
Тема 4
| Вид материала | Практическая работа |
СодержаниеМашины для сварки непрерывным оплавлением. Порядок выполнения задания |
- 1 11 Тема 2 12 тема 3 13 Тема 4 14 Тема 5 15 Тема 6 17 Тема 7 20 Тема 8 22 Тема, 284.17kb.
- Вопросы теории, практики и методики изучения, 1714.38kb.
- Программа курса Тема I. Предмет, метод и задачи статистики Тема, 1602.61kb.
- О. В. Белова Новосибирск: Научно-учебный центр психологии нгу, 1996 Введение Тема Тема, 1006.61kb.
- О. В. Белова Новосибирск: Научно-учебный центр психологии нгу, 1996 Введение Тема Тема, 1005.33kb.
- Тема Великой Отечественной войны. $B тема Гражданской войны. $C тема коллективизации;, 241.02kb.
- Лекции по уголовному процессу. Тема № Понятие уголовного процесса, его сущность и задачи, 1734.34kb.
- Тема Философия как высший вид мировоззрения Тема История философии, 6054.43kb.
- Экономика, 953.23kb.
- Тематичний план спецкурсу 5 програма спецкурсу 6 Тема Поняття злочину та його ознаки, 1387.34kb.
Лабораторно – практическая работа №8
Изучения оборудования для стыковой сварки.
Тема 5.4 Машины для стыковой сварки.
Цель работы: Изучить устройство и принцип работы машин для стыковой сварки сопротивлением и оплавлением.
Задание: Изучить устройство и принцип работы машины для сварки сопротивлением МС – 301 и машины для сварки оплавления МСО – 302, составить таблицы их технических параметров.
Форма отчета: таблицы с описанием.
Теоретические основы:
В
 машинах применяют направляющие на роликах или шарика, пружинный или пневматический привод перемещение, рычажные эксцентриковые или пневматические зажимы. Машины также снабжаются устройствами для термообработки на тиристорах с автоматическими схемами управления и вряде случаев с оптическими пирометрами для измерения температуры. Для снижения и стабилизации РС в машинах предусматриваются малые массы подвижных частей и пересекаются токоподводы, которые создают из одного контура два с двумя встречно действующими электромагнитными силами. В некоторых машинах подогрев при малом давлении завершается его повышением в 3…5 раз при осадке.
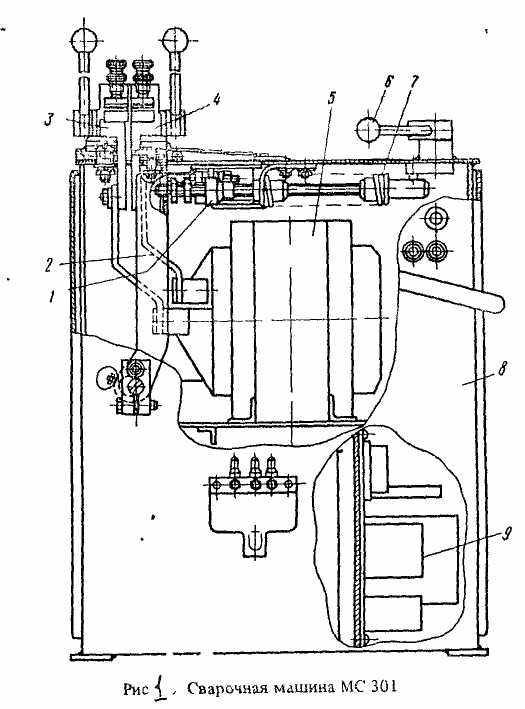
машинах применяют направляющие на роликах или шарика, пружинный или пневматический привод перемещение, рычажные эксцентриковые или пневматические зажимы. Машины также снабжаются устройствами для термообработки на тиристорах с автоматическими схемами управления и вряде случаев с оптическими пирометрами для измерения температуры. Для снижения и стабилизации РС в машинах предусматриваются малые массы подвижных частей и пересекаются токоподводы, которые создают из одного контура два с двумя встречно действующими электромагнитными силами. В некоторых машинах подогрев при малом давлении завершается его повышением в 3…5 раз при осадке.Машина МС – 301 (рис. 1) мощностью W = 5 кВ * А (ПВ = 12, 5 %), током I2 н = 3,2 кА рассчитана на сварку деталей сочетание 500 мм2. Машина имеет корпус 8, на верхней плите которого закреплен неподвижный зажим 3. Подвижный зажим 4 установлен на качающемся рычаге 2, эксцентриковая ось которого закреплена в отверстиях на передней и задней стенах корпуса. Зажим – ручные, с радиальным ходом. В корпусе установлены трансформатор 5 с переключателем ступеней, блок управления 9 и система охлаждения. Спереди на корпусе размешена сигнальная лампочка, кнопка «Стоп» и отрезное устройства. Расстояние между зажимам регулируют винтом 1, через который передается усилие осадки РОС, создаваемое пружиной 7. Полное усилие осадки создается поворотом до упора рычага 6 с кривошипом. На рычаге 6 установлена пусковая кнопка для включения сварки. Команда на выключение сварочного тока подается конечным выключателем, установленным на внутренней поверхности верхней плите.
Машины для сварки непрерывным оплавлением.
Для сварки оплавлением деталей из низкоуглеродистых, низколегированных сталей и цветных металлов используют машины МСО, комплектуемые станцией управления. Машины имеют пневматическое привода зажатия и осадки и кулачковый привод оплавления с двигателем постоянного тока, в котором число оборотов регулируют напряжение в цепи якоря.
М
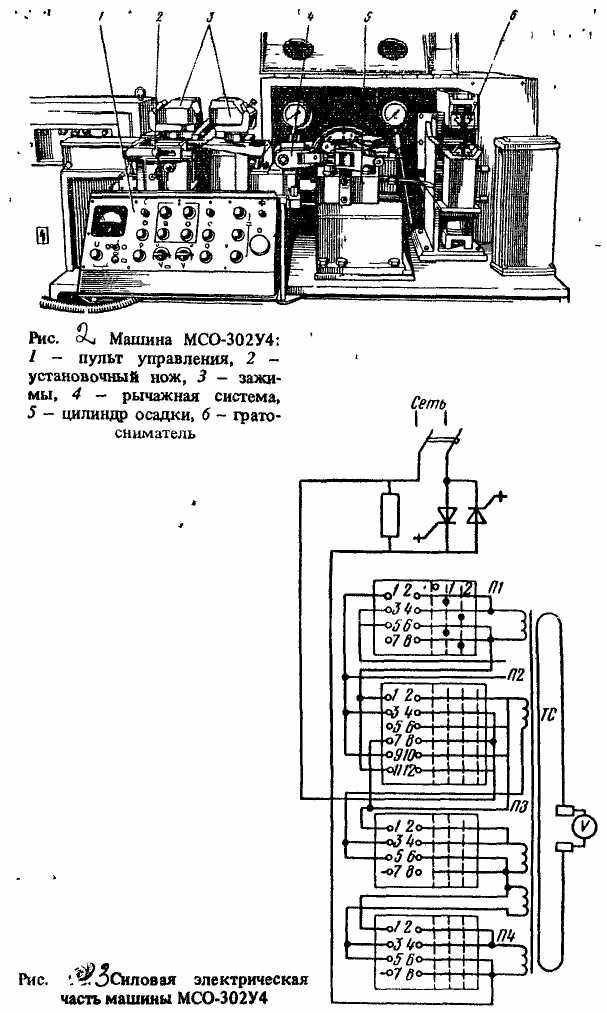 ашина МСО – 302У4 с WН = 30 кВ * А, I Н = 12,5 кА, РОС = 32 кН, РЗАЖ =50 кН, tС до 5 с, U20 = 2,2 … 4,4 В, vос= 200 мм/ с, l1 + l2<30мм, ∆ = 0…15 мм, имеющаяся гратосниматель 6 (рис 2) с гидроприводом, обеспечивающим Pзаж = 20 кН и Ррез = 12,5 кН и ходом 165 мм, рассчитана на сварку полос δ = 0,4 … 1,5 мм из стали и δ = 0,9 … 1,5 мм из алюминиевых сплавов при ширине 30 … 110 мм. В шарнирном соединении станин предусмотрен выбор зазоров и настройка базовых поверхностей электродов по высоте и параллельности кромок электродов в плане.
ашина МСО – 302У4 с WН = 30 кВ * А, I Н = 12,5 кА, РОС = 32 кН, РЗАЖ =50 кН, tС до 5 с, U20 = 2,2 … 4,4 В, vос= 200 мм/ с, l1 + l2<30мм, ∆ = 0…15 мм, имеющаяся гратосниматель 6 (рис 2) с гидроприводом, обеспечивающим Pзаж = 20 кН и Ррез = 12,5 кН и ходом 165 мм, рассчитана на сварку полос δ = 0,4 … 1,5 мм из стали и δ = 0,9 … 1,5 мм из алюминиевых сплавов при ширине 30 … 110 мм. В шарнирном соединении станин предусмотрен выбор зазоров и настройка базовых поверхностей электродов по высоте и параллельности кромок электродов в плане.Зажимы 3 с верхним электродом на сферической шайбе закреплены и перемещаются вертикально в направляющих. Пульт управления расположен спереди машины.
Быстрый переход от оплавления к осадке обеспечен открытием одной из обеих полостей гидроцилиндра осадки, заполненных маслом. Трансформатор ТС (рис 3) включается тиристорным прерывателем при подаче сигнала с блока регулирования. Напряжение регулируется переключателями П1 … П4. В шкафу управления ШУ - 281 – установлены блоки управления, тиристорный привод, реле и аппаратура управления сварочным циклом, а в шкафу ШУ – 282 – сетевой автомат, блок регулирования и тиристорный контактор. Осадка под током регулируется от 0,5 до 20 периодов через 0,5 периода, осадка без тока от 1 до 50 периодов или от 2 до 10 периодов, длительность раскрытия зажимов в тех же пределах.
Полосы устанавливают вручную по убираемому ножу 2 (см. рис. 2)
Станины при оплавления сближаются рычажной системой 4 от кулачка, вращающего редуктором от электродвигателя постоянного тока с тиристорным управлением, а при осадке – от гидроцилиндра. Золотник осадки управляется от шайбы, связанной с осью редуктора.
Порядок выполнения задания:
1. Изучить устройство и принцип работы машины для сварки сопротивлением МС- 301; составить таблицу её технических параметров:
Таблица 1
| WH,ВА | IH, кА | U20, В | Iк. З. кА | PH, Н | Рзаж, Н | dст. пр., мм | dал,м.пр., мм |
| | | | | | | | |
2. Изучить устройство и принцип работы машины для сварки оплавлением МСО- 302, составить таблицу её технических параметров:
Таблица 2
| WH,кВА | IH, кА | Рос, кН | Рзаж, кН | tc, с | U20, В | υос, мм/с | бст, мм | бал, мм |
| | | | | | | | | |
3. Ответить на вопросы:
Контрольные вопросы:
- В чем заключается сущность стыковой сварки сопротивлением, область её применения.
2. В чем заключается сущность стыковой сварки оплавлением, область её применения.