
Методические указания к выполнению лабораторных работ для студентов, обучающихся по направлению 150900 «Технология, оборудование и автоматизация машиностроительных производств» специальности 151002
| Вид материала | Методические указания |
- Методические указания к выполнению лабораторных работ для студентов, обучающихся, 99.32kb.
- Методические указания к курсовому проектированию по дисциплине «Технология автоматизированного, 236.9kb.
- Методические указания по выполнению лабораторных работ по курсу «Системы автоматизированного, 369.98kb.
- Программа вступительных испытаний (междисциплинарного экзамена) для поступающих в магистратуру, 97.78kb.
- Методические указания рассмотрены и рекомендованы к изданию методическим семинаром, 405.03kb.
- Образовательный стандарт по направлению 552900 «Технология, оборудование и автоматизация, 147.88kb.
- Образовательный стандарт по направлению 552900 «Технология, оборудование и автоматизация, 153.13kb.
- Образовательный стандарт по направлению 552900 «Технология, оборудование и автоматизация, 150.26kb.
- Образовательный стандарт по направлению 552900 «Технология, оборудование и автоматизация, 153.34kb.
- Образовательный стандарт по направлению 552900 «Технология, оборудование и автоматизация, 168.32kb.
Федеральное агентство по образованию
Государственное образовательное учреждение высшего профессионального образования
«НАЦИОНАЛЬНЫЙ ИССЛЕДОВАТЕЛЬСКИЙ
ТОМСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ»
Регистр.№194 от 21.06.2010г.
Утверждаю
Декан МСФ
Доцент к. т. н.
______________ Р.И. Дедюх
«___» _____________ 2010 г.
ОПРЕДЕЛЕНИЕ ЖЕСТКОСТИ ПОПЕРЕЧНО-СТРОГАЛЬНОГО СТАНКА МОДЕЛИ 7Б35
МЕТОДОМ СТУПЕНЧАТОГО СТРОГАНИЯ
Методические указания к выполнению лабораторных работ
для студентов, обучающихся по направлению 150900
«Технология, оборудование и автоматизация
машиностроительных производств» специальности 151002
«Металлообрабатывающие станки и комплексы»
Составители А.Н. Гаврилин, Б.Б. Мойзес, А.И. Черкасов
Издательство
Томского политехнического университета
2010
УДК 621.912(076.5)
ББК 34.63-5я73
Определение жесткости поперечно-строгального станка модели 7Б35 методом ступенчатого строгания: методические указания к выполнению лабораторных работ для студентов, обучающихся по направлению 150900 «Технология, оборудование и автоматизация машиностроительных производств», специальности 151002 «Металлообрабатывающие станки и комплексы» / сост. А.Н. Гаврилин, Б.Б. Мойзес, А.И. Черкасов. Томск: Изд-во Томского политехнического университета, 2009. – 7 с.
УДК 621.912(076.5)
ББК 34.63-5я73
Методические указания рассмотрены и рекомендованы
к изданию методическим семинаром кафедры
автоматизации и роботизации в машиностроении» МСФ
« » 2009 г.
Зав. кафедрой АРМ
кандидат технических наук __________ С.Е. Буханченко
Рецензент
к т н, доцент каф. АРМ М.Г. Гольдшмидт
© Гаврилин А.Н., Мойзес Б.Б., Черкасов А.И.,
составление 2009
©
 Составление. Томский политехнический
Составление. Томский политехническийуниверситет, 2010
© Оформление. Издательство Томского
политехнического университета, 2010
ПРЕДИСЛОВИЕ
Методические указания подготовлены для выполнения лабораторных работ по дисциплинам «Надежность и диагностика технологических систем», «Исследование и испытание станочных систем и комплексов промышленного оборудования» V курса с целью изучения способов диагностики и «Металлорежущие станки» для студентов IV курса с целью изучения методик испытания станков.
ЦЕЛЬ РАБОТЫ
Определить жесткость станка при различных схемах установки заготовки на столе.
Уточнить полученные параметры жесткости путем строгания в один проход ступенчатой заготовки.
ОБЩИЕ СВЕДЕНИЯ
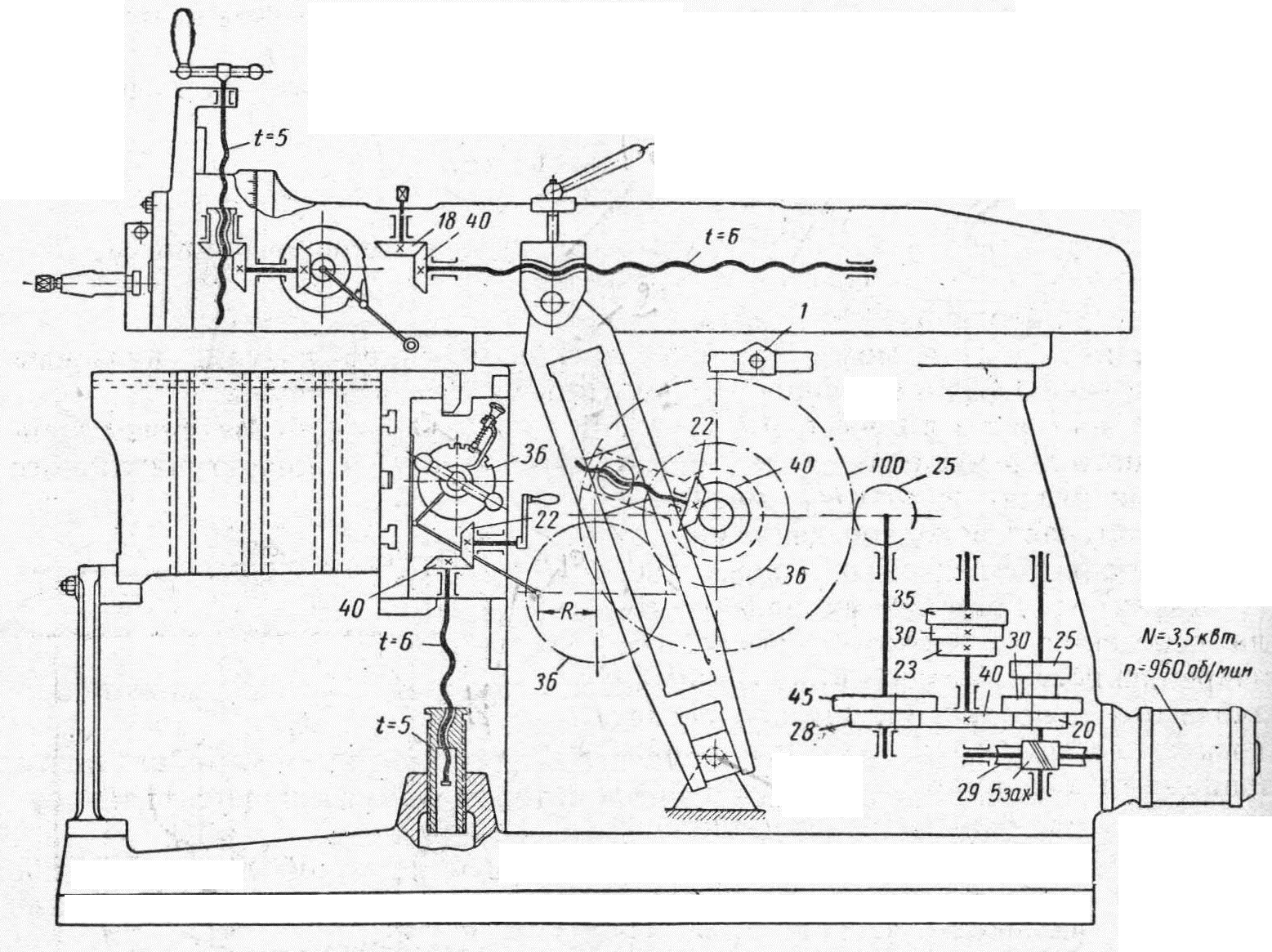
Рис. 1. Кинематическая схема поперечно-строгального станка
Исследованиями установлено, что жесткость строгального станка (рис. 1) зависит от величины действующего усилия резания Р и его составляющих Ру и Рz, от места установки опытного образца на столе (точка приложения силы резания Р). Положение центра поворота упругой системы ползун – суппорт – станина – стол зависит не только от конструкции и качества изготовления станка, но и от точки приложения, величины и направления силы резания. В зависимости от этого жесткость может быть положительной или отрицательной.
В условиях отрицательной жесткости повышению припуска на заготовке соответствует не увеличение, а уменьшение обрабатываемого размера вследствие того, что резец не отталкивается, а углубляется в заготовку, т. е. происходит обратное копирование погрешности заготовки на обработанной детали.
Жесткость изменяется при различных схемах установки заготовки на столе. Наименьшая жесткость должна быть при установке в позиции 2 (рис. 2), так как в этом положении момент силы Р относительно центра жесткости, стола (стол – станина) и ползуна (ползун – станина) имеет максимальную величину.
Ж
 есткость образца, лежащего всей опорной плоскостью на столе, и резца, имеющего вылет равный 2H (Н – высота стержня резца), оказывается очень большой, вследствие чего жесткость системы СПИД можно считать равной жесткости станка и подсчитывать ее по формуле
есткость образца, лежащего всей опорной плоскостью на столе, и резца, имеющего вылет равный 2H (Н – высота стержня резца), оказывается очень большой, вследствие чего жесткость системы СПИД можно считать равной жесткости станка и подсчитывать ее по формуле , Н/мм.
, Н/мм.Имеем следующие исходные данные: материал заготовки – сталь 45; =600 Н/мм2; резец проходной из быстрорежущей стали Р9 сечением 20х25, вылет резца – 50 мм.
Горизонтальная подача стола S задается руководителем. Для позиции № 1 рабочий ход ползуна – 100 мм, число двойных ходов в минуту –71.
Для позиции 2 рабочий ход ползуна – 400 мм, число двойных ходов в минуту – 17,7.
Разность глубины резания з во всех случаях равна 4 мм.
Приняв = 0,5 ([1], стр. 17) и, пользуясь нормативами по резанию ([10], стр. 22) получим значение жесткости для принятого материала.
jст = 110·s· Н/мм2, подставляем значение уточнения, определяемое экспериментально.
з = 1 - 2, з – высота ступеньки на обработанной поверхности определяется измерением с точностью до 0,010 мм по индикатору. Таким образом, определение жесткости станка при заданных параметрах сводится к измерению величины – д и расчету ее черед уточнение.
Регулировочными планками изменяют зазоры в трапециевидных направляющих винтами (см. рис. 3) или пальцами с эксцентричным элементом. С целью снижения податливости направляющих планку располагают на их менее нагруженной боковой стороне.
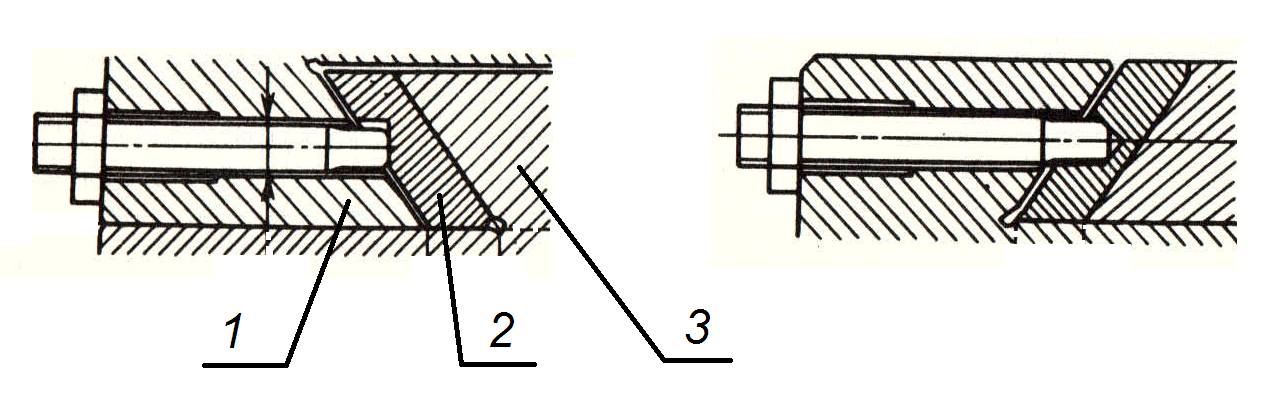
Рис. 3. Схема регулировки зазора в направляющих:
1 – ползун, 2 – регулировочная планка, 2 – направляющая станины.
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
Н
 а стол станка 7Б35 устанавливается жесткая заготовка и производится строгание уступа глубиной з, длиной 4050 мм (рис. 2). Затем производится сквозное строгание в один проход с глубинами резания t1 и t2 (разница в глубинах з должна быть взята 4 мм).
а стол станка 7Б35 устанавливается жесткая заготовка и производится строгание уступа глубиной з, длиной 4050 мм (рис. 2). Затем производится сквозное строгание в один проход с глубинами резания t1 и t2 (разница в глубинах з должна быть взята 4 мм).Не снимая заготовки, непосредственно на столе станка следует измерить с помощью индикатора величину получившейся ступеньки (см. рис. 2).
Работа выполняется в четырех вариантах (см. рис. 2), предусматривающих два крайних положения заготовки на столе при креплении ее посредине стола с применением подставки и без нее.
Рассчитывается жесткость станка для каждого варианта обработки.
СОДЕРЖАНИЕ ОТЧЕТА
В отчете следует кратко изложить методику испытания на жесткость поперечно-строгальных станков, указав ее особенности. Необходимо привести исходные данные, расчетные формулы, схемы установки и измерения. По всем расчетным параметрам следует давать обоснования с указанием источников.
Указать факторы, определяющие жесткость станка 7Б35 и его узлов, дать анализ по итогам проведенной работы.
СПИСОК ПРИНАДЛЕЖНОСТЕЙ К ЛАБОРАТОРНОЙ РАБОТЕ
1) Режущий инструмент: резец строгальный из быстрорежущей стали Р18 сечением 20х25.
2) Вспомогательный инструмент: ключи S = 27; 30.
3) Мерительный инструмент: индикатор на стойке, цена деления индикатора 0,01 мм.
Список литературы
- Справочник технолога машиностроителя, ред. В. М. Кован, т. 1, Машгиз, 1958 г.
- Точность механической обработки и пути ее повышения, (ред. А. П. Соколовский), Машгиз, 1951 г.
- Вопросы точности в технологии машиностроения, вып. 32, (ред. А. И. Исаев), труды МАИ, Оборонгиз – 1957 г.
- В. А. Скраган. Производственный метод определения жесткости металлообрабатывающего оборудования, Машгиз, 1950 г.
- В. А. Скраган. Жесткость металлорежущих станков и методы ее определения, Машгиз, 1953 г.
- Режимы резания металлов инструментами из быстрорежущей стали, Машгиз, 1950 г.
- Режимы резания черных металлов инструментом, оснащенным твердым сплавом, Машгиз, 1958 г.Жесткость в технологии машиностроения. А. П. Соколовский Машгиз, 1946 г.
- Динамика процесса резания металлов (А. И. Каширин), Машгиз, 1953 г.
- Нормативы для технического нормирования на продольнострогальных, поперечно-строгальных и долбежных станках, ВПТИ Машгиз, 1958 г.
Учебное издание
Определение жесткости поперечно-строгального станка модели 7Б35 методом ступенчатого строгания
Методические указания к выполнению лабораторных работ
для студентов, обучающихся по направлению 150900
«Технология, оборудование и автоматизация
машиностроительных производств» специальности 151002
«Металлообрабатывающие станки и комплексы»
Составители
ГАВРИЛИН Алексей Николаевич
МОЙЗЕС Борис Борисович
ЧЕРКАСОВ Александр Иванович
Редактор И.О. Фамилия
Верстка И.О. Фамилия
Дизайн обложки И.О. Фамилия
| Подписано к печати 00.00.2010. Формат 60х84/16. Бумага «Снегурочка». Печать Xerox. Усл. печ. л. 000. Уч.-изд. л. 000. Заказ ХХХ. Тираж ХХХ экз. | ||
 | Томский политехнический университет Система менеджмента качества Томского политехнического университета сертифицирована NATIONAL QUALITY ASSURANCE по стандарту ISO 9001:2000 |  |
 . 634050, г. Томск, пр. Ленина, 30. . 634050, г. Томск, пр. Ленина, 30. | ||