
Название диссертации
| Вид материала | Документы |
- Название диссертации, 236.78kb.
- Для заказа доставки диссертации введите ее название в форму поиска, 378.44kb.
- Название диссертации, 449.82kb.
- Название эксперимента, 62.85kb.
- Название эксперимента, 71.27kb.
- Название эксперимента, 42.5kb.
- Название эксперимента. Изучение эффектов двухнуклонных корреляций в адрон, 32.97kb.
- «название диссертации», 129.65kb.
- Структура диссертации, 1163.53kb.
- Ую информацию, являясь художественной обработкой диссертации, посвященной теме страха, 5036.87kb.
| Ф.И.О | Поляков Олег Алексеевич |
| Название диссертации | Влияние технологических факторов на структуру и механические свойства компонентов эндопротезов из титанового сплава ВТ20 |
| Специальность | 05.16.01 - «Металловедение и термическая обработка металлов» |
| Отрасль науки | Технические науки |
| Шифр совета | Д212.110.04 |
| Тел. ученого секретаря | 417-8878 |
| | mitom@implants.ru |
| Предполагаемая дата защиты диссертации | 19 июля 2007г. в 15.30 |
| Место защиты диссертации | Оршанская, 3, ауд. 220А |
На правах рукописи
Поляков Олег Алексеевич
Влияние технологических факторов на структуру и механические свойства компонентов эндопротезов из титанового сплава ВТ20
Специальность 05.16.01 – «Металловедение и термическая обработка металлов»
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Москва 2007
Работа выполнена на кафедре «Материаловедение и технология обработки материалов» «МАТИ» – Российского государственного технологического университета им. К. Э. Циолковского.
Научный руководитель – член-корреспондент РАН, д.т.н., профессор,
заслуженный деятель науки РФ
Ильин Александр Анатольевич
Официальные оппоненты – доктор технических наук
Ночовная Надежда Алексеевна
– доктор технических наук
Гаврюшенко Николай Свиридович
Ведущее предприятие – Московский государственный индустриальный университет, г. Москва
Защита диссертации состоится 19 июля 2007 года в 1530 часов на заседании диссертационного Совета Д 212.110.04 в «МАТИ» – Российском государственном технологическом университете им. К. Э. Циолковского по адресу: г. Москва, ул. Оршанская, 3, «МАТИ» РГТУ им. К. Э. Циолковского, ауд. 220А. Отзыв на автореферат в одном экземпляре (заверенный печатью) просим направлять по адресу: 121552, Москва, ул. Оршанская, 3, «МАТИ» РГТУ им. К. Э. Циолковского.
Тел.: (495) 417-8878, факс: (495) 417-8978.
С диссертацией можно ознакомиться в библиотеке Университета.
Автореферат разослан 18 июня 2007 года.
Ученый секретарь
диссертационного Совета Скворцова С. В.
Общая характеристика работы
Актуальность проблемы. Использование титановых сплавов для изготовления имплантируемых в организм человека конструкций различного назначения, воспринимающих нагрузки биологического, физико-химического и механического характера, связано с необходимостью решения ряда металловедческих, технологических, конструкторских и др. проблем. Очевидно, что для создания надежных изделий, точно выполняющих свои функции в организме, эти проблемы должны решаться комплексно. Примером такого комплексного подхода является концепция БМСИ (Биологически и Механически Совместимые Имплантаты) – система взаимосвязанных принципов проектирования, производства и применения имплантатов, разработанная и активно развиваемая в настоящее время в «МАТИ» - Российском государственном технологическом университете им. К.Э. Циолковского. Комплексная идеология создания имплантатов не только позволяет использовать в конструкциях известные преимущества титановых сплавов, такие как биологическая инертность, коррозионная стойкость и высокая удельная прочность, но и эффективно решать проблемы, возникающие при их применении в элементах конструкций, испытывающих значительные циклические и фрикционные нагрузки.
К таким конструкциям относятся ножки бедренных компонентов эндопротезов тазобедренного сустава. Важнейшими эксплуатационными свойствами ножек являются высокое сопротивление усталости, износостойкость, механическая совместимость с костными структурами бедра, способность к остеоинтеграции и др. Эти свойства в решающей степени определяются структурой материала, технологией получения и обработки изделий. Поиск оптимального структурного состояния, разработка технологий, обеспечивающих достижение такого состояния и высокого комплекса физико-механических свойств, определяющих надежность имплантата, являются актуальной научно-практической задачей.
Целью диссертационной работы являлось исследование влияния технологических факторов на объемную и поверхностную структуру, комплекс механических свойств ножек бедренных компонентов эндопротезов тазобедренного сустава бесцементной фиксации из титанового сплава ВТ20 и оптимизация технологических процессов их производства.
Для достижения этой цели в работе были поставлены следующие задачи:
- для обоснования требований к механическим свойствам и микрогеометрии поверхности имплантируемых изделий исследовать напряженно-деформированное состояние и биомеханическое поведение ножек бедренных компонентов эндопротезов тазобедренного сустава при функциональных нагрузках;
- установить влияние термической и термоводородной обработок заготовок ножек различной конструкции из горячекатанных плит и фасонных отливок из сплава ВТ20 на их объемную структуру и механические свойства;
- исследовать влияние различных видов динамической физико-механической обработки на структурное состояние поверхности и комплекс механических свойств заготовок;
- установить закономерности формирования и свойства слоистой композиционной структуры поверхности ножек, формирующейся при плазменном напылении пористого титанового покрытия на основу из сплава ВТ20 и последующей термоводородной обработке;
- разработать технологические рекомендации по режимам термической и термоводородной обработок, последовательность реализации технологических процессов изготовления и обработки ножек эндопротезов с высокими эксплуатационными свойствами.
Научная новизна работы состоит в следующем:
- Установлены закономерности формирования фазового состава и структуры литого титанового сплава ВТ20 в процессе наводороживающего отжига при температурах - и +-областей. Показано, что введение водорода в образцы из сплава ВТ20 при температурах +-области до концентраций 0,4 – 0,8% по массе приводит к образованию 2-фазы вследствие обогащения -фазы алюминием и развития в ее микрообъемах процессов упорядочения. Построена температурно-концентрационная диаграмма фазового состава сплава ВТ20, формирующегося при температурно-кинетических условиях наводороживающего отжига, как первого этапа термоводородной обработки фасонных отливок.
- Показано, что фасонные отливки псевдо- сплава ВТ20 могут быть использованы в качестве заготовок ножек эндопротезов тазобедренного сустава только в случае применения термоводородной обработки, обеспечивающей достижение установленных стандартом требований к структуре и механическим, в том числе усталостным, свойствам изделий.
- Установлено, что пескоструйная обработка, обеспечивающая необходимую для остеоинтеграции микрогеометрию поверхностей, может применяться в качестве финишной операции технологического процесса изготовления ножек бедренных компонентов эндопротезов, т.к. негативное влияние поверхностных концентраторов напряжений на сопротивление усталости практически полностью компенсируется формирующимися макронапряжениями сжимающего характера.
- Показано, что формирование слоистой композиционной структуры с пористым поверхностным слоем, необходимым для остеоинтеграции губчатой кости, допустимо только на массивных проксимальных частях ножек, поскольку используемая для формирования такой структуры термоводородная обработка снижает сопротивление усталости основы вследствие устранения наклепа и сжимающих макронапряжений на шероховатой поверхности основы, возникающих в результате пескоструйной обработки заготовки перед нанесением пористого покрытия.
Практическая значимость работы.
- На основе математического компьютерного моделирования напряженно-деформированного состояния и биомеханического поведения системы «ножка бедренного компонента эндопротеза тазобедренного сустава – бедренная кость» при функциональных нагрузках обоснованы требования к физико-механическим свойствам и микрогеометрии поверхности изделий с различным видом фиксации имплантата в бедренной кости.
- Разработаны режимы термической обработки заготовок ножек бедренных компонентов эндопротезов тазобедренного сустава из горячекатаных плит и режимы термоводородной обработки литых фасонных заготовок из титанового сплава ВТ20. Разработанные режимы обеспечивают формирование в изделиях регламентированной структуры, удовлетворяющей требованиям международного стандарта, и высокий комплекс механических свойств, в частности предел выносливости 420 – 470 МПа в зависимости от микрогеометрии поверхности.
- Разработаны технологические рекомендации, позволяющие реализовать научно обоснованную последовательность проведения технологических операций изготовления и обработки ножек эндопротезов, которая обеспечивает необходимую для остеоинтеграции микрогеометрию поверхностей, высокие износостойкость и сопротивление циклическим функциональным нагрузкам. Рекомендации внедрены в серийное производство ножек эндопротезов «ИМПЛАНТ-Элит Про» и «ИЛЬЗА» ЗАО «Имплант МТ» и обеспечивают не менее, чем 2-хкратный запас надежности изделий.
Апробация работы. Материалы диссертации доложены на Международной конференции «Ti в СНГ» 2007 г. (Ялта, Украина), Всероссийской конференции «Новые материалы и технологии» (г. Москва, 2004 г.), II France-Russia Seminar «New Achievements in Materials Science» (Moscow, Russia, 2005), научно-практическом семинаре с международным участием «Применение биологически и механически совместимых имплантатов в ортопедии и травматологии» (г. Великий Новгород, 2006 г.).
Публикации. Основное содержание диссертационной работы опубликовано в 9 работах, в том числе в 2-х статьях в журналах из перечня ВАК РФ. Список публикаций приведен в конце автореферата.
Структура и объём диссертации. Диссертация состоит из введения, пяти глав, общих выводов, списка литературы из 164 наименований. Изложена на 139 страницах машинописного текста, содержит 60 рисунков и 31 таблицу.
Глава I . Состояние вопроса
В главе приведены анатомические и биомеханические параметры тазобедренного сустава человека, свойства костных структур, характер и величина функциональных нагрузок при различных видах и фазах движения.
Проанализированы существующие конструкции эндопротезов и требования, предъявляемые международными стандартами к их структурам и свойствам.
Подробно рассмотрены материаловедческие аспекты выбора металлических материалов для эндопротезов тазобедренного сустава. Сравнение свойств материалов имплантатов показало преимущество титановых сплавов для изготовления ответственных узлов эндопротезов по химическим, биологическим и механическим свойствам.
Показано, что ряд важнейших эксплуатационных свойств эндопротезов из титановых сплавов (износостойкость, сопротивление усталости и др.), определяется в значительной мере технологией их изготовления и конструкцией, что обусловливает необходимость комплексного подхода к решению материаловедческих, технологических, конструкторских и медико-биологических проблем при проектировании, производстве и применении имплантатов из титановых сплавов.
В качестве примера эффективной технологии обработки компонентов эндопротезов приведена технология термоводородной обработки (ТВО), сочетающей обратимое легирование водородом с термическим воздействием. Возможность формирования необходимых параметров структуры при ТВО основана на управлении механизмом фазовых и структурных превращений путём рационального подбора концентрации и температурно-скоростных условий термического воздействия. Проиллюстрированы возможности использования ТВО для преобразования структуры и повышения комплекса механических свойств сплавов. Сделан вывод о высокой эффективности ТВО для обработки фасонных отливок, в частности, литых заготовок ножек эндопротезов.
Дано заключение по литературному обзору, сформулирована цель и поставлены задачи работы.
Глава II. Объекты и методы исследования
В качестве объекта исследований был выбран титановый сплав ВТ20, разрешённый Минздравом России к имплантации. Исследования проводили на образцах, вырезанных из горячекатаных плит и фасонных отливок. Пористое покрытие выполнялось из технически чистого титана ВТ1-0. Химический состав приведен в таблице 1.
Насыщение образцов водородом проводили в установке Сивертса в среде чистого молекулярного водорода. Количество введенного водорода контролировали по привесу образцов с помощью точных аналитических весов ВЛА-200М. Вакуумный отжиг образцов проводили в печах СНВЭ-1.3.1/16И3. Контроль водорода в образцах после отжига проводили спектральным методом на спектрографе ИСП-51 с приставкой ФЭП-1. Ионное азотирование проводили в установке «Булат».
Таблица 1
Химический состав полуфабрикатов титановых сплавов
| Полуфабрикат | Легирующие элементы, % по массе | Примеси, % по массе | ||||||||
| Al | V | Mo | Zr | Fe | Si | C | O | N | H | |
| Горячекатаная плита | 6,10 | 1,40 | 1,35 | 1,65 | 0,08 | 0,03 | 0,04 | 0,07 | 0,03 | 0,008 |
| Фасонная отливка | 5,90 | 1,55 | 1,23 | 1,80 | 0,07 | 0,04 | 0,04 | 0,08 | 0,04 | 0,008 |
| Проволока ВТ1-0 | 0,50 | - | - | - | 0,30 | 0,09 | 0,06 | 0,15 | 0,04 | 0,006 |
Образцы для металлографического и рентгеноструктурного анализов готовили по стандартной методике. Микроструктуру подготовленных шлифов изучали с помощью оптического микроскопа “Неофот-30” при увеличениях до 1000 крат.
Рентгеноструктурный анализ при комнатной температуре проводили на дифрактометре модели ДРОН-4-07 в фильтрованном К медном излучении.
Оценка уровня макронапряжений в поверхностных слоях осуществлялось рентгеновским методом sin2ψ. Микронапряжения оценивали по уширению рентгеновских дифракционных максимумов -фазы. Для определения текстуры горячекатаной плиты строили обратные полюсные фигуры.
Кратковременные механические испытания на растяжение проводили согласно ГОСТ 1497-84, испытания на ударную вязкость по ГОСТ 9454-88. Испытания на многоцикловую усталость проводили по ГОСТ 25.502-79 (вид испытаний - изгиб с вращением, коэффициент асимметрии R= 1, частота нагружения f=100 Гц) на базе 107 циклов.
Твёрдость образцов определяли на твердомере Роквелла с алмазным конусом, микротвердость - на приборе ПМТ-3 с нагрузкой 0,5Н.
Математическое моделирование производили методом конечных элементов с использованием универсального программного комплекса ANSYS .
Глава III. Обоснование требований к структуре и механическим свойствам материалов ножек бедренных компонентов эндопротезов
В главе дано обоснование требований к механическим свойствам и структурному состоянию поверхностей ножек бедренных компонентов эндопротезов тазобедренного сустава бесцементной фиксации «ИМПЛАНТ-Элит Про» и «Ильза», конструкции которых были разработаны в инженерно-медицинском центре «МАТИ – Медтех» «МАТИ» - Российского государственного технологического университета им. К.Э. Циолковского (рис. 1).
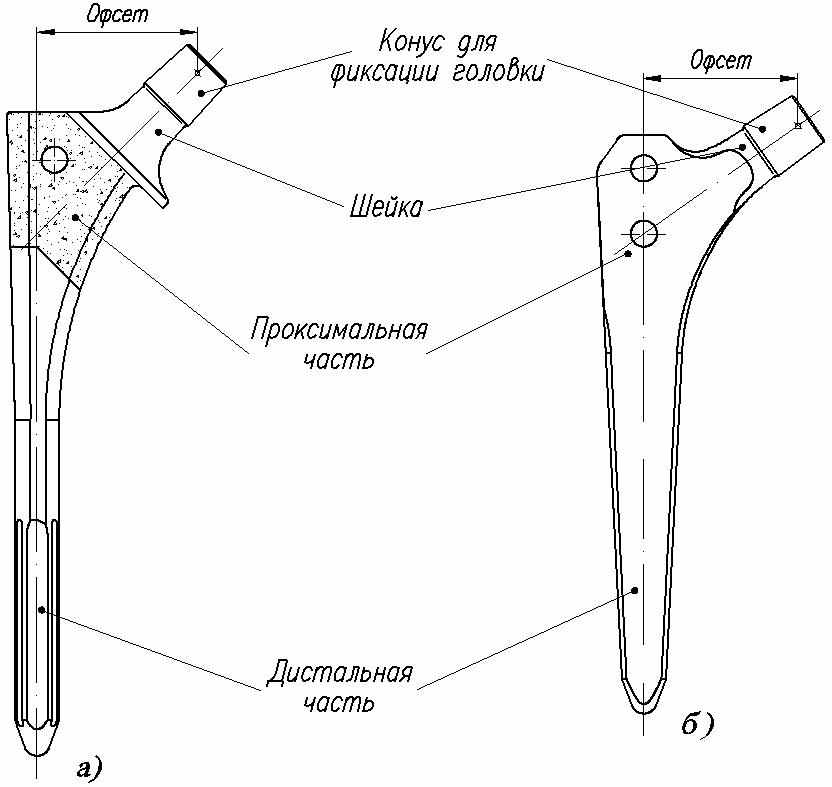 |
| Рис. 1. Эскиз ножки бедренных компонентов эндопротезов тазобедренного сустава: а) «Имплант-Элит Про»; б) «Ильза». |
С этой целью проведено математическое компьютерное моделирование напряженно-деформированного состояния и механического поведения биотехнических систем «ножка бедренного компонента эндопротеза – бедренная кость» при воздействии наибольшей по величине и циклической повторяемости функциональной нагрузки, возникающей при ходьбе.
Разработаны анатомически подобные объемные конечно-элементные модели систем для всех типоразмеров обеих ножек (рис. 2). На основе анализа литературных данных выбраны физико-механические свойства материалов компонентов систем, величина и направление результирующей функциональной нагрузки (см. рис. 2а). Коэффициенты трения, определяющие условия взаимодействия на поверхностях контакта имплантата с плотными и губчатыми костными структурами, были определены экспериментально для образцов из сплава ВТ20 с параметрами шероховатости от Ra = 0,7 до Rz = 60 мкм.
 а) | 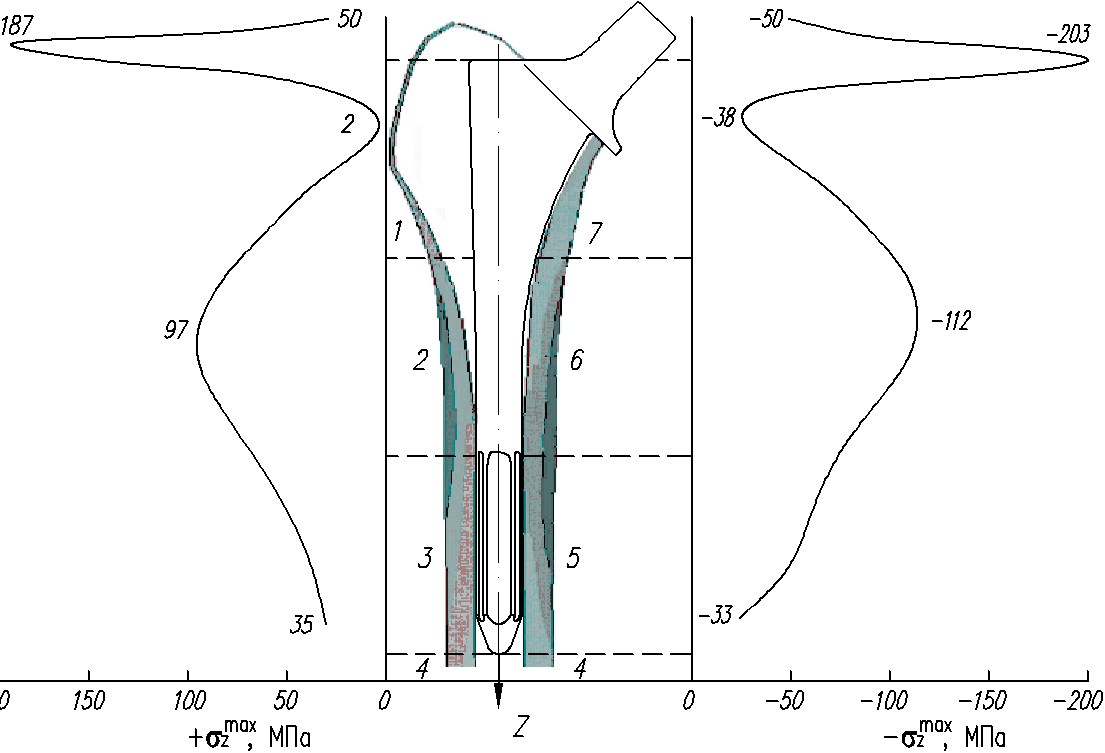 б) |
| Рис. 2. Фрагмент конечно-элементной модели системы «ножка – бедренная кость» (а) и типичное распределение напряжений в ножке «Имплант-Элит Про» 12-го типоразмера (б) при результирующей нагрузке F=3300 H. | |
В расчетных моделях были учтены разные варианты установки ножек в каналах бедренных костей с различными анатомическими особенностями, в том числе варианты, нередко реализующиеся в результате ошибок при планировании операции и в технике ее выполнения. С этой целью были использованы данные рентгенологического мониторинга клинических результатов эндопротезирования, предоставленные ИМЦ «МАТИ – Медтех».
Как показали проведенные расчеты, напряженно-деформированное состояние ножек обеих конструкций определяется сочетанием изгиба в плоскости, близкой к фронтальной, и осевого сжатия (рис. 2б). Максимальные растягивающие напряжения формируются в шейке конуса для фиксации головки бедренного компонента и в зоне перехода проксимальной части в дистальную – так называемом «критическом» сечении. Наибольший уровень растягивающих напряжений при правильной установке достигается в шейках ножек «ИМПЛАНТ-Элит Про» 12-го размера и «Ильза» 16-го типоразмера с максимальным офсетом (табл. 2).
Таблица 2
Максимальные растягивающие напряжения в ножках эндопротезов при расчетной нагрузке 3300 Н
| Ножка | Типоразмер, максимальный офсет, мм | Зона | Напряжение при правильной установке, МПа |
| «ИМПЛАНТ-Элит Про» | 12 47,5 мм | Шейка | 204 |
| Критическое сечение | 123 | ||
| «Ильза» | 16 46 мм | Шейка | 94 |
| Критическое сечение | 49 |
Напряжения для ножек других типоразмеров отличаются от приведенных не более, чем на 10%, вследствие пропорционального изменения сечений дистальной и проксимальной частей и офсета. При ошибочных вариантах установки ножек «ИМПЛАНТ-Элит Про» напряжения в шейке и «критическом» сечении могут возрастать на 40 - 80%.
На основе анализа полученных результатов, а также учета ряда клинических обстоятельств, которые могут привести к нерасчетным дополнительным перегрузкам ножек, обосновано требование к пределу выносливости ножек -1 400 МПа.
Большая разница модулей упругости титана и костных структур вызывает при циклическом характере нагрузки неизбежные циклические микросмещения ножек относительно кости. Эти смещения с одной стороны могут приводить к износу поверхности ножки, а с другой – затрудняют остеоинтеграцию. Проведенные расчеты, а также предполагаемые условия первичной механической и вторичной биологической фиксации позволили сформулировать требования к структуре и состоянию поверхностей ножек.
Для реализации остероитеграции в проксимальной части ножки «ИМПЛАНТ-Элит Про» предусмотрено структурированное покрытие из чистого титана с открытой пористостью 200 – 500 мкм, соответствующей размерам костных трабекул спонгиозной костной ткани. Напряжения сдвига такого покрытия с основы из сплава ВТ20 должны быть не менее 22 МПа согласно требованиям стандарта АSTМ F1044-99. Для достижения остеоинтеграции субпроксимальной части ножки с плотной кортикальной костью параметр шероховатости поверхности Rz должен быть не менее 50 мкм. В этом случае расчетные амплитуды смещений этой части ножки (10 – 15 мкм) в цикле нагрузка-разгрузка компенсируются упругой деформацией интегрированных костных структур, относительного сдвига не происходит, и остеоинтеграция сохраняется. В дистальной части ножки амплитуда микросмещений максимальна (60 – 70 мкм), что практически исключает остеоинтеграцию. Поэтому структура ее поверхности должна обеспечивать высокую износостойкость. На основании результатов расчетов микросмещений, контактных напряжений на поверхностях трения, экспериментально полученных коэффициентов трения, литературных данных по износу имплантатов сформулированы требования к чистоте поверхности дистальной части ножки (Ra 1 мкм) и ее твердости (HV0,05 4000 МПа).
Установлено, что при развитом рельефе поверхности ножки «Ильза» (Rz = 50 мкм), обеспечивающем высокий коэффициент трения ( 0,5) в паре с кортикальной костью, максимальная амплитуда микросмещений в дистальной части составляет менее 20 мкм. Это означает возможность остеоинтеграции ножки как в дистальной, так и в проксимальной частях.
Глава IV. Исследование объемной структуры и механических свойств заготовок ножек бедренных компонентов эндопротезов из сплава ВТ20, полученных по различным технологиям
В главе исследовано влияние технологии получения и обработки заготовок ножек эндопротезов «ИМПЛАНТ-Элит Про» и «Ильза» на их объемную структуру и комплекс механических свойств. Из условия минимизации объемов механической обработки наиболее приемлемым видом полуфабриката для ножки «ИМПЛАНТ-Элит Про» была принята фасонная отливка, а для ножки «Ильза» - горячекатаная плита сплава ВТ20.
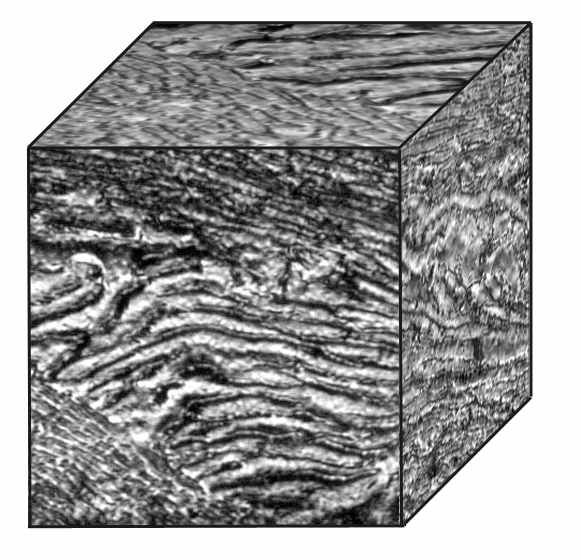
Показано, что структура отливок, характеризующаяся крупным исходным -зерном с -оторочкой и крупнопластинчатым внутризеренным строением, неоднородная по сечениям отливки, не удовлетворяет требованиям международного стандарта ISO 5832-3 (рис. 3). Усталостная прочность, определяемая такой структурой (табл. 3), не соответствует установленным требованиям.
 а) | 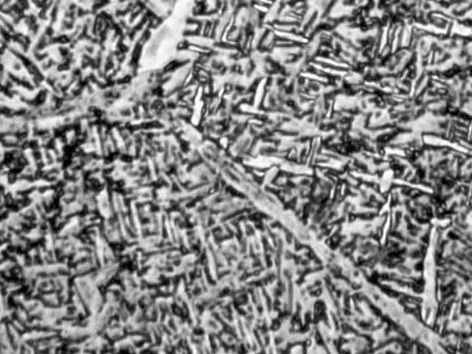 б) |
 | |
| Рис. 3. Микроструктура фасонной отливки из сплава ВТ20 в исходном состоянии (а) и после ТВО, включающего наводороживающий отжиг при 800ºС до концентрации водорода 0,8% и трехступенчатого вакуумного отжига при температурах 600+750+850ºС (б). | |
Таблица 3
Механически свойства полированных образцов из фасонных отливок сплава ВТ20 после различных режимов обработки
| Состояние, режим обработки | Механические свойства | |||||
| В, МПа | 0,2, МПа | , % | , % | KCU, МДж/м2 | -1, МПа | |
| Литое + ВГО | 910 | 860 | 12,0 | 17,0 | 0,62 | 300 |
| ТВО: Н.О.* до 0,8% при 800ºС, В.О. 600ºС | 1140 | 1090 | 2,5 | 7,0 | 0,15 | 630 |
| ТВО: Н.О. тот же, В.О. 800ºС | 980 | 900 | 10,5 | 16,0 | 0,55 | 390 |
| ТВО: Н.О. тот же, В.О. 600+750+850ºС | 1020 | 950 | 12,0 | 20,0 | 0,53 | 470 |
*Н.О. – наводороживающий отжиг; В.О. – вакуумный отжиг.
Структура горячекатаных плит сплава ВТ20 толщиной 22 мм в состоянии поставки имеет значительную неоднородность по сечению (рис. 4) и не соответствует требованию стандарта. Плита характеризуется большим разбросом значений механических свойств и неудовлетворительной пластичностью (табл. 4).
 а) | 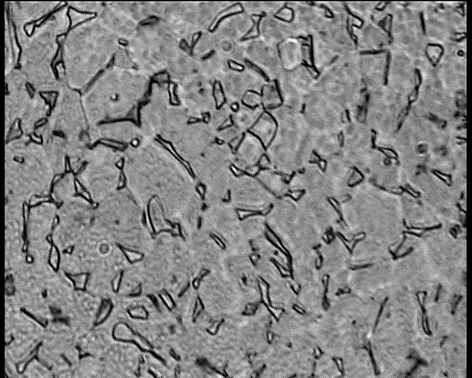 б) |
 | |
| Рис. 4. Микроструктура горячекатаной плиты толщиной 22 мм из сплава ВТ20 в состоянии поставки (а) и после трехступенчатого отжига: 950С в=2 часа, охл.= 0,04 К/с до 900С, в=30 мин., охл.= 0,04 К/с до 850С, в= 3 часа, охл.= 6 К/с до 20С (б). | |
Таблица 4
Механические свойства образцов из горячекатаной плиты сплава ВТ20 после различных режимов обработки
| Состояние, режим обработки | Механические свойства в НП | |||
| В, МПа | 0,2, МПа | , % | -1, МПа | |
| Исходное | 1080 | 1060 | 6,5 | 400 |
| Отжиг 900ºС, 4 часа | 1010 | 990 | 11,6 | 420 |
| Отжиг 950ºС, 2 часа + 900ºС, 0,5 часа + 850ºС, 3 часа | 960 | 940 | 12,1 | 470 |
Показано, что высокотемпературная газостатическая обработка и термическая обработка – отжиг при температуре 950ºС в течение 3 часов, практически не влияют на структуру фасонных отливок и комплекс их механических свойств. В то же время применение высокотемпературных ( 900ºС) отжигов горячекатаных плит позволяет получить в них достаточно однородную по сечению, частично или полностью рекристаллизованную структуру. Разработан режим трехступенчатого отжига: 950ºС, 2 часа, vохл. = 0,04К/с, 900ºС, 30 мин, vохл. = 0,04К/с, 850ºС, 3 часа, vохл. 6 – 20 К/с, формирующий в плите однородную структуру, представленную достаточно мелкими (2-5 мкм) зернами рекристаллизованной -фазы в -матрице (см. рис. 4). Такая структура удовлетворяет требованиям стандарта и обеспечивает высокий комплекс механических свойств плиты (см. табл. 4), определяющий возможность ее использования для производства ножек «Ильза».
С целью разработки режимов термоводородной обработки фасонных отливок сплава ВТ20 исследованы закономерности формирования фазового состава и структуры сплава на каждом этапе ТВО – наводороживающем отжиге с завершением в - и (+)-областях и вакуумном отжиге при температурах от 600 до 850ºС. Установлено, что введение в образцы водорода до концентраций 0,4 – 0,8% по массе при температурах (+)-области приводит к развитию процессов упорядочения в микрообъемах -фазы вследствие обогащения ее алюминием и образованию в них 2-фазы на основе алюминида титана Ti3Al. При последующем охлаждении сплава с содержанием водорода 0,4 – 0,6% -фаза претерпевает частичный, а при 0,8% водорода – полный эвтектоидный распад с выделением -гидрида. При завершении процесса наводороживания до концентрации 0,8% в -области (при температуре 800ºС) превращение протекает полностью, и при последующем охлаждении формируется структура с метастабильной -фазой и небольшим количеством мартенсита ’’. Установленные закономерности были обобщены в виде диаграммы фазового состава сплава ВТ20, формирующегося при температурных, концентрационных и кинетических условиях наводороживающего отжига, как первого этапа термоводородной обработки фасонных отливок (рис. 5).
Установлено, что в результате вакуумного отжига при температурах 600 - 750ºС образцов, наводороженных в (+)-области, в структуре сплава содержится охрупчивающая 2-фаза. Вакуумный отжиг таких образцов при температурах 800 и 850ºС, а также вакуумный отжиг при температурах 600 - 850ºС образцов, наводороженных в -области, формируют равновесную +-структуру.
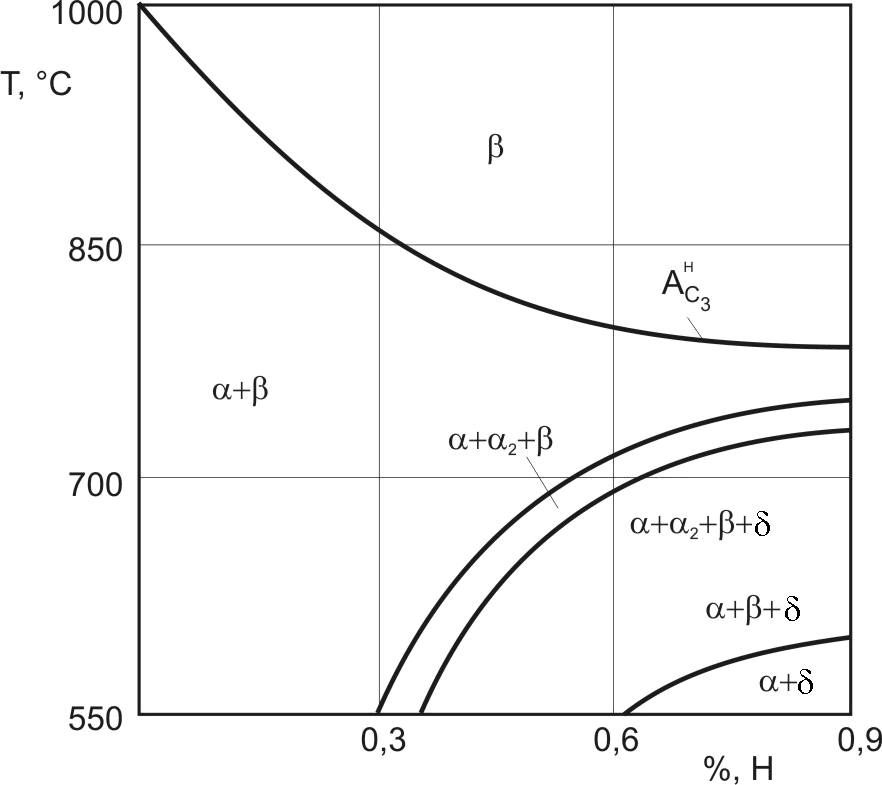 |
| Рис. 5. Температурно-концентрационная диаграмма фазового состава сплава ВТ20 после наводороживающего отжига (построена совместно с С.В. Скворцовой и Г.В. Гуртовой). |
Механические испытания образцов, вырезанных из центральной части фасонных отливок и подвергнутых ТВО по различным режимам, дали следующие результаты. Наличие в структуре образцов 2-фазы резко снижает пластичность и ударную вязкость. ТВО с концентрацией водорода 0,8% и вакуумным отжигом при температуре 600ºС формирует наиболее мелкодисперсную структуру, обеспечивающую максимальную усталостную прочность, но низкие пластичность и ударную вязкость (см. табл. 3). Наилучшее сочетание механических свойств получено в результате реализации разработанного режима ТВО, включающего наводороживающий отжиг при температуре 800ºС до концентраций водорода 0,8% (-область) и трехступенчатый вакуумный отжиг при температурах 600+750+850ºС. Режим формирует структуру с размерами частиц -фазы 1-2 мкм и тонкой -оторочкой по границам исходных -зерен (см. рис. 4). Такая структура обеспечивает предел выносливости 470 МПа, что почти на 60% выше, чем в состоянии после ВГО при отличном сочетании прочности, пластичности и ударной вязкости (см. табл. 3).
Глава V. Исследование влияния структуры поверхности заготовок из сплава ВТ20 после различных технологических операций обработки на комплекс эксплуатационных свойств ножек эндопротезов
В главе исследовано влияние различных видов динамической физико-механической обработки (пескоструйной обработки, матирования, механического полирования), плазменного напыления пористого титанового покрытия, вакуумного ионно-плазменного азотирования на структурное состояние поверхностей и комплекс механических и эксплуатационных свойств изделий.
Установлено, что пескоструйная обработка, матирование и механическая полировка после чистового точения образцов из отливок, подвергнутых ТВО по оптимальному режиму (см. гл. IV), обеспечивают требуемые в конструкциях ножек параметры шероховатости: Rz = 50 – 60 мкм, Rа = 0,8 – 1,2 мкм и Rа = 0,03 – 0,05 мкм соответственно. Локальная пластическая деформация поверхностных слоев приводит к формированию в них микронапряжений, выявленных по уширению дифракционных максимумов -фазы на дифрактограммах, а также сжимающих макронапряжений, определенных рентгеновским методом sin2 (табл. 5). Максимальный уровень этих напряжений достигается при пескоструйной обработке. Матирование и пескоструйная обработка несколько снижают пластичность и предел выносливости образцов, оставляя эти параметры на удовлетворительном уровне (см. табл. 5). Таким образом, сжимающие макронапряжения практически компенсируют негативное влияние вносимых пескоструйной обработкой концентраторов напряжений на сопротивление усталости образцов.
Исследовано состояние поверхности раздела основы из сплава ВТ20 с пористым покрытием из титана ВТ1-0, наносимого методом плазменного напыления на проксимальную часть ножек «ИМПЛАНТ-Элит Про», предварительно подвергнутую пескоструйной обработке для улучшения механического контакта с покрытием. Металлографические исследования образцов показали, что доля участков границы раздела с физико-химическим контактом составляет не более 3%. Напряжение среза такого покрытия с основы составило не более 15 МПа, что не соответствует установленным требованиям.
Таблица 5
Влияние пескоструйной обработки и матирования на состояние поверхности и механические свойства образцов сплава ВТ20, предварительно подвергнутых термоводородной обработке
| Обработка поверхности | Ширина линии 10  2 -фазы, град 2 -фазы, град | Макро-напряжения, МПа | В, МПа | 0,2, МПа | , % | -1, МПа |
| Пескоструйная, Rz = 50 мкм | 7,5 | -250 | 1010 | 910 | 8,0 | 425 |
| Матирование, Rа = 1,2 мкм | 5,5 | -40 | 1020 | 930 | 10,0 | 460 |
| Механическая полировка, Rа = 0,05 мкм | 5* | -10* | 1020 | 950 | 12,0 | 470 |
* с дополнительным травлением соответственно 3,5 – 4 град и 0 МПа
Установлено, что термоводородная обработка приводит к почти полному физико-химическому контакту (80%) и возрастанию напряжения среза покрытия до 210 МПа. Металлографические исследования показали наличие переходной частично рекристаллизованной структуры между структурами основы и покрытия. Ее формирование обусловлено развитием микропластической деформации в результате фазовых превращений при обратимом легировании водородом и последующей рекристаллизацией.
Исследовано влияние вакуумного ионно-плазменного азотирования образцов сплава ВТ20 с различным структурным состоянием объема и поверхности на физико-механические свойства. Показано, что азотирование при температуре 600ºС в течение 60 минут повышает микротвердость поверхности HV0,05 на 3000 МПа, формирует фазовый состав, представленный твердым раствором азота в -фазе, - и -нитридами, при глубине диффузионной зоны около 50 мкм в образцах как с исходной литой структурой, так и с преобразованной в результате ТВО.
Исследовано влияние отжига в вакууме при температурах 300 - 600ºС в течение 1 часа на структурное состояние поверхности образцов, подвергнутых пескоструйной обработке до Rz = 50 мкм. Установлено, что при температуре отжига 400ºС уменьшаются микронапряжения и полностью релаксируют макронапряжения, при температуре 600ºС микронапряжения снимаются, а макронапряжения становятся растягивающими и достигают +140 МПа. Это приводит к резкому снижению предела выносливости пескоструенных образцов до 220 МПа.
Таким образом термический цикл термоводородной обработки, проводимой с целью образования надежного контакта пористого титанового покрытия с основой, предварительно подвергнутой пескоструйной обработке, неизбежно снизит сопротивление усталости материала ножки. Поэтому формировать такое покрытие допустимо только на массивной проксимальной части ножек, где действующие напряжения минимальны.
Установленные закономерности объясняют также влияние азотирования на сопротивление усталости образцов с матированной (Rа = 1,2 мкм) и пескоструенной (Rz = 50 мкм) поверхностями, показанное в таблице 6 и свидетельствующее о недопустимости вакуумного ионно-плазменного азотирования участков поверхностей ножек, подвергнутых матированию и пескоструйной обработке.
Таблица 6
Влияние вакуумного ионно-плазменного азотирования при температуре 600ºС на предел выносливости образцов сплава ВТ20 с различной обработкой поверхности
| Обработка, параметр шероховатости | Механическая полировка, Rа = 0,03 - 0,05 мкм | Матирование, Rа = 1,2 мкм | Пескоструйная, Rz = 50 - 60 мкм |
| -1, МПа | 420 | 375 | 180 |
На основании полученных результатов были разработаны рекомендации по организации технологического процесса производства и режимам обработки ножек бедренных компонентов эндопротезов. Формирование структуры объема, микрогеометрии и структурного состояния поверхностей ножек «ИМПЛАНТ-Элит Про» должно проводиться в следующей последовательности: получение фасонных отливок, ВГО, предварительная механическая обработка, нанесение пористого покрытия на проксимальную часть ножек, ТВО по разработанному режиму, механическая обработка дистальной части, вакуумное ионно-плазменное азотирование дистальной части, пескоструйная обработка субпроксимальной части на Rz = 50 - 60 мкм, матирование шейки на Rа 1,3 мкм. Такая последовательность исключает негативное влияние термических циклов ТВО и азотирования на усталостные свойства высоконагруженных элементов конструкции.
При производстве ножек «Ильза» рекристаллизационный отжиг по разработанному режиму может производиться на заготовках или после предварительной механической обработки. Пескоструйную обработку и матирование рекомендуется использовать в качестве финишных операций. Разработанные рекомендации внедрены в серийное производство ножек бедренных компонентов эндопротезов тазобедренного сустава бесцементной фиксации в ЗАО «Имплант МТ», г. Москва.
Основные выводы по работе
- Методом конечных элементов проведено математическое компьютерное моделирование напряженно-деформированного состояния и механического поведения биотехнических систем «бедренная кость – ножки бедренных компонентов эндопротезов тазобедренного сустава различных конструкций» при функциональных нагрузках. Обоснованы требования к сопротивлению усталости, микрогеометрии и твердости поверхностей изделий, обеспечивающим надежность их конструкций.
- Установлены закономерности формирования фазового состава и структуры литых образцов из сплава ВТ20 при обратимом легировании водородом. Показано, что в процессе наводороживающего отжига до концентраций 0,4 – 0,8% по массе при температурах (+)-области в микрообъемах -фазы образуется упорядоченная 2-фаза. Построена температурно-концентрационная диаграмма фазового состава сплава в интервале температур от 20 до 1000ºС и концентраций водорода от 0,005 до 0,9% по массе.
- Установлено влияние параметров наводороживающего и вакуумного отжигов на степень преобразования исходной литой структуры сплава ВТ20 и механические, в том числе усталостные, свойства образцов. Разработан режим термоводородной обработки фасонных отливок из сплава ВТ20, обеспечивающий формирование в них структуры с мелкодисперсной -фазой размерами 1 – 3 мкм и высокого комплекса механических свойств (В = 1020 МПа, = 12%, KCU = 0,53 МДж/м2, -1 = 470 МПа), удовлетворяющих установленным требованиям. Это позволяет использовать фасонные отливки сплава ВТ20 в качестве заготовок ножек эндопротезов.
- Разработан режим трехступенчатого отжига (950ºС, 2 часа, 900ºС, 30 мин, 850ºС, 3 часа) заготовок ножек бедренных компонентов эндопротезов из горячекатаной плиты сплава ВТ20, обеспечивающий формирование в изделиях однородной регламентированной структуры, удовлетворяющей требованиям международного стандарта, и высокого комплекса механических свойств: В = 960 МПа, = 12,1%, -1 = 470 МПа.
- Установлено, что сжимающие макронапряжения, которые возникают в поверхности образцов в результате пескоструйной обработки и матирования, формирующих необходимую микрогеометрию поверхности, практически полностью компенсируют негативное влияние вносимых концентраторов напряжений на механические свойства, что обеспечивает уровень предела выносливости 425 – 460 МПа, соответствующий установленным требованиям.
- Показано, что термические циклы термоводородной обработки и вакуумного ионно-плазменного азотирования приводят к устранению наклепа, смене сжимающих макронапряжений, созданных пескоструйной обработкой поверхностей, растягивающими и резкому снижению сопротивления усталости. Поэтому формирование слоистой композиционной структуры с пористым поверхностным слоем, требующее обязательного проведения термоводородной обработки, допустимо только на массивной проксимальной части ножки, где уровень эксплуатационных напряжений минимален. Вакуумное ионно-плазменное азотирование, направленное на повышение износостойкости, целесообразно проводить только на гладкой полированной поверхности дистальной части ножки «ИМПЛАНТ-Элит Про».
- Разработаны технологические рекомендации по построению технологических процессов производства ножек бедренных компонентов эндопротезов тазобедренного сустава «ИМПЛАНТ-Элит Про» и «Ильза», обеспечивающие высокую надежность изделий. Рекомендации внедрены в серийное производство.
Основное содержание диссертации опубликовано в следующих работах:
- Ильин А.А., Скворцова С.В., Лукина Е.А., Поляков О.А., Гуртовая Г.В. Фазовые и структурные превращения, происходящие в титановом сплаве ВТ20Л под действием водорода // «Металлы», №2, 2005, с. 45-53.
- Ильин А.А., Скворцова С.В., Лукина Е.А., Карпов В.Н., Поляков О.А. Низкотемпературное ионное азотирование имплантатов из титанового сплава ВТ20 в различных структурных состояниях // «Металлы», №2, 2005, с. 38-45.
- Ильин А.А., Мамонов А.М., Скворцова С.В., Карпов В.Н., Поляков О.А. Применение титана и его сплавов в медицине // В сб.: Перспективные технологии лёгких и специальных сплавов. М., ФИЗМАТЛИТ, 2006, с. 399-408.
- Овчинников А.В., Габидуллин Э.Р., Поляков О.А. Исследование абсорбции водорода -титановыми сплавами. // В сб.: Научные труды МАТИ им. К.Э. Циолковского, вып. 3(75), М., ЛАТМЭС, 2000, с. 24-28.
- Skvortsova S.V., Lukina E.A., Poliakov O.A., Lamzin D.A. Specialities of structure formation at low-temperature ion nitriding of titanium alloys // Book of abstracts of II France-Russia Seminar «New Achievements in Materials Science», Moscow, Russia, 2005, pp. 36-38.
- Мамонов А.М., Карпов В.Н., Гусев Д.Е., Поляков О.А., Мирошникова Ю.А. Метод оптимизации конструктивных параметров искусственного тазобедренного сустава // Тезисы докладов Всероссийской научно-техническая конференции «Новые материалы и технологии», HMT-2004, M.:, ЛАТМЭС, 2004, с. 64-65.
- Ильин А.А., Загородний Н.В., Поляков О.А. Разработка бедренного компонента эндопротеза с клиновой посадкой в костное ложе на основе перспективных материалов и технологий. // Тезисы докладов Всероссийской научно-техническая конференции «Новые материалы и технологии», HMT-2004, M.:, ЛАТМЭС, 2004, с. 61-62.
- Палтиевич А.Р., Поляков О.А., Курников Д.А., Харламов А.А. Компьютерное моделирование ротационной стабильности бедренных компонентов эндопротезов тазобедренного сустава // Тезисы докладов Всероссийской научно-технической конференции «Новые материалы и технологии», HMT-2004, M.:, ЛАТМЭС, 2004, с. 81-82.
- Ильин А.А., Загородний Н.В., Карпов В.Н., Поляков О.А. Первичные результаты эндопротезирования тазобедренного сустава с применением бедренного компонента «Ильза» бесцементной фиксации // Тезисы докладов научно-практического семинара «Применение биологически и механически совместимых имплантатов в ортопедии и травматологии», Великий Новгород, 2006, с. 23-26
 Подписано в печать 14.06.2007г. Объем - 1 п.л. Тираж - 100 экз.
Подписано в печать 14.06.2007г. Объем - 1 п.л. Тираж - 100 экз.Издательско-типографский центр МАТИ, Берниковская набережная, 14