
Обеспечение качества самонарезающих винтов на основе регламентации свойств исходной заготовки в условиях недетерминированной информации
| Вид материала | Регламент |
СодержаниеОбщая характеристика работы Основное содержание работы Оао «ммк») Основные выводы по работе Основные положения диссертации отражены в публикациях |
- Требования к функциям и техническим параметрам автоматизированной системы расчетов,, 23.74kb.
- § Методы выявления и разрешения противоречий в технических системах, 70.12kb.
- Схема замещения Критерии качества сглаживающих свойств фильтров, 96.21kb.
- Конспекты лекций (тезисы). Тема №1: Предмет и содержание курса, 838.85kb.
- 40. Динамические экспертные системы, 1383.49kb.
- Предъявление и выполнение требований к их профессиональному образованию и сертификации, 79.83kb.
- Лекция: Информационное обеспечение ис: Информационное обеспечение ис. Внемашинное информационное, 314.22kb.
- Курсовая работа тема: Разработка Архиватора, 95.11kb.
- Заявка на участие в конференции «Инновационное обеспечение качества образования в условиях, 15.49kb.
- Учебно-методическое пособие «Формирование исходной информации для выполнения задания, 340.06kb.
На правах рукописи
Вахитова Фарида Талгатовна
Обеспечение качества самонарезающих винтов на основе регламентации свойств исходной заготовки
в условиях недетерминированной информации
Специальность 05.02.23 – Стандартизация и управление качеством продукции (металлургия)
Автореферат
диссертации на соискание ученой степени
кандидата технических наук
Магнитогорск - 2010
Работа выполнена в ГОУ ВПО «Магнитогорский государственный технический университет им. Г.И. Носова»
Научный руководитель кандидат технических наук
Рубин Геннадий Шмульевич
Официальные оппоненты: доктор технических наук
Закиров Дильфат Минияхметович
кандидат технических наук
Пудов Евгений Андреевич
Ведущая организация ЗАО НПО «БелМаг»
(г. Магнитогорск)
Защита состоится 22 июня 2010 г. в 15.00 часов на заседании диссертационного совета Д 212.111.05 при ГОУ ВПО «Магнитогорский государственный технический университет им. Г.И. Носова» по адресу: 455000, г. Магнитогорск, пр. Ленина, 38, МГТУ, малый актовый зал.
С диссертацией можно ознакомиться в библиотеке ГОУ ВПО «Магнитогорский государственный технический университет им. Г.И. Носова».
Автореферат разослан «21» мая 2010 г.
Ученый секретарь
диссертационного совета Полякова М.А.
^ Общая характеристика работы
Актуальность работы.
В настоящее время операции по соединению элементов конструкции являются одними из основных при производстве различных систем. Хотя стоимость крепежных деталей механического узла в среднем не превышает 5%, затраты рабочего времени на операции по соединению деталей достигают более половины общих временных затрат на изготовление продукции. В результате стоимость крепежа, установленного в изделии, увеличивается в 3-10 раз по сравнению с его номинальной стоимостью. В связи с этим экономически целесообразным является использование быстроустанавливаемых крепежных деталей, таких как самонарезающие винты.
На сегодняшний день саморезы являются одним из наиболее востребованных видов крепежа. Стремительно растущая популярность самонарезающих винтов объясняется их расширенными функциональными возможностями:
- получение отверстия и формирование в нем резьбы непосредственно во время сборочной операции;
- обеспечение надежного стопорения резьбового соединения;
- возможность установки в местах с односторонним доступом;
- крепление к конструкциям из различных материалов;
- снижение себестоимости резьбового соединения за счет исключения операций предварительного образования резьбы и её контроля.
Динамично развивающиеся отрасли промышленности, такие как строительство, производство бытовой техники и электроники, приборостроение, точное машиностроение, автомобилестроение, мебельная и деревообрабатывающая промышленность, стимулируют постоянный рост потребления самонарезающих винтов. Однако, несмотря на то, что спрос на саморезы постоянно растет, перспективы российских заводов на этом рынке довольно сомнительны. Почти 90% потребляемых в России самонарезающих винтов ввозится из-за границы.
Невостребованность саморезов отечественного производства объясняется несоответствием состава свойств продукции и их количественных характеристик требованиям потребителя. В то время как за рубежом фирмы-производители стремятся в максимальной степени удовлетворить потребности заказчика и тем самым гарантировать стабильный сбыт выпускаемых металлоизделий. Для увеличения объемов реализации самонарезающих винтов российских производителей необходимо освоить производство продукции, номенклатура и уровень свойств которой соответствовали бы требованиям потребителя.
В связи с вышесказанным исследования, направленные на решение проблемы достижения уровня качества саморезов, соответствующего требованиям потребителя, являются весьма актуальными. Только в этом случае можно обеспечить высокую конкурентоспособность самонарезающих винтов отечественного производства и значительно увеличить объемы их реализации.
Цель работы и задачи исследования.
Целью настоящей работы является обеспечение заданного уровня качества самонарезающих винтов за счет разработки требований к заготовке для изготовления продукции в условиях действующей технологии производства.
Для достижения указанной цели в работе поставлены и решены следующие задачи:
1. Разработка дерева свойств, как инструмента анализа качества самонарезающих винтов, в соответствии с функциональными требованиями потребителя.
2. Исследование влияния свойств исходной заготовки на уровень качества самонарезающих винтов.
3. Разработка математической модели преобразования параметров металлоизделия с учетом различных видов недетерминированности процессов производства продукции для определения требований к исходной заготовке, обеспечивающих достижение заданного уровня качества самонарезающих винтов.
Научная новизна работы.
1. Разработана иерархическая структура свойств самонарезающих винтов, отражающая специальные свойства саморезов и общие свойства стержневых крепежных изделий, на основе принципа функциональности готовой продукции.
2. Установлены статистические зависимости, определяющие влияние основных химических элементов в стали на уровень качества готовой продукции и позволяющие определять рациональный химический состав стали для производства самонарезающих винтов.
3. Разработана математическая модель пооперационного преобразования параметров металлоизделия, позволяющая решать задачи выбора технологии, прогнозирования свойств готовой продукции и определения требуемого диапазона свойств горячекатаной заготовки.
Практическая ценность работы.
1. Осуществлен выбор марки стали для производства самонарезающих винтов, обеспечивающей выполнение требования бездефектности на операциях формообразования и достижение регламентированного уровня значений твердости сердцевины и крутящего момента готовой продукции.
2. Сформированы требования к механическим свойствам горячекатаной заготовки, обеспечивающие необходимую технологичность стали на операциях холодной объемной штамповки.
3. Экономический эффект от внедрения разработок в условиях ОАО «ММК-МЕТИЗ» за счет снижения дефектности отштампованных заготовок по трещинам на 94% и полного устранения отбраковки готовых изделий по твердости сердцевины и крутящему моменту составил 800 тыс. руб. в год (в ценах 2008 г.) (долевое участие автора).
4. Результаты диссертационной работы используются в учебном процессе ГОУ ВПО «Магнитогорский государственный технический университет им. Г.И. Носова» (ГОУ ВПО «МГТУ») при подготовке инженеров по специальностям 200503 «Стандартизация и сертификация» (металлургия) и 150106 «Обработка металлов давлением».
Реализация работы.
Результаты диссертационной работы внедрены на ОАО «ММК-МЕТИЗ». Решения, предложенные в диссертации, обеспечили стабильное производство самонарезающих винтов, уровень качества которых соответствует требованиям, установленным в ТУ 1640-041-00187240-2007.
Апробация работы.
Основные положения диссертации доложены и обсуждены на Всероссийской научно-технической конференции «Новые материалы и технологии НМТ-2008» (Москва, «МАТИ», 2008 г.); Международной школе-семинаре «Фазовые и структурные превращения в сталях» (п. Кусимово, Башкортостан, 2008 г.); Международной научно-технической конференции молодых специалистов ОАО «ММК» (Магнитогорск, 2009 г.); ежегодных научно-технических конференциях ГОУ ВПО «МГТУ» (Магнитогорск, 2007 - 2009 гг.); технических советах ОАО «ММК-МЕТИЗ» (Магнитогорск, 2006 - 2009 гг.).
Публикации.
По теме диссертации опубликовано 10 научных статей, в т.ч. 4 в рецензируемых изданиях из перечня ВАК РФ.
Структура и объем работы.
Диссертационная работа состоит из введения, 4 глав, заключения, библиографического списка из 135 наименований, 6 приложений. Текст диссертации изложен на 139 страницах машинописного текста, иллюстрирован 22 рисунками, содержит 36 таблиц.
^ Основное содержание работы
Во введении обоснована актуальность проблемы, изложены цель, задачи и научная новизна работы.
В первой главе выполнен сравнительный анализ самонарезающих винтов (СНВ) и традиционных шурупов, как предшественников исследуемой металлопродукции; рассмотрены возможные варианты конструктивного исполнения саморезов; сформирована классификация СНВ с точки зрения области их применения. Выполнен анализ качества саморезов отечественного и импортного производства на предмет соответствия данного металлоизделия требованиям современного рынка. Рассмотрена общая технологическая схема производства СНВ (рис. 1) с точки зрения влияния технологических операций на качество готовой продукции. Обоснована правомерность рассмотрения технологии производства саморезов как процесса недетерминированного.
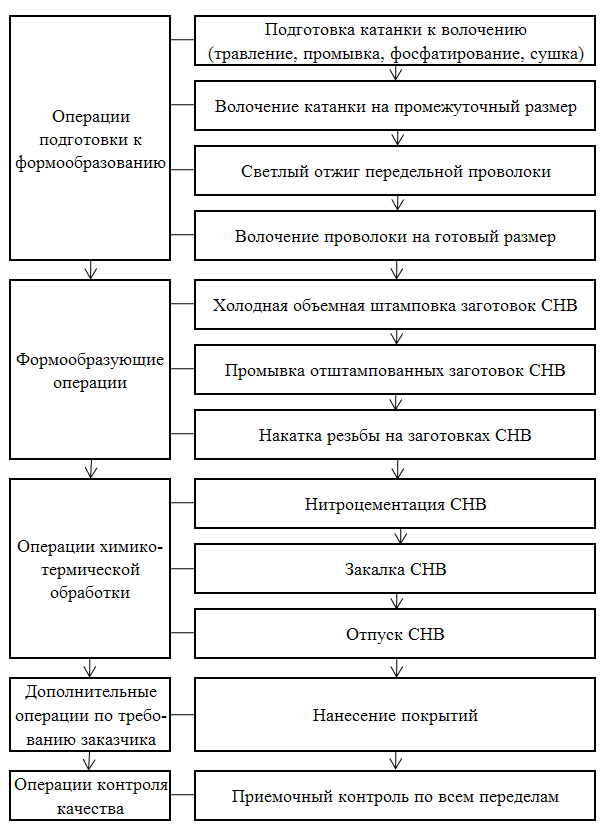
Рис. 1. Схема технологического процесса производства СНВ
Наибольшее влияние на качество СНВ оказывают формообразующие операции, определяющие точность форм и размеров металлоизделия, и операции химико-термической обработки (ХТО), в результате которых формируется окончательный уровень свойств винтов по твердости поверхности и сердцевины, глубине нитроцементованного слоя и минимальному сопротивлению скручиванию.
Качественное формообразование саморезов во многом зависит от способности калиброванного металла к обработке методом холодной объемной штамповки (ХОШ). Уровень механических свойств исходной заготовки должен обеспечить требуемую деформируемость металла на операциях формообразования.
Уровень твердости сердцевины и крутящего момента СНВ определяется, главным образом, способностью применяемой стали упрочняться в процессе ХТО на ту или иную глубину.
В рамках данной работы преобразование параметров заготовки по ходу технологического процесса рассматривается как процесс недетерминированный. Предположение о строгой детерминированности параметров технологии и параметров продукции является неоправданным упрощением реальности, так как любой технологический процесс и любое металлоизделие характеризуются множеством факторов неопределенности.
Различные виды недетерминированности процессов преобразования параметров металлоизделия обуславливают необходимость применения для их формализации математической модели, состоящей из двух блоков:
1) блок статистических моделей. Разрабатывается для технологических процессов, в которых известными являются только значения входных и выходных параметров. Преобразование параметров по ходу процесса не поддается какому-либо контролирующему воздействию. В технологии производства СНВ таким процессом является ХТО;
2) блок моделей нечеткого отображения. Разрабатывается в том случае, когда контролю поддаются не только значения входных и выходных параметров, но и преобразование этих параметров по ходу технологического процесса. В технологии производства саморезов возможность пооперационного определения механических свойств стали имеется в процессе подготовки металла к ХОШ.
Таким образом, основным направлением в обеспечении заданного уровня качества СНВ в условиях действующего производства является разработка требований к горячекатаной заготовке, обеспечивающей необходимую технологичность стали на операциях ХОШ и достижение регламентированного уровня свойств винтов после ХТО, с учетом недетерминированности процессов преобразования сырья в конечный продукт.
На основании проведенного анализа определены цель и задачи исследования.
Во второй главе проведен анализ функциональных возможностей СНВ и свойств, обеспечивающих их реализацию, на основе которого сформирована структура качества данного вида крепежа (рис. 2). Представленная иерархическая совокупность свойств состоит из двух основных групп:
1) свойства СНВ, обеспечивающие выполнение специальных функций данного металлоизделия;
2) свойства СНВ, реализующие общие функции стержневых крепежных изделий.
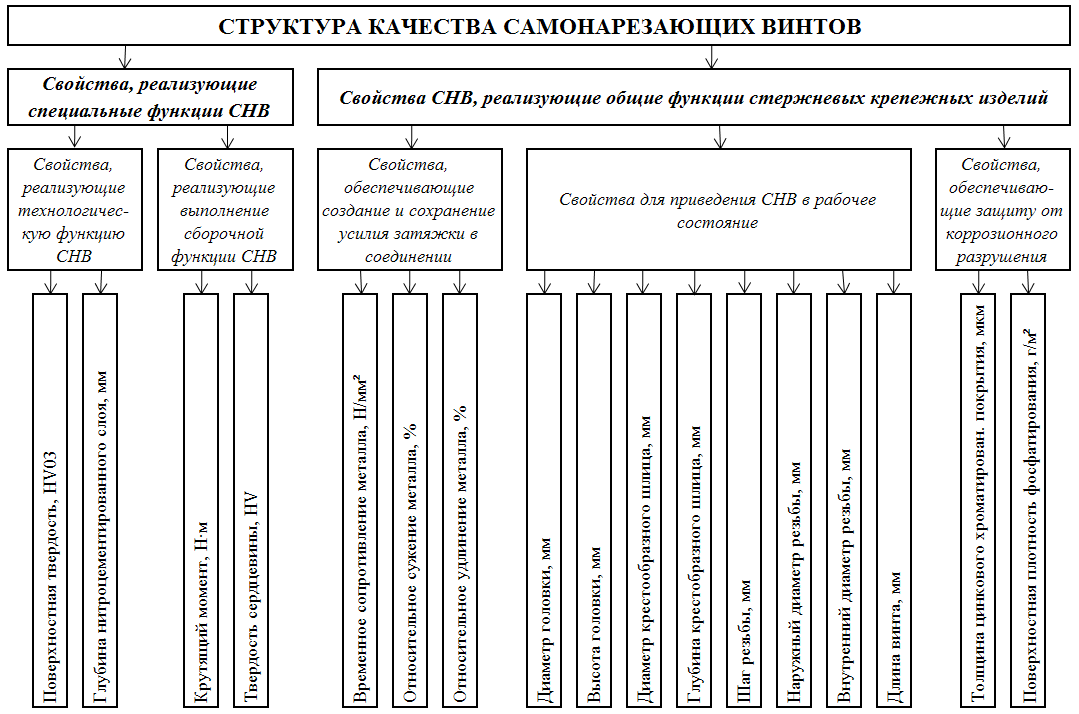
Рис. 2. Дерево свойств СНВ
Дерево свойств, как инструмент анализа качества продукции, позволяет определять, какими свойствами саморезов необходимо управлять, чтобы обеспечить выполнение той или иной полезной для потребителя функции.
Исследование процесса формирования качества СНВ было проведено в условиях ОАО «ММК-МЕТИЗ». Требуемый потребителями уровень свойств винтов после ХТО представлен в табл. 1.
Таблица 1
Заданный уровень свойств СНВ после ХТО
| Наименование показателей | Значение показателей | ||
| Диаметр винтов, мм | 3,5 | 4,2 | 4,8 |
| Глубина слоя, мм | 0,05 – 0,18 | 0,10 – 0,23 | 0,10 – 0,23 |
| Твердость поверхности, HV0,3 | не менее 560 | ||
| Твердость сердцевины, HV | 240 - 450 | ||
| Крутящий момент, Н·м, не менее | | | |
| - для винтов исполнения 1 (мелкий шаг резьбы) | 2,8 | 4,5 | 6,5 |
| - для винтов исполнения 2 (крупный шаг резьбы) | 2,0 | 4,5 | 6,5 |
На этапе освоения для производства СНВ применялась сталь марки Cq22 по ТС 14-101-581-2005 (сталь 20 по ГОСТ 10702-78 с дополнительными требованиями по химическому составу).
В процессе исследования производства саморезов из указанной марки стали были выявлены проблемы, оказывающие существенное влияние на уровень качества готовой продукции:
1) на высаженных винтах были обнаружены дефекты в виде трещин на головках металлоизделия (15% в общем объеме несоответствующей продукции);
2) значительная часть изделий не выдерживала испытаний на скручивание (72% в общем объеме несоответствующей продукции).
В третьей главе проведено исследование влияния химического состава стали на уровень качества готовой продукции. Разработаны статистические зависимости свойств СНВ от химического состава используемого материала, на основе которых решена компромиссная задача: определен химический состав стали для производства саморезов, обеспечивающий, с одной стороны, выполнение требований бездефектной ХОШ, с другой стороны – достижение регламентированного уровня твердости сердцевины и крутящего момента.
На основе анализа дерева свойств установлено, что причиной невыполнения СНВ сборочной функции (передачи крутящего момента при сборке) является низкий уровень твердости сердцевины изделия. Данный показатель качества зависит от многих факторов, как технологических (скорость охлаждения при закалке и др.), так и относящихся к применяемой стали (содержание легирующих элементов, микроструктура и др.). На практике учесть всю совокупность факторов не представляется возможным. В рамках данной работы проблема невыполнения винтами сборочной функции решалась посредством определения требований к химическому составу стали.
Повысить уровень твердости сердцевины СНВ можно при использовании сталей, легированных такими химическими элементами, как марганец, хром, бор, никель, кремний. С учетом этого, совместно с ОАО «ММК-МЕТИЗ» было принято решение о производстве саморезов из марганцовистой стали марок 20Г и 15Г (ГОСТ 4543-71). При использовании указанных марок стали твердость сердцевины СНВ находилась в пределах регламентированных значений. Все винты выдержали испытание на скручивание.
Однако содержание кремния в количестве 0,17 – 0,37%, положительно влияющее на уровень твердости сердцевины, с точки зрения обработки металла методом ХОШ является нежелательным. В результате добавления кремния сталь загрязняется неметаллическими включениями, которые в процессе холодного формообразования играют роль концентраторов напряжений и вызывают образование трещин. Поэтому содержание кремния в сталях, предназначенных для ХОШ, должно быть минимальным.
Для определения химического состава стали, обеспечивающего одновременное выполнение требований бездефектного формообразования и достижения заданного уровня свойств по твердости сердцевины и крутящему моменту, были разработаны статистические модели, справедливые для действующего технологического режима ХТО (табл. 2):
 , (1)
, (1) , (2)
, (2)где HVСЕРД – твердость сердцевины самонарезающего винта, HV;
МКР – минимальный крутящий момент, Н·м;
С, Mn, Si – содержание углерода, марганца и кремния в стали соответственно, %.
Уравнения регрессии (1) и (2) значимы на уровне α = 0,05.
Таблица 2
Режим химико-термической обработки СНВ
| Параметры процесса ХТО | Значения параметров | ||
| Зоны печи насыщения | |||
| I | II | III | |
| Температура в печи нитроцементации, 0С | 870 - 900 | 870 - 900 | 830 - 860 |
| Углеродный потенциал атмосферы, % | - | 0,60 - 0,75 | 0,80 - 0,85 |
| Расход аммиака, м3/ч | - | 0,68 - 0,70 | - |
| Время пребывания изделий в печи нитроцементации, мин | 30 | ||
| Температура масла в закалочном баке, 0С | 40 - 45 | ||
| Время пребывания изделий в закалочном баке, мин | 30 | ||
| Температура в печи отпуска, 0С | 170 - 190 | ||
| Время пребывания изделий в печи отпуска, мин | 55 | ||
На основании полученных зависимостей установлено, что выполнение указанных требований может быть обеспечено использованием при производстве СНВ стали с химическим составом, приведенным в табл. 3.
Таблица 3
Рекомендуемый химический состав стали
| Марка стали | Обозначение ^ (ОАО «ММК») | C, % | Mn, % | Si, % |
| типа 15Г | 15Г(М) ТС 14-101-679-2007 | 0,12 - 0,19 | 0,70 - 1,00 | 0,04 - 0,07 |
| Примечание: остальные требования к химическому составу по ГОСТ 4543-71 | ||||
Пониженное содержание кремния (0,04 – 0,07%) обеспечивает бездефектность ХОШ. Легирование стали марганцем в количестве 0,7 – 1,0% позволяет достичь требуемого уровня твердости сердцевины и, как следствие, выполнения винтами своей сборочной функции.
Процентное содержание химических элементов в стали определяется по номограммам, построенным на основе зависимостей (1) и (2). Примеры номограмм представлены на рис. 3
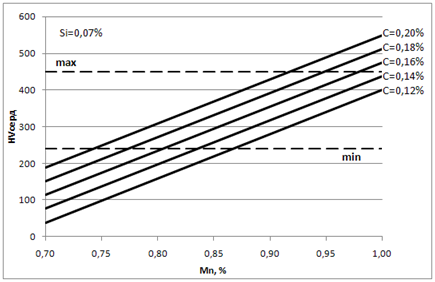
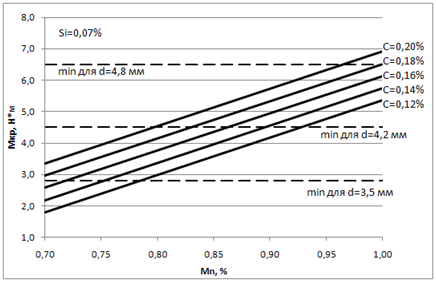
Рис. 3. Номограммы для определения химического состава стали
для производства СНВ заданного уровня качества
Четвертая глава посвящена разработке математической модели пооперационного преобразования параметров металлоизделия и выработке на ее основе требований к прочностным и пластическим свойствам исходной заготовки для производства СНВ.
Поскольку химический состав стали однозначно не определяет ее механические свойства, которые являются основным критерием штампуемости материала, а микроструктура при производстве саморезов не является величиной контролируемой по ходу технологического процесса, то для того, чтобы сделать окончательный вывод о возможности использования стали марки 15Г(М) для ХОШ, необходимо определить уровень механических свойств горячекатаной заготовки, который обеспечит требуемую деформируемость материала на операциях формообразования СНВ, и проверить выбранную марку стали на предмет соответствия заданному уровню свойств.
В силу недетерминированности параметров продукции каждый параметр
 металлоизделия определяем не конкретным числом, а диапазоном значений, который изменяется после каждой технологической операции. Интервал значений i-го показателя качества на j-ой операции характеризуем его стандартным отклонением и математическим ожиданием.
металлоизделия определяем не конкретным числом, а диапазоном значений, который изменяется после каждой технологической операции. Интервал значений i-го показателя качества на j-ой операции характеризуем его стандартным отклонением и математическим ожиданием.В соответствии с теоремой П.Л. Чебышева в качестве диапазона значений параметра
 примем интервал
примем интервал  (где
(где  и
и  - математическое ожидание и стандартное отклонение i-го показателя качества, соответственно). В результате множество возможных значений
- математическое ожидание и стандартное отклонение i-го показателя качества, соответственно). В результате множество возможных значений  параметра рассматриваем как нечеткое множество, а интервал
параметра рассматриваем как нечеткое множество, а интервал  - как носитель нечеткого множества. Каждый элемент нечеткого множества характеризуем функцией принадлежности
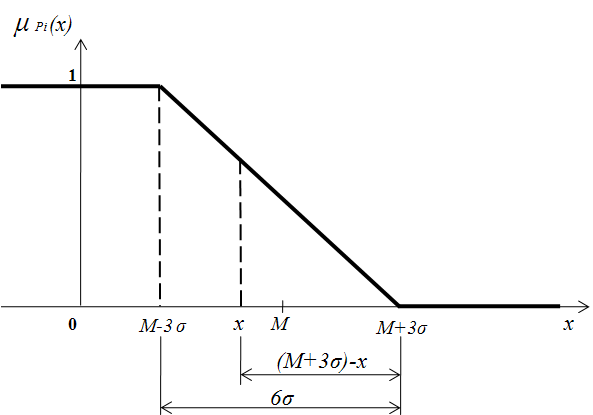
- как носитель нечеткого множества. Каждый элемент нечеткого множества характеризуем функцией принадлежности  , отражающей степень желательности того или иного значения. В соответствии с физической природой параметров металлоизделия выделим три основных типа технологической предпочтительности:
, отражающей степень желательности того или иного значения. В соответствии с физической природой параметров металлоизделия выделим три основных типа технологической предпочтительности:1) наиболее предпочтительным является минимальное значение диапазона
( , при котором
, при котором  ) (рис. 4,a). С точки зрения наилучшей штампуемости сталь должна характеризоваться минимально возможным значением временного сопротивления. Функция принадлежности в этом случае имеет вид:
) (рис. 4,a). С точки зрения наилучшей штампуемости сталь должна характеризоваться минимально возможным значением временного сопротивления. Функция принадлежности в этом случае имеет вид: (3)
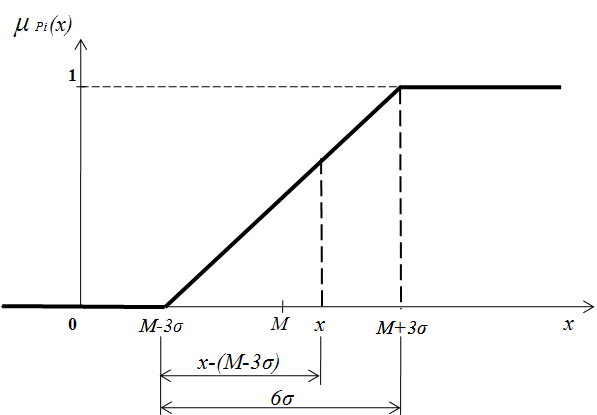
(3)2) наиболее предпочтительным является максимальное значение диапазона
 (
( , при котором
, при котором  ) (рис. 4,б). Например, чем больше значения относительного удлинения и сужения стали, тем она более пластична и, следовательно, более технологична на операциях холодной высадки. Функция принадлежности в этом случае имеет вид:
) (рис. 4,б). Например, чем больше значения относительного удлинения и сужения стали, тем она более пластична и, следовательно, более технологична на операциях холодной высадки. Функция принадлежности в этом случае имеет вид: (4)
(4)
а)
б)
в)
Рис. 4. Виды функций принадлежности нечетких множеств для случаев:
 (а),
(а),  (б) и
(б) и  (в)
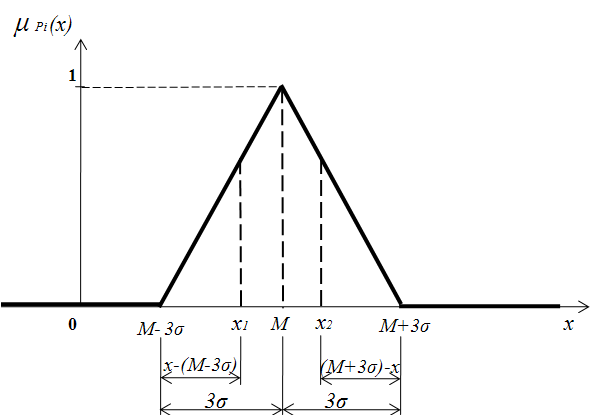
(в)3) наиболее предпочтительным является среднее значение диапазона
( , при котором ) (рис.4,в). Например, требованиям современного холодновысадочного оборудования в большей степени удовлетворяет заготовка с нулевыми отклонениями по диаметру. Функция принадлежности в этом случае имеет вид:
, при котором ) (рис.4,в). Например, требованиям современного холодновысадочного оборудования в большей степени удовлетворяет заготовка с нулевыми отклонениями по диаметру. Функция принадлежности в этом случае имеет вид:- при
 (5)
(5)- при
 (6)
(6)Для характеристики технологических операций в рамках данного подхода используются следующие коэффициенты:
1) коэффициент изменения математического ожидания показателя качества изделия:
 , (7)
, (7)где
 - коэффициент изменения математического ожидания i-го показателя качества на j-ой операции;
- коэффициент изменения математического ожидания i-го показателя качества на j-ой операции; ,
,  - значения математического ожидания i-го показателя качества на j-ой и (j-1)-ой операциях соответственно.
- значения математического ожидания i-го показателя качества на j-ой и (j-1)-ой операциях соответственно.2) коэффициент изменения стандартного отклонения показателя качества изделия:
 , (8)
, (8)где
 - коэффициент изменения стандартного отклонения i-го показателя качества на j-ой операции;
- коэффициент изменения стандартного отклонения i-го показателя качества на j-ой операции; ,
,  - значения стандартного отклонения i-го показателя качества на j-ой и (j-1)-ой операциях соответственно.
- значения стандартного отклонения i-го показателя качества на j-ой и (j-1)-ой операциях соответственно.Используя формулы (7) и (8), определим значения математического ожидания и стандартного отклонения показателя качества
в технологическом процессе на j-ой операции: ,
,(9)
Тогда после произвольной
 -ой операции справедливы равенства:
-ой операции справедливы равенства:
(10)
Динамика и спектр значений исследуемых параметров полностью описываются зависимостями (10). Полученная модель позволяет решать три различных типа задач:
1. Выбор технологии (определение коэффициентов
 и
и  ): при фиксированных параметрах исходной заготовки и требуемых параметрах готовой продукции установить режимы технологических операций, обеспечивающие переход от заданных параметров исходной заготовки к заданным параметрам готовой продукции.
): при фиксированных параметрах исходной заготовки и требуемых параметрах готовой продукции установить режимы технологических операций, обеспечивающие переход от заданных параметров исходной заготовки к заданным параметрам готовой продукции.2. Прогноз уровня качества готового изделия (определение
 и
и  ): в условиях действующей технологии производства при заданных параметрах исходной заготовки определить параметры готовой продукции.
): в условиях действующей технологии производства при заданных параметрах исходной заготовки определить параметры готовой продукции.3. Регламентация свойств исходной заготовки (определение
 и
и  ): в условиях действующей технологии производства при заданных параметрах готовой продукции определить параметры исходной заготовки, обеспечивающие достижение требуемого уровня свойств готового изделия.
): в условиях действующей технологии производства при заданных параметрах готовой продукции определить параметры исходной заготовки, обеспечивающие достижение требуемого уровня свойств готового изделия.Используя разработанную математическую модель (10), определим диапазоны механических свойств исходной заготовки для производства СНВ, обеспечивающие необходимую технологичность стали на операциях ХОШ (задача третьего типа).
В процессе производства СНВ в условиях ОАО «ММК-МЕТИЗ» осуществлен сбор статистической информации по показателям прочности и пластичности (σВ, Ψ и δ) стали марки 15Г(М) в горячекатаном, отожженном после волочения и калиброванном состояниях. Режимы волочения проволоки представлены в табл. 4. Отжиг передельной проволоки осуществляется в колпаковых садочных печах по режиму: температура отжига 7000С, продолжительность нагрева 10 ч, продолжительность охлаждения под печью 3 ч, продолжительность охлаждения под муфелем 10 ч.
Таблица 4
Маршруты волочения проволоки,
предназначенной для производства СНВ
| Марка стали | № п/п | Маршруты волочения |
| 15Г(М) | 1 | 24% 23% 26% 26% 23% 10% 5,5 – 4,8 – 4,2 – 3,6 – 3,1 – [2,72]+0,02 – 2,58-0,02 |
| 2 | 24% 23% 26% 26% 17% 10% 5,5 – 4,8 – 4,2 – 3,6 – 3,1 – [2,82]-0,02 – 2,68-0,02 | |
| 3 | 24% 23% 26% 23% 5% 5,5 – 4,8 – 4,2 – 3,6 – [3,16]+0,02 – 3,08-0,02 | |
| Примечание: диаметр, указанный в квадратных скобках – диаметр проволоки, предназначенной для промежуточного отжига. | ||
На основе полученной статистической информации определены значения математических ожиданий и стандартных отклонений для исследуемых показателей качества. Используя формулы (7) и (8), рассчитаны значения коэффициентов изменения математического ожидания и стандартного отклонения и определены математические модели пооперационного преобразования параметров заготовки на этапе подготовки металла к ХОШ с учетом режимов волочения. В качестве примера в табл. 5 представлены модели для заготовки, изготавливаемой по маршруту №1.
Таблица 5
Математические модели пооперационного преобразования параметров
σВ, Ψ и δ на этапе подготовки металла к ХОШ (маршрут волочения №1)
| Параметр | i | Операция | j |  |  |
| Временное сопротивление, σВ, Н/мм2 | 1 | отжиг | 1 |  |  |
| калибрование | 2 |  |  | ||
| Относительное сужение, Ψ, % | 2 | отжиг | 1 |  |  |
| калибрование | 2 |  |  | ||
| Относительное удлинение, δ, % | 3 | отжиг | 1 |  |  |
| калибрование | 2 |  |  | ||
| Примечание:  , - математическое ожидание и стандартное отклонение i-го показателя качества на входе технологического процесса. , - математическое ожидание и стандартное отклонение i-го показателя качества на входе технологического процесса. | |||||
Далее, предварительно задавшись необходимым уровнем механических свойств калиброванной проволоки, на основе разработанных математических моделей для каждого маршрута волочения последовательно определены диапазоны значений исследуемых параметров сначала в отожженном, а затем в горячекатаном состояниях.
В процессе производства СНВ установлено, что требуемой технологичностью на операциях ХОШ обладает калиброванная проволока со следующими диапазонами значений прочностных и пластических характеристик:



Выбор диапазонов механических свойств горячекатаной заготовки и отожженной проволоки произведен в соответствии с типами технологической предпочтительности:
- исходя из того, что временное сопротивление относится к первому типу технологической предпочтительности, требуемый интервал значений сформирован из минимальных значений рассчитанных диапазонов:
 |  |
- исходя из того, что относительное сужение и относительное удлинение относятся ко второму типу технологической предпочтительности, требуемые интервалы значений сформированы из максимальных значений рассчитанных диапазонов:
 |  |
 |  |
Опытная проверка выбранной для производства СНВ стали марки 15Г(М) на предмет достижения заданного уровня качества осуществлена в условиях ОАО «ММК-МЕТИЗ». Значения показателей прочности и пластичности стали на операциях подготовки металла к ХОШ соответствовали требуемым диапазонам. Установленный на основе разработанных математических моделей диапазон механических свойств горячекатаной заготовки обеспечил необходимую технологичность стали на операциях ХОШ. После ХТО твердость сердцевины и крутящий момент находились в пределах регламентированных значений. В результате применения стали марки 15Г(М) для производства СНВ на 94% снижено количество несоответствующей продукции по трещинам и полностью устранена отбраковка готовых изделий по твердости сердцевины и крутящему моменту.
^ Основные выводы по работе
1. На основе анализа литературных источников обосновано, что для обеспечения заданного уровня качества СНВ в условиях действующего производства необходимо регламентировать свойства исходной заготовки, обеспечивающие технологичность стали на операциях формообразования и достижение регламентированного уровня свойств винтов после ХТО с учетом различных видов недетерминированности этапов технологического процесса.
2. Разработана структура качества СНВ, в которой группировка свойств металлоизделия осуществлена на основе их функционального назначения: свойства, реализующие специальные функции саморезов, и свойства, реализующие общие функции стержневых крепежных изделий. Дерево свойств, являясь инструментом анализа качества продукции, позволяет оценивать качество СНВ с точки зрения выполнения ими полезных для потребителя функций.
3. Установлены статистические зависимости, описывающие влияние химического состава стали на свойства СНВ. На основе полученных моделей определен химический состав стали для производства саморезов с точки зрения одновременного выполнения требований бездефектности формообразования и достижения регламентированных значений твердости сердцевины и крутящего момента. Рекомендуемый химический состав стали соответствует марке 15Г(М).
4. Разработана математическая модель пооперационного преобразования параметров металлоизделия, позволяющая решать три типа задач: выбор технологии, прогнозирование свойств готовой продукции и определение параметров исходной заготовки.
5. На основе разработанной математической модели сформированы требования к механическим свойствам горячекатаной заготовки для производства СНВ, обеспечивающие необходимую технологичность стали на операциях формообразования.
6. В ходе промышленного эксперимента установлено, что при использовании в производстве СНВ стали марки 15Г(М) обеспечивается бездефектность отштампованных заготовок и достигается требуемый эффект упрочнения сердцевины изделий, что исключает случаи отклонения свойств винтов от нормативных значений при испытаниях на скручивание.
^ Основные положения диссертации отражены в публикациях
1. Проблема повышения качества крепежных изделий / В.В. Чукин, В.И. Артюхин, Г.Ш. Рубин, Ф.Т. Вахитова, Е.Н. Гусева. Вестник МГТУ им. Г.И. Носова. Магнитогорск: ГОУ ВПО «МГТУ», 2007. № 4. С. 99 - 102 (рецензируемое издание из перечня ВАК).
2. Особенности технологического процесса химико-термической обработки самонарезающих винтов в условиях ОАО «ММК-МЕТИЗ» / А.Д. Носов, В.В. Чукин, А.А. Соколов, Е.Н. Гусева, Ф.Т. Вахитова. Вестник МГТУ им. Г.И. Носова. Магнитогорск: ГОУ ВПО «МГТУ», 2008. № 2. С. 64 - 65 (рецензируемое издание из перечня ВАК).
3. Внедрение химико-термической обработки самонарезающих винтов в условиях ОАО «ММК-МЕТИЗ» / А.Д. Носов, В.В. Чукин, А.А. Соколов, Е.Н. Гусева, Ф.Т. Вахитова. Обработка сплошных и слоистых материалов. Межвуз. сб. науч. тр.: под ред. Гуна Г.С. Вып. 35. Магнитогорск: ГОУ ВПО «МГТУ», 2008. С. 92 - 96.
4. Носов А.Д., Гусева Е.Н., Вахитова Ф.Т. Внедрение перспективных крепежных изделий на ОАО «ММК-МЕТИЗ». Материалы 66-ой научно-техн. конференции: Сб. докладов. Т. 1. Магнитогорск: ГОУ ВПО «МГТУ», 2008. С. 3 - 6.
5. Носов А.Д., Гусева Е.Н., Вахитова Ф.Т. Совершенствование технологии производства крепежных изделий на ОАО «ММК-МЕТИЗ». Новые материалы и технологии НМТ-2008: Сб. докладов всероссийской науч.-техн. конференции. Т. 1. Москва: Издательство ИЦ МАТИ, 2008. С. 19.
6. Анализ результатов переработки подката на крепежные изделия из стали марки 10, 20 производства ОАО «ММК» / А.Д. Носов, А.А. Соколов, Е.Н. Гусева, Е.А. Астафьева, Ф.Т. Вахитова. Производство конкурентоспособных метизов. Сб. науч. тр.: под ред. А.Д. Носова. Вып. 3. Магнитогорск: ГОУ ВПО «МГТУ», 2009. С. 4 - 8.
7. Вахитова Ф.Т., Гусева Е.Н. Развитие процесса производства самонарезающих винтов в условиях ОАО «ММК-МЕТИЗ» с целью получения продукции заданного уровня качества. Моделирование и развитие процессов ОМД. Межрег. сб. науч. тр.: под ред. В.М. Салганика. Магнитогорск: ГОУ ВПО «МГТУ», 2009. С. 215 – 218.
8. Вахитова Ф.Т. Применение статистических моделей для управления качеством самонарезающих винтов в условиях ОАО «ММК-МЕТИЗ». Тезисы докладов международной науч.-техн. конференции молодых специалистов. Магнитогорск: ОАО «ММК», 2009. С. 291 – 293.
9. Носов А.Д., Вахитова Ф.Т. Формирование заданного уровня качества самонарезающих винтов на основе разработанных статистических моделей в условиях ОАО «ММК-МЕТИЗ». Производство проката, 2009. № 6. С. 22 - 25 (рецензируемое издание из перечня ВАК).
10. Методологический подход к управлению качеством метизной продукции, основанный на нечетких множествах / Г.Ш. Рубин, Ф.Т. Вахитова, В.Н. Лебедев, Е.Н. Гусева, А.А. Шишов. Вестник МГТУ им. Г.И. Носова. Магнитогорск: ГОУ ВПО «МГТУ», 2009. №4. С. 50 - 53 (рецензируемое издание из перечня ВАК).