
§ испытание станков на мощность качество выполнения и степень совершенства конструкции станка наряду с другими факторами характеризуются его к п. д. Для определения фактического к п. д
| Вид материала | Документы |
- Исследование и испытание станков, 201.55kb.
- Ментов и других изделий, поэтому количество металлорежущих станков, их технический, 250.37kb.
- Токарные станки. Классификация токарных станков. Характеристика токарных станков, 105.04kb.
- Рассказать об особенностях конструкции токарного или фрезерного станков с чпу, 63.51kb.
- Фрезерные станки, 33.79kb.
- Возможные неисправности станка 2152 и способы их устранения, 39.74kb.
- Методика выполнения расчета гидропривода путевых машин конструкции путевых машин для, 865.62kb.
- Привод для станков с чпу, 81.03kb.
- Совместный подход к разрешению конфликтов, 262.13kb.
- Тема: устройство токарного станка для точения древесины цель, 49.8kb.
§ 7. ИСПЫТАНИЕ СТАНКОВ НА МОЩНОСТЬ
Качество выполнения и степень совершенства конструкции станка наряду с другими факторами характеризуются его к. п. д. Для определения фактического к. п. д. станок подвергают испытанию на мощность, во время которого устанавливают величину потерь мощности как во всем станке, так и в ряде его отдельных элементов на всех ступенях скоростей шпинделя, стола или позуна. Поэтому испытание на мощность и определение к. п. д. станка является в ряде случаев таким же важным, как и испытания на точность.
Испытанию на мощность подвергаются все станки, выпускаемые в единичных экземплярах, и не менее 10% станков, выпускаемых сериями. Испытанию на мощность не подлежат станки простейшей конструкции (заточные бабки, механические ножовки, полировальные бабки и т. п.), а также станки высокой точности, в которых мощ-ностные требования не являются главными (прецизионные токарно-винторезные для нарезки метчиков и калибров, мелкие внутришли-фовальные и пр.). Действительно, некоторые быстроходные внутри-шлифовальные или сверлильные головки мощностью в десятые доли киловатта нередко имеют к. п. д. 10—20%, что допускается ввиду малого абсолютного значения расходуемой мощности. Наоборот, значение к. п. д. станка мощностью в десятки киловатт очень важно, так как каждый процент здесь соответствует большим расходам электроэнергии, поэтому заметно влияет на долговечность механизмов.
Мощность, потребляемая электродвигателем из электросети, расходуется на полезную работу по снятию стружки и на преодоление сопротивлений в различных элементах установки электродвигатель—ременная передача—станок. Составляющие потери удобнее рассматривать и определять при испытаниях раздельно. Это позволяет составить уравнение энергетического баланса станка
N9 = Р9 + Рхх + Рдоп + #«*>,
где Na — мощность, потребляемая электродвигателем из электросети; рэ — потери мощности в электродвигателе;
рхх — потери мощности на холостой ход станка (включая потери в ременной передаче от электродвигателя к стгнку);
Рдоп — дополнительные потери мощности в станке при работе под нагрузкой;
N9ф — эффективная (полезная) мощность резания, включающая мощность на шпинделе и мощность на подачу инструмента; при цеховых испытаниях мощностью на подачу, как правило, пренебрегают ввиду ее малости в сравнении с мощностью холостого хода механизмов подачи.
Составляющие энергетического баланса изменяются при изменении скорости движения рабочего органа станка, а также при изменении его нагрузки.
При изменении скорости шпинделя, стола или ползуна преимущественно меняется величина потерь холостого хода. Они резко возрастают при верхних ступенях скоростей станка, особенно с 500 об/мин и выше. Увеличение потерь мощности связано с более интенсивным перемешиванием и разбрызгиванием смазочного масла, возрастанием гидродинамических потерь в подшипниках и зубчатых передачах, возрастанием потерь от трения в элементах управления переключением муфт, блоков зубчатых колес и т. п. Изменение потерь холостого хода примерно пропорционально сумме чисел оборотов всех валов кинематической цепи, участвующих в получении данной скорости.
При изменении величины полезной нагрузки, снимаемой с рабочего органа станка, примерно пропорционально изменяется величина дополнительных (нагрузочных) потерь, причем тем значительнее, чем больше количество' и ниже качество подшипников, зубчатых колес и других элементов кинематической цепи, чем хуже качество выполнения сборки узлов станка. Потери холостого хода практически от величины нагрузки не зависят.
В связи со сказанным для получения однозначных величин составляющие энергетического баланса и к. п. д. всегда определяют для случая полной нагрузки электродвигателей данного станка.
В заключение испытания на мощность определяют к. п. д. станка •цст и всей установки f\ycm на всех ступенях скоростей:
Установлено, что колодочные тормозы при умеренной смазке работают спокойнее, чем всухую, для чего в их конструкции желательно предусмотреть фитильную масленку.
Перед испытанием тормоз тщательно уравновешивают. Для этого полностью ослабляют ленту, опирают тормоз на острие трехгранной призмы, помещаемой между шкивом и верхней колодкой, и в этом положении добиваются равновесия путем осторожного перемещения груза-противовеса.
Тормозной момент, создаваемый на шкиве,
Установлено, что колодочные тормозы при умеренной смазке работают спокойнее, чем всухую, для чего в их конструкции желательно предусмотреть фитильную масленку.
Перед испытанием тормоз тщательно уравновешивают. Для этого полностью ослабляют ленту, опирают тормоз на острие трехгранной призмы, помещаемой между шкивом и верхней колодкой, и в этом положении добиваются равновесия путем осторожного перемещения груза-противовеса.
Тормозной момент, создаваемый на шкиве,
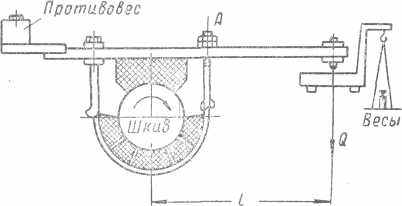
где Q — усилие в килограммах, измеренное на расстоянии /; / — плечо рычага тормоза в миллиметрах (удобно длину плеча делать равной / = = 974 мм). Тогда мощность торможения определяется из уравнения
где п — фактическое число оборотов в минуту тормозного шкива, определяемое непосредственным измерением.
Мощность торможения во всех этих случаях представляет собой эффективную мощность, снимаемую с того вала, на который надет тормозной шкив. Полученный результат является приближенным, так как колодочный тормоз создает нагрузку не полностью идентичную действительным условиям резания: отсутствуют осевая и радиальная составляющие усилия. Недостатком его является также наличие начального тормозного момента, создаваемого весом самого тормозного устройства. Общим недостатком всех механических тормозов является наличие вибраций и неустойчивость в работе, особенно при высоких числах оборотов.
Меньшим количеством недостатков обладают гидро- и электротормозы.
Гидравлические тормозы устойчивы в работе, долговечны и довольно удобны, но их рационально применять только при высоких числах оборотов, начиная примерно с 500 об/мин, так как потребляемая ими тормозная мощность быстро падает с уменьшением числа оборотов. В гидравлических тормозах тормозной момент создается за счет расхода энергии вращающегося ротора на перемешивание воды в неподвижном статоре.
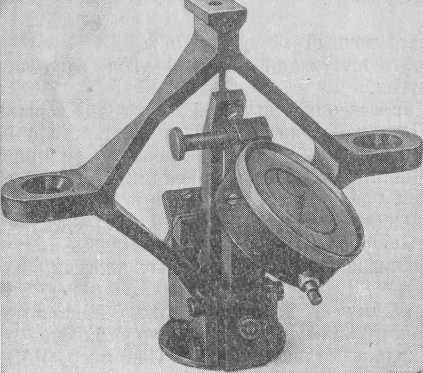
На фиг. 41 показан гидротормоз для испытания быстроходных токарных станков. Центральный вал прибора 1 является связующим звеном тормоза и одновременно служит для
Практически испытание станка на мощность сводится к последовательному экспериментальному определению для него составляющих уравнения энергетического баланса. Станок перед испытанием должен быть прогрет в течение часа.
Определение Na
Мощность, потребляемую электродвигателем из электросети,
необходимо знать при определении любого члена уравнения энерге
тического баланса. Ее удобно и быстро определять посредством ватт
метров, схема включения которых показана на фиг. 39. Так как
ваттметры Wx и W% обычно рассчитаны на напряжение ПО и 127 в
и силу тока до 5 а, то в схеме предусмотрены два понижающих транс
форматора тока Трл и Тр2 и два добавочных сопротивления Rx и R2.
При пуске электродвигателя приборы следует шунтировать или
, отключать, чтобы не испортить потребляемая из сети мощность равна алгебраической сумме показаний ваттметров:
Имеются конструкции сдвоенных ваттметров, у которых на шкале трелка показывает сразу автоматически суммированный результат.Для определения остальных составляющих энергетическогобаланса (кроме потерь холостого хода) необходимо создавать искусственную нагрузку на тех или иных элементах установки электродвигатель — станок. Для этой цели до настоящего времени наибольшее распространение в силу простоты устройства имеют колодочные и ленточные тормозы.
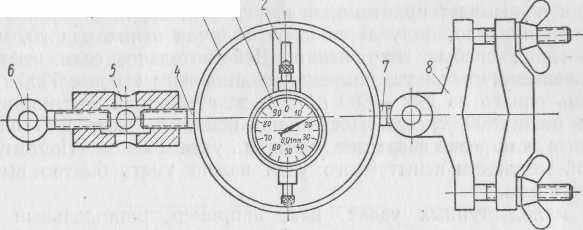
Колодочный тормоз (тормоз Прони) состоит из пустотелого шкива, собственно тормоза и весов или какой-либо конструкции динамометра для измерения усилия на конце рычага тормоза (фиг. 40). Лучше, если рабочая часть колодок оснащена лентой ферродо. Изменение силы прижима колодок к шкиву достигается регулировкой гаек А. Шкив обычно чугунный, но при скоростях на ободе свыше 25 м/сек его нужно делать стальным. Во время испытания шкив искусственно охлаждают, для чего может быть использован насос системы охлаждения станка и обычная эмульсия. Охлаждающую жидкость подают внутрь шкива через имеющуюся у него боковую кольцевую прорезь и через нее же отводят обратно в бак посредством второй трубки, заборное отверстие которой расположено навстречу вращению шкива.
станке. На средней шейке вала неподвижно насажен ротор 2, оснащенный двумя рядами квадратных пальцев 3, которые и перемешивают воду. Для увеличения сопротивления перемещению воды стенки статора 4 снабжены фрезерованными уступами 5 и центральным рядом аналогичных квадратных пальцев 6. Вода заливается в прибор через воронку 7. Нужный уровень воды, а значит и величина тормозного момента, устанавливается золотником 8. Статор гидротормоза может свободно поворачиваться вокруг центрального вала, так как он смонтирован на шариковых подшипниках. Система уплотнений и отводящих каналов обеспечивает герметичность данных сое-
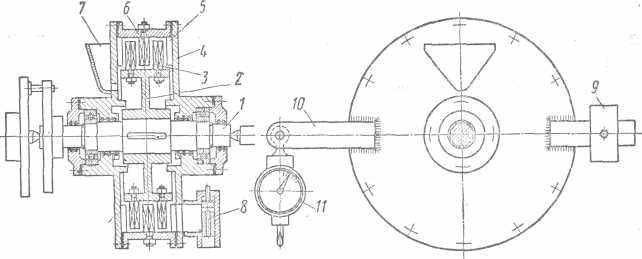
Фиг. 41. Гидравлический тормоз для быстроходных токарных станков.
динений. Для уравновешивания прибора предусмотрен передвижной груз 9.
Реактивный момент на статоре, равный по величине созданному на шпинделе станка тормозному моменту, вычисляется по формулам, приведенным для колодочных тормозов. Необходимое для этого окружное усилие на конце рычага 10 определяется динамометром П.
Как указывает Г. А. Левит [8], аналогичным тормозом с диаметром барабана 350 мм станок при испытаниях загружался на полную мощность в 15 кет во всем диапазоне чисел оборотов от 800 до 3000 об/мин.
Электрические тормозы являются наиболее удобными и перспективными устройствами. В качестве электротормоза нередко применяют электромашины постоянного тока с независимым возбуждением. Такая машина должна быть установлена навесу в сферических подшипниках качения, монтируемых в двух опорных кронштейнах. Статор, аналогично статору гидротормоза, должен быть снабжен рычагами для прикрепления противовеса и динамометра или чашки для гирь. Тогда реактивный момент на статоре определяют ранее изложенным способом. Регулирование величины тормозного момента производится за счет изменения сопротивления цепи возбуждения или цепи якоря.
При нагружении исследуемого элемента установки электродвигатель — станок тормозом любого типа очень важно быстро и правильно определить действительное число оборотов этого элемента.
Часовой механизм заводится на длительное время вращением головки /.
При пользовании резиновый наконечник на шпинделе 2 тахометра прижимают к вращающейся детали. Нажимом головки 1 пускают часовой механизм, который работает строго определенное время (5 сек). Счетчик связан с шпинделем тахометра только в это время, в течение которого и происходит перемещение стрелки. После останова стрелки прибор отнимают от детали и прочитывают по шкале находящееся против нее минутное число оборотов. Малая стрелка показывает число полных оборотов большой стрелки, каждый из которых соответствует 1000 об/мин или 100 м/мин. Стрелки возвращаются в нулевое положение нажимом кнопки 3.
Для повышения точности отсчета малых чисел оборотов при пользовании тахометром рассмотренной конструкции прибегают к специальному приему. После окончания нормального замера, не отнимая прибора от детали, еще раз нажимают пусковую головку — новый замер будет приплюсован к первому показанию, так поступают несколько раз. Действительное число оборотов будет равно показанию тахометра, разделенному на число включений пусковой головки.
Кроме рассмотренных, бывают тахометры фрикционные, аэродинамические, жидкостные, вибрационные и т. д. Тахометры, снабженные самопишущими устройствами, называются тахографами. Ошибка при измерении тахометрами может достигать 5%.
Малые числа оборотов (менее 100 об/мин) точнее оказывается измерять непосредственным отсчетом по меловой заметке и секундомеру. Удобнее при этом определять время для 50 или 100 оборотов, после чего производить пересчет на минуту.
Для особо точных испытаний в лабораторных условиях, особенно быстроходных станков, а также для проверки тахометров, пользуются стробоскопическим методом. Примером специального прибора такого типа является, например, строботахометр СЭФ-54.
Определение рэ
Для определения потерь мощности в электродвигателе его отсоединяют от станка, снимают основной шкив, вместо которого надевают тормоз. Затем двигатель включают и производят измерение потерь мощности при различных нагрузках, но не менее как при пяти значениях: 0,25 N3d, 0,5 Nad, 0,75 N3d, 1,0 Ngd и 1,25 N3§ (Nsd — номинальная мощность электродвигателя). При каждой нагрузке, как указывалось, фиксируют потребляемую двигателем из электросети мощность и действительное число оборотов. При работе двигателя вхолостую вся энергия идет на его вращение, и для этого случая уравнение энергетического баланса принимает вид:
При съеме тормозом определенной мощности потери в электродвигателе
974
По полученным данным строят график чисел оборотов в минуту и потерь мощности в зависимости от снимаемой с двигателя полезной мощности. Типовой вид получающегося графика дан на фиг. 43. Из него видно, что с увеличением нагрузки Nтр число оборотов электродвигателя непрерывно падает. Потери в двигателе являются минимальными при снятии с его вала мощности от 1 до 3 кет, составляя около рэ г 0,78 кет. С возрастанием нагрузки они возрастают, достигая при Nтр = 8 кет величины рэ ~ 1,9 кет. Иногда вычисляют и наносят на график к. п. д. электродвигателя
При наличии в каталоге электродвигателей данных о к. п
где Nn— номинальная или парциальная мощность в кет;
т\п — к. п. д. соответственно при номинальной или парциальной мощности.
Определение рхх
Для определения мощности холостого хода никаких тормозов не требуется. Станок включают вхолостую последовательно на всех ступенях скоростей станка, начиная с малых, каждый раз фиксируя лишь мощность, потребляемую электродвигателем из сети. Коробку подач и суппорт, а также охлаждение для обычных станков включают только при высоких оборотах, так как потери в них незначительны. Суппорт при этом лучше настроить на максимальную подачу.
Тогда потери холостого хода
Фиг. 44. График потерь мощности на холостой ход станка
в зависимости от числа оборотов его шпинделя (лаборатория
резания ГЗФС, станок 6Н82Г).
Величину N3 определяют по ваттметру, а величину соответствующих потерь в двигателе — непосредственно из графика (фиг 43)
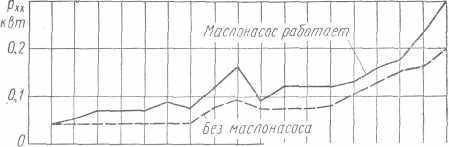
По полученным значениям строят график зависимости потерь холостого хода от минутного числа оборотов шпинделя (фиг 44) который косвенно позволяет судить о качестве обработки и сборки узлов станка. Как видно, потери рхх несколько увеличиваются с повышением числа оборотов, особенно свыше 600 об/мин Ненормально высокие значения рхх на отдельных скоростях (в примере — при « = 190 об/мин) свидетельствуют о необходимости анализа кинематической цепи, участвующей в образовании данного числа оборотов, с целью выявления причины повышенных потерь энергии 1акими причинами могут быть: плохая обработка какой-либо пары зубчатых колес, излишне свободная посадка блока колес на валике недостаточная жесткость валика и т. п. В результате добавочный расход энергии идет или на преодоление повышенных сил трения, или на поддержание возникающих упругих колебаний отдельных деталей или станка в целом.
Определение рдоп и Nэф
Последние два слагаемых энергетического баланса определяют параллельно. Тормоз устанавливают непосредственно на шпиндель станка. Мощность торможения, снимаемая с помощью тормоза и является эффективной мощностью
Одновременно определяют и рдоп, так как станок работает под нагрузкой. Практически удобнее определять суммарные потери
в станке:
Отсюда, если потребуется, не составит труда найти рдоп. При каждом числе оборотов шпинделя потери в станке рст определяют несколько раз при ряде нагрузок, получаемых регулировкой тормоза. Рекомендуемые значения нагрузок были приведены несколько выше при указаниях по определению потерь в электродвигателе. При каждой из них имеем:
Рст = N3 — Рэ — N
В этом уравнении значение Nэ принимают по ваттметрам, рэ находят из графика по Nэ, а Nэф подсчитывают как тормозную мощность.
В заключение по ранее приведенным формулам вычисляют к. п. д. станка гцст всей установки ч\уст и строят график зависимости к. п. д. от числа оборотов шпинделя (фиг. 45) или кривые зависимости к. п. д. при разных числах оборотов шпинделя от снимаемой с него эффективной мощности (фиг. 46). '
Из рассмотрения кривых графика на фиг. 46 следует два важных вывода:
1) при каждом определенном числе оборотов к. п. д. с повышением нагрузки станка значительно возрастает; в диапазоне малых мощно-
стей возрастание протекает значительно интенсивнее, чем в диапазоне больших мощностей;
2) при постоянной мощности к. п. д. возрастает с уменьшением чисел оборотов шпинделя станка, часто при средних числах оборотов к. п. д. оказывается несколько выше, чем при крайних.
В цеховых условиях испытание станков на мощность нередко ограничивают только одной последней частью, т. е. с помощью тормоза определяют эффективную мощность NЭф по ваттметру Ng и затем подсчитывают к. п. д. установки при разных числах оборотов.
При определении к. п. д. станков с главным вращательным движением нагрузку на шпинделе можно так же создавать с помощью резания. Изменяя режим работы, меняют величину снимаемой со станка эффективной мощности. Среднее значение усилия резания при этом определяют посредством однокомпонентного инерционного механического, электрического или гидравлического динамометра, а скорость резания — тахометром. Наиболее распространенными и подходящими для этой цели являются динамометры конструкции ЭНИМС (Г. А. Левит), Д. М. Рыжкова, В. П. Парамонова. Станки с возвратно-поступательным рабочим движением (в частности, строгальные) при создании нагрузки обработкой образца требуют для измерения мгновенных усилий резания дорогой и сложной малоинерционной аппаратуры (датчик — усилитель — осциллограф).
Наконец следует отметить, что способ измерения потребляемой из сети мощности Na с помощью ваттметров, хотя и является наиболее распространенным в силу простоты и удобства, но при нем возможны значительные погрешности. Более точно эту мощность можно определять, применяя при испытаниях балансирныи электродвигатель (мотор — весы). Его действие основано на использовании известного положения о том, что реактивный момент на статоре равен моменту на роторе. Нужно только, чтобы устройство двигателя позволяло быстро и точно измерять реактивный момент.
Балансирныи электродвигатель может быть изготовлен из обычного электродвигателя путем небольшой модернизации. Во-первых, двигатель должен быть установлен навесу на стойках в двух сферических самоустанавливающихся подшипниках качения так, чтобы он мог свободно поворачиваться вокруг своей продольной оси. Во-вторых, к корпусу статора должны быть горизонтально приварены два диаметральных рычага, один из которых будет служить для подвешивания чаши для гирь, а второй — для помещения передвижного противовеса, необходимого для уравновешивания двигателя перед испытанием. Для создания устойчивости системы желательно центр тяжести двигателя опустить на 20—30 мм, что достигается прикреплением к низу корпуса нескольких металлических планок. Если такой электродвигатель соединить с испытуемым станком и включить, то его статор будет стремиться вращаться в обратном направлении. Нагружением гирями его приводят в равновесие: При известных длине плеча 1Э и весе уравновешивающих гирь Qg потребляемая электродвигателем мощность определяется по известному уравнению совершенно аналогично, как это указывалось например, для электро- или гидротормозов:
Точность определения действительного числа оборотов ротора электро-двигателя пэ будет существенно влиять на точность измерения мощности в целом.Примером упрощенного косвенного контроля к. п. д. станков может являться наблюдение за потребляемой из сети мощностью
будет стремиться вращаться в обратном направлении. Нагружением гирями его приводят в равновесие: При известных длине плеча 1Э и весе уравновешивающих гирь Qg потребляемая электродвигателем мощность определяется по известному уравнению совершенно аналогично, как это указывалось например, для электро- или гидротормозов:
Точность определения действительного числа оборотов ротора электро-двигателя пэ будет существенно влиять на точность измерения мощности в целом.Примером упрощенного косвенного контроля к. п. д. станков может являться наблюдение за потребляемой из сети мощностью
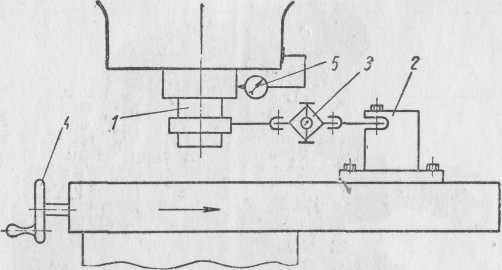
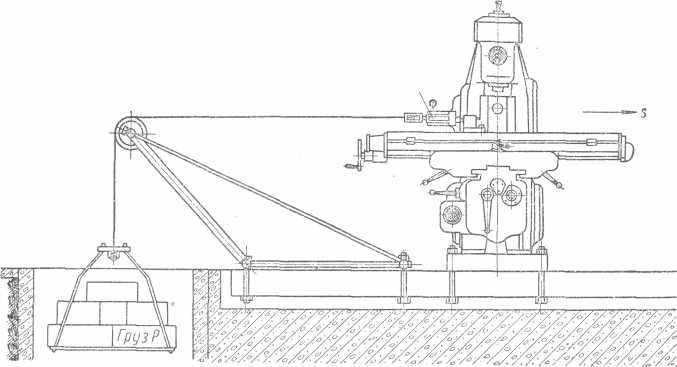 Фиг. 47. Схема установки для испытания механизмов подачи станка 6Н12 на к. п. д.
Фиг. 47. Схема установки для испытания механизмов подачи станка 6Н12 на к. п. д.при испытании в работе (см. стр. 35). Если во время проведения испытания в работе при указанных в нормалях завода условиях ваттметр покажет, что потребляемая из сети мощность превышает допустимые значения, значит станок имеет пониженный к. п. д. и нуждается в дополнительном анализе причин указанного явления.
Таким образом, на Горьковском заводе фрезерных станков испытанию на мощность, хотя бы и упрощенному, подвергают все 100% серийно выпускаемых станков.
Коэффициенту полезного действия механизмов подач, как правило, серьезного внимания не уделяют в связи с малыми мощностями, расходуемыми в этих узлах станка. Так как экспериментальные исследования по указанному вопросу почти не производились и тем более не освещались в печати, приводим результаты исследований на мощность механизма подач консольно-фрезерного станка 6Н12, осуществленных в станочной лаборатории Горьковского завода фрезерных станков.
Д
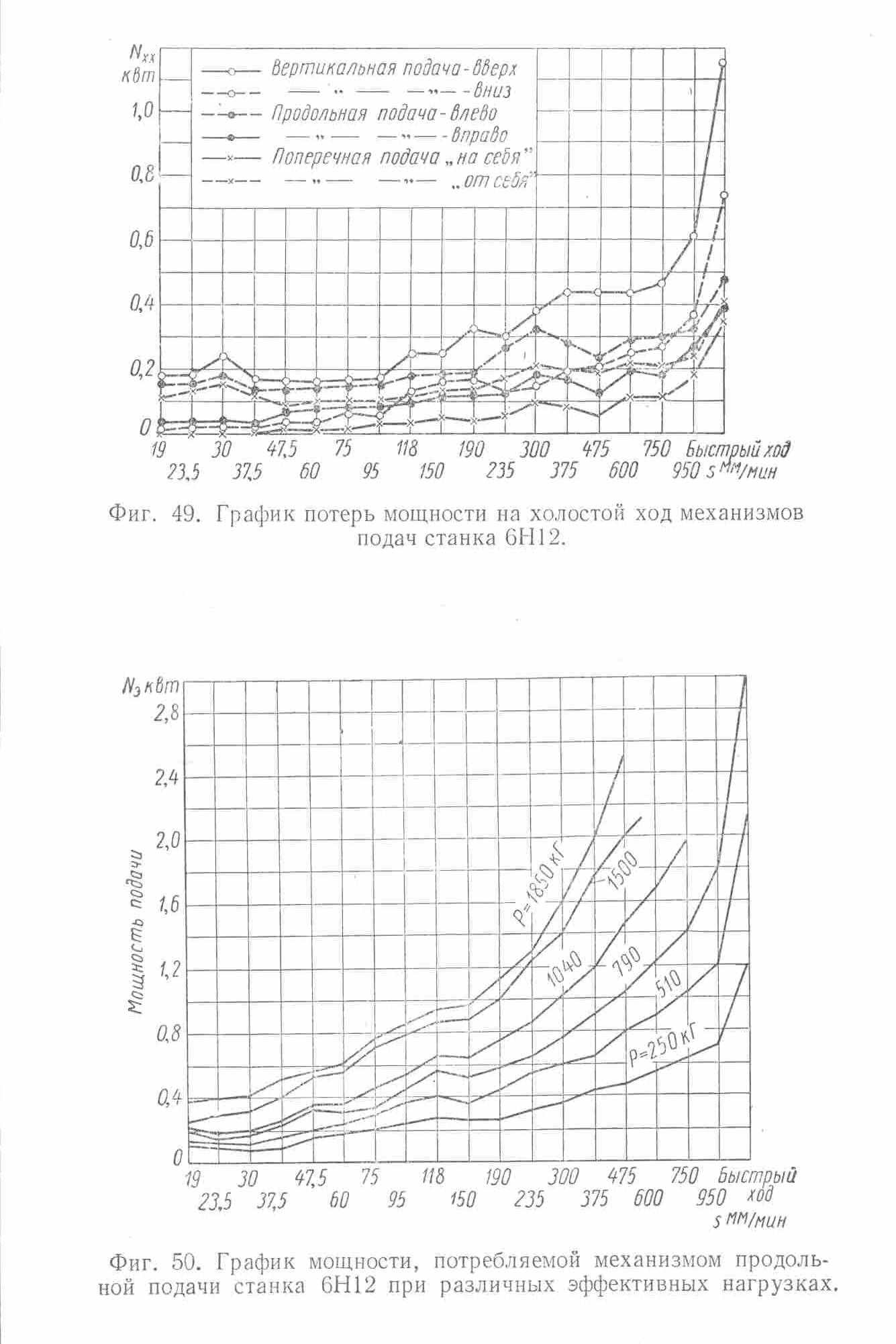
 ля нагружения механизма подач станка была создана специальная установка (фиг. 47). Перед испытаниями механизм подач прогре вался на холостом ходу при подаче 475 мм/мин в течение часа. Точки приложения продольных и поперечных нагрузок были расположены на высоте 150 мм от поверхности стола, чтобы возникал также и опрокидывающий момент, приближающий условия испытания к условиям реального резания. Из анализа возможных условий работы наибольшая нагрузка при испытаниях была установлена для продольной подачи 1850 кг, для поперечной 1500 кг и для вертикальной 700 кг. ' од/мин
ля нагружения механизма подач станка была создана специальная установка (фиг. 47). Перед испытаниями механизм подач прогре вался на холостом ходу при подаче 475 мм/мин в течение часа. Точки приложения продольных и поперечных нагрузок были расположены на высоте 150 мм от поверхности стола, чтобы возникал также и опрокидывающий момент, приближающий условия испытания к условиям реального резания. Из анализа возможных условий работы наибольшая нагрузка при испытаниях была установлена для продольной подачи 1850 кг, для поперечной 1500 кг и для вертикальной 700 кг. ' од/минПолученные результаты отражены на ниже приводимой серии графиков.
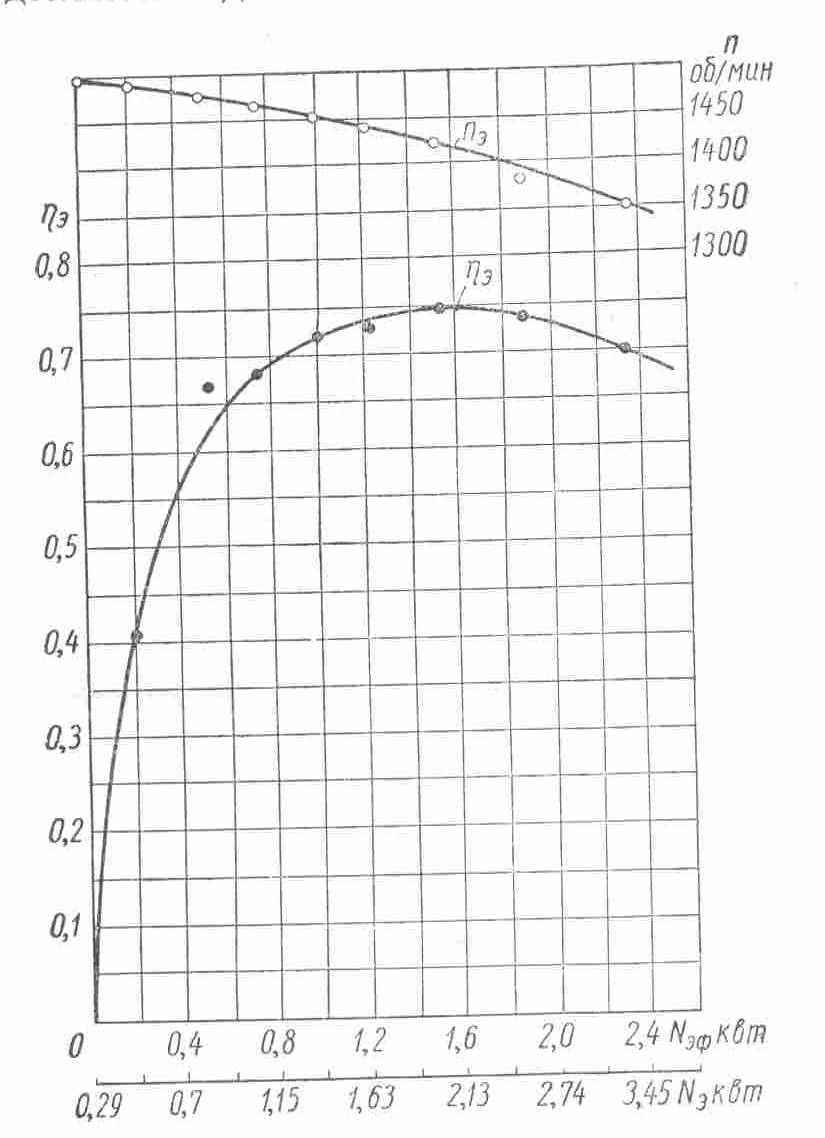
График значений к.п.д. и чисел оборотов электродвигателя подачи в зависимости от потребляемой из сети мощности (фиг. 48) имеет типовой вид.
Потери мощности на холостой ход механизмов подач (фиг. 49) незначительно возрастают с увеличением минутной подачи, и лишь при быстром (ускоренном) ходе стола они становятся более значительными. Рассматриваемые потери при каждой величине подачи имеют наибольшее значение для вертикальной подачи вверх, так как при этом преодолевается вес консоли со всеми механизмами.
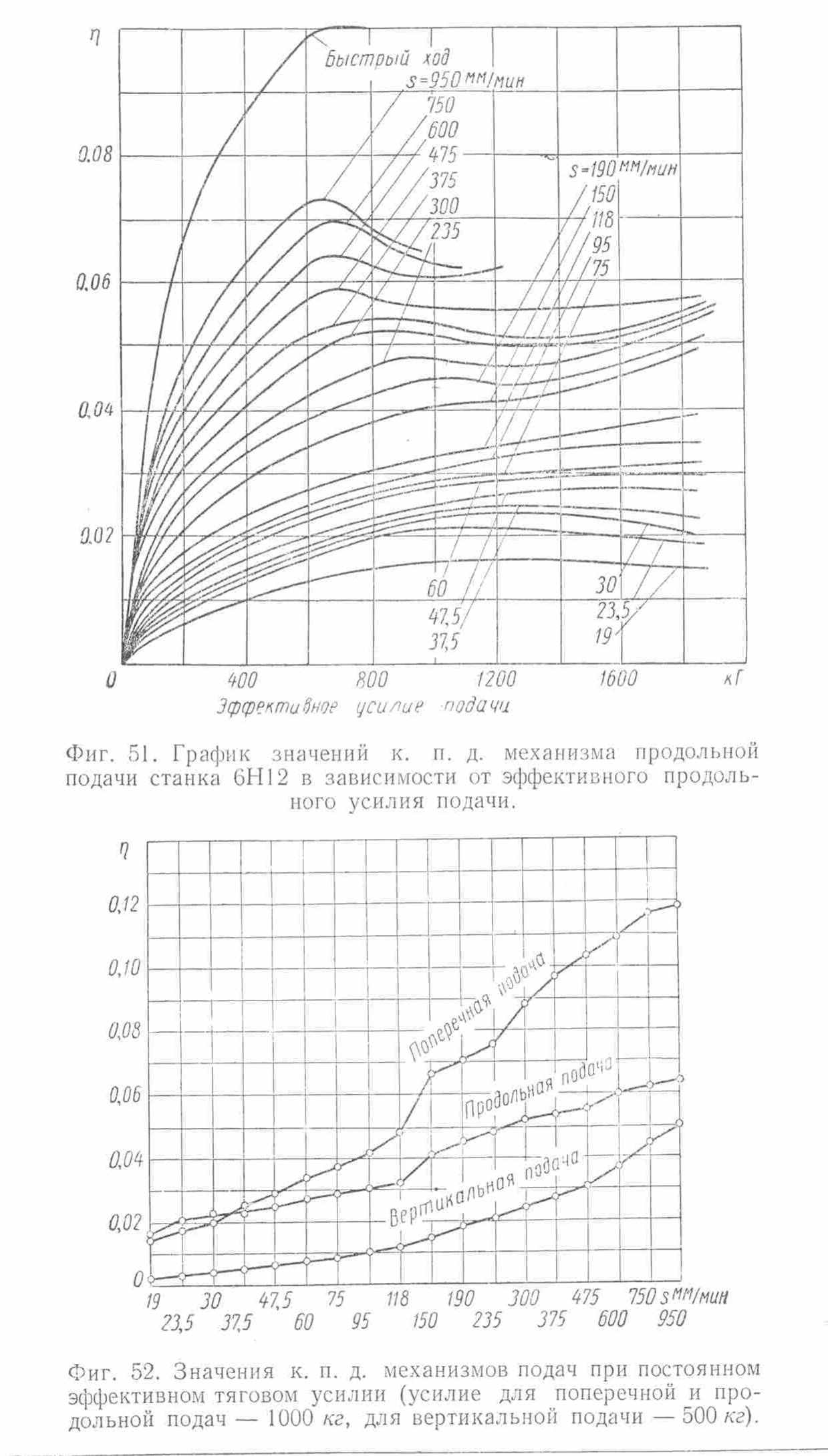
Семейство кривых (фиг. 51) зависимости к. п. д. механизма продольной подачи от эффективного усилия подачи показывает, что значения к. п. д. чрезвычайно низки (от 1 до 7%). В указанных пределах к. п. д. для верхних значений подач несколько выше при средних нагрузках (600—800 кг), а для малых подач к. п. д. остается почти неизменным, начиная с усилия 400 кг и выше. Наконец график на фиг. 52 позволяет заключить, что при неизменном эффективном усилии подачи к. п. д. является наибольшим у механизма поперечной подачи.
§ 8. ИСПЫТАНИЯ СТАНКОВ НА ЖЕСТКОСТЬ
Жесткостью узла станка называется его способность сопротивляться появлению упругих отжатий под нагрузкой. Аналитически жесткость определяется по формуле:
/' = — кг 1мм,
где Р — нагрузка в кг, приложенная к узлу в заданном направлении; а — соответствующее упругое отжатие узла в мм, измеренное в направлении действия силы Р.
Первым исследователем, широко поставившим вопрос о важности фактора жесткости и необходимости его изучения, явился советский инженер К- В. Вотинов, В 1940 г. была опубликована его работа «Жесткость станков» (ЛОНИТОМАШ). К. В. Вотинов исследовал только жесткость отдельных узлов станков, преимущественно токарных, разработал методику их испытания и проект стандарта на нормы жесткости
Продолжил и углубил изучение вопросов жесткости проф А. П. Соколовский. В 1946 г. он издал книгу «Жесткость в технологии машиностроения», где поставил и решил задачу значительно шире, рассматривая жесткость системы станок — инструмент — деталь.
Жесткость этой системы важна для процесса механической обработки главным образом по следующим соображениям:
а) чем меньше жесткость системы, тем сильнее отклоняются
размеры и форма детали под действием различных причин, т. е.
тем ниже точность обработки;
б) чем меньше жесткость системы, тем легче возникают и сильнее
бывают вибрации во время резания, которые не только снижают
качество деталей, производительность, стойкость инструмента и т. п.,
но подчас вынуждают совсем прекратить работу.
«Поэтому всякие мероприятия поувеличению жесткости,—говорит проф. А. П. Соколовский, — направлены в то же время и к повышению производительности».
Исследования К- В. Вотинова показали, что деформации самих деталей узлов станка играют незначительную роль в общей величине его отжима под действием нагрузки. Поэтому упругие отжатия зависят главным образом от качества пригонки стыковых поверхностей, состояния регулирующих деталей (клиньев, компенсаторных колец, планок) и качества сборки.
Жесткость узлов можно и нужно повышать за счет следующих факторов:
- геометрическая правильность стыковых поверхностей (пло
скостность, цилиндричность) и чистота их обработки, — чем выше
степень выполнения этих условий, тем больше поверхность прилега
ния и, следовательно, выше жесткость;
- число стыков, — чем меньше их, тем выше жесткость;
- конструкция, состояние и расположение некоторых слабых
звеньев узла; таким звеном является, например, регулирующий клин
направляющих, — жесткость узла со стороны расположения клина всегда меньше, что надо учитывать при работе на станке, особенно со значительными усилиями, продольную подачу стола на консольно-фрезерных станках лучше производить так, чтобы усилие подачи воспринималось стороной без клиньев (подразумеваются поперечные направляющие стола и вертикальные — консоли);
- центричность приложения нагрузки к стыку, внецентричная
нагрузка ухудшает условия работы, износа и снижает жесткость
за счет усиления деформации поверхностных слоев; причиной этого
является получающаяся неравномерность удельного давления по
длине стыка — в одном конце оно меньше среднего, а в другом —
значительно больше;
- создание предварительного натяга, — он ослабляет влияние
деформаций, вызываемых приложением силы Р, так как эта сила
должна сначала преодолеть действие предварительного натяга и
лишь потом может вызывать деформацию.
Экспериментальное определение жесткости состоит в последовательном нагружении узла различными по величине нагрузками, совпадающими по точке приложения и направлению с рабочим усилием, и измерении соответствующих упругих отжатий. Нагрузку создают винтовым устройством какой-либо конструкции и измеряют динамометром. Отжатия измеряют достаточной чувствительности индикатором; очень малые деформации, например изгиб станин, замеряют посредством тензометров.
Методика проведения самого испытания не сложна. Сначала устанавливают динамометр так, чтобы создаваемые в последующем нагрузки, как указывалось выше, возможно точнее совпадали по характеру с рабочим усилием. Индикатор укрепляют на части станка, относительно которой измеряют деформации испытуемого узла. Затем его мерительный штифт подводят к поверхности узла, дают натяг не менее одного оборота стрелки и устанавливают шкалу на нуль. Далее последовательно .дают нагрузки, возрастающие ступенями через 10, 50 или 100 кГ вплоть до максимально возможного рабочего усилия. Чем выше значение этого усилия, тем крупнее выбирают ступени. При каждой нагрузке фиксируют величину отжима, занося получаемые данные в протокол. Разгрузку узла производят в обратном порядке.
При нулевом значении нагрузки стрелка индикатора, как правило, не возвращается до нулевого значения, показывая наличие и величину остаточных деформаций узла. Они являются следствием смятия вершин гребешков на недостаточно приработавшихся сопряженных поверхностях, смятием различных забоин, инородных включений, случайно попавших в стык, выжиманием излишней смазки и главным образом действием сил трения в стыках. Поэтому нагрузку и разгрузку повторяют второй, а иногда и третий раз.
Инструкция ГАЗ им. Молотова по проверке станков на жесткость с целью ускорения проведения испытаний предусматривает предварительную выборку всех зазоров и прочих неупругих деформаций. Для этого узел сначала нагружают усилием, на 25% превышающим
максимальное. Затем его снимают, но не полностью, а оставляют контрольную нагрузку в 5—8 кГ. После этого индикатор замера отжа-тий устанавливают на нуль и испытание далее проводят обычным путем. Для определения суммарного зазора, величина которого обычно тоже нормируется, не переставляя индикатор, нагружают узел в обратном направлении. Если рабочее усилие реально может действовать на узел и в противоположном направлении, то и испытание на жесткость повторяют нагружением в обратном направлении. В заключение строят график зависимости а = / (Р).
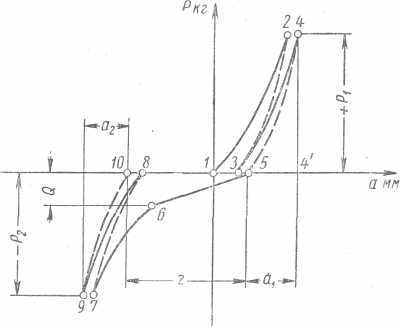
На фиг. 53 приведен типовой график отжатий. Конечные точки отдельных этапов испытания перенумерованы в порядке построения. Участок 1—2 представляет первую нагрузку, участок 2—3 — первую разгрузку. Отрезок /—3 характеризует остаточные деформации в узле. Кривые 3- -4 и 4—5 являются соответственно нагрузочной и разгрузочной ветвями повторного испытания. Остаточные деформации (отрезок 3—5)
Фиг. 53. Принципиальный вид графика отжатий, получаемый при испытаниях на жесткость при этом много меньше.
Жесткость узла в условно положительном направлении
р j = -j- -i- кГ1мм,
где Pj — максимальная нагрузка при испытании;
aL — упругая деформация, равная проекции на горизонтальную ось последней разгрузочной ветви (отрезок 5—4').
Как указывает К. В. Вотинов, площадь, заключенная между нагрузочной и разгрузочной ветвями (петля гистерезиса), соотгет-ствует работе внутреннего трения в стыках данного узла.
Остальная часть построения относится к случаю проведения испытания с нагрузкой обратного направления. Обычно оно проводится сразу же как продолжение предшествующего испытания. Тогда прямая 5—6 отражает выборку зазоров в узле, участок 6—7 — криволинейную часть нагрузочной ветви, 7—8 — разгрузочную часть участки 8—9 и 9—10 — то же при повторном испытании.
Аналогично предыдущему жесткость в условно отрицательном направлении будет:
j — кГ\мм.
При испытаниях в большинстве случаев наибольшую нагрузку в обе стороны сохраняют одинаковой, т. е.
ID I . ID I
Mil — J -* a 1 -
На полном графике отжатий следует различать еще две величины:
а) г — разрыв характеристики или «перетяжку» — характери
зует суммарную величину зазоров в стыках узла; наряду с величи
ной жесткости разрыв характеристики является основным показа
телем качества сборки: чем он меньше (в пределах нормальных усло
вий работы узла), тем лучше;
б) Q — усилие, необходимое на передвижение узла в зоне люфта;
оно возрастает, например, при затяжке клиньев, плохой смазке
направляющих и др.
Проф. А. П. Соколовский отмечает, что для ускорения проведения испытаний на жесткость можно фиксировать одни нагрузочные ветви, а из разгрузочных — только последнюю (участки 4—5 и 9—10).
В действительных кривых испытаний на жесткость встречается различный вид нагрузочной и следующей за ней разгрузочной ветвей. Вогнутый характер этих кривых (как на фиг. 53) показывает наличие в узле слабой детали, которая вначале оказывает небольшое сопротивление усилиям, а с увеличением нагрузки — более значительное. Например, клинья с увеличением прилагаемого усилия деформируются, площадь их прилегания увеличивается и жесткость возрастает. При проверке жесткости шпинделей консольно-фрезер-ных станков аналогичную картину вызывают роликовые подшипники, тела качения которых не все сразу вступают в работу.
Заметно влияет постепенное изменение длины действующих плеч ряда элементов узла в процессе их деформации под действием усилий. Действительно, рассматривая вал, лежащий в подшипниках скольжения, или, например, деталь, зажатую в кулачках патрона станка, логично считать, что место плотного соприкосновения деталей находится не у самого края, а на некотором расстоянии от края (фиг. 54, а). По мере деформации детали эта точка смещается, плечо уменьшается (фиг. 54, б), а жесткость несколько возрастает.
Выпуклый характер кривой показывает, что жесткость узла сначала выше, а с увеличением нагрузки снижается. Указанное явление большей частью получается от предварительного натяга,
созданного в отдельных стыках, например, затяжкой болтов, или в подшипниках —• регулировкой положения колец. До тех пор, пока нагрузка меньше величины затяжки, детали с натягом ведут себя как одно целое, а при дальнейшем увеличении нагрузки появляется как бы новый стык и жесткость падает.
Как показывает практика, недостаточная жесткость узлов станков, как правило, получается из-за наличия в них одного, максимум — двух слабых сопряжений. Действительно, если жесткость всех звеньев и,стыков узла высока, предположим не менее 5000 кГ/мм, и лишь одного из них —800 кГ/мм, то суммарная жесткость узла будет ниже 800 кПмм. Достаточно повысить жесткость слабого элемента, как резко возрастет жесткость узла в целом. Поэтому при низкой жесткости испытуемого узла важно уметь быстро выявить слабое звено.
В малодоступных узлах, как, например, шпиндельный узел, сделать это помогает приведенный анализ графиков отжатий. Если элементы узла более доступны, например у суппорта, то надежнее и быстрее выявить слабое звено экспериментально,подведя к каждому из них отдельный индикатор. Тогда, кроме общей жесткости, сразу будет получена полная картина жесткости каждого элемента.
Кроме обычной жесткости, существует понятие «крутильной жесткости»:
Мкр !
где Мкр — нагрузочный момент в кГм;
9 — соответствующий упругий угол закручивания в градусах.
Методика проведения испытаний аналогична испытаниям обычной жесткости. Для проверки, например, жесткости привода главного движения первый валик с приемным шкивом заклинивают намертво. Нагрузку на шпиндель задают ступенями посредством динамометра через планшайбу сначала в одну, затем в другую стороны. Графики углов закручивания имеют вид, совершенно идентичный графикам отжатий, только разрывы характеристик здесь получаются обычно значительно больше (зазоры в зубчатых колесах, шлицевых соединениях и пр.).
При испытаниях на жесткость можно применять динамометры различных конструкций. Большое распространение в силу их простоты имеют кольцевые динамометры. Например, ГАЗ им. Молотова изготовляет для своих нужд такие динамометры трех размеров на 200, 500 и 800 кГ (рис. 55). Основу динамометра составляет широкое закаленное стальное кольцо /. В середине к нему медью припаяна вилка 2, в прорези которой болтиком закрепляется индикатор 3, так чтобы его мерительный шпиндель с натягом упирался в противоположную сторону кольца. Снаружи к кольцу приварен штифт с резьбой 4, входящий в правую половину стяжной гайки 5. Во вторую половину гайки, имеющую обратную резьбу, ввинчена тяга 6, которая отверстием может присоединяться к зажиму типа струбцины
или непосредственно к базовой части станка. Диаметрально противоположно штифту приварено ушко 7 для присоединения винтового прихвата 8, позволяющего быстро и надежно закрепить динамометр за оправку любого диаметра. После установки динамометра нагрузка
5
Фиг. 55. Кольцевой динамометр.
на узел создается подвинчиванием стяжной гайки 5. Каждый прибор предварительно тарируется.
Хорошими являются динамометры системы доцента Н. Г. Токарь, изготовляемые для нагрузок 100, 250, 500, 1000 и 5000 кГ. Так,
Фиг. 56. Динамометр системы доц. Н. Г. Токарь
универсальный динамометр на 1000 кГ может работать как на растяжение , так и на сжатие (фиг. 56). Основу его составляет изготовленная «из целого» закаленная стальная квадратная рамка. При нагру-жении деформации рамки фиксируются по индикатору, укрепленному диагонально внутри прибора посредством пластинчатых пружин и специальной системы рачагов.
Динамометры системы Н. Г. Токарь имеют почти прямолинейную характеристику, по которой производят определение нагрузки в зависимости от показаний индикатора. Нагружение динамометра производится либо ходовыми винтами станка, либо, при испытании столов и суппортов, специальными натяжными устройствами.
На фиг. 57 дана схема установки приборов при испытании на жесткость шпиндельного узла вертикально-фрезерного станка. В шпинделе станка укреплена специальная оправка /, а на столе станка — стойка 2. Между ними установлен динамометр 3, работа-
Фиг. 57. Схема установки приборов для проверки жесткости шпиндельного узла вертикально-фрезерного станка.
ющий при испытании на растяжение (при определении жесткости в обратном направлении стойку и динамометр переносят на левую сторону). Нагрузка на шпинделе создается через динамометр, с помощью рукоятки 4 винта продольной подачи стола. Величину отжатий шпинделя измеряют индикатором 5.
Пример установки приборов при определении жесткости консоли универсально-фрезерного станка дан на фиг. 58.
Определение жесткости указанным способом несколько не точно в силу недостаточной идентичности условий испытаний условиям нагрузки при резании: при проверках воспроизводится только одна составляющая усилия резания. Имеются конструкции специальных приспособлений динамометрического типа, позволяющие нагружать узлы всеми тремя составляющими (например, проф. А. П. Соколовского для токарных станков). Все они пока еще сложны, недостаточно универсальны, требуют много времени для проведения испытания, поэтому применяются исключительно при экспериментальных исследованиях.
До последнего времени считалось, что испытания на жесткость с обычными динамометрами тоже слишком трудоемки и кропотливы и пригодны лишь для лабораторных условий. Однако ГАЗ им. Молотова ввел у себя производственный метод проверки на жесткость основных узлов после капитального и среднего ремонтов станков, выполняющих точные работы, положив в основу использование кольцевого динамометра (фиг. 55). На ГАЗ под руководством
инж. И. И. Терина созданы нормали, в которых даны схемы установки приборов для разных узлов различных станков, указаны величины и места приложения испытательных нагрузок, а также допустимые значения жесткости и зазоров.
Нормы установлены из условия устойчивого получения на станке высокой точности и чистоты обработки деталей. Эти нормы достаточно жесткие и нередко требуют проведения специальных мероприятий
Для повышения жесткости шпиндельных узлов, например, очень широко применяется создание предварительного натяга у шпиндельных подшипников качения. Для этого осевым смещением колец с помощью специального приспособления в снятом с шпинделя подшипнике создается нужной величины натяг. В таком напряженном состоянии торцы обоих колец прошлифовываются «заподлицо». Если теперь подшипник освободить, то торцы внутреннего и наружного колец окажутся смещенными. При монтаже осевой затяжкой вновь достигается совпадение торцов обоих колец, чем в подшинике создается предварительный натяг заданной величины. Это особенно удобно осуществлять на радиально-упорных и радиальных подшипниках, монтируемых на валах рядом (попарно). При другом варианте того же можно достигнуть постановкой между кольцами подшипников подшипников распорных втулок различной длины.
Для повышения жесткости узлов типа суппортов решающее значение имеет тщательность пригонки нагруженных стыковых поверхностей.
В табл. 10—12 приведены некоторые из нормалей ГАЗ им. Молотова.
Таблица 11
| Нормы жесткости для фрезерных станкоз общего назначения | ||
| Узел и условия его испытания | Р = 300 кГ | |
| j в кГ]мм | Z В ММ | |
| Шпиндель на подшипниках качения .... Узел консоли в продольном направлении (Динамометр укреплен за специальную стойку на столе станка и за шпиндельную оправку; индикатор в первом случае укреп лен на корпусе шпиндельной головки и упи рается в шпиндель, во втором случае укреп лен на станине и упирается в угольник, за крепленный на столе) Шпиндельная головка вертикально-фре зерных станков (Крепление динамометра такое же, инаи- катор укреплен на станине и упирается в кор пус шпиндельной головки) | 10 000—12 000 5 000— 8 000 6 000-10 000 | 0,03 0,10 0,03 |
Таблица 12
| Нормы жесткости для внутришлифовальных станков | ||
| Узел и условия его испытания | j кг/мм | Z ММ |
| 1. Суппорт поперечной подачи 2. Шпиндель шлифующего круга (Динамометр крепится за конец шпинделя позади шлифующего круга и за кронштейн приспособления для правки; индикатор в пер вом случае крепится на станине и упирается в корпус шлифовальной головки, а во втором крепится на гильзе шпинделя и упирается в шпиндель; испытательная нагрузка Р = 50 кг) 3. Шпиндель вращения изделия 4. Шпиндель вращения изделия с патроном (В патрон станка зажимается деталь с оправкой; динамометр крепится за эту оправку и за кронштейн приспособления для правки; индикатор крепится к станине и упирается в одном случае в шпиндель, в другом —в зажимной патрон; испытательная нагрузка Р = 100 кг) | 4000—10 000 5000—10 000 6000—12 000 5000—10 000 | 0,005 0 0 0,005 |
Для токарных станков нормы жесткости впервые предложил К- В. Вотинов еще в 1940 г. Они приводятся в литературе по настоящее время [1], однако проф. А. П. Соколовский считал их излишне высокими. Если сравнить нормы К. В. Вотинова с заводскими нормами, приведенными в табл. 10, окажется, что последние действительно несколько ниже, а допустимые зазоры — выше. Станки, удовлетворяющие этим нормам, нареканий в работе не вызывают. Табл. 11 и 12 никаких комментарий не требуют.
Дополнительно можно привести еще нормативы ГАЗ на вертикальные многошпиндельные автоматы. Для этих станков предусмотрена только проверка жесткости шпинделей.
Динамометр укрепляется между оправками, вставленными в два соседних шпинделя. Испытательная нагрузка принимается равной 300 кг. Жесткость шпинделя без патрона должна равняться 50 000—60 000 кГ/мм, а с патроном —20 000—22 000 кГ/мм. Указанным способом проверяются все шпиндели станка.
Н. Г. Полторацкий, кроме того, приводит нормы жесткости некоторых других станков, правда без указания деталей проведения испытаний.
Многошпиндельные токарные автоматы с диаметром прутка до 50 мм (при Р = 500 к Г) ориентировочно должны иметь следующую жесткость узлов (в кГ/мм);
а) шпиндели 15000-20 000
б) шпиндельный блок 40 000—50 000
в) продольный суппорт 8 000—10 000
г) поперечные суппорты 5 000— 7 000
Шлифовальные станки, работающие шлифовальными кругами на керамической связке со скоростями резания до 25 м/сек, должны иметь жесткость (в кГ/мм):
а) круглошлифовальные станки 1000—1200
б) бесцентрово-шлифовальные станки 900—1100
в) плоскошлифовальные станки, работающие периферией круга . 700—900
г) плоскошлифовальные станки, работающие торцом круга . . . 1200—1400
При проведении испытаний с целью их ускорения следует при каждой установке динамометра за один цикл нагружений, где возможно сразу параллельно определять жесткость нескольких узлов станка или их элементов, для чего к каждому из них нужно подвести отдельный индикатор.
Проверка жесткости станков с применением динамометров представляет относительно продолжительную операцию. Однако наиболее существенным недостатком определения так называемой статической жесткости является ее несоответствие жесткости, которую реально имеют узлы станка в работе. Жесткость в работе по величине может значительно отличаться от статической, так как при определении последней нагрузка узла получается не идентичной действительному распределению усилий, не учитываются влияние обрабатываемой детали, изменение действующих плеч в системе станок — инстру-
мент — деталь, что реально происходит из-за изменения опорных точек у ряда элементов по мере их упругой деформации, а также дополнительная динамическая устойчивость, например, быстровра-щающегося шпинделя.
При определении жесткости в работе главную сложность представляет измерение упругих деформаций движущихся узлов.
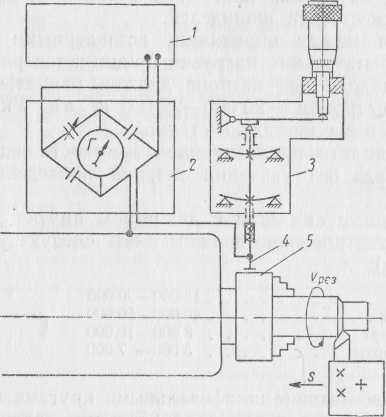
Фиг. 59. Схема прибора доц. Б. Д. Кострова для измерения отжатий вращающихся деталей.
Доцент Горьковского политехнического института канд. техн. наук Костров Б. Д. сконструировал прибор для непосредственного измерения в процессе обработки деформаций вращающихся элементов системы станок — инструмент — деталь бесконтактным методом. Прибор включает (фиг. 59) генератор высокой частоты с батарейным питанием / измерительный мост 2 и устройство с микрометрическим винтом 3, позволяющее осуществлять точное перемещение электропроводной пластины датчика 4 относительно вращающегося объекта 5. Генератор дает частоту порядка 150 килогерц. Два плеча моста составлены из постоянных конденсаторов по 40 p.p.F каждый. Один из конденсаторов другой пары плеч образуется сменной пластиной 4 пло-
щадью около 2 см2, и деталью исследуемого узла станка 5; переменный конденсатор емкостью примерно от 5 до 80 fxxF в противоположном плече служит для установки стрелки гальванометра Г. Гальванометр на 16 милливольт имеет 80 делений. Микрометрический винт с ценой деления 0,01 мм за счет неравноплечего рычага передачи с отношением 1: 5 позволяет производить отсчеты с точностью 0,002 мм.
Прибор удобнее устанавливать с нерабочей стороны станка. Для измерения микрометрическое устройство укрепляется на жестком штативе или кронштейне пластиной 4 против места измерения. Зазор должен быть минимальным, но несколько больше максимально возможной деформации. После установки и включения прибора на станке начинают обработку образца или детали на желаемом режиме; при этом замечают показание гальванометра.
При прекращении резания упругая деформация исчезнет, воздушный зазор конденсатора изменится и стрелка гальванометра займет новое положение. Вращением микрометрического винта зазор доводится до прежней величины, что определяется возвращением стрелвд
гальванометра в ранее отмеченное положение. Величина имевшейся при работе упругой деформации отсчитывается непосредственно по отсчетным шкалам микрометрического винта, минуя электрические
величины.
Величина первоначального зазора конденсатора существенно не влияет на результаты измерения, так как только несколько снижает или увеличивает чувствительность прибора. Наличие значительного радиального биения у вращающегося элемента, особенно при низких числах его оборотов (менее 100 об/мин), может снизить точность измерения из-за неустойчивого состояния стрелки гальванометра. В таком случае этот элемент или насаженное на него кольцо следует предварительно проточить.
Испытания прибора в лаборатории станков института подтвердили достаточную точность и устойчивость его работы. Прибор может быть изготовлен в условиях любого завода при наличии квалифицированного электрика.
Коллектив лаборатории технологии машиностроения ЛПИ им. Калинина М. И. под руководством проф. А. П. Соколовского сделал попытку разработать производственные методы определения жесткости, основанные на обработке заготовки с неравномерным припуском [11].
Например, при одном из методов проверки жесткости токарных станков обтачивают эксцентричный буртик длиной 5—10 мм или такой же ширины кольцо, насаженное на конусную оправку. Материал кольца — машиноподелочная сталь типа марки 45. Чтобы жесткость заготовки была выше жесткости станка, диаметр оправки принимают порядка 75—100 мм при длине 300 мм. Эксцентричность кольца равна обычно 2,5—3 мм, т. е. биение заготовки при измерении индикатором в центрах составляет 5—6 мм.
При обточке минимальная глубина резания не должна быть меньше 0,1—0,2 мм. Обточку лучше вести твердосплавным острозаточен-ным резцом. Перед каждым опытом резец вновь доводят (правят). Геометрию его для облегчения заточки нужно выбирать простейшую, (например: I = 0, f = 0, ас - 15°, <р = 45°, = 10°, г = 1 мм). Выбранная скорость резания не должна быть излишне большой, чтобы избежать возникновения значительных центробежных сил, и должна обеспечивать гладкую поверхность, что необходимо для удобства и точности измерения биения заготовки после обточки.
Для возможности сравнения результатов опыты надо проводить при одних и тех же вылетах центров и пиноли задней бабки.
При опыте измеряют биение заготовки до обточки Д3 и после обточки Ад, по которым находят так называемое «уточнение» е;
Тогда жесткость станка определяют по формуле:
где К — коэффициент, характеризующий отношение составляющих усилия резания -j-; он зависит от геометрии и состояния
режущей кромки и обрабатываемого материала; для указанных условий можно принимать К = 0,4; Ср — коэффициент из формулы для вертикальной составляющей усилия резания; его принимают по имеющимся таблицам нормативов по резанию металлов; s — подача в мм/об; е — уточнение.
Весь процесс определения жесткости станка вместе с расчетом занимает 10—15 мин.
Этимметодом можно определять отдельно жесткость задней бабки, передней бабки и суппорта, для чего на оправку насаживают три кольца для обточки соответственно около задней бабки, передней бабкии в середине. Необходимые для расчета формулы даны в указанной в конце главы литературе; там же изложена разновидность описанного производственного метода определения жесткости.
Опытная проверка изложенного метода показала, однако, что результаты часто получаются недостаточно устойчивыми и точными, в силу чего его еще нельзя рекомендовать для применения. Пока метод представляет главным образом теоретический интерес, он нацеливает внимание цеховых работников на поиски новых производственных методов определения жесткости станков.