
«Технология машиностроения»
| Вид материала | Автореферат |
- Экзаменационные вопросы по предмету «Технология машиностроения», 36.61kb.
- «Технология машиностроения» Специализация «Дизелестроение», 37.35kb.
- Рабочая программа и методические указания к выполнению контрольной работы для заочной, 305.14kb.
- Программа преддипломной практики студентов специальности 1-36 01 01 «Технология машиностроения», 336.91kb.
- Программа и контрольные задания для учащихся-заочников по специальности 2-36, 764.27kb.
- Кафедра «Технология машиностроения», 27.73kb.
- Методические указания по выполнению лабораторных работ по курсу «Системы автоматизированного, 369.98kb.
- Рабочая программа учебной дисциплины по дисциплине «Детали машин и основы конструирования», 251.9kb.
- Программа вступительных испытаний (междисциплинарного экзамена) для поступающих в магистратуру, 97.78kb.
- Рабочая программа по дисциплине: опд. В. 01 Экономика машиностроения образовательной, 426.43kb.
Федеральное агентство по образованию
Государственное образовательное учреждение высшего профессионального образования
САМАРСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
ЩЕГАЛЕВА ЕКАТЕРИНА ЕВГЕНЬЕВНА
ИЗУЧЕНИЕ И СРАВНИТЕЛЬНЫЙ АНАЛИЗ МЕТОДОЛОГИИ ИСПОЛЬЗОВАНИЯ САПР ТП МЕХАНООБРАБАТЫВАЮЩЕГО ПРОИЗВОДСТВА ФГУП ГНПРКЦ «ЦСКБ-Прогресс»
Специальность 15.09.00 – Технология, оборудование и автоматизация
машиностроительных производств.
Специализация – Технология машиностроения
АВТОРЕФЕРАТ
Магистерской диссертации
Самара 2009
Работа выполнена в государственном образовательном учреждении высшего профессионального образования Самарском Государственном Техническом университете на кафедре «Технология машиностроения».
Научный руководитель: кандидат технических наук, доцент
Черепашков Андрей Александрович
Официальный рецензент: ведущий специалист фирмы АСКОН-САМАРА
Бухарцев Алексей Юрьевич
Ведущее предприятие: ФГУП ГНПРКЦ «ЦСКБ-Прогресс»
Защита состоится 6 июля 2009 г. в 9 часов на заседании ГАК в ГОУВПО «Самарский государственный технический университет» по адресу: 443010 Самара, ул. Молодогвардейская, 133.
С диссертацией можно ознакомиться на сайте кафедры «Технология машиностроения» ГОУВПО «Самарский государственный технический университет».
Секретарь ГАК ___________________
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы
Последнее десятилетие ХХ века характеризовалось широкой компьютеризацией всех видов деятельности человека: от традиционных интеллектуальных задач научного характера до автоматизации производственной, торговой, коммерческой, банковской и других видов деятельности. Особую важность внедрение компьютерных технологий имеет для развития промышленности, и прежде всего машиностроения. Сегодня без автоматизации (КТПП) уже невозможно производить современную сложную технику, требующую высокой точности (самолеты, корабли, автомобили, различные виды промышленного оборудования и др.). В настоящее время практически на всех успешно действующих российских предприятиях активно внедряются или планируются к внедрению новые промышленные компьютерные системы и технологии.
Современные предприятия не могут выжить во всемирной конкуренции, если не будут выпускать новые продукты лучшего качества, более низкой стоимости и за более короткие сроки. Одним из действенных инструментов повышения конкурентоспособности являются компьютерные технологии промышленного назначения. В результате внедрения автоматизированных систем проектирования и технологической подготовки производства (САПР) повышается качество, сокращается время и уменьшается стоимость разработки и производства конечного продукта. Для этой цели в инженерной практике, на ведущих машиностроительных предприятиях широко применяются технологии автоматизированного конструирования (computer-aided design – CAD), автоматизированного производства (computer-aided manufacturing – CAM) и автоматизированной разработки и конструирования (computer-aided engineering – CAE).
По своему классическому, стандартному определению автоматизированное проектирование является сложным информационным процессом взаимодействия проектировщиков и средств автоматизации. Поэтому при разработке промышленных автоматизированных систем большое внимание уделяется проблеме разделения функций и организации эффективного взаимодействия между человеком и компьютером с учетом их качеств и возможностей. Автоматизированные системы не только повышают эффективность, но и значительно изменяют содержательную сторону всех бизнес-процессов машиностроения, оказывая существенное влияние на способы проектирования, технологию и организацию производства.
Система автоматизированного проектирования (САПР) – это организационно-техническая система, входящая в структуру проектной организации и осуществляющая проектирование при помощи комплекса средств автоматизации проектирования (рис.1). Современные САПР поддерживают целый комплекс инженерных работ на нескольких ключевых этапах жизненного цикла изделия (ЖЦИ) – в процессах проектирования, конструкторско-технологической подготовки производства (КТПП) и составляют основу интегрированных систем управления ЖЦИ машиностроительного предприятия (PLM-систем).
К основным процессам принято относить конструкторское и технологическое проектирование. Вспомогательными, но не менее необходимыми процессами считают организацию информационной поддержки КТПП (корпоративные справочники, технические архивы, документооборот) и управление бизнес-процессами промышленного предприятия.
Автоматизированное управление проектами и предприятием облегчается на базе электронного документооборота. Любые изменения в любом элементе изделия незамедлительно становятся доступными как для отдельных конструкторов и технологов, так и для целых отделов и организаций на всех этапах создания изделия – благодаря использованию единой информационной среды (ИИС). Таким образом, внедрение САПР существенно сокращает время и затраты на КТПП изделия.
Рис. 1. Структура автоматизированной системы (САПР)
Одним из перспективных средств развития предприятия, в условиях серьёзной конкуренции с ведущими мировыми державами, признано считается внедрение информационных технологий. Поэтому тематика работы, связанная с автоматизацией ТПП на предприятии, как мощного средства повышения производительности труда и качества продукции, является весьма актуальной.
Цель работы
Изучить и провести сравнительный анализ методики и средств автоматизации конструкторско-технологической подготовки производства (КТПП) крупного машиностроительного предприятия самарского региона с целью разработки проекта внедрения САПР ТП на базе ПМК ВЕРТИКАЛЬ в комплексе механообрабатывающего производства, включающего конструкторско-технологический отдел механосборочных, испытательных работ и АСТПП и механообрабатывающий цех.
Решаемые задачи
Для достижения указанной цели необходимо решить следующие основные задачи:
- Изучить и описать на концептуальном уровне содержание проектно-производственных этапов ЖЦИ с целью выявления содержания потоков информации и работ в процессах КТПП механообрабатывающего производства.
- Провести аудит процессов технологической подготовки производства в конструкторско-технологическом отделе и цехе механообрабатывающего производства.
- Разработать структурно-функциональную модель ТПП в терминах IDEF-технологии, рекомендованной для анализа и проектирования автоматизированных систем в международных и российских стандартах.
- Создать модель текущего состояния «as is» (как есть) технологической подготовки производства комплекса, включающего конструкторско-технологический отдел механосборочных, испытательных работ и АСТПП и механообрабатывающий цех.
- Разработать модель автоматизированной ТПП в среде ПМК ВЕРТИКАЛЬ, которая будет достигнута в процессе реинжиниринга существующих бизнес-процессов «to be» (как будет).
- Провести сравнительный анализ альтернативных методик ТПП и разработать рекомендации по проекту и структуре информационного обеспечения САПР ТП механообрабатывающего производства.
- Описать и обосновать эффективность комплексной информационной технологии на примере автоматизированной ТПП типовой детали механообрабатывающего производства.
Методы исследования
В работе использовались методы системного анализа, информационного и функционального моделирования, IDEF- технологии, компьютерное моделирование, CAD/CAM/CAPP/PLM —технологии.
Научная новизна
Научную новизну работы составляют результаты анализа, модели и предлагаемая информационная технология автоматизации технологической подготовки механообрабатывающего производства ФГУП ГПРКЦ, предусматривающая:
- отказ от бумажного документооборота на определенных стадиях ТПП и замена его электронным;
- создание рабочего архива технологических решений, используемую для организации коллективной работы над проектом и параллельного инжиниринга ТП;
- создание комплексной системы автоматизации ТПП механообрабатывающего производства включающую конструкторско-технологический отдел и основные цеха механообработки.
Практическая значимость работы
Практическая значимость работы заключается в разработке информационных технологий, выводов и рекомендаций для реального процесса внедрения САПР ТП КТПП механообрабатывающего производства на базе ПМК АСКОН, ведущегося в настоящее время на ФГУП ГПРКЦ.
ОСНОВНИЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность темы, сформулированы цели и задачи исследования.
В первом разделе изучены и описаны на концептуальном уровне проектно-производственные этапы жизненного цикла продукции (ЖЦИ) с целью выявления содержания потоков информации и работ в процессах КТПП механообрабатывающего производства на крупном машиностроительном предприятии на примере ГНПРКЦ «ЦСКБ-Прогресс».
Свои возможности в ГНПРКЦ «ЦСКБ-Прогресс» использует не только для разработки ракетно-космической продукции гражданского назначения, так и для производства изделий широкого потребления, технологии производства которых и были использованы как объект в содержательной части исследования. Номенклатура изделий сведена в таблицу 1.
Таблица 1.Классификация продукции
| Класс | Наименование |
| Оборудование для пищевой промышленности: |
|
| Товары медицинского назначения: |
|
| Реабилитационное оборудование: |
|
| Транспортные средства |
|
| Оборудование для нефтегазодобывающей промышленности: |
|
| Оборудование для деревообрабатывающей промышленности: |
|
| оборудование для автомобильной промышленности: |
|
ГНПРКЦ имеет современную производственно-технологическую базу, в том числе и развитое механообрабатывающее производство, включающее отдел технологической подготовки, и производственные цеха механического профиля (рис.2).

Рис.2. Схема комплекса ТПП механообрабатывающего производства.
Рассмотрен общий порядок прохождения конструкторской и технологической документации механообрабатывающего производства, предусмотренный стандартами (СТП) и внутренними регламентами предприятия (положения, инструкции и пр.). В результате анализа и обобщения которых выявлены содержание и структура регламентированных потоков информации и работ в процессах КТПП механообрабатывающего производства.
Некоторые положения формальных регламентов морально устарели, но остаются актуальными, поскольку в КТПП, на практике используется два потока документооборота:
- традиционный (бумажно-ориентированный);
- электронный (компьютеризированный, с применением комплекса средств обеспечения САПР).
Регламентирующая документация на конструкторскую проработку проектов изделий в основном ориентирован на бумажный документооборот, не оговаривается использование САПР КД, за исключением хранения ТД на устаревших магнитных носителях и лазерных дисках.
При разработке проекта внедрения САПР ТП устаревшие положения регламентов и бумажно-ориентированные процедуры проектирования должны пересматриваться и заменяться электронными технологиями разработки и прохождения ТД.
После внедрения опытной эксплуатации САПР бумажный документооборот может быть постепенно выведен из оборота. Особым условием документооборота, рассматриваемого в исследовании машиностроительного предприятия, является требование по соблюдению режима секретности и конфиденциальности, которая должна обеспечиваться соответствующими электронными технологиями.
Во втором разделе подробно проанализирована проектно-производственная деятельность конструкторско-технологического отдела механосборочных, испытательных работ (КТО) механообрабатывающего производства с целью выявления практически действующие процедур и потоков работ КТПП.
Описаны структура и основные функции служб и подразделений технологического бюро цеха механообрабатывающего производства. Анализ регламентирующей документации показал наличие многочисленных формальных информационных и рабочих потоков между подразделениями, которые плохо формализованы, требования к функциям подразделений регламентированы не четко, запутаны, а иногда и противоречивы.
В результате обследования показано, что на практике разработка ТП ведется по упрощенной схеме, в которой отсутствует ряд работ и согласований (связей) не предусмотренных формальным положением и организационно-распорядительной документацией.
При реализации САПР ТП целесообразно опираться на фактически сложившуюся практику разработки ТП, за исключением случаев, когда это не соответствует возможностям и целям автоматизации ПКР и требованиям заказчика к САПР ТП.
В третьем разделе приведены разработанные в процессе выполения квалификационной работы структурно-функциональные модели текущего состояния ТПП и автоматизированной ТПП машиностроительного предприятия в нотации IDEF0 и IDEF3. Модели, представленные с помощью IDEF0 проработаны до третьего уровня подробности. На рис.3. приведена функциональная схема ТПП IDEF0 третьего уровня.
Анализ текущего состояния ТПП показал, в настоящее время на машиностроительном предприятии параллельно выполняется разработка ТП как традиционным (бумагоориентированным), так и автоматизированным (компьютероориентированным) способом. Вследствие этого могут возникать несоответствия и противоречия между задублированными потоками информации: (бумажными и электронными документами).
Основной объем работы технологов конструкторско-технологического отдела составляет не проектирование новых ТП, а внесение изменений в существующие технологии, а также проработка серийных ТП на основе эскизов разработанных в цеховых ТБ. При внедрении комплексной САПР становиться возможным оперативное внесение и учет изменений ТП, а также интеграция процессов ТПП КТО и цеховых ТБ, что не только позволит повысить производительность, но и существенно сокращает число ошибок и несоответствий в ТД на изделие.
Внедрение САПР позволит сократить сроки и трудоемкость технологического проектирования за счет: автоматизации поиска аналогов и использования фрагментов отработанных маршрутов, операций и переходов.
В регламентах предприятия предлагается всемерно увеличивать применение групповых технологий. Этого можно добиться за счет внедрения САПР ТП, имеющих штатный режим разработки и оформления групповых ТП.
Комплексную автоматизацию механообрабатывающего производства целесообразно проводить, создавая единую САПР ТП, включающую КТО и основные цеха механообработки.
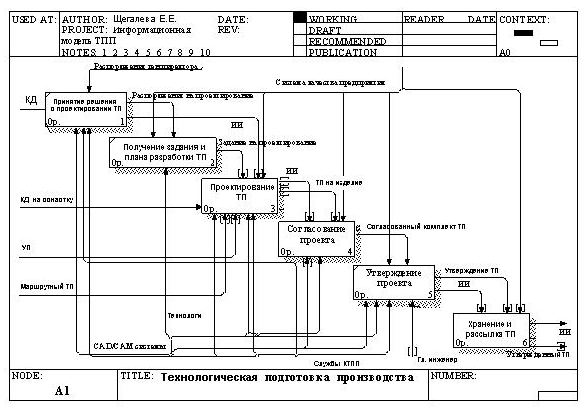 Рис.3. Диаграмма процессов ТПП в нотации IDEF0.
Рис.3. Диаграмма процессов ТПП в нотации IDEF0.В четвертом разделе приводится описание реинжиниринга процессов ТПП механообрабатывающего производства в среде САПР ТП.
Подробно описывается предлагаемый в проекте внедрения комплекс средств обеспечения САПР ТП механообрабатывающего производства. На рис.4 показана схема локальной компьютерной сети, связывающей ОКТ и производственные цеха (рис.4).
Подобран комплекс программного обеспечения (ПО) для проекта САПР ТП механообрабатывающего производства. В проекте внедрения предложено максимально использовать для автоматизации ТПП отечественные программно-методические комплексы (ПКМ) и информационное обеспечение от крупнейшего российского разработчика САПР фирмы АСКОН.
Комплексные решения АСКОН позволяют произвести автоматизацию практически всех этапов и процессов конструкторско-технологической подготовки производства, начиная от создания вариантов компоновки нового изделия и заканчивая передачей документации в производство или внешнему заказчику. При этом все элементы КТПП, используя централизованные средства хранения и обработки данных, органично увязаны в единую информационно-процессную среду проектирования и подготовки производства (рис.5). Такой подход к решению задач в итоге позволяет:
- сократить сроки конструкторско-технологической подготовки производства;
- существенно повысить качество конструкторской и технологической документации;
- наладить работу системы управления производством с актуальными инженерными данными, что в результате обеспечивает точность планирования производственной деятельности и прозрачность управления предприятием;
- снизить издержки на материально-техническое обеспечение производства за счет оптимизации номенклатуры применяемых материалов, оснастки и покупных комплектующих;
- создать актуальную нормативную базу для оценки плановой себестоимости изделия и контроля отклонений от плановых показателей;
- снизить издержки или совсем исключить опытное производство изделий.






Локальная сеть технологов БЦРТ отдел 2611



Принтер

Сервер

Общая сеть «Прогресс»




АРХИВ ПОДЛИННИКОВ

Отделы, связанные с 2611
КОРПОРАТИВНАЯ ПОЧТА


Локальная сеть цеха 2116

БД
ИСТПП


РАБОЧИЙ АРХИВ

Рис.4.Локальная схема перспективной сети, связывающей ОКТ и производственных цехов
Рис.5. Взаимодействие компонентов ПМК АСКОН
Система ЛОЦМАН:PLM является центральным компонентом Комплекса решений АСКОН и обеспечивает:
- централизованное структурированное хранение технической документации на изделие;
- управление информацией о структуре, вариантах конфигурации изделий и входимости компонентов в различные изделия;
- управление процессом разработки изделия;
- интеграцию компонентов Комплекса — САПР, САПР ТП, корпоративных справочников.
Утвержденные данные и документация передаются в соответствующие службы предприятия для материально-технического обеспечения, производства и эксплуатации выпускаемых изделий. При помощи ЛОЦМАН:PLM может быть организовано управление изменениями производственной документации (рис.6). В среде ЛОЦМАН безщовно (без изменения форматов данных) могут использоваться электронные модели и документы САПР КД КОМПАС, которая уже внедрена в службах и отделах механообрабатывающего производства.
Система КОМПАС-3D позволяет реализовать классический процесс трехмерного параметрического проектирования — от идеи к ассоциативной объемной модели, от модели к конструкторской документации.