
Технологические процессы и технические средства, обеспечивающие эффективную работу глубинного плунжерного насоса 05. 02. 13 Машины, агрегаты и процессы (нефтегазовая отрасль); 05. 16. 09- материаловедение (машиностроение в нефтегазовой отрасли)
| Вид материала | Автореферат |
- Учебно-методический комплекс дисциплины «Технологические процессы в сервисе» 2008, 1343.12kb.
- Повышение эффективности использования газового топлива в газодизельных двигателях, 298.58kb.
- Программа вступительного испытания по направлению «Металлургия», 51.65kb.
- Программа обще металлургическая практика, 101.95kb.
- Реферат по дисциплине " Технологические процессы микроэлектроники " на тему: Технологические, 1398.5kb.
- Вторая нефтегазовая конференция «экобезопасность 2011», 57.37kb.
- Третья нефтегазовая конференция «экобезопасность 2012», 209.68kb.
- Вторая нефтегазовая конференция «экобезопасность 2011», 135.77kb.
- К рабочей программе учебной дисциплины «Технологические процессы автоматизированных, 22.73kb.
- Темы рефератов по дисциплине «Материаловедение», 19.05kb.
На правах рукописи
Семенов Владислав Владимирович
технологические процессы и технические средства, обеспечивающие эффективную работу глубинного плунжерного насоса
05.02.13 – Машины, агрегаты и процессы
(нефтегазовая отрасль);
05.16.09– Материаловедение
(машиностроение в нефтегазовой отрасли)
Автореферат
диссертации на соискание ученой степени
доктора технических наук
Уфа - 2010
Работа выполнена в отделе техники и технологии добычи нефти и газа ООО «ПермНИПИнефть» и на кафедре «Нефтегазопромысловое оборудование» Уфимского государственного нефтяного технического университета.
Научный консультант доктор технических наук, профессор
Матвеев Юрий Геннадиевич
Официальные оппоненты: доктор технических наук, профессор
Валеев Марат Давлетович;
доктор технических наук, профессор
Валовский Владимир Михайлович;
доктор технических наук, профессор
Кушнаренко Владимир Михайлович
Ведущая организация ООО «Самарский научно-исследовательский
и проектный институт нефтедобычи»
Защита состоится 29 октября 2010 года в 15 часов на заседании совета по защите докторских и кандидатских диссертаций Д 212.289.05 при Уфимском государственном нефтяном техническом университете по адресу: 450062, Республика Башкортостан, г. Уфа, ул. Космонавтов, 1.
С диссертацией можно ознакомиться в библиотеке Уфимского государственного нефтяного технического университета.
Автореферат разослан «_____» сентября 2010 г.
Ученый секретарь диссертационного совета А.В. Лягов
Общая характеристика работы
Актуальность проблемы.
В настоящее время более 60 % нефтяных скважин на промыслах Российской Федерации оснащены скважинными штанговыми насосными установками (СШНУ). Надежность привода и его функциональные возможности, надежность колонны штанг в осложненных условиях работы и ее ремонтопригодность, являются определяющимися условиями для обеспечения эффективной работы глубинного плунжерного насоса. Поэтому работы, направленные на повышение эффективности эксплуатации глубинных плунжерных насосов являются актуальными.
Цель работы. Обеспечение эффективной работы глубинного плунжерного насоса за счет разработки и совершенствования конструкций и условий работы элементов внутрискважинного оборудования, а так же улучшения показателей функционального назначения и эксплуатационных характеристик насосных штанг.
Основные задачи исследований:
1. Исследование и анализ причин разрушения насосных штанг, эксплуатируемых на промыслах нефтегазодобывающих предприятий.
2. Разработка концепции, методов контроля и определения физико-механических и эксплуатационных свойств материала штанг, бывших в эксплуатации.
3. Разработка методов ремонта бывших в эксплуатации насосных штанг из стали 20Н2М, путем сваривания концевого участка с телом штанги.
4. Разработка методов и технологических режимов восстановления первоначальной геометрии и упрочнения материала насосных штанг бывших в эксплуатации.
5. Разработка и совершенствование технических средств, снижающих силовое воздействие на колонну насосных штанг в процессе эксплуатации.
6. Обоснование основных технических требований, предъявляемых к погружному приводу глубинного насоса на основе линейного асинхронного двигателя (ЛАД) и его разработка.
7. Разработка расчетной модели ЛАД, учитывающей конструктивные особенности статора и вторичного элемента.
8. Лабораторные и промысловые исследования ЛАД плунжерного насоса.
Методы решения поставленных задач:
1. Анализ статистических промысловых данных, обработка результатов лабораторных исследований с использованием методов математической статистики.
2. Литературный поиск аналогов и прототипов разрабатываемых новых технических решений.
3. Конструктивная проработка технических решений, изготовление экспериментальных образцов устройств и их стендовые испытания.
4. Оптимизация технических решений с использованием компьютерного моделирования и численного анализа.
5. Промысловые испытания и анализ их результатов с применением методов математической статистики.
Научная новизна работы:
1. Впервые предложена концепция диагностики насосных штанг на предмет установления дефектов сплошности, неоднородности структуры, физико-механических и эксплуатационных свойств материала штанг неразрушающимися и разрушающимися методами: магнитоиндукционная диагностика материала тела штанги в постоянном магнитном поле при действии растягивающей нагрузки; по уровню шумов Баркгаузена в теле упругодеформируемой штанги, ассиметрично повторяющейся нагрузкой; по виду индикаторной линии приложенной по телу штанги, пластически деформированного действием продольной растягивающей нагрузки и кручением; по виду механической характеристики материала штанги деформируемой действием продольной растягивающей нагрузки до микропластики и по виду механической характеристики материала, в дальнейшем пластически деформируемого действием продольно растягивающей нагрузки и кручения: по характеру изменения напряженности магнитного поля рассеяния от действия продольной растягивающей нагрузки, приложенной к локально намагниченной штанге; по характеру изменения тангенциальной составляющей магнитного поля остаточно намагниченной штанги под нагрузкой как в области упругой, так и пластической ее деформации, что позволяет сделать заключение о существовании необратимых процессов в материале штанги, характеризующих её эксплуатационные свойства.
2. Установлены два новых фактора влияющих на работоспособность насосных штанг: протяженный по длине и радиусу металлической штанги слой с пониженной твердостью; обезуглероженный слой с неоднородной глубиной как по периметру так и по длине штанги, приводящие к снижению ее надежности в эксплуатации.
3. Установлено, что режим одновременной химико-термической обработки концевых участков штанги и термической обработки тела штанги обеспечивает возможность сварки при разрыве штанги на границе концевого участка и ее тела.
4. Установлено, что технологический режим, включающий упруго-микропластическую деформацию тела штанги действием продольной растягивающей нагрузки и кручения, обеспечивает восстановления ее первоначальной геометрии и упрочнение.
5. Разработана математическая модель условий работы скребков совместно с колонной штанг и на основе ее анализа предложены новые технические решения, конструкции скребков и центраторов.
6. Разработана математическая модель тепломассообменных процессов в нефтяной скважине, которая позволила разработать новые технические решения, протяженные нагреватели для прогрева оборудования добывающей жидкости.
7. Впервые обоснованы технические требования, к линейному асинхронному двигателю (ЛАД), используемому в качестве погружного привода плунжерного насоса.
8. Применительно к ЛАД исследованы и установлены закономерности расхождения между продольными осями зубцов статора и вторичного элемента, найдены условия существования экстремальных значений расхождения. Найдены значения перекрытий для произвольных положений вторичного элемента и на их основе получены данные по выбору рациональной величины зубцового деления статора и вторичного элемента ЛАД.
Основные защищаемые положения:
1. Факторы, определяющие снижение работоспособности насосных штанг в процессе эксплуатации, и пути повышения эксплуатационных характеристик штанг.
2. Технологии и технические средства, обеспечивающие увеличение межремонтного периода работы насосных штанг.
3. Принципы входного контроля насосных штанг разрушающими и неразрушающими методами и на их основе выработка критериев для разработки технологий ремонта штанг и технических средств, их реализующих.
4. Числовые закономерности между элементами зубцово-пазовой структуры статора и вторичного элемента погружного ЛАД плунжерного насоса.
5. Оптимальные числовые соотношения между величиной зубцового деления статора и вторичного элемента.
6. Результатами промысловых испытаний и внедрения предложенных технических средств и технологий.
Достоверность полученных результатов. Научные положения и выводы диссертационной работы обоснованы как теоретически, с использованием известных положений механики и тепломассообмена, так и экспериментально, с использованием метрологического поверенного оборудования, с точностью, соответствующей протекаемым процессам в исследуемых и разрабатываемых технологиях. Результаты экспериментальных исследований обработаны с использованием стандартных методов математической статистики. Достоверность подтверждается так же сходимостью результатов экспериментальных, лабораторных и промысловых исследований.
Практическая ценность работы. По результатам проведенных исследований разработаны способы и методы определения работоспособности насосных штанг и технические решения, обеспечившие повышение их эксплуатационной характеристики, исходя из экономической и технической целесообразности, подтвержденные результатами их эксплуатации в промышленности.
Разработаны и реализованы в промышленных условиях технологии изготовления насосных штанг, обеспечивающие им новые качественные показатели.
Разработаны, обоснованы и реализованы в промышленных условиях (ПО «Пермнефть», ООО «ПермНИПИнефть», ПО «Белоруснефть», ПО «Укрнефть», ОАО «ЛУКОЙЛ» и т.д.) методы и способы разрушающего и неразрушающего контроля и технические средства, их реализующие (плоский изгиб, изгиб с вращением фрагментов, упругая или упруго-пластическая деформация фрагмента продольной нагрузкой и/или кручением, ускоренные вибродинамические испытания, магнитные методы контроля, включая шумы Баркгаузена).
На основе проведенных научных исследований, технических решений создана концепция инспектирования длинномерных изделий на примере насосных штанг.
Разработаны и реализованы технологии, включающие режимы нагружения, восстановления пространственной геометрии, упрочнения, установления механических характеристик, неразрушающего контроля насосных штанг, бывших в эксплуатации, отечественного и зарубежного производства, и технические средства, используемые в ОАО «ЛУКОЙЛ», ОАО «АНК «Башнефть», ОАО «Татнефть», ОАО «НК «Роснефть», ОАО «Сибнефть», ТНК BP.
Разработана и обоснована технология ремонта насосно-компрессорных труб, используемая в ООО «Буровая компания «Евразия».
Разработаны способы и технические средства (штанговращатели, штанги со скребками и центраторами), обеспечивающие повышение межремонтного периода работы насосных штанг, нашедшие практическое использование в ООО «ЛУКОЙЛ-ПЕРМЬ».
Разработаны способы, технические средства внутрискважинного путевого прогрева жидкости, нашедшие практическое использование в ОАО «ЛУКОЙЛ», ТНК BP.
Разработаны специальные схемы управления ЛАД в погружном исполнении с дополнительными конструктивными элементами, расширяющими его функциональное предназначение.
По результатам теоретических и экспериментальных исследований спроектированы, изготовлены и испытаны образцы электроплунжерных агрегатов ЭППА-1 и ЭППА-2 и системы автоматического управления ими (САУЭПА). Экспериментальные исследования агрегатов подтвердили их работоспособность при подъеме жидкости.
Апробация работы. Основное содержание работы докладывалось на конференции «Современные методы и технология борьбы с АСПО в нефтяных скважинах» (ОАО «Пермнефтегеофизика, Пермь, 2006 г.), на научно-технической конференции «Новые методы добычи, подготовки и транспортировки нефти», г.Октябрьский, 2004 г.), на Международной выставке в г. Ганновере (2003 г.), на Всероссийском научно-практическом семинаре «Состояние и перспективы производства отечественного бурового и погружного оборудования» (ООО «ТДСМ», Пермь-Москва, 2003 г.), на III Всероссийской научно-практической конференции «Состояние, задачи и перспективы развития сервисного технического обеспечения» (ЗАО «ЛУКОЙЛ-ПЕРМЬ», Пермь, 2001 г.), на Международной научно-технической конференции «Новые материалы и технологии в машиностроении» (ТюмГНУ, Тюмень, 2000 г.), на I Пермской научно-практической конференции «Оборудование для нефтяной и газовой промышленности» (Пермь, 2000 г.), на заседании Президиума научно-технического совета АО «НК ЛУКОЙЛ» (г.Москва, 1998 г.), на конференции «Научно-технической прогресс в развитии нефтяной промышленности Пермского Прикамья», («ПермНИПИнефть», Пермь, 1986 г.), на совещании Миннефтепрома СССР (г.Москва, 1981 г.), на 1 Всесоюзной конференции по электроприводам с линейными электродвигателями (г.Киев, 1973 г.).
Об основных результатах исследований докладывалось на НТС Министерства нефтяной промышленности СССР, ПО «Пермнефть» (г.Пермь), ОАО НК «ЛУКОЙЛ» (г.Москва), ООО «ЛУКОЙЛ-ПЕРМЬ», материалы и устройства представлялись на международных, всесоюзных, всероссийских, региональных конференциях, ВДНХ СССР и Международной промышленной выставке (г. Ганновер, 2003 г.).
Публикации. По теме диссертации опубликовано 116 печатных работ, в том числе 9 - в ведущих рецензируемых научных журналах и изданиях, рекомендованных ВАК Министерства образования и науки; 81 труд, результаты интеллектуальной деятельности, опубликованы в описаниях изобретений, полезных моделей и в программе для ЭВМ, защищенных авторскими свидетельствами СССР, патентами РФ и свидетельством РФ об обязательной регистрации программы для ЭВМ, разработан один стандарт предприятия.
Структура и объем работы. Диссертационная работа состоит из введения, восьми глав, основных выводов, списка литературы, включающего 310 наименований, приложений на 50 стр.
Работа изложена на 320 стр. машинописного текста, содержит 105 рисунков и 35 таблиц.
Автор выражает глубокую благодарность доцентам Г.А. Чазову, В.Е. Калугину, В.В. Пепеляеву, Я.Т. Федоровичу, Н.И. Крысину, профессорам Н.Н. Вассерману, М.Г. Резину, Ф.Н. Сарапулову, А.Ю. Коняеву, С.П. Василевскому, Е.М. Огаркову, В.Ф. Новикову, директору «Очерский машзавод» А.А.Хохлову, главному инженеру «Очерский машзавод» А.Е.Дюжикову, генеральному директору ЗАО «ИНОКАР» Н.П.Надымову, зам. генерального директора ЗАО «Спецмаш» Е.И.Гуревичу, зав. лабораторией ООО «ПермНИПИнефть» Ю.А.Васеву, руководству и специалистам «ПермНИПИнефть», специалистам кафедры сопротивления материалов и кафедры МТО ПГТУ, ООО «ЛУКОЙЛ-ПЕРМЬ», ОАО «Очерский машзавод», ОАО «Мотовилихинские заводы», ЗАО «ИНОКАР» за оказанную помощь при проведении лабораторных и промышленных исследований и испытаний.
основное Содержание работы
Во введении дана общая характеристика работы, обоснована ее актуальность, сформулированы цель и задачи исследований, показана научная новизна и основные защищаемые положения, практическое значение и апробация работы.
В первой главе рассматриваются причины преждевременного разрушения насосных штанг производства Очерского машзавода (г. Очер, Пермская область), машиностроительного завода им. В.И. Ленина (г. Пермь, Пермская область) 1977-1988 гг. выпуска и штанг ОАО «Мотовилихинские заводы» 2001 г. выпуска. Отобранные штанги имели различную длительность нахождения в эксплуатации: срок службы штанг Очерского машзавода из нормализованной стали 20Н2М составил от одного месяца (0,3·106 циклов) до 108 месяцев (27,9·106 циклов); штанги машзавода им. В.И. Ленина из термоулучшенной стали 15Х2НМФ находились в эксплуатации от 35-ти месяцев (9,1·106 циклов) до 122 месяцев (42,2·106 циклов). Анализ причин разрушения насосных штанг, оценка способов эксплуатации СШНУ и технических решений обеспечивающих повышение надежности штанг, были осуществлены с использованием работ следующих авторов: А.Н. Адонин, П.А. Алиевский, Б.М. Ахмедов, С.Г. Бабаев, Е.И. Бухаленко, М.Д. Валеев, В.М. Валовский, Н.Н. Вассерман, А.С. Вириновский, Ш.К. Гиматудинов, Н.Д. Дрэготеску, В.С. Евченко, В.Н. Ивановский, А.А. Ишмурзин, В.Е, Калугин, А.С. Керимзаде, Б.Б. Круман, А.В. Лягов, Х. Майер, И.Т. Мищенко, В.В. Пепеляев, А.М. Пирвердян, Ю.А. Песляк, В.Н. Протасов, Б.З. Султанов, П.В. Трусов, И.Л.Фаерман.
В результате определения химического состава материала 39-ти штанг было установлено следующее:
- несмотря на повышенные концентрации углерода в материале некоторых штанг (особенно штанг машзавода им. В.И. Ленина), в целом химический состав используемого материала соответствует их марочному составу;
- не установлено закономерной связи между повышенной концентрацией углерода, а также наличия повышенного или пониженного содержания других элементов в материале штанги, например, в стали 20Н2М и 15Х2НМФ с их долговечностью;
- как следует из результатов промысловых исследований, представленных на рисунке 1, определяющим является процентное содержание легирующих элементов в материале насосной штанги.
Исследование механических характеристик тех же насосных штанг показало:
- пониженные стандартные механические свойства насосных штанг явились причиной преждевременного их разрушения, что подтверждено промысловыми данными о результатах работы штанг 1977-1992 гг. выпуска;
- выявлен обезуглероженный слой глубиной до 0,32 мм у исследованных штанг 1977-1988 гг. выпуска, приводящий к снижению усталостной прочности, причем глубина этого слоя и степень обезуглероживания (количество ферритной составляющей) различны;
- обнаружены язвы, питтинги, обусловленные неравномерностью коррозионных про-
цессов, при этом усталостная трещина закономерно локализуется в области очага коррозионного поражения, разрушение по этому механизму приводило к снижению долговечности штанг;
- установлен слой с пониженной твердостью по длине и радиусу штанги.
Рисунок 1 - Вероятность безотказной
работы партии насосных штанг за период
с 2.09.88 по 30.10.95 (НГДУ Осинскнефть ПО «Пермнефть»), изготовитель «Очерский машзавод», г.Очер, сталь 15Н3МА, режим термообработки - нормализация, маркировка 19Р8Б, 479 (новый цех).
Химический состав, содержание элементов в материале штанги (масс.%):
С – 0,1-0,8; Si -0,1; Мn – 0,4-0,7; Р – 0,025; S – 0,025; Ni – 0,5-3,0; Мо – 0,2-0,3
Для установления текущей работоспособности насосных штанг отечественного производства для среднекоррозионных и высококоррозионных условий рассмотрены три представительные выборки по данным НГДУ «Осинскнефть» ООО «ЛУКОЙЛ-ПЕРМНЕФТЬ», в состав которых были включены насосные штанги ШН22, ШН19 завода им. В.И. Ленина (г. Пермь), Бакинского машзавода им. л-та Шмидта (г. Баку), Очерского машзавода (г. Очер, Пермская область). Характеристика выборки по году выпуска, наименованию завода-изготовителя следующая:
1977-1980 гг. - проанализировано от 1650 до 10050 штанг из стали 20Н2М и 15Х2НМФ;
1986-1988 гг. - проанализировано 1247 штанг из стали 15Х2НМФ и 15Н3МА;
1988-1995 гг. - проанализировано 785 штанг из стали 15Н3МА. Вероятностная характеристика штанг из стали 15НЗМА представлена на рис.1;
1990-1992 гг. - проанализировано 3627 штанг из стали 15Х2НМФ, 20Н2М и 15Н3МА.
Установлен рост показателей с 1986 г. по ГОСТ 13877-80 в части безотказной работы штанг. Анализ вероятностных показателей работы штанг был осуществлен с применением программы SPSS Statistics на персональной рабочей станции Pentium.
Для установления причин преждевременного разрушения насосных штанг ШН19, ШН22 отечественных производителей, наряду с исследованиями химического состава материала, механическими испытаниями, со статистической обработкой промыслового материала, были выполнены металлографические исследования образцов с сохранившейся поверхностью усталостного разрушения.
Структура материала, каждой из разрушившихся штанг из стали 20Н2М, 15Х2НМФ, 38ХМ, изучалась в районе фокуса усталостного разрушения, а в отдельных случаях вдоль тела штанги с применением методов разрушающего контроля. Штанги 1977-1988 гг. выпуска (объем выборки 44 штанги) был выявлен обезуглероженный слой глубиной от 0,064 мм до 0,32 мм, у 24-х исследованных штанг степень обезуглероживания (количество ферритной составляющей) у исследованных штанг различны.
Наряду с обезуглероженным слоем вблизи поверхности штанг, при проведении металлографических исследований образцов из 39-ти фрагментов штанг (материал 20Н2М, 15Х2НМФ, 38ХМ), было установлено, например, что микроструктура нормализованных штанг из стали 20Н2М имеет в сердцевине структуру феррито - перлитного типа с полиэдрическим или оскольчатым ферритом, неориентированную или с полосчатым строением.
Другой особенностью внутреннего строения у ряда нормализованных штанг из стали 20Н2М являлась неоднородность структуры по сечению: вблизи поверхности на глубине до нескольких миллиметров структура имела неориентированный, а в центре - ориентированный (вдоль оси штанг) характер. Подобная морфология внутреннего строения штанг, вероятно, связана с неоднородными деформациями и динамической рекристаллизацией при прокате; последеформационный нагрев при нормализации мог еще более усилить неоднородность структуры.
Например, у штанг из стали 15Х2НМФ 1977-1988 гг. выпуска с пониженной ударной вязкостью было обнаружено крупное аустенитное зерно, величина которого превышала допустимое значение (номер 5) по ГОСТ 13877-80. Несмотря на это нет основания утверждать, что с ростом аустенитного зерна заметно снижается долговечность штанг, которая, как было установлено у штанг с перегревом, изменялась в диапазоне от 9,1·106 до 36,3·106 циклов нагружения, причем последняя величина в два с половиной раза превысила нормативный срок службы штанг. В дополнение к изложенному, у штанг из стали 38ХМ, 2001 г. выпуска, при исследовании макроструктуры образцов и микроструктуры на микрошлифах был обнаружен ликвационный квадрат (2 балла по шкале № 10243-75).
Таким образом, результаты выполненных исследований штанг из стали 20Н2М, 15Х2НМФ, разрушившихся в разное время в процессе работы, показали, что все выше установленные отклонения технических характеристик в указанных пределах не являются доминирующими в процессе усталостного разрушения штанг, а наряду с другими факторами, включая эксплуатационные (режимы отбора, физико-химический состав добываемой жидкости, геометрия ствола скважины: асфальтосмолопарафинистые отложения (АСПО), высоковязкие нефтяные эмульсии (ВВЭ), неорганические соли, гидратные и парафиновые образования, механические примеси в добываемой жидкости), совокупно определяют долговечность каждой конкретной штанги, что подкреплено результатами лабораторных и промысловых исследований.
В ходе исследований на большом массиве данных были установлены следующие особенности, характеризующие строение материала насосной штанги, существенно влияющие на ее долговечность:
- протяженный по длине и радиусу штанги слой с пониженной твердостью;
- высота слоя с пониженной твердостью у ряда фрагментов штанг достигала нескольких миллиметров, что свидетельствует о недиффузионной природе данного протяженного слоя.
Долговечность насосных штанг от величины слоя с пониженной твердостью (hпт) представлена на рисунке 2, из которого следует, что:
- взаимное расположение кривых свидетельствует о влиянии на усталостную прочность материала штанг комплекса стандартных механических свойств, которые у термоупрочненной стали 15Х2НМФ в целом выше, чем у нормализованной стали 20Н2М, а также о физических причинах, вызывающих их разрушение;
- существенный разброс экспериментальных результатов относительно аппроксимирующих зависимостей является следствием многофакторности усталостного разрушения каждой отдельной штанги. Различные факторы, как из числа рассмотренных, так и не учтенные, действуя в самых разнообразных сочетаниях, могут ускорять, или, наоборот, замедлять процесс усталостного разрушения. И тем не менее на фоне этого многообразия доминирует местная пластическая деформация и поверхностный слой с пониженной микротвердостью.
Т
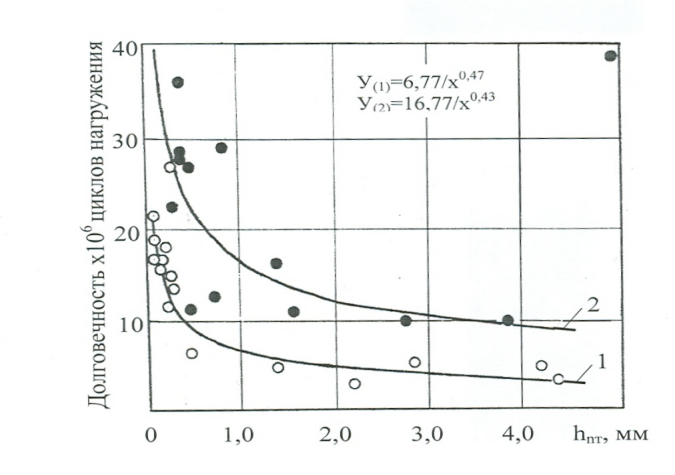
1 – штанга насосная, изготовитель – Очерский машзавод, г.Очер, сталь 20Н2М, режим термообработки – нормализация
2 – штанга насосная, изготовитель – машзавод им. В.И.Ленина, г.Пермь, сталь 15Х2НМФ, режим термообработки – закалка и высокий отпуск
Рисунок 2 - Зависимость долговечности штанг насосных от величины слоя с пониженной твердостью (hпт)
аким образом, основываясь на полученных результатах, для существенного повышения долговечности штанг насосных необходимы:
-технические решения, исключающие или сводящие к минимуму местную пластическую деформацию штанг, обеспечивающие формирование протяженного слоя с требуемой микротвердостью и обезуглероживание поверхности штанг;
- методы упрочнения поверхности штанги, комплексно повышающих поверхностную твердость и сопротивление пластической деформации, создающих благоприятные напряжения сжатия