирования сростка жил (рис. 2.18).

Рис. 2.18
Сросток жил обворачивается кожухом фольгой наружу и фиксируется 1–2 витками изоленты ПХВ в центре кожуха. Плотно обмотать вокруг кожуха концы экранной луженой проволоки навстречу друг другу по алюминиевой фольге и в середине сростить ручной скруткой. Обмотать конуса муфты 3÷4 слоями изоляционной ленты ПВХ.
Внимание: Чтобы муфта красиво выглядела необходимо сформировать конуса симметрично относительно кабеля.
Следует отметить многофункциональность кожуха из фольгированного электрокартона:
- придает правильную форму муфты;
- экранирует сросток жил от влияния внешних электромагнитных полей;
- заменяет поясную изоляцию сростка;
- похволяет закачивать гидрофоб внутрь сростка жил до герметизации муфты;
- защищает изоляцию жил и гидрофоб от перегрева во вре
мя усадки ТУТ (ТУМ). При испытании было зафиксировано максимальная температура термодатчиков, находящихся внутри муфты, +42°C, что значительно ниже допустимой температуры нагрева изоляции жил (≤+80°C) и в 2,6 раза ниже допустимой тепературы нагрева муфтового гидрофоба (≤+110°C).
При монтаже кабеля заполненного гидрофобом или кабеля не содержащимся под избыточным давлением целесообразно муфту заполнять гидрофобом. В этом случае кроме конусов необходимо по всей длине обмотать защитный кожух изолентой ПВХ одним слоем с 50% перекрытием. Необходимо обратить внимание, что при обворачивании сростка фольгированным картоном в этом случае отверстия для закачки гидрофоба должны быть сверху муфты. Для закачки в муфты используется специальный муфтовый низкотемпературный гидрофоб марки ГФЗ-М-НТ (рис. 2.19).

Рис. 2.19
Закачивается гидрофоб в муфту с помощью строительного пистолета в одно из отверстий до активного выделения из второго отверстия (рис. 2.20).

Рис. 2.20
В кожухах для муфт емкостью кабелей свыше 300х2 делается 3 отверстия. Гидрофоб заканчивается в среднее отверстие до активного выделения его из обоих крайних отверстий. Вытереть вытекший гидрофоб, отверстия замотать 1–2 витками изоленты ПВХ. При монтаже муфты на 2 или 3 направления заполняемых гидрофобом до обматывания сростка жил экранирующим кожухом каждый кабель со стороны разветвления необходимо обвернуть одним слоем мастичной ленты на расстоянии 5–10 мм от края оболочки кабеля. Плотно прижать друг другу кабели и обвернуть все вместе одним слоем мастичной ленты (можно выполнять данные операции до сращивания жил кабеля). Герметизация мастичной лентой нужна, чтобы при закачке гидрофоба он не вытекал между кабелями со стороны разветвления (рис. 2.21). Дальнейшие операции по закачке гидрофоба выполнять как описано выше.

Рис. 2.21
2.8 Герметизация муфт.
Герметизация муфт производится с применением термоусаживаемых трубок (ТУТ) или термоусаживаемых манжет (ТУМ) соответствующих размеров. Трубки и манжеты используются только с подклеивающим слоем по всей внутренней поверхности. Коэффициент усадки ТУТ 3–3.5, ТУМ–5. Для герметизации муфт на кабелях емкостью 10х2–300х2 используется среднестенные ТУТ. Для герметизации муфт на кабелях емкостью свыше 300х2 используются термоусаживаемые манжеты (ТУМ). (рис. 2.22).
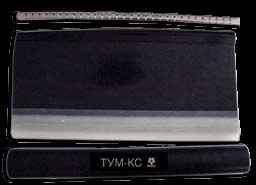
Рис. 2.22
Герметизацию муфт выполняют в следующей последовательности. Приложить ТУТ (ТУМ) к сростку муфты и отметить на оболочке концов сращиваемых кабелей места их соприкосновения с ТУТ (ТУМ). Обезжирить салфеткой (можно ветошью смоченной бензином Б-70) и зачистить наждачной шкуркой оболочки кабелей. Зачистку выполнять только перпендикулярно кабеля до получения шероховатости всей поверхности. Надвинуть ТУТ на сросток или обвернуть сросток манжетой и одеть замок. Усадить ТУТ (ТУМ) с помощью паяльной лампы, газовой горелки или строительного фена (рис. 2.23).

рис. 2.23
Прогрев должен производится желто-синим «мягким» пламенем. Прогревать нужно по всей окружности ТУТ (ТУМ) равномерно. Усадку начинают из центра муфты перемещая пламя сначала к одному концу муфты до полной усадки, затем к другому. Индикатором полной усадки служит выступление термоклея по всему диаметру ТУТ (ТУМ). При усадки ТУМ дополнительно прогревается замок по всей длине. После усадки ТУТ (ТУМ) муфту необходимо оставить в покое на 10–15 мин для остывания. Остывшую муфту уложить на постоянное место.
При монтаже разветвительной муфты до усадки ТУТ (ТУМ) необходимо между кабелями со стороны разветвления вставить разветвительный зажим один или два соответственно (рис. 2.24).

Рис. 2.24
После усадки ТУМ дополнительно прогреть разветвитель для расплавления «клея-расплава». Расплавленный клей заполняет пространство между кабелями.
Разветвители изготавливаются трех типоразмеров – малый, средний, большой (рис. 2.25). Малый применяется для кабелей со стороны разветвления емкостью 10х2–100х2. Для кабелей емкостью свыше 100х2 применяется разветвитель среднего размера.

Рис. 2.25
2.9 Ремонт прямых и разветвительных муфт на действующих кабелях.
В процессе эксплуатации кабельных сетей возникает необходимость вскрытия муфт для устранения возникших повреждений или дефектов допущенных при монтаже (обрыв, сообщение и т.д. жил, разбитость пар и т.д.) без переращивания жил кабеля (без перерыва связи). Для снятия ТУТ с муфты, последняя прогревается паяльной лампой или газовой горелкой (далее прогревается) и срезается ножом. При снятии ТУМ после прогрева срезается ножом вначале замок и затем снимается манжета. Если муфта была заполнена гидрофобом необходимо ее очистить с помощью смывки гидрофоба (рис. 2.2). После устранения дефектов монтажа или повреждений вставляются оконечные соединители экранов (в случае их отсутствия), подсоединяется экранная шина и далее выполняются все операции как описано в разделах 2.4.–2.7. Герметизацию прямых и разветвительных муфт вполняют с помощью термоусаживаемых манжет (ТУМ) соответствующих размеров (раздел 2.8).
2.10 Монтажные комплекты
В целях соблюдения технологии монтажа кабелей, экономии монтажных материалов, повышения культуры производства ООО «КСС КОНТАКТ» разработало, освоило и осуществляет поставки комплектов для монтажа муфт на кабелях ТПП(З), ТППэп(З), КЦППэп(З) емкостью 10х2–600х2. По индивидуальным заказам возможно изготовление и поставка монтажных комплектов емкостью до 1200х2 включительно. По заказам заказчиков поставляются монтажные комплекты различной комплектности.
Комплект № 1 – монтажный комплект полной комплектации (рис. 2.26);

Рис.2.26
комплект № 2 – отсутствует гидрофоб; комплект № 3 – отсутствует гидрофоб и соединители жил. Изготавливаются монтажные комплекты как для прямых, так и для разветвительных муфт. Изготавливаются и поставляются ремонтные комплекты двух типов.
Комплект № 1 – ремонтный комплект полной комплектации (рис. 2.27);
Комплект № 2 отсутствует гидрофоб. При монтаже бронированных кабелей монтажный комплект для аналогичного кабеля дополняется второй ТУТ или ТУМ соответствующего размера и медный изолированный повод сечением не менее 6 мм2 и длиной в зависимости от емкости муфты (описание монтажа бронированных кабелей изложено подробно в разделе 3.1.3).
2.11 Монтаж кабелей ТПП(3), ТППэп(3), КЦППэп(3) «холодным способом» с использованием комплектов ООО «КСС-КОНТАКТ»
При монтаже кабелей в местах не допускающих применения открытого огня (газовая горелка, паяльная лампа), в помещениях и т.д. целесообразно монтировать муфты «холодным способом». ООО «КСС КОНТАКТ»
изготавливает и поставляет монтажные комплекты для данного способа монтажа муфт на кабелях емкостью 10x2÷100x2. Для герметизации муфты используется полиэтиленовый корпус муфты, состоящий из двух частей см. (рис. 2.28).

рис. 2.28
2.11.1 С помощью штангенциркуля и ножа-пилы, входящих в монтажный комплект, подогнать внутренние отверстия конусов полумуфт под монтируемые кабели. Одеть части пластмассовой муфты на оба конца кабеля. При монтаже разветвительной муфты, обрезать необходимые патрубки со стороны разветвления (не используемые оставить заглушенными). Разделку концов кабеля, очистку жил от гидрофоба, восстановление непрерывности экрана, сращивание жил кабеля выполнить согласно разделов 2.1.–2.5.
2.11.2 Обезжирить спиртовой салфеткой и зачистить наждачной шкуркой оболочки кабелей на расстоянии 250÷270 мм.
2.11.3 Обвернуть одним слоем герметизирующей ленты RST оболочки кабелей на расстоянии15÷20 мм от края оболочки. При монтаже разветвительной муфты со стороны разветвления обвернуть каждый кабель одним слоем ленты RST. Сжать их и обвернуть одним слоем ленты RST все вместе.
2.11.4 Обвернуть пластиковый лист (опалубку) вокруг сростка жил для образования емкости под заливку Hl-Gel.
2.11.5 Плотно завернуть боковые края (опалубки). Сворачивание следует выполнять от ленты RST к центру сростка жил.
2.11.6 Края (опалубки) прижать к герметизирующей ленте RST и примотать 1–2 витками изоленты VT. Размотать ленту VT на длину 50÷60 см. Ленту свернуть в жгут и сделать несколько витков надежно загерметизировав (опалубку). Обмотку закончить 1–2 витками расправленной ленты VT.
2.11.7 Разорвать перемычку между составными частями упаковки с гелем Hl-Gel и перемешать их. Залить в подготовленную емкость до уровня, когда весь сросток жил будет покрыт гелем. Размять сросток жил, чтобы гель заполнил все полости.

2.11.8 Развернуть углы (опалубки) и свернуть ее в трубочку по направлению к сростку, закрепить по краям 2–3 витками ленты VT.
2.11.9 Обвернуть сросток двумя слоями ленты EWT с перекрытием 50%. При возникновение воздушных полостей внутри «опалубки» необходимо ее проколоть, выдавить воздух, и место прокола обмотать 1÷2 ветками ленты EWT.
2.11.10 Обвернуть с усилием сросток по всей длине тремя слоями ленты EWT с 50% перекрытием и с заходом за мастичную ленту RST на 20 мм с обеих сторон. Ленту EWT зафиксировать 1÷2 витками ленты VT.

2.11.11 Обвернуть сросток экранирующей ленты (алюминиевой фольгой) FT предварительно удалив бумажную подложку. Экранные проволоки плотно обмотать навстречу друг
другу вокруг сростка и срастить путем скрутки. С усилием обвернуть весь сросток одним слоем ленты VT.

2.11.12 Надвинуть полумуфты на сросток и соединить их путем наворачивая по резьбе. Загерметизировать стыки полумуфт с кабелями и между собой лентами RST и VT. Лента RST наматывается двумя слоями по 50 мм в обе стороны от стыка. Лента VT наматывается на ленту RST двумя слоями 50% перекрытием и должна перекрывать ленту RST с обеих сторон на 25÷30 мм.

2.11.13 Для придания механической прочности и надежности загерметизированных стыков необходимо муфту обвернуть двумя слоями ленты «Armo Tekt» с 60% перекрытием и с заходом на кабель на 25–30 мм с обеих сторон. Перед намоткой ленту «Armo Tekt» необходимо на 46 сек. поместить в воду.
2.11.14 Для создания прочной и плотно прилегающей к муфте и кабелям оболочки образующейся из лент «Armo Tekt» необходимо до того как она затвердеет обвернуть с усилием одним слоем ленты EWT с 50% перекрытием. Через 30 мин. ленту EWT удалить. Монтаж закончен.
2.12.Особенности монтажа кабеля с водоблокирующими элементами.
В целях препятствия проникновения влаги врутрь кабеля и распространения ее в обе стороны от места повреждения, вместо закачки гидрофоба кабельные заводы начали применять водоблокирующие нити и ленты при изготовлении кабелей связи. Каждый эдементарный пучок (5-парный или 10-парный) обворачивается водоблокирующей лентой и закрепляется пластиковыми лентами. Сердечник кабеля также обворачивается водоблокирующей лентой. Поверх водоблокирующей ленты на сердечник накладывается алюмополиэтиленовый или алюмофлексный экран алюминиевым слоем внутрь. При наложении полиэтиленовой оболочки экран сваривается с оболочкой кабеля.
Рассмотрим технологию монтажа кабеля с водоблокирующими элементами на примере кабеля изготовленного заводом «Саранск-кабель» марки ТШпфПв–20х2х0,5. Кабель состоит из четырех 5-парных пучков. Жилы изолированы пленко-пористо-пленочной изоляцией. Каждая пора в пучке имеет свой шаг скрутки отличной от четырех остальных. Пучок экранирован алюмофлексной лентой, обвернут водоблокирующей лентой и закреплен пластиковыми лентами. Внутри пучка имеется водоблокирующая нить. Сердечник кабеля также обвернут водоблокирующей лентой и экранирован алюмофлексной лентой алюминиевым покрытием внутрь. Имеется экранирующая луженая проволока диаметром
0.4 мм. Минимальное электрическое сопротивление изоляции жил –41.95 тыс. МОм х км., минимальное переходное затухание на ближнем конце на частоте 1024кГц–80,55дБ, минимальная защищенность на дальнем конце на частоте 2048кГц–75.81дБ.
Для монтажа данного кабеля были применены монтажные комплекты ТУМ-КС 20 производства ООО «КСС КОНТАКТ». Разделка концов кабеля аналогична, как и кабеля ТППэп. Пластиковые ленты и нити необходимо удалить. Экраны пучков также обрезаются, предварительно перевязав ими пятипарные пучки. При этом необходимо сохранить все водоблокирующие нити и ленты. После сращивания пучка его необходимо обвернуть нитями и лентами навстречу друг другу закрепив концы лентой ПХВ. После сращивания всех пучков и обвертывания сростка водоблокирующими лентами навстречу друг другу закрепить концы лентой ПХВ. Остальные операции по монтажу муфты (подсоединение соединителей экранов, экранной шины, кожуха и т.д.) выполняется, как и при монтаже муфт на кабеле ТППэп. Лабораторные испытания показали, что смонтированные муфты имеют высокие электрические параметры не влияющие на электрические характеристики кабельной линии. Испытания на водопроницаемость подтвердили надежную защиту муфты от проникновения влаги.
3. Технология монтажа симметричных четверочных кабелей с использованием монтажных комплектов ООО «КСС КОНТАКТ»
Начиная с 1996г. в РФ большими темпами начато строительство междугородных и внутризоновых кабельных линий путем прокладки оптических кабелей. На местных сетях связи для соединительных линий, как правило, так же прокладываются оптические кабели. Однако, до 1996г. в течении 50 лет междугородные линии связи строились с использованием коаксиальных и симметричных кабелей (МКС(Б)–4х4х1.2), (7х4х1,2). Большинство ранее построенных кабельных линий находятся в эксплуатации. Вдоль железных дорог, нефтепроводов, газопроводов, водных речных путей на соединительных линиях корпоративных сетей связи проложены и эксплуатируются тысячи километров четверочных кабелей. В 1970–1990 г.г. на внутризоновых линиях связи, сельских сетях связи в качестве соединительных линий были проложены и находятся в эксплуатации десятки тысяч километров четверочных симметричных кабелей ЗКП(Б), КСПП(Б). В связи со 100% компьютеризацией школ и организацией «универсальной услуги» прокладывается большое количество кабелей КСППЗ (Б)–1x4x0,9 (1,2), малопарных цифровых кабелей.
3.1 Монтаж кабелей МКС(Б), МКП(Б), ТЗ(Б), ТЗП(Б).
Кабели выложить по форме котлована или колодца с перекрытием концов голых кабелей – 300 мм, бронированных – 400 мм. Концы голых кабелей емкостью 4х4, 7х4 разделать согласно рис. 3.1
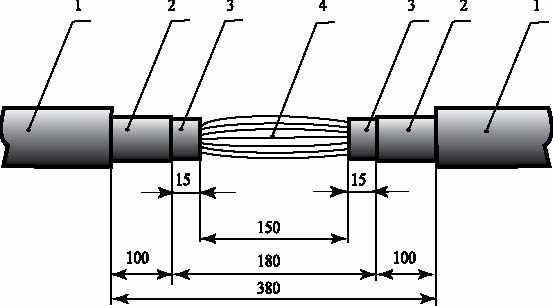
- Кабель (наружный шланг)
- Алюминиевая или стальная оболочка
- Поясная изоляция
- Сросток жил
Концы бронирванных кабелей емкостью 4х4, 7х4 разделать согласно рис. 3.2. Ветошью смоченной бензином перед снятием алюминиевой (стальной) оболочки тщательно очистить ее от битумного покрытия.
- 1. Кабель (наружный шланг ПЭ, или
 4.
4.  ПЭ шланг
ПЭ шланг  ПХВ, или джут) 5. Алюминиевая оболочка
ПХВ, или джут) 5. Алюминиевая оболочка 




- 2.
- 6. Поясная изоляция
- 2.
- Подушка 7. Сросток жил