Методические указания для студентов направления 151900 «Конструкторско-технологическое обеспечение машиностроительного производства», по профилю «Технология машиностроения» Электросталь 2011
| Вид материала | Методические указания |
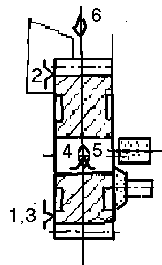
СодержаниеКафедра "Технология машиностроения и Конструирование " Таблица О-3. Маршрут и эскизы обработки плоского зубчатого колеса |
- Программа итогового междисциплинарного экзаменА для студентов всех форм обучения направления, 704.51kb.
- Методические указания по выполнению лабораторных работ по курсу «Системы автоматизированного, 369.98kb.
- Программа вступительных испытаний (междисциплинарного экзамена) для поступающих в магистратуру, 213.29kb.
- Конструкторско-технологическое обеспечение машиностроительных производств общая характеристика, 141.27kb.
- Рабочая учебная программа по дисциплине "Б 8 Материаловедение" Направление подготовки, 293.91kb.
- Программа утверждена учебно-методической комиссией по специальности 20 г протокол, 213.05kb.
- Программа утверждена учебно-методической комиссией по специальности 20 г протокол, 147.98kb.
- Рабочая программа дисциплины «Основы технологии машиностроения» Направление подготовки, 365.59kb.
- Программа для поступающих на направление подготовки магистратратуры 151900 «конструкторско-технологическое, 82.63kb.
- Конструкторско-технологическое обеспечение машиностроительных производств общая характеристика, 145.04kb.
Кафедра "Технология машиностроения и Конструирование "Отчет по лабораторному практикуму _________________________________________________ (по дисциплине) _________________________________________________ Студент ________________________________ (Фамилия И.О.) Группа ________________________________Преподаватель ________________________________ (Фамилия И.О.) Электросталь 2011 г. 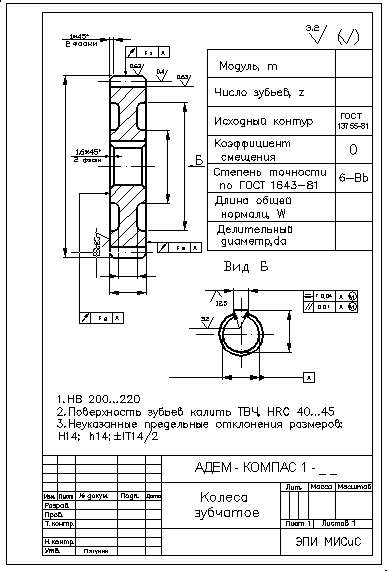 Рис. О-1. Чертеж колеса Таблица О-1. Количество переходов и предлагаемый план обработки поверхностей
Таблица О-2. Размеры заготовки, переходы, межпереходные размеры и припуски.
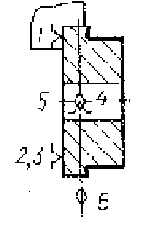
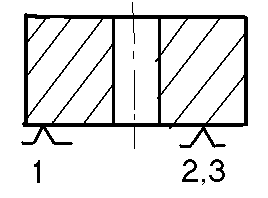
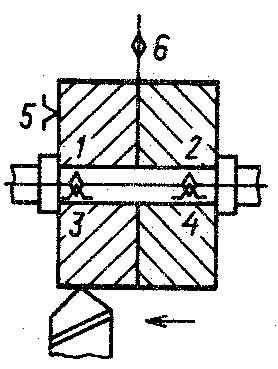
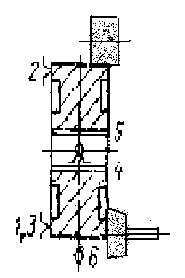
Примечание. Расчет припусков для каждой поверхности начинается от конечного размера поверхности в готовой детали, и далее по переходам в последовательности, обратной ходу технологического процесса, т. е. сверху вниз в данной таблице. Таблица О-3. Маршрут и эскизы обработки плоского зубчатого колеса
Продолжение табл. О-3
Продолжение табл. О-3
|



 0,4
0,4