
Курс лекций для студентов Института природных ресурсов, направления 120700 «Землеустройство и кадастры» (18 часов)
| Вид материала | Курс лекций |
| Поверхностное упрочнение Разновидности ХТО Диффузионная металлизация Металлические конструкционные материалы Легированные стали |
- Программа вступительных испытаний в магистратуру по направлению 120700. 68- «Землеустройство, 177.22kb.
- Образовательный стандарт высшего профессионального образования по направлению подготовки, 344.1kb.
- Основная образовательная программа высшего профессионального образования Направление, 4128.43kb.
- Базовый курс рабочая программа и методические указания для студентов 1 курса заочной, 348.1kb.
- Программа вступительных испытаний по направлению магистерской подготовки 120700., 188.61kb.
- Тематика семинарских занятий для студентов I курса энергетического института (энин), 670.95kb.
- Курс лекций дисциплины «Компьютерные технологии и сапр» для студентов специальностей, 1793.82kb.
- Основная образовательная программа высшего профессионального образования Направление, 3396.78kb.
- За курс 9 класса билет, 42.57kb.
- Описание направления подготовки «Землеустройство и кадастры», 31.91kb.
Поверхностное упрочнение
Для некоторых деталей при эксплуатации необходима высокая твердость и износостойкость поверхности в сочетании с хорошей вязкостью в сердцевине. Это касается деталей, работающих в условиях износа с одновременным действием динамических нагрузок (например, шестерни, пальцы, скрепляющие звенья трака гусеничных машин). В таких случаях подвергают упрочнению не всю деталь, а только тонкий поверхностный слой.
Поверхностная закалка – это нагрев до закалочных температур только поверхностного слоя детали с последующим быстрым охлаждением и образованием мартенситной структуры только в этом слое.
Осуществляют такую закалку быстрым нагревом поверхности, при котором сердцевина не успевает прогреваться за счет теплопроводности. При этом температура по сечению детали резко падает от поверхности к центру.
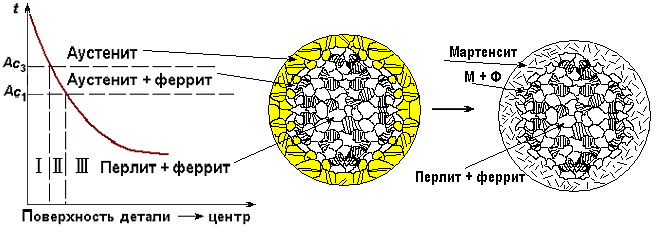
После охлаждения в сечении детали получаются три характерных зоны с разной структурой и свойствами (см. рис. 93).
В зоне I после закалки получается мартенситная структура с максимальной твердостью, так как эта зона нагревалась выше критической температуры Ас3.
 а б в
а б вРис. 93. Поверхностная закалка стали:
а – распределение температур по сечению; б – структура при поверхностном нагреве;
в – структура после закалки
В зоне II после закалки в структуре, кроме мартенсита, будет присутствовать и феррит. Следовательно, твердость там будет ниже.
В зоне III нагрев и охлаждение не приводят к каким-либо изменениям структуры. Значит, здесь сохраняется исходная феррито-перлитная структура с низкой твердостью, но высокими пластическими свойствами.
После поверхностной закалки деталь может сопротивляться динамическим нагрузкам за счет вязкой сердцевины и хорошо работать в условиях износа благодаря твердой поверхности.
Быстрый нагрев поверхности, необходимый при такой технологии, осуществляется чаще всего индукционным способом (закалка ТВЧ). Деталь помещается в индуктор, подключенный к генератору тока высокой частоты. Переменное магнитное поле высокой частоты наводит в тонком поверхностном слое металла вихревые токи, и нагрев осуществляется за счет сопротивления металла протеканию этих токов. Немедленно после нагрева, который длится секунды, деталь помещают в спрейер для охлаждения.
Поверхностная закалка должна сопровождаться низким отпуском.
Чем выше частота внешнего переменного магнитного поля, тем тоньше слой, в котором сосредоточены вихревые токи. Поэтому глубина закаленного слоя может легко регулироваться и составляет от десятых долей мм до 3–5 мм. Операцию закалки ТВЧ можно полностью автоматизировать. Способ очень производительный; коробление и окисление поверхности детали при этом минимально.
Для такого способа термообработки созданы специально стали пониженной прокаливемости, например, 55ПП (0,55 % С и не более 0,5 % примесей).
Химико-термическая обработка стали (ХТО) – это диффузионное насыщение поверхности стальных деталей различными элементами с целью упрочнить поверхность и защитить металл от коррозии.
Для осуществления ХТО необходимо получить насыщающую атмосферу с высокой концентрацией активного элемента в атомарном виде. Атомы или ионы адсорбируются поверхностью металла, а затем за счет диффузии проникают вглубь. В результате образуется диффузионный слой, отличающийся от основного металла химическим составом, структурой и свойствами.
Разновидности ХТО:
1) Цементация – это насыщение поверхности стали углеродом. Применяется для низкоуглеродистых сталей (20, 20Х и т. д.).
Выполняется при высокой температуре – 930 С. Атомарный углерод получают при диссоциации метана: CH4 → 2H2 + C. Толщина науглероженного слоя составляет до 2 мм. Структура слоя – заэвтектоидная сталь (перлит и цементит).
Высокая прочность поверхности достигается после закалки и низкого отпуска цементованной детали. Твердость цементованного слоя составляет 62 HRC (или 750 HV); в сердцевине получается структура сорбита с твердостью 30-45 HRC.
Цементацию применяют для зубчатых колес, валов, пальцев.
2) Азотирование – это насыщение поверхности стали азотом. Применяется для легированных сталей (38Х2МЮА, 35ХЮА).
Выполняется при температуре 500-520 С. Атомарный азот получают при разложении аммиака: 2NH3 → 2N + 3H2. Толщина азотированного слоя – не более 0,6 мм. Структура слоя – нитриды железа Fe2N и легирующих элементов.
Азотирование является заключительной операцией, т. е. выполняется после механической обработки и закалки с отпуском. Твердость и износостойкость азотированного слоя еще выше, чем цементованного: до 1100 HV. Повышается также коррозионная стойкость. Недостаток: процесс очень длительный (десятки часов).
Применяется также ионное азотирование в тлеющем разряде.
Азотируют коленчатые валы, гильзы цилиндров двигателей внутреннего сгорания.
3) Нитроцементация – это одновременное насыщение поверхности стали углеродом и азотом. Применяется для сталей 18ХГТ, 25ХГТ.
Температура процесса ниже, чем при цементации – 850 С. Толщина диффузионного слоя 0,2-0,8 мм. Структура слоя – карбонитриды железа и легирующих элементов. Закалка выполняется непосредственно из печи, где осуществлялась нитроцементация. Затем проводится низкий отпуск. Твердость нитроцементованного слоя составляет 58-62 HRC (до 700 HV). Твердость и износостойкость получаются промежуточными между цементацией и азотированием.
Нитроцементацию широко применяют для обработки деталей автомобилей и тракторов.
4) Диффузионная металлизация – это насыщение поверхности стали металлами, повышающими жаростойкость (алюминий) и коррозионную стойкость (хром).
Лекция 7

Раздел II
МЕТАЛЛИЧЕСКИЕ КОНСТРУКЦИОННЫЕ МАТЕРИАЛЫ
С двумя группами металлических конструкционных материалов Вы уже познакомились: это углеродистые стали и чугуны. Кроме углеродистых, существует очень большое разнообразие марок сталей легированных. Это объясняется тем, что сталь является уникальным материалом: она сочетает высокую жесткость (модуль упругости E = 2,1·105 МПа), статическую и циклическую прочность с достаточно высокой надежностью работы конструкций. Получать нужное сочетание механических свойств можно как за счет изменения состава стали (содержания углерода и легирующих элементов), так и путем термической и химико-термической обработки.
Другие конструкционные материалы (сплавы алюминия, магния, титана, меди, полимеры) уступают стали по жесткости, прочности, надежности.
Легированные стали
Слово «легирование» в переводе с латинского означает «улучшение». Легирующие элементы добавляют для повышения конструкционной прочности стали и придания ей особых эксплуатационных свойств.
Для металлоконструкций и деталей, работающих в тяжелых условиях нагружения, используют легированные стали, а не углеродистые.
В первую очередь стараются применять недорогие и недефицитные элементы, особенно для деталей массового изготовления. Это марганец, кремний, хром. Дополнительно стали легируют элементами, сдерживающими рост зерна: титаном, ванадием, бором. Но для особо ответственных деталей приходится применять гораздо более дорогие и дефицитные никель, молибден, вольфрам, ниобий и др.
По количеству легирующих элементов стали подразделяют на низколегированные (содержат не более 2,5 % легирующих элементов), легированные (содержание легирующих элементов от 2,5 до 10 %) и высоколегированные (более 10 % легирующих добавок).
В строительстве широко применяются низколегированные стали, в машиностроении – легированные. Высоколегированные стали имеют специальное назначение: коррозионно-стойкие, жаропрочные, немагнитные и т.д.