
Свод правил сооружения магистральных газопроводов производство сварочных работ и контроль качества сварных соединений code of the regulations on contstruction
| Вид материала | Документы |
СодержаниеПримерная технологическая карта по сварке Металл соединительных деталей Процесс сварки Электроды и режимы сварки |
- Пояснительная записка к проекту Свода Правил сооружения магистральных газопроводов, 1654.68kb.
- Контроль качества сварных соединений трубопроводов стальных, из полимерных материалов,, 375.15kb.
- Темы рефератов. Бактериальная коррозия. Виды бактерий, развивающихся в нефтепроводных, 6.66kb.
- Уважаемые коллеги!, 46.85kb.
- Унифицированная методика контроля основных материалов (полуфабрикатов), сварных соединений, 874.83kb.
- Руководство и технический контроль за проведением сварочных работ, включая работы, 27.64kb.
- Рабочая программа дисциплины «контроль качества сварных соединений» для студентов специальности, 218.7kb.
- "Инструкция по радиографическому контролю сварных соединений трубопроводов различного, 1483.88kb.
- Инструкция по подготовке и хранению сварочных материалов оксту 1208, 518.15kb.
- 6. 19. Устройства наружных сетей газоснабжения, кроме магистральных Требования к выдаче, 196.17kb.
ПРИМЕРНАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА ПО СВАРКЕ
| ТЕХНОЛОГИЧЕСКАЯ КАРТА ПО СВАРКЕ № для монтажа секции соединительных деталей № (испытания на полигоне) Способ сварки: ручная электродуговая, покрытыми электродами отвод / переходник | |||
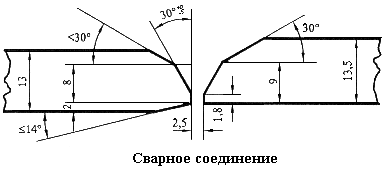
| МЕТАЛЛ СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ Прочностной класс: Х60 / Х60 Фактические механические свойства:  / /   ; ; / /  (кГс/м (кГс/м ) С ) С  0,38/0,36 и Р 0,38/0,36 и Р  0,22/0,22 0,22/0,22Диаметр и толщина стенки: Д  410х(16 410х(16  18) / Д 18) / Д 433х11 (мм) 433х11 (мм)Конструкция сварного соединения: V-образная разделка (см. табл. ...), разнотолщинное соединение | |||
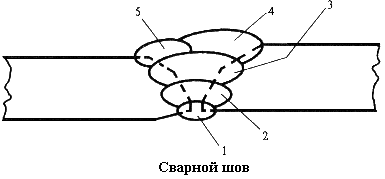
| ПРОЦЕСС СВАРКИ Присадочный металл: электроды низководородистого типа (см. табл. ...) Положение при сварке: неповоротное, горизонтальное Число одновременно работающих сварщиков: два Межслойный интервал времени: не более 5 мин Тип центратора: наружный, снятие после сварки корневого шва Шлифовка шва и/или очистка от шлака: после корневого слоя - шлифовка, после остальных слоев - зачистка проволочной щеткой Температура воздуха при сварке: 23-28° С Скорость сварки: oт 4 до 9 м/ч Подогрев: не нужен Послесварочная обработка: не нужна | |||
 | |||
 | |||
| Электроды и режимы сварки | |||
| Порядок наложения слоев | Тип электрода, диаметр, мм | Ток, А, полярность | Напряжение на дуге, В |
| Корневой | Е 7016  2,5 или 3,25 2,5 или 3,25 | Постоянный, обратная. 80 - 110/110 - 130 | 20-23 |
| 1-заполнение | Е 8015 - G 3,25 или 4,0 | Постоянный, обратная. 80 - 110/150 - 180 | 22-24 |
| 2-заполнение | E 8015 - G 4,0 | Постоянный, обратная 150 - 180 | 24 |
| Облицовочный левый | Е 8015 - G 4,0 | Постоянный, обратная 150 - 180 | 24 |
| Облицовочный правый | Е 8015 - G 4,0 | Постоянный, обратная 150 - 180 | 24 |
| Разработал:______________________________ | |||
| | |||