
Обработка металлов резанием
| Вид материала | Документы |
- Шифр специальности: 05. 16. 01 Металловедение и термическая обработка металлов и сплавов, 25.46kb.
- Обработка металлов давлением при обработке металлов давлением, 131.9kb.
- Программа профессиональной переподготовки мтф п/п-1 «металловедение и термическая обработка, 34.45kb.
- Лекция 7 термическая обработка металлов, 136.74kb.
- Научные основы и технологические способы обработки гетерофазных сплавов с высоким уровнем, 572.64kb.
- Программа вступительного испытания по направлению «Металлургия», 51.65kb.
- 05. 16. 01 Металловедение и термическая обработка металлов, 25.25kb.
- Развитие научных основ и разработка совмещенных методов обработки металлов давлением,, 606kb.
- Реферат по теме: «Металлы. Свойства металлов.», 196.2kb.
- Закономерности превращения, 589.18kb.
Обработка металлов резанием, технологические процессы обработки металлов путём снятия стружки, осуществляемые режущими инструментами на ссылка скрыта с целью придания деталям заданных форм, размеров и качества поверхностных слоев. Основные виды О. м. р.: ссылка скрыта, ссылка скрыта, ссылка скрыта, ссылка скрыта, ссылка скрыта, ссылка скрыта и зубофрезерование, ссылка скрыта, хонингование и др. Закономерности О. м. р. рассматриваются как результат взаимодействия системы станок — приспособление — инструмент — деталь (СПИД). Любой вид О. м. р. характеризуется режимом резания, представляющим собой совокупность следующих основных элементов: скорость резания v, глубина резания t и подача s. Скорость резания — скорость инструмента или заготовки в направлении главного движения, в результате которого происходит отделение стружки от заготовки, подача — скорость в направлении движения подачи. Например, при точении (рис. 1) скоростью резания называется скорость перемещения обрабатываемой заготовки относительно режущей кромки резца (окружная скорость) в м/мин, подачей — перемещение режущей кромки резца за один оборот заготовки в мм/об. Глубина резания— толщина (в мм) снимаемого слоя металла за один проход (расстояние между обрабатываемой и обработанной поверхностями, измеренное по нормали). В сечении срезаемого слоя металла (см. рис. 1) рассматриваются такие элементы резания (физические параметры): толщина срезаемого слоя и ширина срезаемого слоя; их величина при постоянных t и s зависит от главного угла в плане j (см. ссылка скрыта).
В разработку основ механики процесса резания большой вклад внесли русские и советские учёные: И. А. Тиме, К. А. Зворыкин, А. А. Брикс, А. В. Гадолин, Я. Г. Усачёв, А. Н. Челюсткин, И. М. Беспрозванный, Г. И. Грановский, А. М. Даниелян, Н. Н. Зорев, А. И. Исаев, М. В. Касьян, А. И. Каширин, В. А. Кривоухов, В. Д. Кузнецов, М. Н. Ларин, Т. Н. Лоладзе, А. Я. Малкин, А. В. Панкин, Н. И. Резников, А. М. Розенберг и др., а также зарубежные учёные: Мерчент и Эрнст (США), В. Дегнер, Р. Рейнгольд, Н. Якобс (ГДР), Х. Опиц (ФРГ), Окоси (Япония), К. Скршиван (ЧССР) и др. В области практики ряд ценных работ принадлежит советским рабочим-новаторам: Г. С. Борткевичу, П. Б. Быкову, В. И. Жирову, В. А. Карасёву, В. А. Колесову, С. И. Бушуеву, Е. И. Лебедеву, В. К. Семинскому и др.
В зависимости от условий резания стружка, снимаемая режущим инструментом (ссылка скрыта, ссылка скрыта, ссылка скрыта, ссылка скрыта и др.) в процессе О. м. р., может быть элементной, скалывания, сливной и надлома. Характер стружкообразования и деформации металла рассматривается обычно для конкретных случаев, в зависимости от условий резания; от химического состава и физико-механических свойств обрабатываемого металла, режима резания, геометрии режущей части инструмента, ориентации его режущих кромок относительно вектора скорости резания, смазывающе-охлаждающей жидкости и др. Деформация металла в разных зонах стружкообразования различна, причём она охватывает также и поверхностный слой обработанной детали, в результате чего он приобретает ссылка скрыта и возникают внутренние (остаточные) напряжения, что оказывает влияние на качество деталей в целом.
В результате превращения механической энергии, расходуемой при О. м. р., в тепловую возникают тепловые источники (в зонах деформации срезаемого слоя, а также в зонах трения контактов инструмент — стружка и инструмент — деталь), влияющие на стойкость режущего инструмента (время работы между переточками до установленного критерия затупления) и качество поверхностного слоя обработанной детали. Описание температурного слоя в зоне резания (рис. 2) может быть получено экспериментально, расчётным путём или моделированием процесса резания на ЭВМ. Тепловые явления при О. м. р. вызывают изменение структуры и физико-механических свойств как срезаемого слоя металла, так и поверхностного слоя детали, а также структуры и твёрдости поверхностных слоев режущего инструмента. Процесс теплообразования зависит также от условий резания. Скорость резания и свойства обрабатываемого металла существенно влияют на температуру резания в зоне контакта стружки с передней поверхностью резца (рис. 3). Тепловые и температурные факторы процессов О. м. р. выявляются следующими экспериментальными методами: калориметрическим, при помощи термопар по изменению микроструктуры (например, поверхности инструмента), при помощи термокрасок, оптическим, радиационным и др. Трение стружки и обрабатываемой детали о поверхности режущего инструмента, тепловые и электрические явления при О. м. р. вызывают его изнашивание. Различают следующие виды износа: адгезионный, абразивно-механический, абразивно-химический, диффузионный, электродиффузионный. Характер изнашивания металлорежущего инструмента является одним из основных факторов, предопределяющих выбор оптимальной геометрии его режущей части. При выборе инструмента в зависимости от материала его режущей части и др. условий резания руководствуются тем или иным критерием износа. На рис. 4 показан характер изнашивания задней поверхности резца. Его переточку надо осуществлять после времени работы T2 при износе hoпт (до наступления критического износа hk, соответствующего T3).
Система сил, действующих при О. м. р., может быть приведена к единой равнодействующей силе. Однако для решения практических задач не обязательно знать величину этой силы, важное значение имеют её составляющие: Pz — сила резания, действующая в плоскости резания в направлении главного движения; Ру — радиальная составляющая, действующая перпендикулярно к оси заготовки (при точении) или оси инструмента (при сверлении и фрезеровании); Px — сила подачи, действующая в направлении подачи. Силы Pz, Px, Ру влияют на условия работы станка, инструмента и приспособления, точность обработки, шероховатость обработанной поверхности детали и т.д. На величину этих сил влияют свойства и структура обрабатываемого материала, режим резания, геометрия и материал режущей части инструмента, метод охлаждения и др. Сила Pz обычно является наибольшей — на её преодоление расходуется наибольшая мощность. Способы определения Pz, Ру, Px могут быть теоретическими и экспериментальными, определяемыми с помощью специальных динамометров. На практике часто используют полученные на основе экспериментов эмпирические формулы. Затрачиваемая мощность (в квт) для большинства процессов О. м. р.:
Nэ = Pz ·v/60·102,
где Pz — составляющая силы резания в направлении подачи в н (кгс), v — скорость резания в м/мин, потребная мощность электродвигателя станка Ncт = Nэ/h, где h — кпд станка.
Скорость резания, допускаемая режущим инструментом, зависит от тех же факторов, что и силы резания, и находится в сложной зависимости от его стойкости (рис. 5).
Значительное влияние на О. м. р. оказывают активные смазочно-охлаждающие жидкости, при правильном подборе, а также при оптимальном способе подачи которых увеличивается стойкость режущего инструмента, повышается допускаемая скорость резания, улучшается качество поверхностного слоя и снижается шероховатость обработанных поверхностей, в особенности деталей из вязких жаропрочных и тугоплавких труднообрабатываемых сталей и сплавов. Вынужденные колебания (вибрации) системы СПИД, а также автоколебания элементов этой системы ухудшают результаты О. м. р. Колебания обоих видов можно снизить, воздействуя на вызывающие их факторы — прерывистость процесса резания, дисбаланс вращающихся частей, дефекты в передачах станка, недостаточную жёсткость и деформации заготовки и др.
Эффективность О. м. р. определяется установлением рациональных режимов резания, учитывающих все влияющие факторы. Для ускорения расчёта часто применяют ЭВМ. Расчёт режимов резания на ЭВМ сводится к предварительному отбору исходной информации, разработке и конкретизации алгоритмов, заполнению операционных карт исходной информацией, её кодированию и программированию алгоритмов.
Повышение производительности труда и уменьшение потерь металла (стружки) при О. м. р. связано с расширением применения методов получения заготовок, форма и размеры которых максимально приближаются к готовым деталям. Это обеспечивает резкое сокращение (или исключение полностью) обдирочных (черновых) операций и приводит к преобладанию доли чистовых и отделочных операций в общем объёме О. м. р.
Дальнейшее направление развития О. м. р.: интенсификация процессов резания, освоение обработки новых материалов, повышение точности и качества обработки, применение упрочняющих процессов, автоматизации и механизации обработки.
Лит.: Беспрозванный И. М., Основы теории резания металлов, М., 1948; Русские учёные — основоположники науки о резании металлов: И. А. Тиме, К. А. Зворыкин, Я. Г. Усачёв, А. Н. Челюсткин. Жизнь, деятельность и избранные труды, М., 1952; Резание металлов, М., 1954; Аваков А. А., Физические основы теории стойкости режущих инструментов, М., 1960; Панкин А. В., Обработка металлов резанием, М., 1961; Развитие науки о резании металлов, М., 1967; Электрические явления при трении н резании металлов, М., 1969: Брюхов В. А., Павлов Э. Н., Расчет режимов резания и нормирование с помощью ЭВМ, М., 1969; Роман О. В., Левенцов А. А., Шелковский И. Ф., Обработка металлов резанием и станки, Минск, 1970.
Д. Л. Юдин.


ссылка скрыта

ссылка скрыта

ссылка скрыта

ссылка скрыта

ссылка скрыта
Металлорежущий станок, машина для обработки резанием металлических и др. материалов, полуфабрикатов или заготовок с целью получения из них изделий путём снятия стружки ссылка скрыта.
М. с. являются основным видом оборудования в машиностроении, приборостроении и др. отраслях промышленности. Совершенствование М. с. предопределяет научно-технический прогресс, развитие технологии и организации машиностроительного производства.
Историческая справка. Обработка материалов резанием известна с древних времён: деталь вращали вручную, обработка велась кремнёвым резцом. В 12 в. появились токарные и сверлильные станки с ручным приводом, а в 14 в. — с приводом от водяных мельниц. Механические станки для токарных работ изготовлялись главным образом в Италии, Франции, откуда были завезены в Россию. Медальерными станками славились петербургские мастера. В 1711 в Россию из Флоренции привезли станок, сделанный мастером Зингером, приглашенным на службу Петром I. В придворной токарне были изготовлены станки, в разработке конструкций и создании которых принимал участие А. К. ссылка скрыта. Позднее Нартов построил другие станки (гравёрные, копировальные, гильотинные), ему же принадлежит создание первого в мире токарно-винторезного станка с механическим суппортом и сменными зубчатыми колёсами (1738). Основные промышленные типы М. с. разрабатывались позднее (Г. ссылка скрыта и др.) в Великобритании, первой вступившей на путь капиталистического развития. В дальнейшем конструкция их совершенствовалась в Германии, Франции, Швейцарии (точное станкостроение), позже (во 2-й половине 19 в.) в США (в частности, автоматические станки для массового производства). В России в 1712—14 на Тульском оружейном заводе мастер Я. Батищев создал прототип современных агрегатных станков для одновременного сверления 24 ружейных стволов, в 1714 В. И. Геннин построил на Олонецких заводах многопозиционный станок. Значительный вклад в развитие конструкции М. с. внёс М. В. ссылка скрыта, который в середине 18 в. построил и применил в своих мастерских оригинальные шлифовальные и др. станки. Вклад в создание новых конструкций станков внесли также рус. инженеры и изобретатели И. Осипов, М. Сидоров, И. ссылка скрыта, И. ссылка скрыта, П. Захаво (первые автоматы для нарезания резьбы, 1810), В. Игнатов, Г. Горохов. Но несмотря на отдельные выдающиеся изобретения, станкостроение в царской России развивалось медленно. Только после Великой Октябрьской социалистической революции в процессе индустриализации машиностроительные предприятия стали получать новые станки. В 1932 завод «Красный пролетарий» выпустил первый современный токарно-винторезный станок. В 1933 основан Экспериментальный научно-исследовательский институт металлорежущих станков (ЭНИМС), где было начато проектирование новых типов станков, изготовление гамм станков токарных, револьверных, сверлильных, фрезерных и др. К 1970 в СССР освоено 1817 типоразмеров М. с. Годовой выпуск составил 230 тыс. станков.
Большая заслуга в развитии станкостроения в СССР принадлежит советским учёным В. И. Дикушину, Н. С. Ачеркану, Д. Н. Решетову, А. П. Владзиевскому, Б. С. Балакшину, Г. М. Головину, Г. А. Шаумяну, В. С. Васильеву, А. С. Проннкову, В. А. Кудинову, А. С. Бриткину, Б. Л. Богуславскому, конструкторам Н. А. Волчеку, В. Н. Кедринскому, И. А. Ростовцеву, Ю. Б. Эрпшеру и др.
Совершенствование производства М. с. идёт в нескольких направлениях. Намечается увеличение выпуска агрегатных автоматических и полуавтоматических М. с. и автоматических линий. обеспечивающих автоматизацию технологических процессов в крупносерийном и массовом производстве (в СССР выпуск таких М. с. за период 1966—70 увеличился на 22,6% при общем росте выпуска М. с. за этот период на 12%). В 1973 выпущено 211 тыс. М. с. Перспективно освоение ссылка скрыта, обусловливающих высокую точность и качество обработки деталей. Предусматривается дальнейшее расширение производства М. с. с числовым программным управлением (ЧПУ) для обеспечения автоматизации механической обработки изделий в индивидуальном и серийном производстве. В 1968—70 в серийном производстве освоено 23 типоразмера таких станков, в 1970 — 15 типов опытных образцов; их выпуск в 1973 составил 3800 шт. Внедрение М. с. с использованием адаптивных систем управления (см. ссылка скрыта) открывает новые пути повышения точности обработки и производительности. Для удовлетворения разнообразных потребностей народного хозяйства намечается увеличение числа типов тяжёлых уникальных станков. К 1970 создано около 500 типов тяжёлых уникальных М. с.
Классификация М. с. По специализации различают М. с. универсальные для выполнения разнообразных операций на изделиях широкой номенклатуры; широкого назначения для выполнения ограниченного числа операций на изделиях широкой номенклатуры; специализированные для обработки однотипных изделий разных размеров; специальные для обработки изделий одного типоразмера; агрегатные — специальные, состоящие из нормализованных деталей, узлов, силовых головок.
М. с. могут быть с ручным управлением (загрузка и установка заготовок, пуск, переключение режима обработки, холостые движения, снятие изделия — вручную), а также иметь различную степень автоматизации: полуавтоматы (установка заготовок, пуск, снятие изделия — вручную, остальные движения цикла обработки — автоматически), ссылка скрыта (все рабочие и холостые движения производятся автоматически, человек осуществляет контроль за циклом работы); могут составлять ссылка скрыта (группа автоматов, объединённая системой транспортировки заготовок от одного к другому); иметь числовое программное управление (все рабочие и холостые движения обеспечиваются заранее закодированной программой, введённой в М. с. и посылающей преобразованные импульсы на исполнительные и управляющие механизмы).
Классификация металлорежущих станков
| Номер группы станков | Наименова-ние группы станков | Типы станков | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | ||
| | | Автоматы и полуавтоматы | | | | | | | | |
| 1 | Токарные | одношпин-дельные | многошпин-дельные | Револьверные | Сверлильно-отрезные | Карусельные | Токарно-винторезные и лобовые | Много-резцовые | Специализи-рованные для фасонных изделий | Разные токарные |
| | | | Полуавтоматы | | | | | | | |
| 2 | Сверлильные и расточные | Вертикально-сверлильные | одношпин-дельные | многошпин-дельные | Координатно-расточные | Радиально-сверлильные | Расточные | Алмазно-расточные | Горизонтально-сверлильные | Разные сверлильные |
| 3 | Шлифоваль-ные и доводочные | Круглошлифо-вальные | Внутришлифо-вальные | Обдирочно-шлифовальные | Специализи-рованные шлифовальные | — | Заточные | Плоскошлифо-вальные | Притирочные и полиро-вальные | Разные станки работающие абразивом |
| 4 | Комбини-рованные | — | — | — | — | — | — | — | — | — |
| 5 | Зубо- и резьбо-обраба-тывающие | Зубостро-гальные для цилиндри-ческих колёс | Зуборезные для кони-ческих колёс | Зубофрезер-ные для цилиндри-ческих колёс и шлицевых валов | Зубофре-зерные для червячных колёс | Для обработки торцов зубьев колёс | Резьбо-фрезерные | Зубоотде-лочные | Зубо- и резьбо-шлифоваль-ные | Разные зубо- и резьбо-обрабаты-вающие |
| 6 | Фрезерные | Вертикально-фрезерные консольные | Фрезерные непрерывного действия | — | Копироваль-ные и гравироваль-ные | Вертикальные бесконсоль-ные | Продольные | Широко-универсаль-ные | Горизонталь-ные консольные | Разные фрезерные |
| | | Продольные | | | | | | | | |
| 7 | Строгальные, долбёжные и протяжные | одностоечные | двухстоечные | Поперечно-строгальные | Долбёжные | Протяжные горизонталь-ные | — | Протяжные вертикальные | — | Разные строгальные |
| | | | Отрезные | | Пилы | | | |||
| 8 | Разрезные | работающие токарным резцом | работающие абразивным кругом | работающие гладким или насеченным диском | правильно-отрезные | ленточные | дисковые | ножовочные | — | — |
| 9 | Разные | Муфто- и трубообраба-тывающие | Пилонасека-тельные | Правильно- и бесцентрово-обдирочные | Балансиро-вочные | Для испытания инструмента | Делительные машины | — | — | — |
По точности различают 5 классов М. с.: Н — нормальной точности (например, большинство универсальных М. с.), П — повышенной точности (на базе Н), В — высокой точности, А — особо высокой точности (прецизионные), С — особо точные, или мастер-станки.
По массе М. с. бывают лёгкие (до 1 т), средние (до 10 т), тяжёлые (свыше 10 т), уникальные (свыше 100 т).
В зависимости от характера выполняемых работ и применяемого режущего инструмента в СССР принята единая система классификации и условного обозначения М. с. (табл.), разработанная в ЭНИМС. Все М. с. делятся на группы, которые, в свою очередь, разбиваются на типы. По этой классификации каждому М. с. серийного производства присваивается шифр (индекс), который образуется, как правило, числом из 3 или 4 цифр; первая цифра указывает группу, вторая — тип, третья и четвёртая характеризуют важнейшие размеры М. с. или обрабатываемого на нём изделия. Например, шифр 2150 обозначает вертикально-сверлильный станок с максимальным диаметром сверления 50 мм. После модернизации М. с. в его шифр за первой цифрой добавляется какая-либо буква. Например, шифр 1К62 обозначает модернизированный токарно-винторезный станок с высотой центров 200 мм. Модификация (видоизменение) базовой модели обозначается введением какой-либо буквы в конце шифра. Например, 6Н12К обозначает модификацию модернизированного консольного вертикально-фрезерного станка. Описание типов станков см. в статьях: ссылка скрыта, ссылка скрыта, ссылка скрыта, ссылка скрыта, ссылка скрыта, ссылка скрыта.
Кинематика М. с. При обработке на М. с. очертания, форма деталей (производящие линии) образуется в результате согласованных между собой вращательных и прямолинейных движений заготовки и режущей кромки металлорежущего инструмента. Эти движения, называемые рабочими, могут быть простыми и сложными. В М. с. используются 4 метода получения производящих линий: копирование, огибание (обкатка), методы следа и касания. При копировании форма режущей кромки инструмента совпадает с формой производящей линии (рис. 1, а, б); при огибании производящая линия возникает в форме огибающей ряда последовательных положений режущей кромки инструмента, движущегося относительно заготовки (рис. 1, б); при методе следа производящая линия образуется как след движения точки режущей кромки инструмента (рис. 1, г, д), при методе касания производящая линия является касательной к ряду геометрических вспомогательных линий, образованных реальной точкой (вершиной) движущейся режущей кромки инструмента (рис. 1, е).
Рабочие движения в М. с. — главное движение и движение подачи. Главное движение, происходящее в направлении вектора скорости резания, обеспечивает отделение стружки от заготовки, а движение подачи — последовательное внедрение инструмента в заготовку, «захват» новых, ещё не обработанных участков. Главное движение в зависимости от типа М. с. может совершаться как заготовкой (токарные, продольно-строгальные и др. станки), так и инструментом (сверлильные, поперечно-строгальные, долбёжные, протяжные, фрезерные, шлифовальные и др. станки); это движение может быть вращательным (токарные, сверлильные, фрезерные, шлифовальные и др. М. с.) или поступательным (строгальные, долбёжные, протяжные и др. М. с.). Помимо рабочих движений, на М. с. совершаются также установочные и делительные движения, которые не используются в процессе обработки резанием, однако необходимы для осуществления полного технологического цикла. Все движения в М. с. обеспечивают соответствующие механизмы, в которые входят различные передачи: ремённые, зубчатые, червячные, реечные, винтовые, кулачковые, фрикционные и др. Эти передачи сочленяются между собой в определённой последовательности и образуют кинематические цепи, совокупность которых составляет кинематическую схему М. с. При этом пользуются условными обозначениями элементов и механизмов М. с. по ГОСТ 3462—61. На кинематических схемах указываются диаметры шкивов (D1, D2 и т.д.), числа зубьев зубчатых и червячных колёс (z1, z2 и т.д.), шаги винтов, заходности червяков и винтов, модули (т) некоторых зубчатых колёс (обычно находящихся в зацеплении с рейками), передаточные отношения плеч рычагов, характеристики звеньев настройки и др.
Для станков с вращательным главным рабочим движением скорость резания определяется по формуле:
где D — максимальный диаметр обработки (или максимальный диаметр инструмента) в мм; n — число оборотов шпинделя в минуту. Для конкретного М. с. диаметр заготовки (инструмента) может быть различным, может производиться также обработка заготовок из различных материалов и режущими инструментами с режущей частью из разных инструментальных материалов (что приводит к выбору соответствующих допускаемых скоростей резания). Привод главного движения должен обеспечивать поэтому регулирование числа оборотов шпинделя. Существует бесступенчатое и ступенчатое регулирование. В первом случае в определённом интервале можно за счёт фрикционного, гидравлического или электрического привода получить любое значение n. Во втором случае имеется определённый конечный ряд различных n. Это обеспечивается за счёт использования ссылка скрыта с переключающимися зубчатыми колёсами. Для такого ряда рус. учёным А. В. Гадолиным в 1876 разработана и обоснована теория построения рядов чисел оборотов по закону геометрической прогрессии. При такой закономерности потери в устанавливаемых скоростях резания будут минимальными, а эксплуатационные свойства станка наилучшими. По этому закону все числа оборотов шпинделя станка в минуту от начального (миним.) n1 = nмин до конечного (макс.) nz= nмакс образуют геометрический ряд, в котором знаменатель геометрической прогрессии определяется по формуле:
где D диапазон регулирования числа оборотов шпинделя в 1 мин, z — количество ступеней регулирования. В станкостроении СССР значения и соответствующие им перепады скоростей А стандартизированы:
| | 1,06 | 1,12 | 1,26 1,25 | 1,41 1,4 | 1,58 1,6 | 1,78 | 2 |
| А, % | 5 | 10 | 20 | 30 | 40 | 45 | 50 |
Примечание. Во втором ряду указаны допускаемые округления.
Основной показатель любой кинематической цепи — общее передаточное отношение:
где nk и nн — числа оборотов соответственно конечного и начального звеньев в об/мин; U1, U2, U3 — передаточные отношения отдельных пар кинематической цепи. Значение Uoбщ позволяет определить значения конечных перемещении звеньев, связанных кинематической цепью, т. е. заготовки и режущего инструмента. Соответствующие функциональные связи называют уравнениями кинематического баланса. Эти уравнения в 20—30-е гг. 20 в. выведены советским учёным Г. М. Головиным, предложившим единые формулы настройки для всех станков.
Для вращающихся конечных звеньев уравнение кинематического баланса: nk = nн · Uoбщ; для вращающегося начального звена и поступательно-движущегося конечного: nн · Uoбщ · Н = sm мм/мин, 1об · Uoбщ · Н = s мм/об, где Н — величина хода кинематической пары, преобразующей вращательное движение в прямолинейное, равная перемещению прямолинейно движущегося звена за один оборот вращающегося звена (для токарного, сверлильного, фрезерного и др. станков).
Для М. с. с прямолинейным главным движением (строгальный, долбёжный, протяжный и др.) различаются рабочий ход, в течение которого происходит резание, и холостой (обратный) ход, в течение которого движущиеся части станка возвращаются в исходное положение. Скорость холостого хода Vx = Vp · X, где Vp — скорость рабочего хода; Х = 1,5... 2,5 — коэффициент, выбираемый в зависимости от типоразмера станка.
Рабочий и холостой ходы составляют двойной ход. Время двойного хода:
где L — длина хода (в мм). Число двойных ходов (в 1 мин):

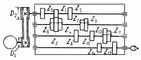
Для токарного станка с простой кинематической схемой ступенчатого главного привода (рис. 2), согласно уравнению кинематического баланса, возможны следующие варианты числа оборотов шпинделя в 1 мин:
т. е. возможно 12 вариантов ( — коэффициент, учитывающий проскальзывание в ремённой передаче).
Для облегчения кинематических расчётов коробок скоростей применяется графоаналитический метод. Зависимость чисел оборотов и передаточных отношений изображается в виде графиков и структурных сеток.
Конструктивные особенности М. с. Все кинематические цепи и рабочие органы М. с. выполняются в виде конструктивных узлов (механизмов), состоящих из различных деталей. Узлы и детали М. с. можно разделить на 2 группы. Группа несущей и направляющей системы обеспечивает правильное направление прямолинейных и круговых перемещений узлов с изделиями и с режущими инструментами. К ней относятся станины и основания; детали и узлы для поддержания и обеспечения прямолинейных перемещений изделий (консоли, салазки столов, столы); детали и узлы для поддержания и обеспечения прямолинейных и качательных перемещении режущих инструментов (суппорты, салазки и поперечины суппортов, револьверные головки); детали и узлы для обеспечения вращения изделий и режущих инструментов (шпиндели, опоры шпинделей, планшайбы, вращающиеся колонны, задние бабки); детали и узлы для поддержания и направления вращающихся деталей М. с. (корпуса коробок скоростей, коробок подач и шпиндельных бабок). Группа привода и управления осуществляет формообразование деталей и движения управления. К ней относятся механизмы главного движения, движения подачи и делительных движений; механизмы вспомогательных движений (транспортирующих, зажимных, установочных, стружкоотводящих); механизмы управления (пуском и остановом, скоростью и реверсированием равномерных движений), копировальные, программные, адаптивные, самоподстраивающпеся системы. Конструктивные компоновки М. с. различных типов могут быть самыми различными в соответствии с рассмотренной ранее классификацией (рис. 3, а—т).
В развитии конструкций узлов М. с. существуют следующие тенденции: оптимальное использование возможностей механических, электрических и гидравлических приводов и их сочетаний; разработка прецизионных узлов и механизмов; уменьшение трения в узлах станков; применение средств управления и автоматизации; обеспечение высокой статической и динамической жесткости; повышение долговечности за счёт выбора оптимальных материалов и методов упрочнения деталей; применение унификации, нормализации, стандартизации и агрегатирования.
Надёжность М. с. Надёжность М. с. — его свойство выполнять заданные функции, т. е. обрабатывать изделия с сохранением в необходимых пределах эксплуатационных показателей, главным образом точности и производительности, в течение требуемого промежутка времени (ссылка скрыта). Надёжность М. с. определяется его ссылка скрыта, ссылка скрыта, ссылка скрыта и сохраняемостью.
На надёжность М. с. прежде всего влияют режимы и методы обработки, которые предопределяют точность и качество обработанных поверхностей, а следовательно, эксплуатационные характеристики изделий. Повышение надёжности М. с. обеспечивается увеличением точности изготовления М. с.; созданием специальных устройств для повышения точности обработки; применением систем автоматического регулирования для восстановления точности, снижающейся от действия процессов, протекающих с различной скоростью, т. е. создание М. с. с автоматической подналадкой режимов обработки. Системы автоматического регулирования — наиболее современный способ создания М. с. с высокой надёжностью. Автоматическое регулирование может быть простым по заданной программе; прямым с учётом факторов, вызывающих отклонение от программы; по замкнутому циклу с обратной связью. Последний способ приводит к созданию адаптивных саморегулирующихся (самоподстраивающихся) систем, дающих наибольшую надёжность М. с. Адаптивные системы управления М. с. разделяются на следующие группы: стабилизирующие контролируемые параметры резания; самоизменяющие управляющую программу; компенсирующие динамические и температурные деформации системы СПИД (станок — приспособление — инструмент — деталь); оптимизирующие режимы обработки по точности и производительности. Использование адаптивных систем управления М. с. обеспечивает снижение (и даже исключение) отказов из-за перегрузок, уменьшение зависимости результата обработки от рабочего, упрощение программирования обработки, автоматический контроль получаемых размеров деталей, повышение экономичности обработки, облегчение освоения новых методов обработки.
М. с. с числовым программным управлением. Числовое программное управление (ЧПУ) М. с. экономически выгодно в серийном производстве, где происходит сравнительно частая смена обрабатываемых изделий, а также при производстве крупногабаритных деталей и деталей с криволинейными профилями и поверхностями. ЧПУ позволяет автоматизировать процессы подготовки производства и обработки, быстро производить переналадку станка. В М. с. с ЧПУ информация о необходимых перемещениях режущих инструментов относительно заготовки сообщается механизмам управления М. с. в виде закодированной программы, представляющей собой условную систему числовых обозначений. Эта программа вводится в считывающее устройство М. с., которое преобразует её в соответствующие командные импульсы (электрические сигналы), а они при помощи механизмов управления передаются на исполнительные органы М. с. (суппорты, салазки, столы и т.п.). Все действия, выполняемые узлами М. с. по сигналам системы ЧПУ, разделяются на две группы: включения и выключения для изменения режимов резания, смены действующих режущих инструментов и т.п.; перемещения исполнительных органов.
Системы ЧПУ, применяемые в М. с., классифицируются: по назначению — для позиционного, ступенчатого и функционального управления; по числу потоков информации — разомкнутые, замкнутые и самонастраивающиеся; по виду программоносителя — внутренние (панели с переключателями, штеккерные и кнопочные панели и др.) и внешние (перфорированные карты и ленты, магнитные ленты, киноленты и др.); по принципу ограничения перемещений исполнительных органов — импульсные, аналоговые, путевые, временные, на схемах совпадения; по физическому принципу контроля перемещений исполнительных органов — с механическими, оптическими, электрическими и смешанными измерительными устройствами. Применяется также цикловая система программного управления, при которой программируются (полностью или частично) цикл работы М. с., режимы обработки и смена инструмента.
Системы ЧПУ М. с. состоят обычно из следующих основных автоматических элементов (рис. 4): устройство для ввода программы — «читает» программу и преобразовывает её в сигналы управления; промежуточная «память» — «запоминает» и в течение необходимого времени хранит полученные сигналы управления; сравнивающее устройство (узел активного контроля) — при помощи системы обратной связи сопоставляет перемещения, заданные программой и фактически реализованные М. с. (при обнаружении разницы вырабатывает дополнительный сигнал для исправления ошибки); исполнительный механизм, который реализует через соответствующие приводы (гидроцилиндры, винтовые пары, шаговые двигатели и др.) полученные сигналы управления в необходимые перемещения исполнительных органов М. с.
Лит.: Машиностроение. Энциклопедический справочник, т. 9, М., 1949; Шувалов Ю. А., Веденский В. А., Металлорежущие станки, 2 изд., М., 1959; 3агорский Ф. Н., Очерки по истории металлорежущих станков до середины XIX века, М. — Л., 1960; Металлорежущие станки, под ред. Н. С. Ачеркана, т. 1—2, М., 1965; Агурский М. С., Вульфсон И. А., Ратмиров В. А., Числовое программное управление станками, М., 1966; Шаумян Г. А., Кузнецов М. М., Волчкевич Л. И., Автоматизация производственных процессов, М., 1967; Резание конструкционных материалов, режущие инструменты и станки, М., 1967; Проников А. С., Расчёт и конструирование металлорежущих станков, 2 изд., М., 1967; Кучер И. М., Металлорежущие станки, 2 изд., Л., 1969; Самоподнастраивающиеся станки, [Сб. ст.1, под ред. Б. С. Балакшина, 3 изд., М., 1970; Налчан А. Г. (сост.), Металлорежущие станки, М., 1970; Металлорежущие станки, М., 1970; Ратмиров В. А., Сиротенко А. П., Гаевский Ю. С., Самонастраивающиеся системы управления станками, М., 1971; Технологическая надёжность станков, М., 1971; Детали и механизмы металлорежущих станков, под ред. Д. Н. Решетова, т. 1—2, М., 1972.
Д. Л. Юдин.

ссылка скрыта

ссылка скрыта

ссылка скрыта

ссылка скрыта

ссылка скрыта

ссылка скрыта

ссылка скрыта

ссылка скрыта

ссылка скрыта

ссылка скрыта
ссылка скрыта

ссылка скрыта

ссылка скрыта

ссылка скрыта

ссылка скрыта

ссылка скрыта

ссылка скрыта

ссылка скрыта

ссылка скрыта

ссылка скрыта

ссылка скрыта