
Инверторный технический паспорт вди-160. 1 Вди-180. 1 Вди-200. 1 Вди-250. 1
| Вид материала | Документы |
- Технический паспорт пособие по организации производства технологическая инструкция, 2160.34kb.
- Полное наименование организации, 31.02kb.
- Государственный технический осмотр транспортных средств, 76.27kb.
- Да рождения, место рождения, гражданство, пол мужской(женский), паспорт гражданина, 41.31kb.
- Стальной арматуры класса а-500С и стеклопластиковой арматуры акп-сп в плитных фундаментах, 267.02kb.
- Транспорт 23 марта 2009 года, понедельник, №137, 1258.95kb.
- Паспорт серія N, виданий " " 200, 212.8kb.
- Кабинета Министров Украины, решениями районного в городе Луганске совета, разработанными, 359.29kb.
- 250 крупнейших промышленных центров России (Top-250), 1029.51kb.
- В. А. Смирнов Национальная Академия связи имени А. С. Попова, 124.64kb.
ВЫПРЯМИТЕЛЬ ДУГОВОЙ
ИНВЕРТОРНЫЙ
ТЕХНИЧЕСКИЙ ПАСПОРТ
ВДИ-160.1
ВДИ-180.1
ВДИ-200.1
ВДИ-250.1

Торговая марка “Днепровелдинг“ представляет
Вашему вниманию сварочные аппараты, построенные
по инверторной технологии.
По сравнению с классическим сварочным оборудованием они обладают следующими преимуществами:
• малым весом и габаритами;
• высоким качеством шва и минимальным
разбрызгиванием металла;
• легким поджигом дуги;
• высокой устойчивостью и эластичностью дуги;
• низкой нагрузкой на сеть при коротких
замыканиях на выходе (во время поджига дуги и
капельного переноса во время сварки).
Приобретая наши сварочные аппараты, Вы
получаете:
• инверторное оборудование с малым весом и
высокими сварочными свойствами;
• неприхотливое оборудование с высоким
качеством изготовления и надежностью при
минимальных ценах;
• гарантированное обслуживание изделия во время
всего его жизненного цикла;
• оборудование, изготовленное из комплектующих, свободно продающихся на территории Украины, которые возможно заменить при поломке изделия.
СОДЕРЖАНИЕ
1. НАЗНАЧЕНИЕ.........................................................................................2
2. ЭКСПЛУАТАЦИОННЫЕ ОСОБЕННОСТИ ………………….......…........2
3.ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ......................................................3
4. КОМПЛЕКТНОСТЬ..................................................................................3
5. УСТРОЙСТВО И ПРИНЦИП РАБОТЫ.................................................. 4
6. УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ.......................................................5
7. ПОДГОТОВКА И ПОРЯДОК РАБОТЫ.................................................. 6
8. АВАРИЙНЫЕ РЕЖИМЫ………………………………………………....... 7
9. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ...................................................... 8
10. ТРАНСПОРТИРОВКА И ХРАНЕНИЕ................................................. 8
11. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ И СВЕДЕНИЯ О ПРОДАЖЕ......... 9
ПРИЛОЖЕНИЕ 1.
ГАРАНТИЙНЫЙ ТАЛОН................................................................................10
ПРИЛОЖЕНИЕ 2.
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ СВАРКИ.....................................................12
ПРИЛОЖЕНИЕ 3.
ПЕРЕЧЕНЬ СООБЩЕНИЙ НА ИНДИКАТОРЕ............................................12
1
1. НАЗНАЧЕНИЕ
1.1. Выпрямители дуговые инверторные:
- ВДИ-160.1, ВДИ-180.1 - серия “Крепыш“;
- ВДИ-200.1 - серия “Мастер“,
- ВДИ-250.1 - серия “Супер“,
(далее по тексту изделие) предназначены для высококачественной ручной
электродуговой сварки, резки и наплавки черных и цветных металлов штучными
электродами переменного (AC) или постоянного (DC) тока – режим MMA;
1.2. Изделие возможно использовать для аргонодуговой сварки
конструкций из углеродистых, низколегированных сталей и цветных металлов
(кроме алюминия) в среде защитных газов - режим TIG с контактным поджигом.
В этом режиме изделие работает совместно с вентильными горелками .
1.3. Изделие предназначено для работы в закрытых помещениях или
под навесом при температуре от 0°С до +35 °С, при относительной влажности
окружающей среды не более 85%. Не допускается попадание влаги внутрь аппарата,
а также использование аппарата в средах, насыщенных пылью, взрывоопасных, содержащих едкие пары или газы, разрушающие металлы и изоляцию.
2. ЭКСПЛУАТАЦИОННЫЕ ОСОБЕННОСТИ
2.1 Отсутствие низкочастотных пульсаций позволяет работать со всеми видами электродов, в том числе и для сварки особо ответственных конструкций (электроды УОНИ-13/45; УОНИ-13/55 и др.).
2.2 Возможность использования дополнительных функций :
“Ток короткого замыкания” - увеличение способствует улучшению поджига при электродной сварке, уменьшение позволяет продлить срок службы неплавящегося электрода при аргонно-дуговой сварке;
“Поджиг” (Hotstart) - применяется для облегчения поджига дуги при сварке толстостенных конструкций;
“Форсаж дуги” (Arcforsing) - используется для предотвращения приварки электрода к изделию.
2.3 Встроенная автоматическая функция “Антиприлипание” (Antistick) предотвращает
прокаливание электрода и облегчает процесс его отрыва, выключая сварочный ток
примерно через 1-1.5 сек. после приварки электрода и не подает сварочный ток до полного отрыва электрода.
2.4 Управление задним вентилятором в зависимости от температуры силовых элементов, что способствует уменьшению количества пыли, попадаемой внутрь аппарата.
2.5 Благодаря высокому КПД (90%) могут работать с электрической сетью, не
предназначенной для большой нагрузки (жилые дома, квартиры, гаражи и т.д.).
2.6 Аппарат работает при пониженном напряжении сети до 180 В.
2.7 Имеют высокую надежность и большой срок службы, так как собраны из
элементов, работающих в режимах далеких от предельных, а так же
благодаря развитой системе охлаждения (два вентилятора) и контролю температуры элементов силовых блоков .
2
3. ТЕХНИЧЕСКИЕ ДАННЫЕ
Таблица 1
| Параметр | ВДИ 250.1 | ВДИ 200.1 | ВДИ 180.1 | ВДИ 160.1 |
| Серия | Супер | Мастер | Крепыш | |
| Напряжение питания, В* | 220 | |||
| Частота питающей сети, Гц | 50 | |||
| Мощность изделия, кВт | 8 | 6.3 | 5.5 | 4,5 |
| Диапазон регулирования св. тока, А | 10-250 | 10-200 | 10-180 | 10-160 |
| ПВ** при макс. сварочном токе, %, не менее | 35 | |||
| Сварочный ток при ПВ 60% , А | 210 | 200 | 160 | 180 |
| Сварочный ток при ПВ 100%, А | 180 | 140 | 110 | 120 |
| Рабочее напряжение max, В | 30 | 28 | 26 | 26 |
| Напряжение холостого хода, не более, В | 90 | |||
| Тип охлаждения | F | |||
| Рабочая температура окр. воздуха, °С | 0 ... +35 | |||
| Габариты, длина х ширина х высота, мм | 280х165х205 | 225х170х200 | 225 x 140 x 180 | |
| Масса, кг | 7 | 6.5 | 5.5 | |
| Класс/степень защиты | 1/IP21 | |||
* работоспособность изделия сохраняется при падении сетевого напряжения до 180 В,
при этом максимально достижимый ток может уменьшиться на 20-30%.
** ПВ – относительная продолжительность нагрузки при цикле 5 мин.(при температуре окружающей среды 20 °С).
4. КОМПЛЕКТНОСТЬ
• Изделие, шт. 1
• комплект сварочных кабелей с электрододержателем
и клеммой массы (длина кабелей 2.5 м), шт. (ВДИ-250 не комплектуется
сварочным кабелем) 1
• Руководство по эксплуатации, шт. 1
• Упаковка, шт. 1
3
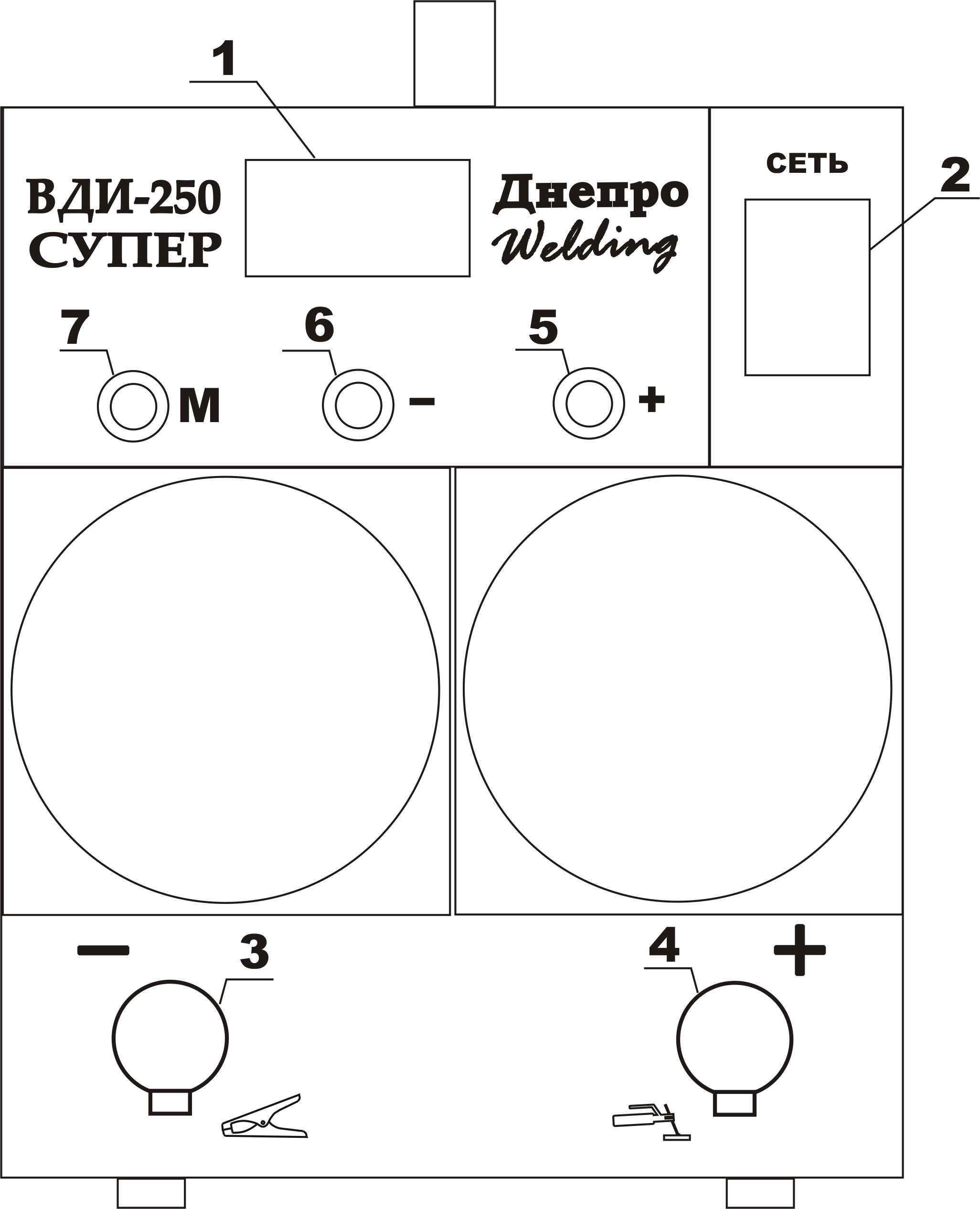
5. УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
Сварочный аппарат выполнен в виде переносного блока с отсоединяемыми
сварочными кабелями. На переднюю панель выведены (см. рис.1):
• индикатор (1);
• выключатель (2);
• разъемы для подключения сварочных кабелей “-“ (3) и “+” (4);
• кнопки (+), (-) изменения значений (5,6);
• кнопка (M) выбора режима (7);
На передней и задней панели расположены вентиляторы системы
охлаждения. На заднюю панель выведен сетевой кабель. В верхней части корпуса
расположена ручка для переноски сварочного аппарата, а также вырезы для
крепления ремня .
Принцип действия изделия основан на высокочастотном преобразовании
электрической энергии. Напряжение сети выпрямляется, сглаживается емкостным
фильтром и поступает на высокочастотный транзисторный инвертор. Инвертор,
нагруженный на развязывающий трансформатор, осуществляет преобразование
постоянного напряжения в импульсное. С выхода развязывающего трансформатора
напряжение поступает на выпрямитель и далее на выход сварочного аппарата.
Инвертор переходит в режим широтно-импульсного регулирования при достижении
током дуги определенного порога, который устанавливается регулятором тока на
передней панели. Таким образом, происходит регулировка тока дуги на желаемом
уровне.

4
6. ТРЕБОВАНИЕ ПО ТЕХНИКЕ БЕЗОПАСТНОСТИ
6.1. К работе с изделием допускаются лица, имеющие не
ниже 2-ой группы по электробезопасности, прошедшие обучение и инструктаж перед началом работы, имеющие «Удостоверение Сварщика».
6.2. При эксплуатации и обслуживании изделия обязательно соблюдать требования:
• Правил технической эксплуатации электроустановок и Правил техники безопасности при эксплуатации электроустановок потребителями (Птэ И Птб);
• Стандартов системы безопасности труда (Ссбт);
• ГОСТ 12.3.003-86 ССБТ «Работы электросварочные. Общие требования
безопасности».
6.3. Напряжение сети является опасным, поэтому:
• изделие должно быть надежно заземлено, запрещается работа изделия без
заземления;
• запрещается использовать заземление одного сварочного изделия для
заземления другого изделия;
6.4. Запрещается работа с изделием со снятой крышкой и его перемещение без
отключения от сети!
6.5. Не допускается повреждение токопроводящих проводов;
6.6. При проведении сварочных работ обязательно применение щитка с защитным
светофильтром С5, а также других индивидуальных средств защиты и спецодежды
согласно требований по безопасности и гигиене труда. Чтобы разбрызгиваемые капли
расплавленного металла беспрепятственно скатывались вниз, следует работать в
брезентовых рукавицах, головном уборе и одежде из плотной ткани без складок. Куртку
не следует заправлять в брюки, которые напускаются поверх обуви
6.7. Категорически запрещается производить сварку емкостей и сосудов,
находящихся под давлением или в которых находились горючие жидкости и газы.
6.8. Необходимо следить за отсутствием вблизи места сварки горюче-смазочных
и иных легковоспламеняющихся материалов. Рабочее место должно быть оборудовано
средствами пожаротушения.
6.9. Рабочее место сварщика должно хорошо проветриваться или искусственно
вентилироваться.
5
7. ПОДГОТОВКА И ПОРЯДОК РАБОТЫ
7.1. Перед началом работы произведите внешний осмотр сварочного аппарата,
убедитесь в отсутствии механических повреждений и загрязнения воздушных
жалюзей и фильтра заднего вентилятора .
7.2. Установите сварочный аппарат на твердую, ровную, сухую поверхность.
При эксплуатации сварочного аппарата на открытом воздухе следует защищать его от
прямого попадания капель воды.
7.3. В целях исключения перегрева не рекомендуется держать сварочный аппарат
под прямыми лучами солнца и вблизи источников тепла.
7.4. Подключите электрододержатель и зажим нулевого провода к выходу
сварочного аппарата. Полярность подключения выбирается в соответствии с
выполняемой работой .
7.5. Подключите сетевую вилку к сети 220 В, 50 Гц, имеющей защитное заземление.
7.6. Включение и выключение сварочного аппарата производится выключателем
“СЕТЬ” (6, рис 1) на его передней панели.
7.7. Выбор режима работы сварочного аппарата.
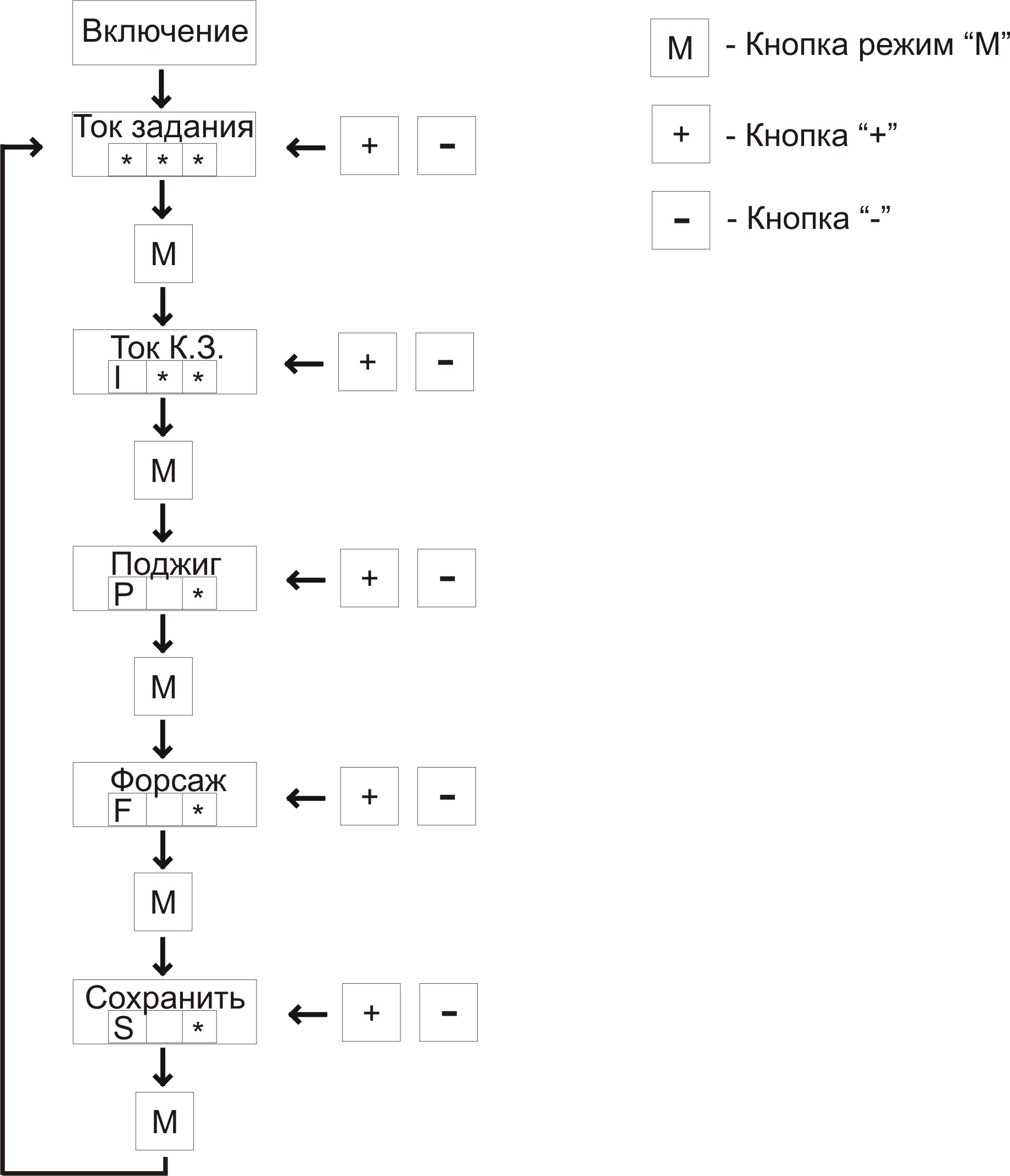
После включения на индикаторе отображается ранее сохраненный “ ТОК ЗАДАНИЯ ” 7.7.1. Режим “ ТОК ЗАДАНИЯ ” позволяет выбрать рабочий ток для сварки. Регулировка сварочного тока производится кнопками “+”,”-”(5, 6 рис. 1) на передней панели сварочного аппарата.
Выбор режимов осуществляется с помощью кнопки “М” (7 рис. 1)
7.7.2. Режим “ ТОК К.З. ” (ток короткого замыкания) ( на индикаторе ( I **), позволяет выбрать соответствующий параметр относительно тока задания . Значение тока изменяется кнопками “+”,”-” . Кратность выбранного показания равна 10.
Например, если выбрано значение “04” – это означает, что ток К.З. увеличится на 40 А относительно тока задания, а если выбрано значение “-03” – это означает, что ток К.З. уменьшится на 30 А относительно тока задания.
Изменение тока К.З. в большую сторону способствует улучшению поджига при электродной сварке.
Изменение тока К.З. в меньшую сторону позволяет продлить срок службы неплавящегося электрода при аргонно-дуговой сварке.
7.7.3. Режим “ПОДЖИГ” ( на индикаторе ( P 1 )- включен, ( P 0 )- выключен ), облегчает процесс возбуждения дуги, увеличивая сварочный ток на 50 А относительно задания при каждом поджиге дуги в течении 0,5 сек. Используется при электродной сварке. Включение и выключение осуществляется кнопками “+” и ”-”.
7.7.4. Режим “ФОРСАЖ ДУГИ” ( на индикаторе ( F 1 )- включен, ( F 0 )- выключен ), помогает удерживать дугу и предотвращает приварку электрода к изделию, увеличивая сварочный ток в момент близкий к приварке. Включение и выключение осуществляется кнопками “+”,”-”.
7.7.5. Режим “СОХРАНЕНИЕ” ( на индикаторе ( S 1 )- включен, ( S 0 )- выключен ), позволяет сохранить все ранее выбранные значения (ток ЗАДАНИЯ, ток К.З., режим “ПОДЖИГ” , режим “ФОРСАЖ ДУГИ”) в энергонезависимой памяти, т.е. при следующем включении будут работать сохраненные настройки. Выбор осуществляется кнопками “+”,”-”.
7.7.6 Выход из режима настройки осуществляется еще одним нажатием кнопки “М” или автоматически через 5 сек. После чего можно приступать к сварке.
6
СХЕМА МЕНЮ
8.АВАРИЙНЫЕ РЕЖИМЫ
8.1. В случаях перегрева сварочного аппарата срабатывает термозащита и на индикаторе высвечивается надпись “ t_H ” . Не выключая изделия необходимо дождаться его охлаждения , на индикаторе появляется значение тока задания и после этого можно продолжить работу.
8.2. При пониженном напряжении сети меньше 180V на индикаторе высветится надпись “ U_L ” и сварочный аппарат не запустится. Если напряжение понизится при сварке до значения меньше 140V , то появится надпись “ U_L ” , аппарат будет ожидать, пока напряжение не придет в норму.
8.3. При повышенном напряжении сети – больше 250V сварочный аппарат выключится на индикаторе высветится надпись “ U_H ” и будет ожидать снижение напряжения до нормы.
Категорически запрещается включать сварочный аппарат , если напряжение сети выше 250V.
- При появлении на индикаторе надписи UbP необходимо выключить сварочный аппарат и связаться с сервисным центром.
7
9. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
9.1. Техническое обслуживание сварочного аппарата заключается в своевременном ремонте или замены сетевого и сварочных кабелей.
9.2.Рекомендуется периодически после работы в пыльных условиях продувать фильтр вентилятора и узлы устройства при снятой верхней крышке.
10. ТРАНСПОРТИРОВКА И ХРАНЕНИЕ
10.1. Транспортировка сварочного аппарата производится всеми видами
транспорта в соответствии с правилами перевозки грузов, действующих на транспорте
данного вида.
10.2. При транспортировке должна быть обеспечена защита транспортной
упаковки от атмосферных осадков.
10.3. Во время погрузочно-разгрузочных работ транспортная упаковка не должна
подвергаться воздействию механических ударов и атмосферных осадков.
10.4. Хранение сварочного аппарата при температуре окружающей среды от –40°С
до +50°С, относительной влажности воздуха не более 85%, при отсутствии в воздухе
агрессивных примесей.
8
11. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ И СВЕДЕНИЯ О ПРОДАЖЕ
Выпрямитель дуговой инверторный ВДИ -_________________
заводской номер ________________________ соответствует ГОСТ 13821-77
и признан годным к эксплуатации.
Дата выпуска__________________________________
Подпись ответственного лица____________________
Изготовитель: ТМ “Днепровелдинг“ ЧП Примак Н.К.
Адрес: Украина, г. Днепропетровск, ул Винокурова, 1
Сервисный центр :
штамп ОТК
Дата продажи ________________________________
Реквизиты продавца ___________________________
_____________________________________________
М.П. продавца
9
Приложение1
ГАРАНТИЙНЫЙ ТАЛОН
1. Изготовитель гарантирует соответствие изделия требованиям данного паспорта
при соблюдении потребителем условий транспортирования, эксплуатации и хранения,
установленных настоящим паспортом.
2. Гарантийный срок эксплуатации сварочного аппарата – 12 месяцев с даты
продажи. При отсутствии отметки о дате продажи в гарантийном талоне гарантийный срок эксплуатации исчисляется с даты изготовления, указанной в данном руководстве.
3. Гарантийное обязательство даёт Покупателю право на ремонт изделия в течение
указанного срока в том случае, если его неисправность вызвана производственным
дефектом.
4. Возврат денег проводится только при невозможности ремонта или замены товара
на однотипный.
6. Доставка неисправных изделий для ремонта выполняется Покупателем за свой
счёт, если нет дополнительных письменных соглашений.
7. Гарантия не распространяется на изделие в следующих случаях:
– при отсутствии паспорта на изделие;
– если серийный номер изделия удален или не может быть установлен;
– при наличии механических повреждений, попадании внутрь изделия инородных тел, жидкостей, химически активной и металлической пыли;
- при нарушении режимов эксплуатации изделия;
– если неисправность вызвана не соответствием стандартам параметров
питающих сетей;
– при попытке ремонта кем-либо, кроме уполномоченных на это.
8. Предприятия, уполномоченные Изготовителем на проведения гарантийного
обслуживания и ремонта указывает Продавец или Изготовитель.
Гарантия не распространяется на коммутационные комплектующие (вилка
сетевого шнура, электрододержатель, клемма массы).
Этим подтверждаю получение изделия в пригодном для применения состоянии
(укомплектованным и без повреждений), с условиями гарантии согласен
____________________
(подпись покупателя)
10
| Реквизиты рем. предприятия____________________________________ Дата ремонта_____________№ заказа–наряда______________________ Проявление дефекта___________________________________________ _____________________________________________________________ Проведенные работы___________________________________________ _____________________________________________________________ _____________________________________________________________ _____________________________________________________________ Подпись покупателя___________________________________________ Контактный телефон покупателя________________________________ |
| Реквизиты рем. предприятия____________________________________ Дата ремонта_____________№ заказа–наряда______________________ Проявление дефекта___________________________________________ _____________________________________________________________ Проведенные работы___________________________________________ _____________________________________________________________ _____________________________________________________________ _____________________________________________________________ Подпись покупателя___________________________________________ Контактный телефон покупателя________________________________ |
| Реквизиты рем. предприятия____________________________________ Дата ремонта_____________№ заказа–наряда______________________ Проявление дефекта___________________________________________ _____________________________________________________________ Проведенные работы___________________________________________ _____________________________________________________________ _____________________________________________________________ _____________________________________________________________ Подпись покупателя___________________________________________ Контактный телефон покупателя________________________________ |
| Реквизиты рем. предприятия____________________________________ Дата ремонта_____________№ заказа–наряда______________________ Проявление дефекта___________________________________________ _____________________________________________________________ Проведенные работы___________________________________________ _____________________________________________________________ _____________________________________________________________ _____________________________________________________________ Подпись покупателя___________________________________________ Контактный телефон покупателя________________________________ |
11
Приложение 2
РЕКОМЕНДУЕМЫЕ РЕЖИМЫ СВАРКИ
| Толщина металла, мм | 1 - 2 | 2 - 3 | 2 - 3 | 3 - 4 | 4 - 6 | 6 - 8 |
| Диаметр электрода , мм | 1,6 | 2 | 2,5 | 3 | 4 | 5 |
| Сварочный ток, А | 25 - 60 | 40 - 80 | 60-110 | 90-140 | 140-220 | 180-250 |
Диаметр электрода выбирается в зависимости от толщины металла свариваемых деталей по таблице.
Приложение 3
ПЕРЕЧЕНЬ СООБЩЕНИЙ НА ИНДИКАТОРЕ
Аварийные сообщения
| Сообщение | Описание |
| Srt | Старт – отображается при включении аппарата |
| U_L | Низкое напряжение сети |
| U_H | Высокое напряжение сети |
| t_H | Высокая температура радиатора |
| UbP | Пониженное напряжение блока питания (обратиться в сервисный центр) |
Настроечные сообщения
| Сообщение | Описание |
| *** | Режим ввода значения сварочного тока |
| I ** (- **) | Режим ввода значения изменения тока при коротком замыкании ( +/- в десятках ампер) |
| P 1 (P 0) | Режим включения “1”, выключения ”0” поджига |
| F 1 (F 0) | Режим включения “1”, выключения ”0” форсажа |
| S 1 (S 0) | Режим сохранения в энергонезависимой памяти “1”- сохранить, ”0” – не сохранять |
* - значение (от 0 до 9)
12