
4 Разработка технологического процесса
| Вид материала | Документы |
СодержаниеЧервячные зубчатые колеса и червяки. Основные операции механической обработки Особенности механической обработки витков червяка и зубьев червячного колеса. Технологический маршрут обработки. |
- Кафедра технологии машиностроения и методики профессионального обучения курсовой проект, 88.72kb.
- Кафедра технологии машиностроения и методики профессионального обучения курсовой проект, 81.68kb.
- 3 5 Разработка маршрутного технологического процесса, 138.63kb.
- Кафедра технологии машиностроения и методики профессионального обучения курсовой проект, 89.23kb.
- Курсовой проект разработка технологического процесса механической обработки детали, 81.31kb.
- «Разработка технологического процесса изготовления детали «Корпус вибратора», 678.89kb.
- 1. 2 Патентные исследования, 27.99kb.
- Расчетно-пояснительная записка, 642.73kb.
- «Российский государственный профессионально-педагогический университет», 117.59kb.
- Задание на курсовой проект; реферат, 294.21kb.
Таблица 45
Одновенцовое зубчатое колесо. Диаметр 125 – 320 мм
| Операция | |||
| П/п | Наименование | Содержание | Операционный эскиз |
| 000 | Заготови-тельная | Штамповка |  |
| 005 | Термическая | Отжиг | |
| 010 | Токарная | |  |
| 015 | Протяжная | |  |
| 020 | Токарная | | 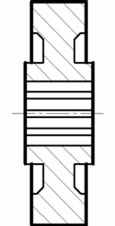 |
| 025 | Контрольная | | |
| 030 | Зубофрезерная | | 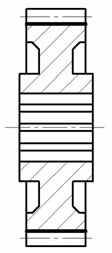 |
| 035 | Зубозакругляющая | |  |
| 040 | Шевинговальная | |  |
| 045 | Контрольная | | |
| 050 | Термическая | Закалка и отпуск | |
| 055 | Внутришлифовальная | 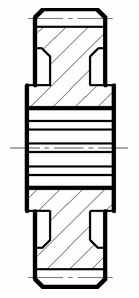 | |
| 060 | Калибровка | 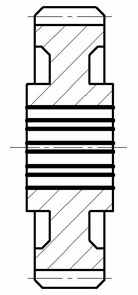 | |
| 065 | Обкатка |  | |
| 070 | Контрольная | |
Таблица 46
Многовенцовое зубчатое колесо Диаметр 65 – 125 мм
| Операция | |||
| П/п | Наименование | Содержание | Операционный эскиз |
| 000 | Заготови-тельная | Прокат | 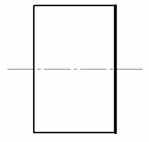 |
| 005 | Токарная Установ А Установ Б | Подрезка торца, обработка наружных поверхностей. Подрезка второго торца, обработка отверстия и снятия фаски. | 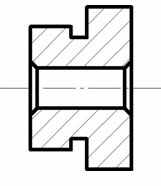 |
| 010 | Протяжная | Протягивание отверстия и шлицев | 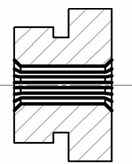 |
| 015 | Токарная | Чистовая подрезка торцов (2 установа) | 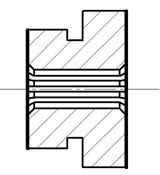 |
| 020 | Контрольная | Контроль размеров и биение торцов | |
| 025 | Зубофрезерная | Фрезерование зубьев открытых венцов с припуском под шевингование | 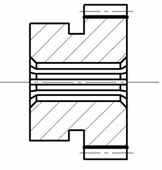 |
| 030 | Зубодолбежная | Долбление зубьев закрытых венцов с припуском под шевингование | 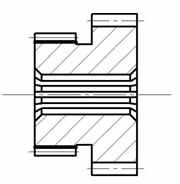 |
| 035 | Зубозакругляющая | Закругление зубьев | 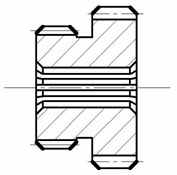 |
| 040 | Контрольная | Контроль размеров и межцентрового расстояния | |
| 045 | Химико-термическая. Термическая Цементация. Нормализация | ||
| 050 | Внутришлифо вальная | Шлифование отверстия и торцов. (2 установа) | 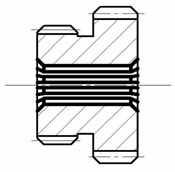 |
| 055 | Шевинговаль ная | Шевингование зубьев | 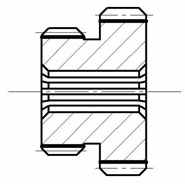 |
| 060 | Термическая ТВЧ | | |
| 065 | Калибровочная | Калибровать отверстие и шлицы | 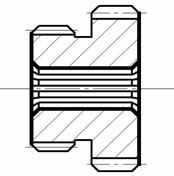 |
| 070 | Зубо- обкаточная | Обкатка зубьев |  |
| 075 | Контрольная | Контроль размеров, технических требований и межцентрового расстояния. Испытания на шум и контакт зубьев. |
Таблица 47
Маршрутный технологический процесс обработки венцовых конических зубчатых колес с цементацией и закалкой
| Технологическая операция | Оборудование | Технологическая база | Операционный эскиз | ||
| П/п | Наименование | Содержание | |||
| 000 | Заготовительная (штамповка) | | | | |
| 005 | Термическая | Отжиг | | | |
| 010 | Токарная | Подрезка заднего торца, растачивание отверстия | Токарно-винторезный | Наружный диаметр | 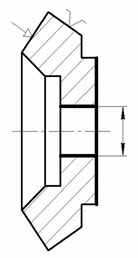 |
| 015 | Сверлильная | Сверление отверстий для крепления зубчатого венца | Вертикально-сверлильный | Внутренний диаметр (отверстие) | 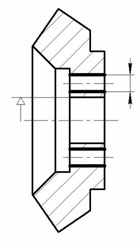 |
| 020 | Токарная | Подрезка переднего торца зубчатого колеса. Черновое обтачивание конусов зубчатого колеса. | Токарно-винторезный | Отверстие | 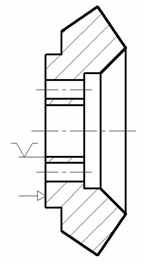 |
| 025 | Круглошлифо- вальная | Шлифование заднего торца | Круглошлифовальный станок | Отверстие | 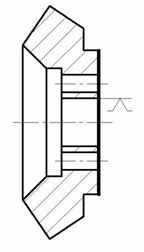 |
| 030 | Протяжная | Протягивание отверстия | Протяжной станок | Задний торец | 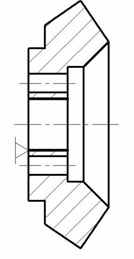 |
| 035 | Токарная | Чистовое обтачивание конусов зубчатого колеса | Токарно-винторезный | Отверстие с упором по заднему торцу | 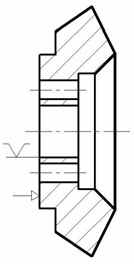 |
| 040 | Контрольная | | | | |
| 045 | Зубострогальная | Строгание зубьев | Зубостирогальный станок | Отверстие с упором по заднему торцу | 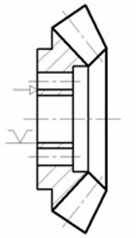 |
| 050 | Термическая | Цементация и закалка Отверстия для крепления зубчатого венца на ступице термообработке не подвергаются, так как развертываются в сборе. | |||
| 055 | Круглошлифовальная | Шлифование центрального отверстия и заднего торцал | Круглошлифовальный станок | Задний конус и впадины между зубьями | 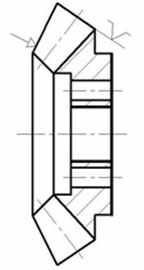 |
| 060 | Контрольная | | | | |
Червячные зубчатые колеса и червяки. Червячные зубчатые колеса бывают в виде венцов и цельные при малых размерах червячных пар. При больших размерах венец изготавливают отдельно и фланцем крепят к ступице. Зубчатый венец центрируется относительно ступицы центрирующим пояском (рис. 27).
Червяки малого модуля изготавливают цельными. При большом модуле червяки обычно изготавливают с центральным отверстием (рис. 27).
Точность изготовления червяков и червячных зубчатых колес регламентирована ГОСТ 3675–81.
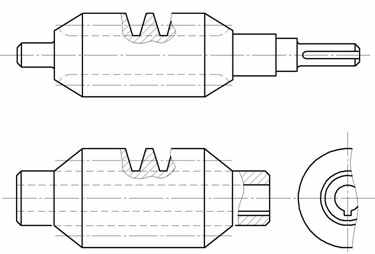
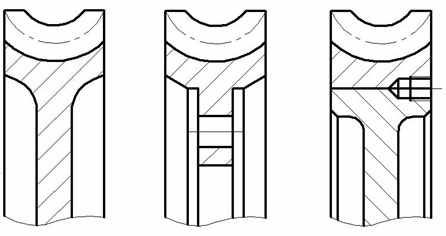
Рис. 27. Типы червяков и червячных колес:
червяки - цельные и с центральным отверстием;
червячные колеса – цельные, с фланцевым креплением венца на валу и напрессовкой венца на ступицу.
Основные технологические задачи:
– обеспечение правильной геометрической формы и точности основных посадочных поверхностей (6 – 7 квалитет);
– равномерность угла поворота;
– обеспечение шероховатости поверхности Ra=1,25…0,32 мкм, что существенно влияет на к.п.д. червячной передачи;
– достижение концентричности отверстия и делительной окружности; концентричности отверстия и окружности выступов (радиальное биение по делительной окружности 0,03 – 0,04 мм);
– достижение перпендикулярности торцов к оси детали (торцовое биение 0,03-0,04 мм на диаметр 300-400 мм);
– обеспечение норм точности поверхностей зубьев (7 - 9 степени точности): равномерность углов поворота, определяемой допуском на шаг, накопленной ошибкой шага червяка и колеса, допуском на биение торца червяка и допуском на биении профиля (радиальное биение 0,005-0,02 мм);
– обеспечение полноты касания боковых поверхностей зубьев червяка и колеса что достигается совпадением профиля червяка и колеса;
– обеспечение твердости рабочих поверхностей.
Материалы, применяемые чаще всего:
– червяки – стали марок 15, 12ХН2, 12ХН3, 40Х, 40ХМ и других и во многих случаях, повергают цементации и закалке до твердости HRCэ 60 – 62;
– червячные зубчатые колеса – бронза марок Бр.ОФ10-1, Бр.ОНФ; чугун марок СЧ 12, СЧ 15, СЧ 18, СЧ 21. С целью экономии бронзы применяют биметаллические отливки, представляющие собой стальную заготовку, залитую по ободу бронзой, или на стальную ступицу напрессовывают бронзовое кольцо.
Основные операции механической обработки червяков и червячных колес
Червяки и червячные зубчатые колеса до этапа нарезания ниток и зубьев обрабатывают теми же способами и на том же технологическом оборудовании, что и обработка двухсторонних ступенчатых валов и цилиндрических зубчатых колес.
Особенности механической обработки витков червяка и зубьев червячного колеса.
Нарезание ниток (витков) у червяков с архимедовой спиралью производят на резьбофрезерных или токарно-винторезных станках. Недостаток червяка, также как и червячного колеса, с архимедовой спиралью состоит в том, что ни сам червяк, ни червячные фрезы, применяемые для фрезерования, не удается шлифовать. Поэтому точность червяков с архимедовой спиралью не высокая.
Зубья колеса архимедовой червячной передачи нарезают червячными фрезами с прямобочным профилем в осевом сечении. Основное условие нарезания зуба червячного колеса червячной фрезой или отдельным летучим резцом – соблюдение межцентрового расстояния «инструмент – колесо», равного межцентровому расстоянию «червяк – колесо».
Технологический маршрут обработки.
Червячные зубчатые колеса обрабатывают по технологическому маршруту, аналогичному обработке цилиндрических зубчатых колес (табл. 48).
Таблица 48
Технологический маршрут обработки червяка с центральным отверстием.
| № | Операция | Операционные эскизы | |
| Наименование | Содержание | ||
| 000 | Заготовительная | Прокат | |
| 005 | Токарная. | Подрезка торца, сверление, растачивание, развертывание отверстия. |  |
| 010 | Протяжная. | Протягивание шпоночного паза. |  |
| 015 | Токарная. | Черновое обтачивание и подрезание торцев детали, запрессованной на оправку. Чистовое обтачивание наружной поверхности и наружных поясков, подрезание торцев. | 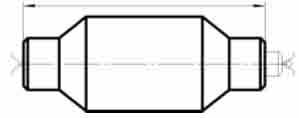 |
| 020 | Круглошлифовальная. | (Деталь неподвижно установлена на оправке). Шлифование наружной поверхности, контрольных поясков и торцов (два установа). | 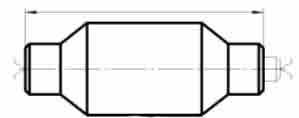 |
| 025 | Контрольная | | |
| 030 | Резьбонарезная | Черновая и чистовая нарезка витков с припуском под шлифование. | 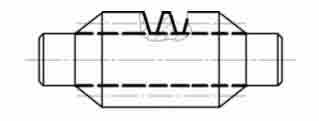 |
| 035 | Термообработка | | |
| 040 | Внутришлифовальная. | Предварительное шлифование отверстия и торца. | 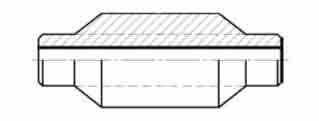 |
| 045 | Круглошлифовальная. | Предварительное шлифование наружной поверхности, контрольных поясков и второго торца. |  |
| 050 | Внутришлифовальная. | Чистовое шлифование отверстия и торцов от контрольных поясков (два установа) | 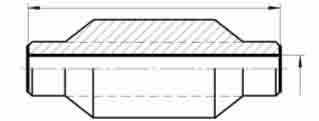 |
| 055 | Круглошлифовальная. | Чистовое шлифование наружной поверхности и контрольных поясков. |  |
| 060 | Резьбошлифовальная | Предварительное шлифование витков червяка. (червячно-шлифовальный станок). | 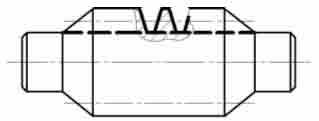 |
| 065 | Резьбошлифовальная | Окончательное шлифование витков червяка. (червячно-шлифовальный станок). | 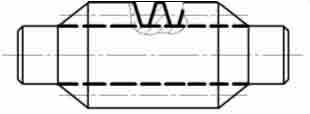 |
| 070 | Полировальная. | Полирование витков червяка. |  |
| 075 | Контрольная. | | |