
С. Д. Баубеков техника ғылымының докторы
| Вид материала | Автореферат |
- «Бекітемін» Ректордың м а, техника ғылымдарының докторы, профессор Исагулов, 113.19kb.
- Доклад учителя изо румянцевой Т. В. «Техника граттаж и её применение на уроках изо, 13.71kb.
- Курс III уровень курса Бакалавр Тип курса По выбору Семестр(ы), 19.18kb.
- Сельскохозяйственная техника, мини-техника, оросительное оборудование, 42.1kb.
- «Информатика и вычислительная техника», 723.11kb.
- Мырза Хайдар Дулаттың «Тарих-и Рашидиі» әдеби жәдігер 10. 01. 02 Қазақ әдебиеті, 770.59kb.
- «Мәшһүр-Жүсіп шығармаларындағы заттық мәдениет лексикасы» : Монография. 1 том. Павлодар, 17645.06kb.
- Отчет судейской коллегии Соревнования клуба такт по спортивному туризму (дистанция, 110.97kb.
- А. Ф. Филиппов Техника диктатуры: к логике политической социологии. I. Книга, 733.82kb.
- Учебная программа (Syllabus) Дисциплина: Интерфейсы компьютерных систем (iks 3304), 321.31kb.
ӘОЖ 677.053.001 Қолжазба құқығында
ҚАЙРАНБЕКОВ ҒАБИТ ДАРМЕНБЕКОВИЧ
ТІЗІП ОРАУ БІЛІГІНДЕ ОРАМНЫҢ ТЫҒЫЗДЫҒЫН БІРҚАЛЫПТАНДЫРУ ЖӘНЕ ОРНАЛАСУЫН ЫҢҒАЙЛАУ МАҚСАТЫНДА БАРАБАНСЫЗ ТОПТАМАЛЫ ТІЗІП ОРАУ МАШИНАСЫНДАҒЫ МЕХАНИЗМДЕРДІ ЗЕРТТЕУ
Мамандығы – 05.02.13 Жеңіл өнеркәсіп машиналары, агрегаттары және процестері
Техника ғылымдарының кандидаты ғылыми дәрежесін алу үшін
даярланған диссертацияның
Авторефераты
Қазақстан Республикасы
Алматы, 2010 ж.
Жұмыс М. Әуезов атындағы Оңтүстік Қазақстан мемлекеттік университетінде «Тоқыма материалдарының технологиясы және жобалануы» кафедрасында орындалған
Ғылыми жетекшісі: Ж.Ү.Мырхалықов
техника ғылымдарының докторы,
профессор
Ресми оппоненттері: С.Д. Баубеков
техника ғылымының докторы,
профессор
М.Ш.Шардарбек
техника ғылымының кандидаты,
доцент
Жетекші ұжым: Алматы Технологиялық Университеті
Қорғау күні: «____» _________________ 2010 жылы сағат ____де «Сымбат» Дизайн және Технология Академиясындағы ОД 55.01.01 кеңейтілген диссертациялық ғылыми кеңесінде өтеді.
Мекен-жайы: Алматы қ. Жібек Жолы көшесі 65а үй, №205-ші дәрісхана
Диссертациялық жұмыспен «Сымбат »Дизайн және Технология Академиясының кітапханасында танысуға болады.
Автореферат «27» қараша 2010 жылы таратылды.
Кеңейтілген диссертациялық кеңестің
Ғылыми хатшысы,
техника ғылымдарының докторы, профессор Т.Ю. Аманов
КІРІСПЕ
Жұмыстың жалпы сипаттамасы. Қазақстан Республикасы бүгінгі таңда әлемнің алдыңғы қатарлы елдерімен салыстырғанда әлеуметтік-экономикалық жаңарудың жаңа белесіне нық қадам басты. Қазақстанның өз шикізатынан алынатын өнімдердің түрлерін молайта түседі. Кезінде тек қана шикізат бағытында дамыған мақта-мата өнеркәсіптерін жеңіл және тоқыма кластерін жасау арқылы бұл саланы елімізге тиімді деңгейде дамыту елбасымыз Нұрсұлтан Әбішұлы Назарбаевтың Қазақстан халқына жолдаған Жолдауында атап көрсетіліп, соның негізінде осы салада бүкіл әлемдік бәсекеге қабілетті ауқымды шаралар Үкімет Жарлығымен бекітілді. Осы шараларды іске асыруда жаңа ғылыми технологиялар, ғылыми ізденістер мен жаңалықтардың, тиімділігіне қарай қолданыстағы жабдықтардың бөлшектеріне жаңалықтар енгізіп, қайта жабдықтаудың алар орны ерекше.
Тақырып өзектілігі. Тоқыма өнеркәсібінде ғылыми–техникалық прогресті дамыту бүгінгі таңда еліміздің экономикалық дамуының өзекті мәселелерінің бірі болып табылады. Еңбек құралын жетілдіру және жаңарту, өндіріс орнына жаңа техниканы және дамыған технологияны кең көлемде енгізу, ғылыми – техникалық прогрестің анықтаушы бағыты болады.
Әдетте, мақта-мата өнімдерін өндіру – көпсатылы процесс, солардың ішіндегі еңбек сыйымдылығы ең жоғары процесс, ол матаны тоқу. Тоқыма өндірісінің технологиялық процестерінің тиімді орындалуы: негіз жіптердің үзілмеу деңгейіне, жіпорамдарын орындаудың тиімді құрамына, топтамадағы жіпорамдарын орындау процестерінің тұрақтандыруда, жабдықтардың сенімділігі және жұмыс өнімділігіне байланысты. Осыларға байланысты, иірім жіпті тоқуға даярлаудың барлық операцияларының талаптарының қатаң болуы, жауапты операцияның бірі – тізіп орауға тиесілі.
Орау құрылымдарындағы көптеген теориялық мәселелер әлі де түбегейлі қарастырылмаған. Мысалы, тізіп орау кезінде жіптердің ұзындықтары, орау тығыздығы, орамның тізіп орау білікшесінде орналасуын қалыптастыру, керілу күштерінің бірқалыптылығы әлі де толық қамтамасыз етілмеген.
Сонымен бірге, тізіп орау үрдісіндегі технологияны дамытудағы көптеген теориялық мәселелер әлі толық шешілмеген. Атап айтар болсақ, СП типті тізіп орау машиналарында әлі де нығыздаушы, ұзындық өлшеуші және жіптердің керілуін қамтамасыз етуші құрылымдар технологиялық талаптарды толық қанағаттандырмайды. Осыған байланысты барабансыз тізіп орау машинасының орау құрылымдарын түбегейлі зерттеу әлі де қажетті.
Осы аталғандарға байланысты, тізіп ораудың технологиялық үрдістерін тұрақтандыру, сонымен қатар жабдықтарды дамыту мәселесі қазіргі таңда аса өзекті мәселе болып отыр.
Зерттеудің мақсаты және міндеттері. Жұмыстың мақсаты тізіп орау орамдарын орау процесінде, жіптердің керілуінің бірқалыптылығын қамтамасыз ету, орамдағы жіптердің орналасуын тұрақтандыру, орау тығыздығының бірқалыптылығын қамтамасыз ету арқылы шлихтау және тоқыма процестеріне негіз жіптерінің сапасын арттыра отырып, даярлау.
Жұмыстағы мәселелер.Жұмыстың мақсатына байланысты келесі мәселелерді шешу көзделіп отыр:
1. Тізіп орау білігін орауды кинематикалық талдау. Талдаудың нәтижесінде оралатын жіптердің сызықтық жылдамдығы тұрақты болғанда, бұрыштық жылдамдық пен бұрыштық үдеудің тізіп орау уақытына тәуелділігінің заңдылықтарын анықтау.
2 СП-140 типті машинасының тізіп орау білігінің айнымалы инерциялық параметрлерінің көрсеткіштерін анықтаудың тәсілін құру.
3. Тізіп орау СП типті машинасының тұрақталған және ауыспалы түрдегі жұмыстарды орындау барысындағы орау механизмдерінің динамикасын қарастыру.
4. Тізіп орау машинасындағы ұзындық өлшеу есептегіш жетегінің конструкциялық шешімін талдау. Тізіп орау кезінде орындалған орамның кернеулену жағдайын оның релакциясын ескере қарастыру
5. Тізіп орау орамында радиусы бойынша орамның тығыздығының тұрақтылығын қамтамасыз ету. Автореттегіштің көмегімен және бумен, ыстық ауамен өңдеу арқылы тізіп орау орамының тығыздығын, білікшенің бетінде орналасуын қалыптау және тұрақтандыруды қарастыру.
Зерттеу тәсілдері. Жұмыста мәселелердің кешенін шешу үшін теориялық және тәжірибелік тәсілдер қолданылды. Теориялық зерттеулерде теориялық механика, диференциалды және интегралды есептеу тәсілдері қолданылды. Осымен қатар машина механизмдерінің талдауда массасы өзгеретін буындары бар механизмдер динамикасы қолданылды.
Тәжірибелік зерттеулерде жүктемелерді зерттеу үшін тензометрлік, жылжу мөлшерін бағамдау үшін потенциометрлік өлшеу тәсілдері қолданылды. Тәжірибелік зерттеу нәтижелерін өңдеуде математикалық статистика тәсілдері қолданылды.
Ғылыми жаңалықтығы.
- Барабансыз топтамалы тізіп орау машинасына арналған тізіп орау және өлшегіш білікшесіне келтірілген масса мен инерция моментінің, бұрыштық жылдамдықтың және үдеудің өзгеру заңдылықтары анықталды.
- Ұзындық өлшеу және тізіп орау білікшелері аймағында негіз жіптер аспасындағы динамикалық жүктемені анықтауға арналған схеманы қарастыра отырып, негіз жіптердің максималды және минималды динамикалық жүктемелерін анықтауға мүмкіндік беретін формула ұсынылды.
- Ораманың диаметрінің өсуіне байланысты тығыздықты реттеу үшін қолдануы қарапайым, кеңіс жұдырықшаның көмегімен басқарылатын автореттегіш құрылымы ұсынылды және осы механизмнің кеңіс жұдырықшасының пішінін жобалауға қолданылатын өрнек тұрғызылған.
- Жұмыста орама тығыздығын тұрақтандырудың бір жолы ретінде, оралатын жіптердің керілу күшін, тізіп орау, нығыздаушы, ұзындық өлшегіш біліктеріндегі салыстырмалы сырғымалықты азайту үшін, олардың қозғалысын синхрондап, реттегіш құрылымдар жүйесі келтіріледі. Бұл құрылымдар жүйесінде біліктердің айналуын сезбелермен қадағалап, қажетті мөлшерде реттелінді, ал жіптердің керілуі арнайы реттегіш электрқозғағышының айналуын өзгертіп реттеу арқылы орындау ұсынылды.
- Ораманың тығыздығының тұрақсыздығын жою үшін, машинада ылғалды жылумен өңдеу қарастырылған. Ораманы орау кезінде алдымен бумен, нығыздалып болғаннан соң ыстық ауа лебімен кептіру тәсілі ұсынылды.
- Тәжірибелік зерттеулер арқылы тізіп орау машинасында автореттегішті, бумен ыстық ауаны қолданған және оларды қолданбаған жағдайларда орама меншікті тығыздығының өзгеруі анықталды.
Қорғауға ұсынылатын ғылыми жағдайлар:
- Ораманың тығыздығын, білікшеде қалыпты орналасуын, оралатын жіптердің керілуін тұрақтандыру үшін: нығыздаушы құрылымды, ораманы орындау кезінде бумен ыстық лепті ауамен өңдеу тәсілін және жіптердің керілуін тізіп орау, нығыздаушы, ұзындық өлшегіш біліктерінің айналу жиіліктерін ескере реттеу тәсілін, оларды есептеу әдістемелері ұсынылып, оларды өндірісте қолдану мәселесі қарастырылған.
- Жұмыста зерттелген құрылымдар «Меланж» АҚ тоқыма өндірісінде және М.Әуезов атындағы Оңтүстік Қазақстан мемлекеттік университеттің «Тоқыма және жеңіл өнеркәсіп технологиясы» кафедрасында дәрісханалық оқыту процесіне ендірілген. Құрылымдарды өндіріске еңгізудегі жылдық экономикалық тиімділік 120 000 тн/ж болды.
Жұмыс нәтижесінің тәжірибелік құндылығы және қолданылуы. Жұмыстың негізгі нәтижелері іс жүзінде қолданылуы мүмкін жағдайға жеткізіліп өндірісте пайдалануға ұсынылған. Ұсынылған нығыздауышты тізіп орау білігінің радиусының өсуіне байланысты реттегіш, ұзындық өлшегіш, тізіп орау және нығыздаушы біліктердің жылдамдықтары өлшеніп, олардың қозғалыстарын сәйкестендіру және булы ыстық ауа лебімен өңдеу құрылымдарының өндірісте қолданылуы қарастырылғанда 8,01 пайызға жоғарылағаны анықталды. («Меланж» АҚ өндірісінде қолданыс тапты).
Жұмыстың негізінде дайындалған оқу құралы М.Әуезов атындағы Оңтүстік Қазақстан мемлекеттік университетінде оқу процесінде тоқыма өндірісіне мамандарды даярлауда қолданыс тапты.
Жұмыстың апробациясы.
Жұмыс нәтижесінде құрастырылған тізіп орау білігіндегі жіп орамының тығыздығын, орналасуын қалыптағыш құрылым «Меланж» АҚ (Шымкент қ.) өндірістік жағдайда қолданылып, өтімді нәтижеге жеткізді.
Жұмыстағы негізгі шешімдер төменде келтірілген жағдайларда баяндалып талқыланды:
- «Меланж» АҚ (Шымкент қ.) Техникалық Кеңесінде, қаңтар 2009 ж;
- М.Әуезов атындағы Оңтүстік Қазақстан Мемлекеттік Университетінің кеңейтілген кеңесінде. Шымкент қаласы ақпан 2008 ж;
- «Әуезов оқулары–7»: М.Әуезов және қазақтанудың күрделі мәселелері, М.Ауезов атындағы Оңтүстік Қазақстан мемлекеттік университетіндегі Халықаралық ғылыми тәжірибелік конференциясында Шымкент қаласы 11-12 желтоқсан 2008 ж.
- И.Раззақов атындағы Қырғыз Мемлекеттік техникалық университетіндегі «Машина жасау технологиясы» кафедрасының 50 жылдығына арналған, «Қырғыз Республикасындағы машинажасаудың қазіргі жағдайы және даму перспективасы» айдарлы халықаралық ғылыми-техникалық конференциясында, 29-30 мамыр 2009 ж. Бішкек қ.
Жарық көрген ғылыми жұмыстар. Диссертация тақырыбы бойынша 10 ғылыми мақала (1-өнертапқыш патенті ұсынылып, қаралуда тіркеу нөмірі 2010/0686.1) жарық көрді. Олардың негізгілері осы авторефератта келтірілген. Ғылыми мақалалар ҚР ОҒМ білім берудің шеңберінде бақылау Комитеті ұсынған басылымдарда жарық көрді.
Диссертациялық жұмыстың құрамы және көлемі.
Диссертациялық жұмыс жалпы сипаттамадан, кіріспеден және негізгі бөлімнен тұрады. Негізгі бөлім төрт тарауден құралған. Диссертациялық жұмыс 120 компьютерде терілген бетті, 10 кестені және 33 суреттерді қамтиды. Жұмыста қолданылған әдебиеттердің жалпы саны 125 және қосымшалар.
Негізгі бөлім
Кіріспеде диссертациядағы зерттеу тақырыбының өзектілігі дәйектелініп, жұмыстың мақсаты айқындалған. Сонымен қатар жұмыстың негізгі зерттеу мәселелері мен зерттеу тәсілдері белгіленген; ғылыми жаңалықтар сипатталынып, жұмыс нәтижесінің маңыздылығы, оның іс жүзінде қолдану бағалылығы келтіріліп, қорғауға ұсынылған негізгі мәселелер жеке-жеке айқындалған.
Бірінші бөлімінде тізіп орау проблемаларына, орау процестерінің сапасын арттыруға бағытталған жұмыстарды қамтыған әдебиеттерді талдап қарастырылды. Әдебиеттік талдау көрсеткендей, тоқыма өндірісінде тізіп орау процесін ғылыми тұрғыдан зерттеп, дамытып, прогрессивті технология мен техниканың өндірісте қолданыс табуына үлкен үлестері бар зерттеуші ғалымдар ретінде Гордеев В.А. Минаков А.П. Ефремов Е.Д., Горьков В.К., Карягин С.П., Оников Э.А., Жаманқұлов К.Ж. Костицын В.Т. Коритысский Я.И., Миронова Г.Н., Кулида Н.А. және басқаларды атап өтуге болады.
Зерттеушілердің жұмыстарын талдау тоқыма өндірісіндегі тізіп орау білігін даярлау әліде талапқа сай болмай отырғанын, өндірістің сапасын, өнімділігін, мәдениетін арттыруға талай мүмкіндіктер бар екенін көрсетті. Қазіргі заманғы, жоғары жылдамдықты, топтамалы барабансыз тізіп орау машиналарын орама тығыздығын, жіп керілісін автоматты түрде реттейтін құрылғылармен және тізіп орау процесін жоғары дәлдікпен басқаруды және оларды бақылауды іске асыруға мүмкіндік беретін құрылғыларды дамыту, ұзындық есептегіш жетегін жетілдіру – иірім жіп сапасын және одан жасалатын матаның сапасына жоғарылатуға арналған маңызды мәселелер екенін айқындауға мүмкіндік берді. Өйткені, тоқыма өндірісінің дайындау бөлімінде қазіргі қолданыстағы машиналардың жіп орамын тығыздау, жіп керілісін реттеу және ұзындық өлшеп есептеу және топтамалы барабансыз тізіп орау білігінің жетектерінің, қазіргі техниканың дамуы деңгейіндегі жоғары технологиялық талаптарын қанағаттандыра алмайтыны аталынған.
Ғалымдар ізденісінің нәтижесінде, тізіп орау машиналарына жүргізілген талдау барабансыз топтамалы тізіп орау машинасымен орындаған негіз жіптерінің орамының сапасы барабанды жетекті машинадағыдын артық екенін көрсетті. Барабансыз топтамалы тізіп орау машинасындағы тізіп орау және ұзындық өлшегіш біліктерінің тежеуін синхрондау өлшегіштің көрсетуінің дәлдігіне әсер етіп, қалдықтың азаюна жеткізетінін дәлелденген. Мысалға тізіп орау орамаларындағы жіптердің ұзындықтарының әртүрлілігі әлі шешілмеген мәселе. Сонымен қатар, қазіргі таңдағы проблемалық мәселелердің негізгілері, ол топтамалы барабансыз тізіп орау машинасында ораманың тұрақты тығыздығын қамтамасыз ету, орамның білік бетінде орналасуын бірқалыптылау болып табылады. Осы жағдайлар диссертациялық жұмыс тақырыбын таңдауға себеп болды.
Екінші бөлімде СП(ПВ) түріндегі топтамалы тізіп орау машиналарының механизмдерін орау процесінде кинематикалық және динамикалық талдау мәселелері қарастырылып шешілген.
Тізіп орау СП типті машинасының тұрақталған және ауыспалы түрдегі жұмыс орындау кездерінде, орау механизмдерінің динамикасын қарастырғанда, тізіп орау білігінің массасының орама диаметрінің өзгеруіне байланысты инерциялық айнымалы параметрлерін анықтау маңызды мәселе. Әсіресе бұл жағдай механизмде үдеудің мөлшері үлкен болған жағдайда инерциялық қосымша жүктемені туындайтындықтан аса маңызды проблема болып табылады. Осыған орай, жұмыста топтамалы тізіп орау машинасындағы есептегіштен ұзындық өлшегіш білікшеге дейінгі механизмнің кинематикалық тізбегінің қозғалмалы элементтерінің массаларын және келтірілген жетектерін есептеп келтірілді және тізіп орау және ұзындық өлшеу білікшелерінің келтірілген инерция моменті анықталынды. Келтірілген аналитикалық зерттеуді сандық жолмен СП-140 машинасы үшін есептеу орындалынды. Жұмыста барлық үш фазаға қатысты тізіп орау процесі қарастырылған. Осы аналитикалық талдау нәтижесінде, ұзындық өлшеу және тізіп орау білікшелері аймағында негіз жіптер аспасындағы динамикалық жүктемені анықтауға арналған схеманы қарастыра отырып, негіз жіптердің максималды және минималды динамикалық жүктемелерін анықтауға мүмкіндік беретін формула ұсынылды:
 , (1)
, (1)мұндағы,
F – негіз жіптердің серпілмелі кедергі күші,
m1 – барлық айналушы бөлшектердің келтірілген нүктелік,
m2 –ұзындық өлшеу білігінің массасы,
 – келтрілген күш,
– келтрілген күш, Qg – тізіп орау процесінің жүруі басталуында F күшінің мәні.
Бұл өрнекте
 болғанда
болғанда  мәні мына теңдеумен анықталады:
мәні мына теңдеумен анықталады: , (2)
, (2) ал,
 болғанда,
болғанда,  анықталынды
анықталынды  .
.Тізіп орау білігіне қарағанда өлшегіш біліктің инерциялық моменті аз болғандықтан, бұлардың екеуінде де тежегіш болғанына қарамай көп ерте тоқтайды. Өлшегіш біліктің тізіп орау білігінен ерте тоқтауы, тежеуілдеуден оралған жіптердің ұзындықтары өлшегіш механизммен ескерілмейді. Осымен қатар, әрбір білік үшін тежеру де әртүрлі болатындықтан, тежеуілдеуден соң оралған жіп ұзындығы да әртүрлі болады.
Тізіп орау машинасындағы орау жүйесінде тежелуден бастап машинаның толық тоқтатылғанына дейінгі формуласы өрнектелініп, машинаның тежелуінен кейін тізіп орау білікшесіне оралған негіз жіптердің ұзындығын есептейтін өрнек анықталынды:
 , (3)
, (3)мұндағы,
L – тізіп орау білікшесінде оралған негіз жіптердің үзілгеннен кейінгі оралу ұзындығы,
 – орау білікшесінің тоқтау уақыты,
– орау білікшесінің тоқтау уақыты, – өлшегіш білікшенің уақыты,
– өлшегіш білікшенің уақыты, – тізіп орау жылдамдығы,
– тізіп орау жылдамдығы, – тізіп орау машинасындағы орау жүйесінде тежелуден бастап машинаның толық тоқтатылғанына дейінгі кезеңінде өлшегіш білікшенің тежелдеу жолы.
– тізіп орау машинасындағы орау жүйесінде тежелуден бастап машинаның толық тоқтатылғанына дейінгі кезеңінде өлшегіш білікшенің тежелдеу жолы.- Үшінші бөлімде СВ(СП) типті машинасындағы тізіп орау орамасындағы жіптердің кернеулену жағдайы және тығыздығын зерттеудегі бірқатар мәселелер қарастырылды.
- Әдетте, тізіп орау орамасында механикалық кернеулігін анықтаушы факторлар ретінде, тізіп орау процесінде негіз жіптің керілуі болады.
Жұмыста тізіп орау орамасын орындауда, жіп керілісінің әсерінен, орама денесіндегі релаксациялық деформациялық жағдайының өзгеруін бақылауға болатын тендеу тұрғызылды:
 (4)
(4)Бұл дифференциалды теңдеуді интегралдаудағы тұрақтыларын анықтау шарты ретінде келесі шарттар қолданылған:
- Ішкі цилиндрлі бетте радиал бағытта қозғалыс нолге тең, немесе орамадағы жіптер қатты цилиндрден ажырамайды:
 болғанда,
болғанда,
- Сыртқы цилиндр бетте радиал бағыттағы салыстырмалы деформация нолге тең, өйткені бұл бетке сыртқы күш әсер етпейді, немесе

 .
.Тығыздықтағы бірқалыпты орналасуын және орамда жіптердің көлемдік тығыздығын автореттегіштің көмегімен реттеп қамтамасыз етуді зерттеу қажеттігі келтірілген және осы мәселені шешу жолдары қарастырылған.
Ораманың орау барысында автоматты түрде басқару жүйесін тұрғызуға болатыны көрсетілген.
Жұмыста тізіп орау білікшелеріндегі орама тығыздықтарын радиус бойынша тұрақтандыру үшін автоматты түрде реттеуші жүйенің құрлысы ұсынылып отыр. 1-ші суретте автоматты реттегіштің принципті сұлбасы көрсетілген. Жабдықтың тірегінде 1 тізіп орау білікшесі 3 білігі 2 орнатылған, ал мойынтіректе 5 орнатылған нығыздаушы білікше 4, күйентенің 6 көмегімен күймеге 7 қатаң түрде бекітілген.
Тізіп ораушы білікшемен 3 нығыздаушы білікше 4 қысу күшімен тұйықталатын, фрикционды берілісті құрады. Күйме 7 бағыттаушы рельсте 8 қозғалмалы түрде орнатылған. Күймеде 7 қатаң түрде тісті берілісі бекітілген. Тісті берілістің екі білеуі 9 білікке 11 берік бекітілген тісті дөңгелектермен 10 іліністе. Тісті дөңгелектің 12 жан беті ішпекпен 13 берік бекітілген. Бұл ішпек стакан пішінді, доңғалақ түрдегі кеңістіктегі жұдырықша болады. Жұдырықшаның түбі бірінші тежеуілдеткіш доңғалақ болса, оған айналмайтын, серіпеленген екінші фрикционды тежеуілдеткіш доңғалақ 14 серіппемен қысылады. Серіппе 15 штангада 16 орналасқан. Штанганың 16 ұшында түрткіш өзек 17 бекітіліп, ол стакан 19 ішінде жасалған бағыттаушы ойыққа енеді. Стаканның сыртқы түбіне итергіш 20 берік бекітілген. Ол екіиінді күйентемен 21 байналысқан. Ал екі иінді күйентенің 21 екінші ұшы итергішпен 22 топсалы түрде жалғанып жұдырықшаның шүйделі бетімен әсерлеседі. Жұдырықшаның шүйделі беті копир болып қызмет атқарады.
Құрылым келесі қатармен өзінің жұмысын орындайды.
Тізіп орау кезінде орамның 3 радиусы өсе бастайды да орамға тиісіп тұрған нығыздаушы білікті 4 итеріп жылжытады. Нығыздаушы білікпен бірге горизонталь жазықтықта оңға қарай тісті білеуде 9 жылжиды. Тісті білеу 9 күймемен 7 берік бекітілген, сондықтан олар бірге жылжиды. Күйменің қозғалысы тісті дөңгелекті 10 айналдырады. Тісті дөңгелектің қозғалысына оның пішіні кеңістіктегі жұдырықша болып келетін стакан 13 кедергілейді.
Әрбір стаканның түбі тежегіш доңғалақ қызметін атқарады, өйткені оған фрикционды түрде айналмайтын тежегіш доңғалақ 14 серіппемен 15 қысылады.
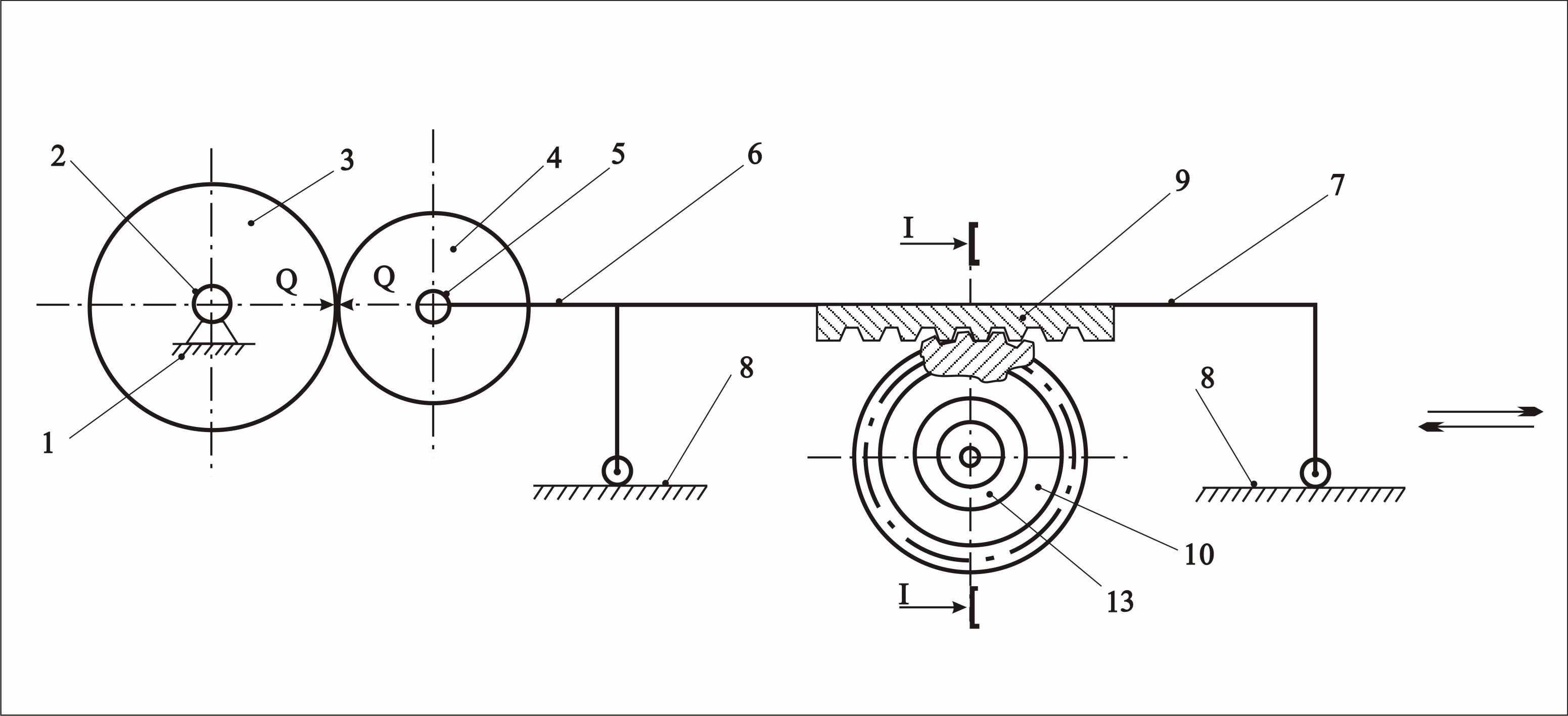
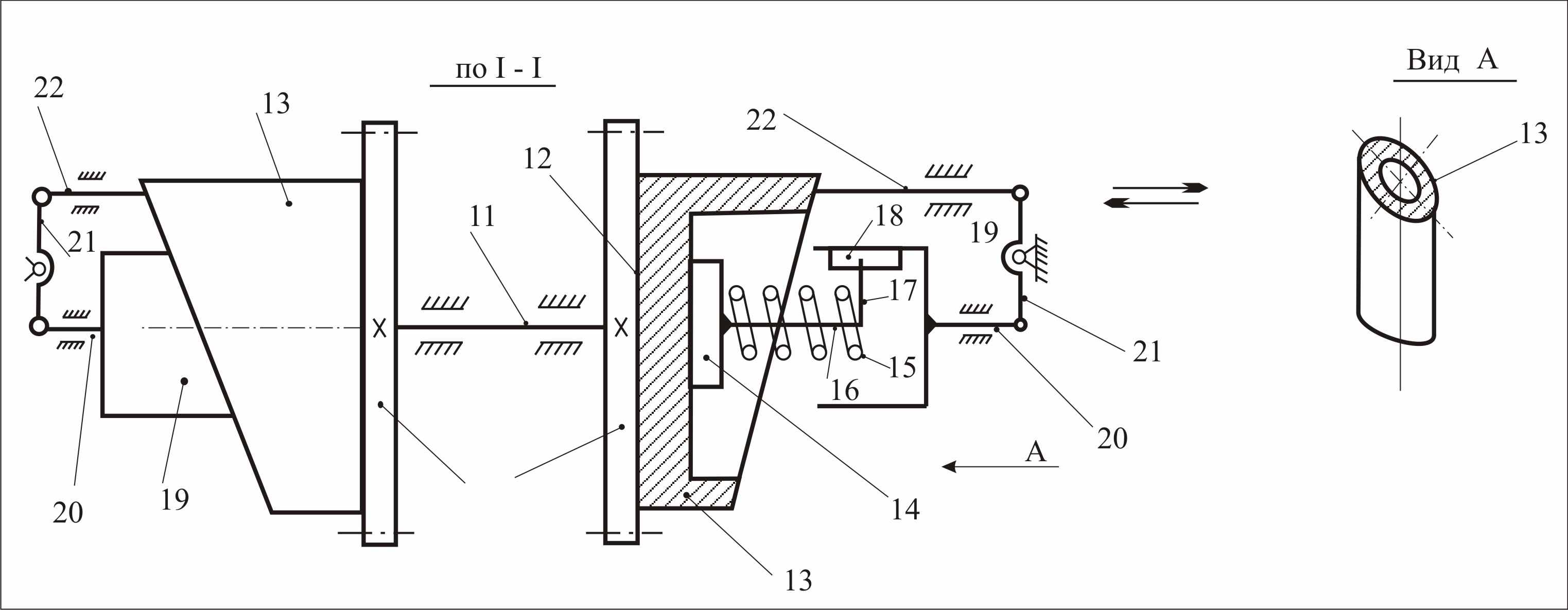
Сурет 1 – Автоматты реттегішті нығыздау білігінің сұлбасы
Екінші тежегіш доңғалақтың 14 ортасына штанганың 16 бір ұшы бекітілген, ал екінші ұшы өзекпен 17 берік бекітілген, ол тежегіш доңғалақтың 14 айналмауын қамтамасыз етеді, өйткені ол стаканның 19 ішкі жағында орналасқан бағыттаушы ойыққа 18 кіреді.
Осының салдарынан құрылым толығымен тек ось бойымен қозғала алады. Жұдырықшалардағы копир пішініне байланысты тісті дөңгелектердің 10 тежеуілдеуі қисық сызықты заңдылықпен орындалады. Олай болса нығыздаушы біліктің 4 тізіп орау білігін 3 қысу күші де қисық сызықты заңдылықпен орындалады.
Сонымен қатар, тежеуілдеудің бастапқысында қысу күші азырақ боладыда, соңына қарай көбейе береді. Қысу күшінің бірқалыпты өсуін тізіп орау білігінің 3 тегіс беттеуіне әсер етеді. Орамның тегістілігі тығыздықты тұрақтандырады, иірім жіп бос орынды толық толтырып, өндіріс өнімділігін арттырады.
Қысылу күштің қисықсызықты заңмен өзгеруі, жұдырықшаның 13 копирінің алдын ала белгілі бағдарламамен орындалған пішінінің әсерімен орындалады. Бұл құрылымның жаңашылдығы тісті дөңгелектің 10 ішпегінің кеңістіктегі жұдырықша 13 пішінін атқаруында.
Қолданыстағы құрылымдарға қарағанда бұл құрылым тізіп орау білігіндегі орамның тығыздығын тұрақтандырады. Тұрақтандыру жылдамдықтың орам диаметрінің өсуіне байланысты бірқалыпты өзгеруіне және жұдырықшаның пішініне байланысты.
СВ (СП) типті топтамалы барабансыз тізіп орау машинасының орамасының тығыздығының автореттегішін жобалау үшін, тізіп орау және нығыздаушы білікшелерінің байланыс аймағындағы жалпы қысу күшінің заңдылығы анықталынды. Осы заңдылықтың негізінде тежеуілдеушідегі серіппелердің сығылуының теңдеуі
 (5)
(5)тізіп орау білікшесіндегі орама тығыздығын реттеуші доңғалақ жұдырықшаның пішінін тұрғызуға мүмкіндік береді.
Сонымен, бұл құрылымды қарапайым әрі қолданылуға оңтайлы автореттегіш ретінде қарастыруға болады. Бұл автореттегіштің көмегімен ораманың тығыздығының тұрақтығы жұдырықшаның жұмыс бетінің пішімімен қамтамасыз етіледі. Копирдің пішіні өрнек (5) негізінде есептеу нәтижесінде тұрғызылған.
Жұмыста нығыздаушы біліктің қысу күшін реттеу ораманың тығыздығын бірқалыптылаумен қатар, тізіп орау орамасын жасау кезінде жіптердің керілуін тұрақтандырып, орналасуын қалыптауға арналған құралғының сұлбасы да ұсынылған (2–ші сурет).
Құрылымда тізіп орау машинасымен иіршік орнатпасының арасында үш біліктер 1, 2, 3 орналасқан. Олардың біріншісі (1) және екіншісі (2) керушіде, үшіншісі (3) реттеуші болады. Үшінші білік қозғалтқыш 4 білігімен кинематикалық байланыста. Электрқозғалтқыштың 4 басқару блогі 5 технологиялық регламент туралы ақпараттар еңгізетін жүйемен 6 жалғанылған. Осымен қатар, бұл басқару блогі тізіп орау білігінің айналу білігінің 8 жиілігінің сезбесімен 7 және нығыздаушы біліктің 10 жиілігінің сезбесінен 9 ақпарат алады. Құрылымда бағыттаушы білік 11 тізіп орау білігінің үстіңгі жағына орналасқан және оның айналу мүмкіндігі бар.
Машинада негіз жіптері 12 білікшелерді 1, 2, 3 және бағыттаушы 11 білікті айнала өтіп, оларды үйкеліс әсерінен қозғалысқа келтіреді де, одан ары тізіп орау білігіне 8 оралады. Білікшелердің 1, 2, 3 айналуы керілуді реттеп қана қоймай, керілудің тербелісін сүзіп, тербелістің амплитудасының салыстырмалы мәнін және керілу варияция коэффициентін азайтады. Бұл жағдай жіптердің жатық, бірқалыпты қозғалуына және олардың тізіп орау білігінде бірқалыпты орналасуын қамтамасыз етеді. Тізіп орау білігінің 8 орындалу барысында басқару блогі 5 орамның ағымды диаметрін анықтап, сезбелердің 7, 9 нығыздаушы 10 және тізіп ораушы 8 біліктерінің айналу бұрышы туралы ақпараттарын қолданып, идеал жағдайда – сызықтық тығыздығы жіптердің белгілі ұзындығы, сызықтық тығыздығы үшін есептелінгенмен салыстырады және осының нәтижесінде біліктің 3 айналуын басқарады. Біліктің 3 айналуын басқару оның айналуын үдету немесе тежеуілдетумен байланысты, осылардың нәтижесінде жіптердің керілуі өзгеріп, тізіп орау орамасының қажетті тығыздығын қамтамасыз етуге мүмкіндік береді.
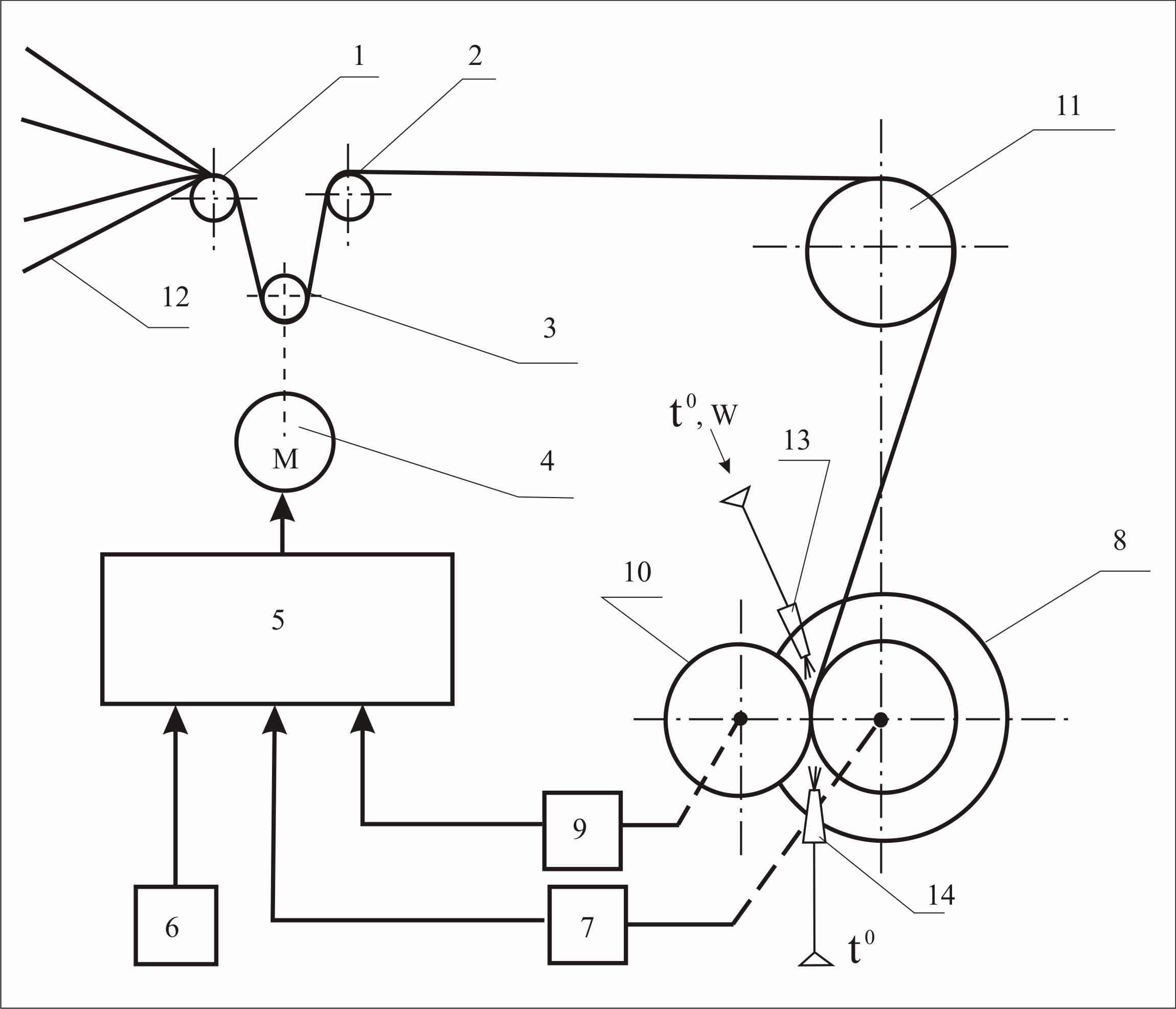
Сурет 2 – Топтамалы тізіп орау машинасының жіп орау процесін басқару жүйесінің сұлбасы
Ұсынып отырған құрылым ораманың ағымды диаметрін өлшей отырып, қоректендіруші иіршіктердің (сызбада көрсетілмеген) жіптерінің азаюына байланысты, жіптердің керілуінің өзгеруін бақылайды және білікшелер 1, 2, 3 арқылы реттейді. Бұл реттеу керілуді өзгерту арқылы нығыздаушы біліктің 10 қысуын дискретті өзгертіп, орау тығыздығын өзгертеді.
Сонымен ұсынылып отырған құрылым жіп орамасының тығыздығын жіптердің керілуіне реттеу және бумен, жылумен өңдеу арқылы қалыптастырады.
Ораманың тығыздығының тұрақсыздығын жою үшін, жіптің орамының білік бетінде орналасуын қалыптау үшін машинада ылғалды жылумен өңдеу қарастырылған. Жоғарыда көрсеткендей ораманың реалогиялық сипаты бірқалыпты жағдайға жету үшін де көп уақытты қажет етеді екен, олай болса бұл проблеманы шешудің дара жолы ылғалды жылумен өңдеу екені белгілі. Орау процесінде тізіп орау білігінің бетіне сәуелі үрлегіш форсунка арқылы ыстық бу қысыммен бүркеледі. Үрлегіш буды бугенераторынан 13 (2-ші сурет) алып орау білігімен нығыздаушы біліктердің түйіскен жерінің алдына бүркейді. Бу бүркелген орамды нығыздап қалыптағаннан соң кептіру үшін орау және нығыздаушы біліктерден шыққан орамға, сәуелі бүркегіш саптама 14 арқылы ыстық лепті ауа бүркеледі.
Жұмыста қарастырылып отырған құрылым жіптердің керілуін реттеу арқылы, орамның тығыздығын бірқалыптандырып, жіп орамының орналасуын қалыптайды және тізіп орау орамасын булап жылумен өңдеу процесінің математикалық үлгісі келтірілді.
Төртінші бөлімде негіз жіптерін топтамалы тізіп орау кезінде, орамның тығыздығының бірқалыптылығын, орамда жіптің орамының орналасуын қалыптауды қамтамасыз етудегі, жоғарыда келтірілген теориялық мәселелерді экспериментік жолмен дәлелдеу жағдайлары қарастырылған.
Тәжірибелік зерттеу нысаны ретінде «Меланж» АҚ (Шымкент қ.) тоқыма өндірісінің даярлау бөлімінде орналасқан барабансыз топтамалы тізіп орау машинасы СП – 140 қарастырылды.
Тәжірибелік жұмыс мақсаты мына мәселелерді қамтыды:
- теориялық тұжырымдардың дұрыстығын дәлелдеп, есептеу формулаларды одан ары дамыту;
- жекелей шешімдердің дұрыстығын дәлелдеу және орама тығыздығын автоматты түрде реттегіштің, бумен өңдеу құрылымының жұмыс қабілетін тексеру;
- сонымен қатар ұзындық өлшем есептегіш жетек, тежегіш механизмдерінің жұмыс қабілетін тексеру мақсатында тізіп орау машинасы жұмысының процесіне тәжірибе жүзінде зерттеулер жүргізу.
Тәжірибелік зерттеулерде шешілген мәселелер:
- Топтамалы тізіп орау жіптерінің керілу күшін орау процесінде анықтау;
- Машинаның қозғалысы немесе тежелу режимі барысында негіз жіптерді керу күшінің шамасын анықтау;
- Машинаның тежегіші іске қосылған мезетте тізіп орау және ұзындық өлшегіш білікшелердің тұрақты жылдамдыққа шығу уақыт шамасын анықтау;
- Автоматты реттегіштің, бумен ысық ауамен өңдеу құрылымдарының көмегімен орама орындаудағы оның тығыздығының тұрақтандыруын тәжірибе жүзінде зерттеу;
- Тізіп орау орамының радиусы бағытында орау тығыздығын тәжірибе жүзінде анықтау.
Зерттеулер аталған машинаның өзінде және жаңартылған (қайта автореттегішпен және бумен, ыстық ауамен өңдеу құрылымдарымен қайта құрамдалған) машинада жүргізілді.
Жіптердің керілуінің бірқалыпсыздығының статистикалық сипаттамаларын анықтау үшін, «Меланж» АҚ фабрикасындағы қолданыстағымашинасында (СП-140) тәжірибелік зерттеу жүргізілді. Зерттеу кезінде жіптердің керілуін анықтау үшін BTSR фирмасының (Италия) портативті аспабы қолданылды.
Жұмыста қолданыстағы машинаның тежеуілдеу процесін зерттеу үшін арнайы өлшеу құрылғысы жасалынып, машинаға орнатылды.
Зерттеу кезінде құрылымға орнатылған біліктердің бұрыштық айналуын өлшеуге мүмкіндік беретін сезбелер С1, С2, С3 көмегімен өлшегіш, нығыздаушы, тізіп орау біліктерінің іске қосқаннан жылдамдықтары тұрақтанғанға дейінгі уақыттарын салыстыру мүмкін болды.
Құрылымда ораманың радиусының өзгеруін үзіліссіз бақылау үшін арнайы сезбе қолданылған.
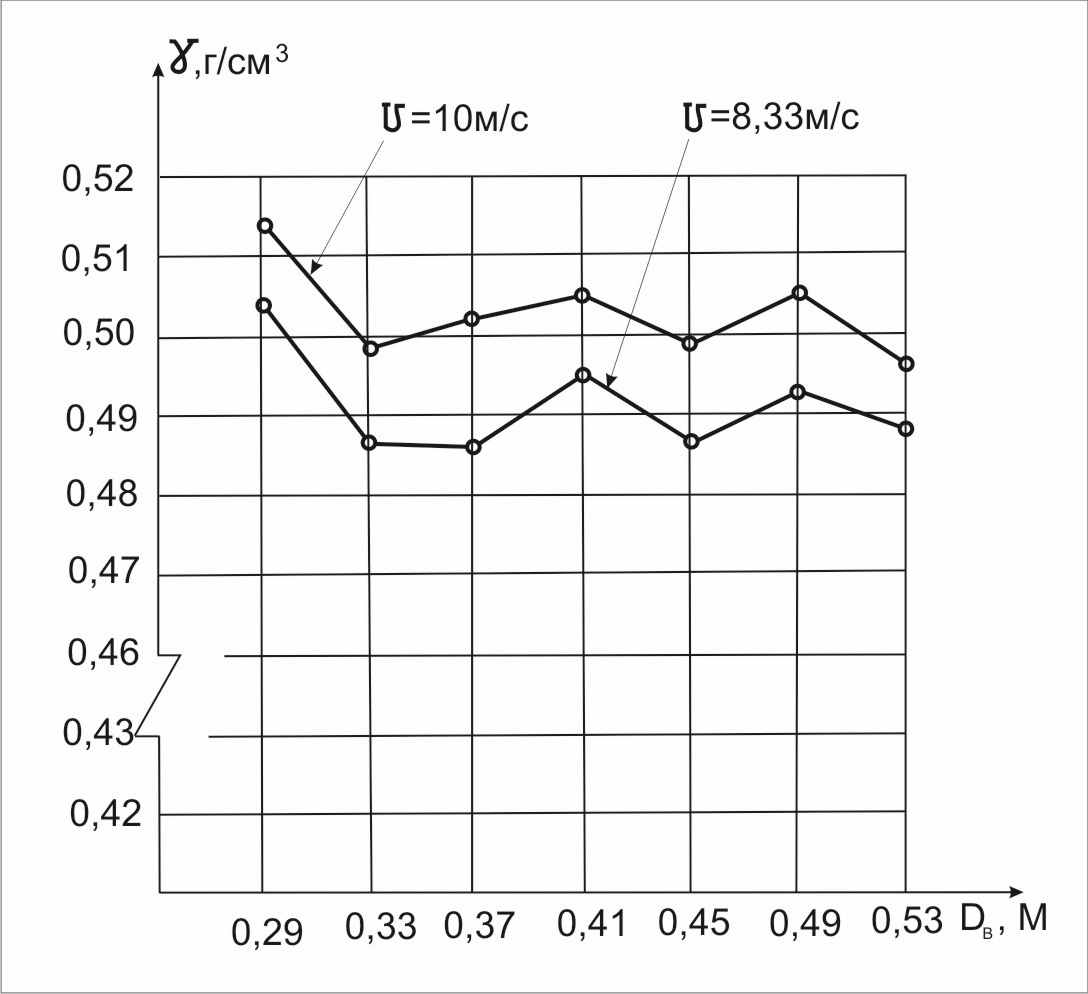
Құрылым сезбесі ретінде өндірісте қолданыс тауып жатқан Burster фирмасының (Германия) потенциометрлік сезбесі қолданылды. Тәжірибелік зерттеу барысында өлшенген нәтижелерден сызбалар тұрғызылды (3-ші сурет).
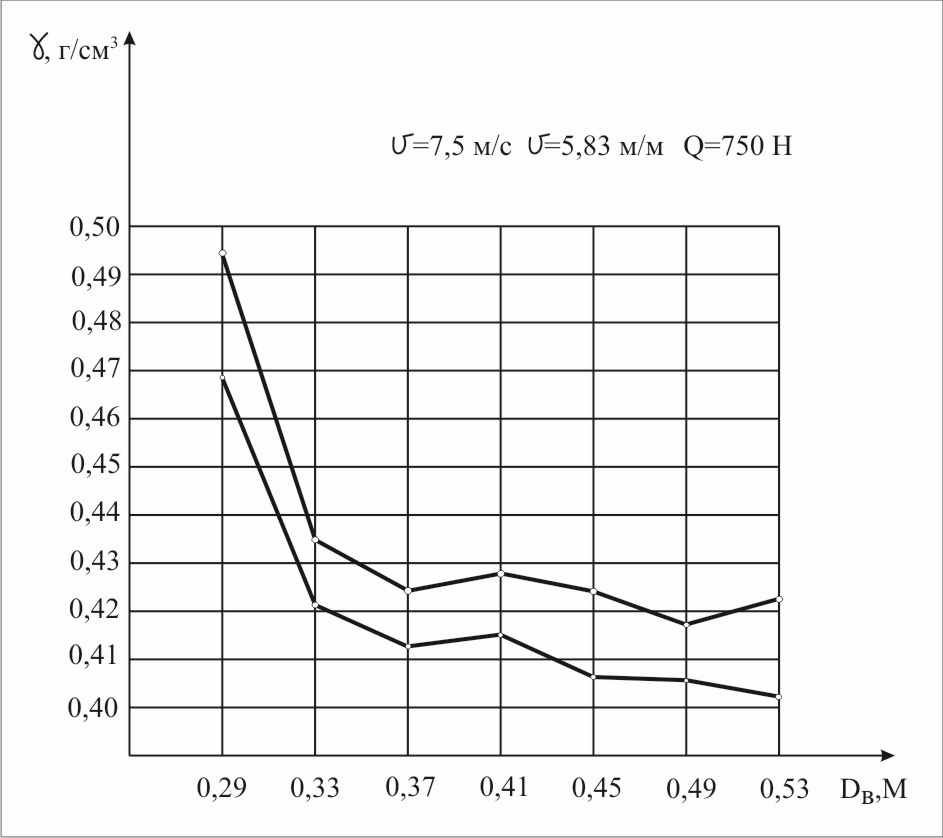
Сурет 3 – Ораманың тығыздығының өзгеру сызбасы
3-ші суреттегі сызбадан γ = f(Dв) тізіп орау білігінің тығыздығы орау басында үлкеюіне байланысты, тығыздықтың мөлшері де азая береді екен. Жұмыста ұсынылып отырған нығыздаушы біліктің тізіп орау білігіне қысу күшін орау процесінде белгілі заңдылықпен өзеруін қамтамасыз ететін, автореттегішті қолданып зерттеу жүргізілді.
Осы зерттеу нәтижесінде тығыздықтың ораманың диаметрінің өзгеруіне сәйкес сызбалар γ = f(Dв) тұрғызылды (4-ші сурет).
Сурет 4 – Автореттегіштің және бумен өңдеудің әсерінен ораманың тығыздығының өзгеру сызбасы
4-ші суретте келтірілген сызбалар автореттегіштің әсерінен нығыздаушы біліктің орама білігіне берілген заңдылықты қамтамасыз етіп бірқалыпты қысуының нәтижесінде, орау процесінде тізіп орау кезіндегі тығыздықтың өзгеруі бар-жоғы 5,2% аспайды екен. Бұл зерттеу нәтижесі тізіп орау процесінде бумен жылуды, автореттегішпен бірге қолдану ораманың сипаттамасын көп жақсартатынын да көрсетті.
Жұмыста ұсынылған құрылым Шымкент қаласындағы «Меланж» АҚ өндіріс орнында қолданылып, оның жылдық экономкалық эффектілігі 1 370 000 теңгені құрады
Қорытындылар
1.Барабансыз топтамалы тізіп орау машинасына арналған тізіп орау және өлшегіш білікшесіне келтірілген масса мен инерция моментінің, тізіп орау білікшесіндегі ораманың уақытына байланысты бұрыштық жылдамдықтың және үдеудің өзгеру заңдылықтары анықталды.
2.Топтамалы барабансыз тізіп орау машинасының орау құрылымында негіз жіпті орауда бірқалыпсыздықтың туындау себептерін талдай отырып, тығыздықтағы бірқалыпты орам алу үшін жіптің орау кезінде қабаты бойынша бірқалыпты орналасуын және орамдағы жіптердің көлемдік тығыздығын бірқалыптылығын автореттегіштің көмегімен қамтамасыз ету жолы қарастырылады.
3. Ораманың сапасын арттырудың бір жолы ретінде, оралатын жіптердің керілу күшін, тізіп орау, нығыздаушы, ұзындық өлшегіш біліктеріндегі салыстырмалы сырғымалықты азайту үшін, олардың қозғалысын синхрондап, реттегіш құрылымдар жүйесі келтірілді.
4. Ораманың тығыздығының тұрақсыздығын жою үшін, машинада ылғалды жылумен өңдеу қарастырылған. Осыған орай, ораманы орау кезінде алдымен бумен, нығыздалып болғаннан соң ыстық ауа лебімен кептіру тәсілі ұсынылады. Құрылымның жұмыс әліпін қабылдауға мүмкіндік беретін бумен, ыстық ауамен өңдеу процесінің математикалық үлгісі тұрғызылған.
5.Тізіп орау кезінде жіптердің керілуін мөлшерлеуде, топтамалы барабансыз тізіп орау машинасында жіптерінің керілу күшін орау процесінде анықтау әдістемесі құрылып өлшеулер жүргізілді. Өлшеу нәтижесін өңдеу, жіптердегі керілу мәні нормаль үлестірілу заңына бағынады екен, құрылымдағы тығыздықты реттеу, ылғалмен жылумен өңдеу нәтижесінде, орамның орау тығыздығының бірқалыптылығы қамтамасыз етіледі екен.
6.Машинаның іске қосылу немесе тежелу қозғалысы барысында негіз жіптерді керу күшінің шамасын тәжірибе жүзінде құрастырылған біліктердің жиілігін өлшеу құрылымымен анықтау орындалды. Зерттеудің нәтижелері негізінде тежелудің және машинаны іске қосқаннан, оның жылдамдығының тұрақты шегіне жетуге дейінгі уақыттарының ораманың диаметріне тәуелдігінің графигі анықталынды.
7.Тәжірибелік зерттеулер нәтижелері жоғарыда келтірілген теориялық тұжырымдардың дұрыстығын дәлелдейді.
ДИССЕРТАЦИЯЛЫҚ ЖҰМЫС ТАҚЫРЫБЫ БОЙЫНША ЖАРИЯЛАНҒАН МАҚАЛАЛАР ТІЗІМІ
- Кайранбеков Г.Д., Мырхалыков Ж.У., Абдикеримов С.Ж. Анализ мотальных систем безбарабанных партионных сновальных машин. //Пищевая технология и сервис «Тамақ технологиясы және сервис» №3,2009ж.с.№37-38
- Кайранбеков Г.Д., Мырхалыков Ж.У., Ахметова З.Б., Абдикеримов С.Ж. Анализ привода счетчика метража партионных сновальных машин.// Индустрия дизайна и технологии №3 2009г.с.№58-60
- Кайранбеков Г.Д.Аналитическое определение некоторых переменных инерционных параметров механизмов безбарабанных партионных сновальных машин.// Индустрия дизайна и технологии №3 2009г. с. №60-62
- Қызылова Т.С., Үсенбеков Ж., Қайранбеков Г.Д.. Тізіп орау орамасының тығыздығын тұрақтау үшін бумен, жылумен өңдеу. //Наука и образования Южного Казахстана, Шымкент, 2010, №1(80). с. №15-20.
- Кызылова Т.С., Үсенбеков Ж., Қайранбеков Г.Д. Тізіп орау барысында орамдағы жіптердің керілуін тұрақтандыратын тәсілі туралы. //Наука и образования Южного Казахстана, Шымкент, 2010, №5(84). с. №75-79.
- Ғ.Д.Қайранбеков, Ж.Ү.Мырхалықов, Т.С.Қызылова, С.Ж.Асанова. Топтамалы тізіп орау үрдісін тұрақтандыру – тоқыма өндірісінің өнімділігін арттыратын дара жол. //Наука и образования Южного Казахстана, Шымкент, 2010, №3. с. №20-25.
- Мырхалықов Ж.Ү., Қайранбеков Ғ.Д., Бекбосынова Б.Н. Мақта талшықтыжіптердің тоқу серпімділік параметрлерін анықтаудың физикалық моделі . //Наука и образования Южного Казахстана, Шымкент, 2010, №5(84). с. №84-87.
- А.К. Джаманкулов, Ж.У. Мырхалыков, А.А. Ешжанов, Г.Д.Кайранбеков. Влияние натяжения нитей основы на глубины проникновения шлихты в пряжу при размотке.// «Әуезов оқулары-7: М.Әуезов және қазақтану өзекті мәселелері» атты халықаралық ғылыми-тәжірибелік конференцияның еңбектері. Шымкент 2008ж. 10-том с. №3-4.
- Кайранбеков Г.Д., Мырхалықов Ж.У. Анализ конструктивных решений привода счетчика метража партионных сновальных машин. //Вестник КГУСТА №4(26),том 1.с.132-134.Бишкек 2009г.
- Кайранбеков Г.Д. Критический анализ намоточных систем безбарабанных партионных сновальных машин. //Вестник КГУСТА №4(26),том 1.с.128-130. Бишкек 2009г.
Кайранбеков Габит Дарменбекович
«Исследование механизмов сновальной машины с целью стабилизации плотности и укладки намотки на сновальном валике» диссертация на соискание ученой степени кандидата технических наук по специальности 05.02.13 – Машины, агрегаты и процессы легкой промышленности
Аннотация
Объект исследования.
Объектом исследования являются механизмы участвующие при намотке нитей на сновальный валик.
Цель работы.
Основной целью работы является теоретическое и экспериментальное обоснование стабилизация натяжения, укладки и обеспечения равномерности намотки нитей на сновальном валике.
Методы исследования.
При выполнении диссертационной работы использовались теоретические и экспериментальные методы исследований. Теоретические исследования проводились с использованием методов математики, математической статистики и теории вероятности, математического моделирования, теории механики нитей и дифференциального и интегрального исчисления. Вместе с этим при исследовании были использованы методика исследования динамики механизмов с переменными массами. При практических измерениях нагрузок на нити были использованы методы тензометрии, а при определения величины перемещения с использованием электропотенциометрии. При обработке результатов исследовании применялись методы математической статистики.
Результаты исследования.
- Определены закономерности изменения приведенных массы и моментов инерции, угловые скорости и ускорения сновального и измерительного валиков безбарабанной сновальной машины.
- Разработана схема измерения динамических натяжений петли нитей между измерительным и сновальным валиками. Разработана выражения позволяющая, определять максимальные и минимальные динамические нагрузки на основные нити.
- Для стаблизации плотности с увеличении радиуса намотки разработана конструкция авторегулятора, управляемая пространственным кулачком и составлена выражения позволяющая проектировать формы управляющей поверхности кулачка.
- В качестве одной из путей стаблизации плотности намотки разработана система, регулирущего устройства, позволяющая регулировть натяжения нитей, плотности намотки, путем синхронизации движения и уменьшения относительное скольжения между уплотняющим и измерительными валиками. Разработанном устройстве обороты валиков контролируется датчиками оборотов и при необходимости пройзводить регулировку. Натияжения снующих нитей регулируется авторегулятором6 работающеп на принципе изменения скорости оборота элекртодвигателы натяжного устроиства
- Обеспечения равномерности укладки наматываемых на сновальный валик нитей применен способ месного глажения с использованием паровоздушной смеси и нагрева уплотняющего валика.
- Правомерность применения стаблизации укладки снующихся нитей и соответственно стаблизации плотности намотки проверена экспериментальным путем. При этом были сравнены качества сновальных валиков изготовленных при одинаковых условиях при применении авторегуляторов усилие уплотняющего валика, натяжении нитей и применением глажения намотки и без них. Результате экспериментов показали существенное улучения качества сновки модернизированной сновальной машине ( плотность намотки сновального валика обработанного на модернизированной машине по сравнению с валиком выполненной на старой машине, выдержанные в одинаковых климатических условиях показали увеличения плотности на 8,01%).
Практическая реализация результатов работы.
Разработанный в диссертационной работе конструкции и рекмендации приняты к применению АО «Меланж» (г.Шымкент) и основные теоретические положения и экспериментальные установки применяются в учебном процессе ЮКГУ им М.О.Ауезова. Внедрение в производство разработки выполненные в диссертационной работе дали экономический эффективность 120000 тн/г.
Научно-практическая и теоретическая значимость работы.
Для инженерного способа определения динамической нагрузки на снующие нити при различных режимах работы машины предложены научное обоснования.
Проведены анализ факторов снижающие качество безбарабанного снования и выявлени причины их появления и предложены способы их устранения.
Для обеспечегния стаблизации плотности намотки, натяжения нитей предложены конструкции механизма уплотняюшего валика, схема синхронизации работи валиков и автоматический регулятор натяжения нитей. Для уплотнения и стаблизации уклатки нитей на сновальном валике предложена способ глажения с применением паровоздушной смеси.
Разработки выполненные в диссертационной работе нашли применения в производствы, а теоретические положния в учебном процессе.
Область применения
Конструкции устройства и теоретические выводы работы могут быть применены в подготовительном производства текстильной промышленности.
КAIRANBEKOV GABIT DARMENBEKOVICH
«Investigation of mechanisms of warping machine in order to stabilize the density and placement of the winding roll to warping» а thesis for the degree of candidate of technical sciences in the field 05.02.13 - Machines, units and processes of light industry
SUMMARY
The object of study. Objects of study are the mechanisms involved in wound filaments on the warping roller.
Objective. The main purpose of the work is theoretical and experimental justification for the stabilization of tension, stacking and ensure uniformity of winding yarn on warping roller.
Research methods. In fulfilling the thesis the use of theoretical and experimental research methods. Theoretical studies were carried out using the methods of mathematics, mathematical statistics and probability theory, mathematical modeling, the theory of mechanics of yarns and differential and integral calculus. Along with this, the study used the method of investigation of the dynamics of mechanisms with variable masses. In practical measurements of loads on the yarns have been used methods of strain measurement, and for the determination of displacement using elektropotentsiometrii. In processing the results of the study applied the methods of mathematical statistics.
Results of the study.
- The regularities of changes in reduced mass and moment of inertia, angular velocity and acceleration of warping and the measuring roller bezbarabannoy warping machine.
- Developed a scheme for measuring the dynamic tension between the measuring loop yarn and warping rollers. Developed expressions allow, to determine the minimum and maximum dynamic load on the main thread.
- For stablizatsii density with increasing radius of the winding of design avtoregulyatora controlled by a spatial cam and compiled expression form allows you to design the control surface of the cam.
- As one of the ways stablizatsii density winding system is designed, reguliruschego device that allows regulirovt tensioning strands, the density of the winding, by synchronizing the movement and reduce the relative slip between the sealing and metering rollers. The developed device speed roller speed is controlled by sensors and, if necessary proyzvodit adjustment. Natiyazheniya scurrying strings governed avtoregulyatorom6 rabotayuschep on the principle of changing the rate of turnover elekrtodvigately stretch ustroistva.
- Ensure uniformity of packing wrap to cushion warping yarns used method of impurity ironing, using vapor and heat sealing platen.
- The legitimacy of using stablizatsii laying scurrying strings and the winding density, respectively stablizatsii verified by experiment. At the same time were compared quality warping rollers manufactured under the same conditions when applying avtoregulyatorov effort sealing roller, pulling the strings and the use of ironing winding without them. The experimental results showed a significant ulucheniya quality footnote upgraded warping machine (winding density warping roller-treated at a modernized machine compared to a roller made on the old machine stored in the same climatic conditions showed an increase in density at 8.01%).
Practical implementation of the results. Developed in the thesis design and rekmendatsii taken to the use of AO "Melange" (Shymkent), and basic theoretical concepts and experimental setup used in the learning process SKSU MO Auezov. Introduction into production development made in the thesis given the economic efficiency of 120,000 tons / year.
Scientific-practical and theoretical importance of the work. For the engineering method for determining dynamic load on the threads of scurrying in different modes of operation of the machine offered scientific justification.
The analysis of the factors lowering the quality of bezbarabannogo warping and identify their causes and suggest ways to address them.
For obespechegniya stablizatsii density winding, tensioning strands proposed construction machinery uplotnyayushego roller timing circuit of rollers and automatic slack tension wires. For sealing and stablizatsii uklatki threads on warping roll offered a way of ironing with steam-air mixture.
Development performed in the dissertation have found application in production, and theoretical toric in the learning process.
Scope. Construction of the device and the theoretical conclusions of the paper can be applied in the preparation of textile industry.
Баспаға 27.11.2010жылы қол қойды.
Пішімі 60х84 1/16 баспа орталығы Rizo
Есепті баспа 1,5 п.л. Таралымы 100 дана. Тапсырыс №
Баспа орталығы ИИЦ «Сымбат» ДТА
050004, Алматы қаласы, Жібек жолы көшесі 65А
Тел:273 05 11, факс 250 73 69