Выполните ЛАБОРАТОРНУЮ РАБОТУ № 3-ТДМ [8]. Продолжите изучение системы САПР ТП “АДЕМ” с целью освоения автоматизированного проектирования операционной технологии в модуле AdemTDM.
– Ознакомьтесь с образцом маршрутно-операционного описания – расширенного маршрута (см. [4], Приложение 2, стр. 31-36), в котором представлен аналогичный техпроцесс, разработанный в САПР ТП «КАРУС».
– Согласно содержанию операций в табл. О-2 и табл. О-3 сформируйте набор переходов для каждой операции. В состав переходов нужно включать: установочные, основные, контрольные операции и снятие заготовки с рабочего места.
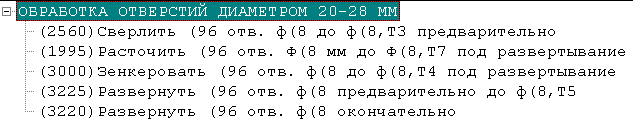
– Шаблоны переходов выберите из предлагаемых системой соответствующих меню. При формулировании переходов обратите внимание на то, что текст перехода должен начинаться с ключевого слова, Он содержит постоянную и переменную (конкретизируемую пользователем) информацию. Переменная информация в системе “АДЕМ” обозначается символом * – звездочка, а в системе «КАРУС» – набором символов, например (А ф(8 и др.
– Ключевые слова при формулировании текста переходов приведены в литературе [10], табл. 5.10, стр. 216 и в приложении, табл. П-10.
– Примеры полной и сокращенной записи содержания переходов обработки резанием см. [10], табл. 5.9, стр. 209.
– Произведите конкретизацию переходов (проставьте в переходы переменную информацию, т.е. – значения промежуточных (межпереходных) размеров, согласно табл. О-2).
– Например, для колеса (вариант 05), имеющего наружный диаметр ф188h7. ширину 40h8, отверстии ф40H6, переходы в операции 010 (черновая обработка) могут выглядеть так:
• точить поверхность ф188h7 в размер ф192,45h12 до кулачков;
• точить поверхность 40h8 в размер 43 65h13:
• точить поверхность ф40H6 в размер ф38,75H13.
Здесь размеры ф192,45h12, 40h8 и43 65h13 – это рассчитанные значения межпереходных размеров для соответствующих поверхностей после черновой обработки (первого перехода операции 010), и размещенные в табл. О-2.
– Выберите технологическое оснащение для всех переходов (режущий и измерительный инструмент, технологическая оснастка, вспомогательные материалы и СОЖ и др.) для всех операций и переходов.
8-й этап. Редактирование технологического процесса
и формирование технологической документации
в САПР ТП “АДЕМ”
Выполните ЛАБОРАТОРНУЮ РАБОТУ № 4-ТДМ [8]. Продолжите изучение системы САПР ТП “АДЕМ” с целью редактирования спроектированного технологического процесса, изучения и формирования технологической документации, вывода её на печать.
– Произведите контроль и редактирование разработанного техпроцесса и его технологического оснащения с помощью функции Дерево технологий, которое находится в окне Маршрут системы “АДЕМ”. распечатка которого прилагается к отчету.
– Выполните распечатку техпроцесса в двух вариантах: 1 – маршрут (перечень операций), 2 – раскрытые операции и переходы (показывается технологическое оснащение техпроцесса).
– Произведите формирование технологических документов. Состав документов (МК, МОК, ОК, ВО и др.) согласуется с преподавателем при выполнении 6-го этапа работы.
– Произведите просмотр технологических документов в системе “АДЕМ”.
– Выполните распечатку технологических документов. Количество страниц в каждом документе согласуется с преподавателем.
– Распечатки технологических документов прилагаются к отчету.
9-й этап. Составление отчета
Отчет составляется на стандартных листах писчей бумаги формата 11 (А4) и должен содержать:
Титульный лист, см. стр. 23.
Содержание.
Чертеж детали, рис. О-1, оформленный в соответствии с требованиями ЕСКД, с проставленными размерами и параметрами колеса и зубчатого зацепления, согласно варианту задания.
Выбор вида и предварительных размеров заготовки.
Разработка плана обработки поверхностей.
Табл. О-1. Количество переходов и план обработки поверхностей.
Расчет припусков, выбор заготовки, определение переходных размеров.
Табл. О-2. Припуски, размеры заготовки, межпереходные размеры.
Обоснование маршрута обработки детали и выбор оборудования в маршруте.
Табл. О-3. Маршрут и эскизы обработки плоского зубчатого колеса.
Распечатка окна Маршрут в САПР ТП “АДЕМ”.
Распечатка окна Маршрут в САПР ТП “ АДЕМ ” с раскрытыми операциями и переходами.
Обоснование выбора инструмента и технологической оснастки.
Распечатка маршрутной карты (МК) в САПР ТП “ АДЕМ ”.
Распечатка маршрутно-операционной карты (МОК) в САПР ТП “ АДЕМ ”.
Распечатка операционной карты (ОК)в САПР ТП “ АДЕМ ”.
Распечатка ведомости оснастки (ВО) в САПР ТП “ АДЕМ ”.
10-й этап. Защита лабораторных работ
– Защита лабораторных работ производится по мере готовности выполнения каждого этапа с отметкой его выполнения в журнале преподавателя.
– Спроектированный техпроцесс должен быть записан на внешнюю память, с целью дальнейшего использования его, как АНАЛОГА, при проведении работ по дисциплине “САПР технологических процессов”.
Литература
Технология машиностроения (специальная часть): Учебник для машиностроительных специальностей вузов / А. А. Гусев, Е.Р. Ковальчук, И.М. Колесов и др. - М.: Машиностроение, 1986.
Проектирование технологии: Учебник для студентов машиностроительных специальностей вузов / И.М. Баранчукова, А.А. Гусев, Ю.Б. Крамаренко и др.; Под общ. ред. Ю.М. Соломенцева. - М.: Машиностроение, 1990.
Проектирование технологии автоматизированного машиностроения: Учеб. для машиностроит. cпец. Вузов / И.М. Баранчукова, А.А. Гусев, Ю.Б. Крамаренко и др.; Под ред. Ю.М. Соломенцева. – 2-е изд. Испр. - М.: Высш. шк. , 1999.
Проектирование технологии обработки деталей в САПР ТП “Карус” с применением тех процессов-аналогов. Методические указания к выполнению самостоятельной работы./ Сост. А. И. Пятунин. – М.: МИСиС, 2002.
5. Допуски и посадки: Справочник, в 2-х частях, ч. 1. / В.Д.Мягков и др. – Л.: Машино строение, Ленингр. отдел., 1982.
6. Справочник технолога-машиностроителя. В 2-х т. Т.1 / Под ред. А. Г. Косиловой и Р. К. Мещерякова. – М.: Машиностроение, 1985.
7. Лакирев С. Г. Обработка отверстий: Справочник. – М. Машиностроение, 1984.
Пятунин А. И., Смирнов К.А. САПР технологических процессов; Автоматизированное проектирование технологии в САПР ТП “АДЕМ”: Лаб. практикум – М.: ЭПИ МИСиС, 2005.
Технология машиностроения: В 2 кн. Кн. 1. Основы технологии машиностроения: Учеб. пособ. для вузов/Э.Л. Жуков, И.И. Козарь, С.Л. Мурашкин и др.; Род ред. С.Л. Мурашкина.– 2-е изд., доп. – М.: Высш. шк., 2005.– 278 с.: ил.
10. Технология машиностроения: В 2 кн. Кн. 2.Производство деталей маштн: Учеб. пособ. для вузов/Э.Л. Жуков, И.И. Козарь, С.Л. Мурашкин и др.; Род ред. С.Л. Мурашкина.– 2-е изд., доп. – М.: Высш. шк., 2005.– 295 с.: ил.
Приложения
Рис. П-1. Обозначения параметров зубчатого колеса
Таблица П-1. Параметры элементов колеса и зубчатого зацепления
№
вар.
Z
m,
мм
d,
мм
W,
мм
D1,
мм
D2,
мм
D3,
мм
B1,
мм
B2,
мм
d1,
мм
b,
мм
t,
мм
F1,
мм
F2,
мм
Материал сталь
Твер-дость
Масса
кг
01
35
4
140
148
56
105
36
12
32
10
35,3
0,020
0,025
20Х
см.
черт.
2,9
02
30
5
150
160
56
110
40
14
36
10
39,3
0,020
0,025
20Х13
см.
черт.
3,7
03
40
3
120
126
50
95
32
10
32
10
35,3
0,012
0,016
35-б
см.
черт.
1,7
04
35
3
105
111
40
80
25
8
25
8
28,3
0,010
0,016
40Х
см.
черт.
1,1
05
45
4
180
188
63
150
40
14
40
12
43,3
0,020
0,030
35
см.
черт.
4,5
06
24
5
120
130
50
80
36
12
32
10
35,3
0,012
0,016
40X13
см.
черт.
2,4
07
55
4
220
228
63
180
40
14
40
12
43,3
0,020
0,030
45
см.
черт.
6,9
08
70
2
140
144
32
125
25
8
20
6
22,8
0,020
0,025
45-б
см.
черт.
1,4
09
30
2,5
75
80
28
56
20
7
16
5
18,3
0,010
0,012
20Х
см.
черт.
0,6
10
40
5
200
210
63
160
40
14
40
12
43,3
0,020
0,030
20Х13
см.
черт.
5,9
11
50
2,5
125
130
40
105
28
9
25
8
28,3
0,012
0,025
35-б
см.
черт.
1,5
12
45
3
135
141
50
110
36
12
32
10
35,3
0,020
0,025
40Х
см.
черт.
2,4
13
90
2
180
184
32
160
25
8
20
6
22,8
0,020
0,030
35
см.
черт.
2,3
14
60
2,5
150
155
40
125
28
9
25
8
28,3
0,020
0,025
40X13
см.
черт.
2,1
15
65
2
130
134
32
110
25
8
20
6
22,8
0,020
0,025
45
см.
черт.
1,4
Продолжение табл. П-1
№
вар.
Z
m,
мм
d,
мм
W,
мм
D1,
мм
D2,
мм
D3,
мм
B1,
мм
B2,
мм
d1,
мм
b,
мм
t,
мм
F1,
мм
F2,
мм
Материал сталь
Твер-дость
Масса
кг
16
35
4
140
148
56
115
45
12
32
10
35,3
0,020
0,025
20Х
см.
черт.
3,6
17
30
5
150
160
56
120
50
14
36
10
39,3
0,020
0,025
20Х13
см.
черт.
4,1
18
40
3
120
126
50
100
40
10
32
10
35,3
0,012
0,016
35-б
см.
черт.
2,1
19
35
3
105
111
40
75
30
8
25
8
28,3
0,010
0,016
40Х
см.
черт.
1,3
20
45
4
180
188
63
145
45
14
40
12
43,3
0,020
0,030
35
см.
черт.
4,8
21
24
5
120
130
50
90
40
12
32
10
35,3
0,012
0,016
40X13
см.
черт.
2,5
22
55
4
220
228
63
190
45
14
40
12
43,3
0,020
0,030
45
см.
черт.
7,2
23
70
2
140
144
32
120
30
8
20
6
22,8
0,020
0,025
45-б
см.
черт.
1,6
24
30
2,5
75
80
28
60
30
7
16
5
18,3
0,010
0,012
20Х
см.
черт.
0,7
25
40
5
200
210
63
170
45
14
40
12
43,3
0,020
0,030
20Х13
см.
черт.
6,5
26
50
2,5
125
130
40
110
35
9
25
8
28,3
0,012
0,025
35-б
см.
черт.
1,7
27
45
3
135
141
50
125
45
12
32
10
35,3
0,020
0,025
40Х
см.
черт.
2,6
28
90
2
180
184
32
165
30
8
20
6
22,8
0,020
0,030
35
см.
черт.
2,5
29
60
2,5
150
155
40
130
35
9
25
8
28,3
0,020
0,025
40X13
см.
черт.
2,2
30
65
2
130
134
32
115
30
8
20
6
22,8
0,020
0,025
45
см.
черт.
1,8
Обрабатываемая
поверхность
Шерохов.
поверхн., Rа, мкм
Допуск размера
∆Тi, мкм
Количество переходов
lg Σ уточн.
n = ————
0,46
Возможный вариант
технологического маршрута
обработки поверхностей
Заготовка.
D'заг = h
B'заг = h
40
80
ΔΤ D'заг (IT, табл. 12, [4])
ΔΤ B'заг (IT17,[5]+IT, табл. 12,[4])
1. Отрезка на пиле от проката заготовки D'заг = h,
длиной B'заг = h
Цилиндрическая поверхность по наружному диаметру зубчатого венца.
Окончательный размер:
D1= h7
0,63
ΔΤ D1 (IT7, табл. 1.8, [5])
IΤ D' заг
lg ————
IΤ D1
n = —————— = …
0,46
n =
1.Черновая токарная обработка с одной, затем (с переустановкой) – с другой стороны.
2.Чистовое обтачивание венца на оправке.
3.Окончательное шлифование поверхности венца на центровой оправке.
Ширина колеса.
(зубчатый венец и ступица)
Окончательный
размер:
В1= h8
1,25
ΔΤ B1 (IT8, табл. 1.8, [5])
IΤ B' заг
lg ————
IΤ B1
n = —————— =…
0,46
n =
1.Черновая токарная обработка с одной, затем (с переустановкой) – с другой стороны.
2. Шлифование боковой поверхности с одной, затем (с переустановкой) – с другой стороны.
3.Окончательное шлифование торца венца.
4.Окончательное шлифование торца ступицы.
Обработка отверстия:
Окончательный
размер:
d1= H6
0,63
1. Сверление отверстия в сплошном металле.
2. Рассверливание (при необходимости) отверстия.
3. Предварительное, повторное и чистовое (с точностью по 7 квалитету) растачивание отверстия.
4. Окончательное шлифование отверстия с точностью по 7 квалитету
Эвольвентное
зацепление.
m =____,
z =_____
0,4
1. Фрезерование зубьев за один (при m<2..2,5 мм) или за два прохода.
2. Черновое шлифование.
3. Чистовое шлифование.
Таблица П-2. Количество переходов и возможный план обработки поверхностей
Таблица П-3. Припуски, размеры заготовки, межпереходные размеры.
Обрабатываемая поверхность
Содержание перехода
(номера переходов приняты
из таблицы 2)
Поверхность после выполнения перехода
Размер, мм Квалитет Шерохов.,
мкм
Ri Rа
Припуск на
переход, мм
Z i
Поверхность до выполнения перехода
Размер, мм Квалитет Шерохов.,
мкм
R(i+1)= Ri+ Zi Rа
Наружный
диаметр
зубчатого венца:
Окончат. размер
D1= h7
Размер заготовки
Dзаг= h
3. Окончательное шлифование поверхности венца на центровой оправке.
2. Чистовое обтачивание венца на круглой оправке.
1. Предварительная (черновая) токарная обработка диаметра венца с одной, затем – с другой стороны.
4. Шлифование боковой поверхности колеса с другой стороны.
3. Шлифование боковой поверхности колеса с одной стороны.
2. Предварительная (черновая) токарная обработка с другой стороны.
1. Предварительная (черновая) токарная обработка с одной стороны.
B1= h8 h8 1,25
B1= h8 h8 1,25
Bзаг= h
Обработка отверстия:
Окончат. размер
d1= h6
Размер заготовки
dзаг = h__
6. Окончательное шлифование отверстия.
5. Чистовое растачивание.
4. Повторное растачивание отверстия.
3. Предварительное растачивание отверстия.
2. Рассверливание отверстия (при необходимости).
1. Сверление отверстия.
d1= H6 H6 0,63
Зубчатое зацепление
m =____,
z =_____
3. Чистовое шлифование.
2. Черновое шлифование.
1. Фрезерование зубьев за один (при m<2..2,5 мм) или за два прохода.
0,4
Примечание. Расчет припусков для каждой поверхности начинается от конечного размера поверхности в готовой детали, и далее по переходам в последовательности, обратной ходу технологического процесса, т. е. сверху вниз в данной таблице.
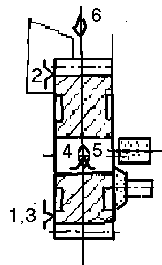
Таблица П-4. Возможный маршрут и эскизы обработки плоского зубчатого колеса
№ операции
Операция,
содержание переходов
Базирование
Оборудование
Модель _____
1
2
3
4
005
Заготовительная
Отрезка заготовки от проката
Призмы
Пило-отрезной станок
010
Токарная. Установ А.
Предварительная (черновая) токарная обработка наружной поверхности, точение боковой поверхности и карманов с одной стороны колеса, центрование, сверление, рассверливание и предварительное растачивание отверстия.
Трехкулачковый самоцентрирующийся патрон
Токарно-винторезный станок
Установ Б.
Предварительная (черновая) токарная обработка наружной поверхности (на остатке), точение боковой поверхности и карманов с другой стороны колеса, повторное растачивание отверстия
То же
015
Термическая обработка (нормализация или отпуск)
020
Плоско-шлифовальная.
Шлифование боковых поверхностей последовательно с двух сторон (с переворачиванием заготовки)
Боковая поверхность на магнитной плите
Вертикальный плоскошлифовальный станок
025
Токарная.
Чистовое растачивание отверстия с точностью по 7-му квалитету (установка заготовки с поджимом к торцу с помощью скошенных кулачков)
Алмазно-расточный или токарно-винторезный станок
030
Протяжная.
Протягивание шпоночного паза
По торцу и точно расточенному отверстию заготовки зубчатого колеса на операции 025
Вертикально-протяжной станок
035
Слесарная.
Зачистка фасок на торцах шпоночного паза
——
——
Продолжение табл. П–4
1
2
3
4
040
Токарная.
Чистовое обтачивание венца на круглой оправке с базированием по диаметру отверстия (возможна обработка набора заготовок)
Токарно-винторезный станок (или с ЧПУ)
045
Зубофрезерная.
Зубонарезание под последующее шлифование зубьев, производимое после термической обработки на операциях 065 и 070
Окончательное шлифование цилиндрической поверхности зубчатого венца и его боковой поверхности на центровой оправке; радиальное биение венца не более F1 мм, биение торца венца – не более F2 мм.
По диаметру отверстия и базовому торцу
Торцекругошлифо-
вальный станок с косым кругом
080
Внутришлифовальная.
Окончательное шлифование отверстия по 6-му квалитету и базового торца ступицы. Биение торца ступицы – не более F2 мм.
Внутришлифовальный станок с двумя кругами.
085
Зубошлифовальная.
Предварительное шлифование зубьев червячным шлифовальным кругом на центровой оправке с посадкой по диаметру отверстия
На оправке при базировании по диаметру отверстия и торцу
ступицы
Зубошлифовальный станок с червячным шлифовальным кругом
Продолжение табл. П–4
1
2
3
4
090
Зубошлифовальная.
Окончательное шлифование зубьев на станках высокого класса точности
На центровой круглой оправке
То же
095
Контроль
-
Контрольный инструмент, специальный станок
100
Консервация
-
-
105
Упаковывание
-
-
Примечания: 1. Технологический маршрут и эскизы обработки плоского зубчатого колеса составлены по материалам [1]–[3], (тип 3 и 4; 6-я степень точности; диаметр 80-220 мм; модуль 2,5-5,0 мм; посадка – на валу по диаметру отверстия).
2. Модель оборудования для операций студенты назначают самостоятельно.
3. Разнесение переходов по обработке поверхностей (из табл. 2 и табл. 3) по операциям (табл.4) производится с учетом необходимости выполнения черновой или чистовой механообработки, а также необходимости применения в маршруте изготовления детали тех или иных операций термообработки, например, для снятия внутренних напряжений или для упрочнения поверхностей.
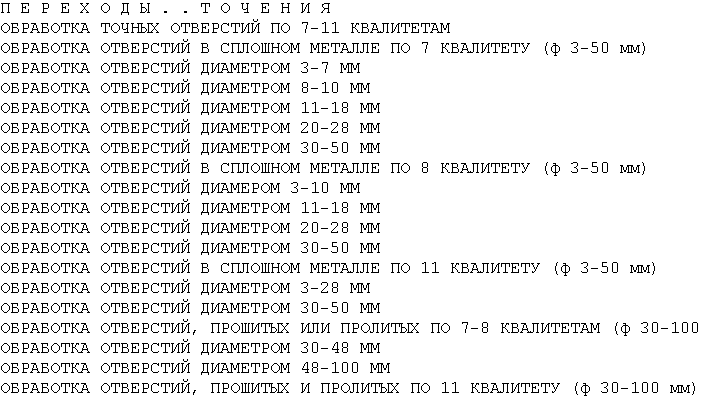
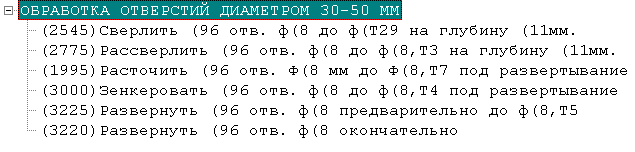
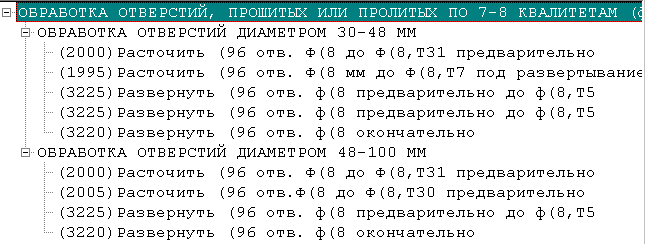
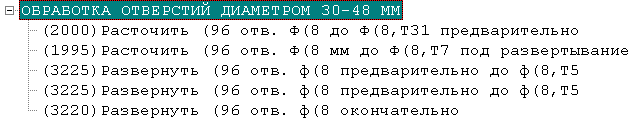
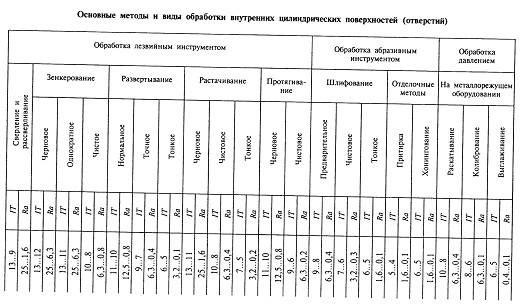
Таблица П-5.
Обработка отверстий (САПР ТП «КАРУС»)
Продолжение табл. П–5
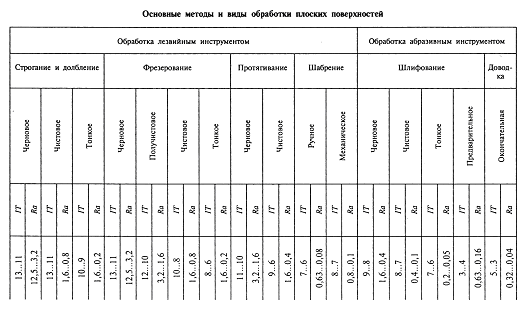
Таблица П–6
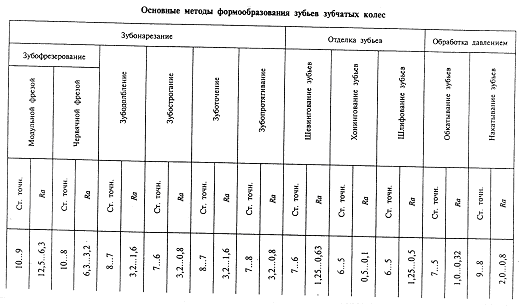
Таблица П–7
Таблица П–8
Таблица П–9
Таблица П-10
Ключевые слова технологических переходов
Ключевое слово при обработке резанием
Ключевое слово при слесарной работе
Основные переходы
Вальцевать
Врезаться
Галтовать
Гравировать
Довести
Долбить
Закруглить
Заточить
Затыловать
Зенкеровать
Зенковать
Навить (на станке)
Накатать
Обкатать
Опилить
Отрезать
Подрезать
Притереть
Приработать
Протянуть
Развернуть
Развальцевать
Раскатать
Рассверлить
Расточить
Сверлить
Строгать
Суперфинишировать
Точит
Хонинговать
Шевинговать
Шлифовать
Цековать
Центровать
Фрезеровать
Вспомогательные переходы
Выверить
Закрепить
Настроить
Переустановить
Переустановить и закрепить
Переустановить, выверить и закрепить
Переместить
Поджать
Проверить
Смазать
Спаять
Установить и выверить
Установить и закрепить
Установить, выверить и закрепить
Балансировать
Базировать
Гравировать
Гнуть
Довести
Завить
Закрепить
Застегнуть
Застопорить
Зачистить
Запрессовать
Зенковать
Калибровать
Кернить
Клепать
Контрить
Маркировать
Навить
Нанести
Нарезать
Опилить
Отрезать
Отрубить
Очистить
Пломбировать
Полировать
Править
Притереть
Развальцевать
Развернуть
Развинтить
Разместить
Разобрать
Разрезать
Распломбировать
Распрессовать
Расшплинтовать
Расштифтить
Сверлить
Свинтить
Склеить
Собрать
Установить
Центровать
Шабрить
Шплинтовать
Раздаточный материал
Электростальский политехнический институт (филиал МИСиС)










 0,4
0,4