
«нииин мнпо «Спектр»
| Вид материала | Автореферат |
- Девятого Международного Форума «Высокие технологии 21 века» программа, 40.72kb.
- Содержание: Физика цвета, 1769.41kb.
- Основы понятий об инновациях, 2240.28kb.
- НЯ! самое главное слово. Выражает, в зависимости от интонации, весь спектр мыслимых, 27.71kb.
- Интервью широкий спектр диалога, 192.37kb.
- Вятский Государственный Университет конспект, 732.85kb.
- Зеленский Владимир Анатольевич, начальник отдела консолидированной отчет, 598.05kb.
- Темы докладов отражали весь спектр актуальных вопросов, одинаково сильно волнующих, 24.56kb.
- Ват "Укртелеком" нацiональний оператор електрозв'язку в Українi пропонує широкий спектр, 408.79kb.
- Лаки в производстве печатной продукции, 162.67kb.
На правах рукописи
УДК 620.179.14
Шлеин Дмитрий Валерьевич
Повышение разрешающей способности
технических СРЕДСТВ ВИХРЕТОКОВОЙ ДЕФЕКТОСКОПИИ
НА ОСНОВЕ ВЕЙВЛЕТ-анализа измеренного сигнала
Специальность 05.11.13 - Приборы и методы контроля природной среды, веществ, материалов и изделий
АВТОРЕФЕРАТ
диссертации на соискание ученой
степени кандидата технических наук
Москва – 2009
Работа выполнена в ЗАО «НИИИН МНПО «Спектр», г. Москва
Научный руководитель: доктор технических наук
Загидулин Ринат Васикович
Научный консультант: кандидат технических наук
Бакунов Александр Сергеевич
Официальные оппоненты:
доктор технических наук,
профессор
Федосенко Юрий Кириллович
кандидат технический наук,
доцент
Останин Юрий Яковлевич
Ведущая организация: ФГУП “ЦНИИмаш”
г. Королев, М.О.
Защита состоится 17 июня 2009 г. в 10 часов на заседании диссертационного совета Д 520.010.01 ЗАО «НИИИН МНПО «Спектр»
По адресу: 119048, г. Москва, ул. Усачёва, 35, строение 1.
С диссертацией можно ознакомиться в библиотеке ЗАО «НИИИН МНПО «СПЕКТР»
Автореферат разослан 14 мая 2009 г.
Ученый секретарь
диссертационного совета Д 520.010.01,
доктор технических наук, профессор М.В. Королев.
Общая характеристика работы
Актуальность темы
Вихретоковый (электромагнитный) метод неразрушающего контроля стальных изделий и материалов широко применяется в различных отраслях промышленности – в металлургии, машиностроении, энергетике, в различных видах транспорта (в том числе, трубопроводном и др.).
Это связано с преимуществами вихретокового метода контроля, такими как высокая скорость контроля, его бесконтактность, высокая чувствительность к дефектам сплошности и др.
Технические средства вихретоковой дефектоскопии стальных изделий и материалов обладают высокой производительностью и надежностью, созданы на современной элементной базе и во многом являются микропроцессорными устройствами. Благодаря этому в вихретоковой дефектоскопах стало возможным применение цифровых методов обработки и интерпретации информации, получаемой с вихретокового преобразователя, что существенно расширило их функциональные возможности и что раньше невозможно было реализовать в аналоговых приборах.
К примеру, применительно к вихретоковой дефектоскопам типа ВД-12НФМ, ВД-89НП и др. разработаны методы цифровой фильтрации измеренного сигнала, созданы математические способы разрешения и восстановления сигнала от группы стресс-коррозионных дефектов металла, соответствующие методики количественной оценки глубины и протяженности дефектов сплошности.
Однако для практической реализации алгоритмы разработанных математических методов обработки и интерпретации измеренной информации требуют значительных вычислительных ресурсов, что негативно сказывается на стоимости оборудования и производительности вихретокового контроля изделий и материалов.
При неразрушающем вихретоковом контроле реальных стальных изделий со значительной шероховатостью поверхности, или при измерениях с повышенным зазором, в измеренном сигнале вихретокового преобразователя присутствует случайный шум, спектр которого в ряде случаев весьма мало отличается от спектра полезного сигнала. В связи с тем, что цифровые методы спектрального анализа измеренного сигнала не дают удовлетворительных результатов, для решения указанной проблемы перспективным является применение вейвлет-анализа сигнала вихретоковом дефектоскопа, позволяющее локализовать его как во времени, так и по частоте, что недоступно при обычном спектральном анализе сигнала вихретокового преобразователя. Осуществляя вейвлет-анализ на различных уровнях декомпозиции измеренного сигнала вихретокового преобразователя, можно обеспечить эффективное удаление из него случайного шума, выявление и определение месторасположения дефекта сплошности металла, то есть осуществить реальное повышение разрешающей способности вихретокового контроля стальных изделий и материалов.
Цель диссертационной работы - повышение разрешающей способности технических средств вихретоковой дефектоскопии стальных изделий и материалов на основе вейвлет-анализа измеренного сигнала.
Основные задачи работы:
1. Получение аналитических выражений для зависимостей коэффициентов вейвлетного преобразования поля дефектов сплошности в стальном изделии от геометрических параметров дефекта и условий измерения.
2. Получение аналитических выражений для коэффициентов вейвлетного преобразования поля группы дефектов сплошности в стальном изделии, разработка методики их разрешения на основе вейвлет-анализа.
3. Создание методики выявления и удаления случайного шума из поля дефекта сплошности на основе коэффициентов вейвлетного преобразования.
4. Разработка и реализация алгоритмов выявления и удаления случайного шума из измеренного сигнала вихретокового преобразователя, разрешения группы дефектов сплошности в стальном изделии и количественной оценки геометрических параметров дефекта в вихретоковых дефектоскопах промышленного типа.
Научная новизна
1. Предложена упрощенная вейвлетная функция, полученная на основе токовой модели дефекта сплошности, оптимально аппроксимирующая форму сигнала накладного вихретокового преобразователя над дефектом сплошности. На ее основе получены общие аналитические выражения, устанавливающие зависимость коэффициентов вейвлетного преобразования от геометрических параметров дефекта сплошности в стальном изделии.
2. Получены аналитические выражения для коэффициентов вейвлетного преобразования поля группы дефектов сплошности в стальном изделии. Установлено, что количество экстремумов в зависимости коэффициентов вейвлетного преобразования от параметра сдвига соответствует количеству дефектов в группе, а значение параметра сдвига – месторасположению дефекта.
3. Предложена методика разрешения и восстановления поля группы дефектов сплошности в стальном изделии на основе вейвлет-анализа измеренного сигнала.
4. Получено аналитическое выражение для поля дефекта сплошности с широкополосным случайным шумом, на основе которого разработана методика эффективного удаления его из измеренного сигнала вихретокового преобразователя.
Защищаемые положения
1. Результаты теоретических и экспериментальных исследований коэффициентов вейвлетного преобразования поля дефекта сплошности в стальном изделии.
2. Способы выявления и удаления из измеренного сигнала широкополосного случайного шума на основе вейвлет-анализа.
3. Метод разрешения группы дефектов сплошности на основе анализа зависимости коэффициентов вейвлетного преобразования и последующего восстановления исходного распределения поля отдельного дефекта в стальном изделии.
Практическая значимость и реализация результатов работы
Предложенные методы удаления случайного шума, разрешение группы дефектов сплошности в стальном изделии на основе вейвлет-анализа измеренного сигнала ВТП позволяют существенно повысить достоверность вихретоковой дефектоскопии стальных изделий.
Применение упрощенной вейвлетной функции алгебраического типа и возможность осуществления многоуровневого вейвлет-анализа измеренного сигнала потребуют для практической реализации умеренных вычислительных ресурсов в технических средствах контроля стальных изделий, работающих в режиме реального времени.
По результатам научных исследований разработано программное обеспечение для усовершенствованных средств вихретоковой дефектоскопии, созданное в ЗАО НИИИН МНПО «Спектр».
Апробация работы
Основные результаты работы докладывались на 4-й, 5-й и 7-й Международных выставках и конференциях «Неразрушающий контроль и техническая диагностика в промышленности» (г. Москва, 2005, 2006, 2008), 14 - й Международной конференции и выставке «Современные методы и средства неразрушающего контроля и технической диагностики» (г. Ялта, 16-20 октября 2006 г.), обсуждались на научно-технических семинарах в НИИИН МНПО «Спектр» и МГУПИ.
Публикации
Основное содержание диссертации опубликовано в 13 печатных работах.
Структура и объем работы.
Диссертационная работа состоит из введения, 4-х глав, основных выводов и рекомендаций, библиографического списка использованной литературы, включающего 150 наименований.
Она содержит 110 страниц машинописного текста, 3 таблицы и 60 рисунков.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении приведено обоснование актуальности темы диссертации, сформулированы цель работы и задачи исследования, отражена научная новизна, изложены сведения об апробации и показана практическая ценность работы.
В первой главе выполнен анализ современного состояния проблемы повышения разрешающей способности технических средств вихретоковой дефектоскопии стальных изделий и материалов.
Существенный вклад в развитие вихретоковой дефектоскопии внесли российские ученне и специалисты Клюев В.В., Мужицкий В.Ф., Федосенко Ю.К., Щербинин В.Е., Шатерников В.Е., Загидулин Р.В., Бакунов А.С., Сапожников А.Б., Шкарлет Ю.М., и др. Установлена необходимость получения аналитических выражений для зависимостей коэффициентов вейвлетного преобразования поля отдельного дефекта и группы дефектов сплошности в стальном изделии от их геометрических параметров и условий измерения, разработки соответствующей методики разрешения группы дефектов сплошности на основе вейвлет-анализа сигнала вихретокового преобразователя, имеющего большие возможности по сравнению с классическим цифровым спектральным анализом.
Показана необходимость разработки на базе вейвлет-анализа алгоритма выявления и удаления широкополосного случайного шума из измеренного сигнала, разрешения группы дефектов сплошности в стальном изделии и количественной оценки геометрических параметров отдельных дефектов, а также его практической реализации в программном обеспечении вихретоковой дефектоскопов промышленного типа.
Во второй главе приведены результаты теоретических расчетов по определению аналитических выражений для коэффициентов вейвлетного преобразования поля дефектов сплошности в стальном изделии и экспериментальных исследований зависимостей их величин от геометрических параметров дефекта и условий измерения.
В вейвлетном преобразовании в качестве базовых функций ψ(х) используются непериодические, узколокализованные функции, удовлетворяющие следующим условиям:
-функция ψ(х) должна быть определена в локальной области и осциллировать около нуля, при этом ее среднее значение в области определения равно нулю:
 . (1)
. (1)-норма функции (ее энергия) должна быть конечной:
 . (2)
. (2)Для существования обратного вейвлетного преобразования требуется выполнение дополнительного, третьего условия:
 , (3)
, (3)где
 - Фурье – преобразование (Фурье-образ) функции ψ(х).
- Фурье – преобразование (Фурье-образ) функции ψ(х).Если Н(х) есть измеренный сигнал поля дефекта сплошности в стальном изделии, то коэффициенты прямого вейвлетного преобразования определяются по формулам:
 , (4а)
, (4а)или
 , (4б)
, (4б)где переменная а – масштабирующий параметр, b – параметр сдвига,
 - Фурье-образы измеренного сигнала и вейвлетной функции.
- Фурье-образы измеренного сигнала и вейвлетной функции.В силу заложенного принципа, оптимальной будет вейвлетная функция, которая наилучшим образом подходит по своей форме к наиболее часто повторяющейся локализованной части измеренного сигнала.
На основе токовой модели дефекта была получена материнская вейвлетная
функция, которая оптимально описывает форму сигнала вихретокового преобразователя над дефектом сплошности:
 , (5)
, (5)где параметр z2 > z1 0, при этом для этой функции было получено значение коэффициента (3):
 .
. В отличие от широко распространенных вейвлетных функций Хаара и МНАТ-вейвлета, функция (5) является функцией алгебраического типа, что существенно упрощает практическое применение вейвлет-анализа.
На основе вейвлетной функции (5) получено аналитическое выражение для коэффициентов вейвлетного преобразования модели внутреннего дефекта сплошности (рис. 1), магнитное поле которой описывается формулой:
 , (6)
, (6)где h1, h2 – параметры внутреннего дефекта, z – высота измерения поля, d – толщина стального изделия, J = s - сила линейного тока, s – ширина, - постоянная поверхностная плотность «магнитных зарядов» на гранях дефекта.

Полученное аналитическое выражение для коэффициентов вейвлетного преобразования магнитного поля внутреннего дефекта имеет вид:
Формула (7) является обобщающей для всех типов дефектов сплошности, так как меняя параметры h1 и h2 можно получить коэффициенты вейвлетного преобразования как для поверхностных, так и для внутренних дефектов.
Графики зависимости коэффициентов вейвлетного преобразования поля дефекта сплошности (7) от масштабирующего параметра и параметра сдвига показаны на рис. 2.
Видно, что форма зависимости коэффициентов вейвлетного преобразования от масштабирующего параметра существенно зависит от величины параметра сдвига. При совпадении максимумов сигнала магнитного поля дефекта сплошности и вейвлетной функции (5) (параметр сдвига b
 0) происходит существенное увеличение значения коэффициентов вейвлетного преобразования, что весьма схоже с результатами корреляционного анализа пары исследуемых сигналов.
0) происходит существенное увеличение значения коэффициентов вейвлетного преобразования, что весьма схоже с результатами корреляционного анализа пары исследуемых сигналов.Рекомендуется это свойство вейвлетной функции (5) использовать для оперативного поиска наличия поля дефекта сплошности в измеренном сигнале большой длительности путем непрерывного изменения величины параметра сдвига.
На рис. 3-4 приведены зависимости коэффициентов вейвлетного преобразования от глубины (в случае внутреннего дефекта под глубиной дефекта подразумевается параметр h = h2 – h1), ширины и глубины залегания внутреннего дефекта в стальном изделии и высоты измерения поля.
Видно, что с увеличением глубины дефектов происходит монотонное увеличение значения коэффициентов вейвлетного преобразования магнитного поля, характер изменения которого весьма близок к линейному. Показано, что для относительно больших величин масштабирующего параметра (а>1), разброс значений коэффициентов вейвлетного преобразования относительно среднего значения является незначительным, что важно при оценке глубины дефекта.
Зависимость коэффициентов вейвлетного преобразования поля дефекта от ширины является нелинейной.
У
 становлено, что с увеличением ширины дефекта от 0 мм до (0,2-0,4) мм происходит монотонное увеличение коэффициентов вейвлетного преобразования, при дальнейшем росте ширины дефекта сплошности изменение их величины прекращается.
становлено, что с увеличением ширины дефекта от 0 мм до (0,2-0,4) мм происходит монотонное увеличение коэффициентов вейвлетного преобразования, при дальнейшем росте ширины дефекта сплошности изменение их величины прекращается. Показано, что увеличение высоты измерения и глубины залегания внутреннего дефекта сплошности приводит к монотонному уменьшению величины коэффициентов вейвлетного преобразования примерно по гиперболическому закону.
На основе формулы (7) установлено, что относительный коэффициент вейвлетного преобразования с одинаковыми значениями масштабирующего параметра не зависит от ширины дефекта сплошности:
 , (8)
, (8)где параметр сдвига b1 ≠ b2. Это обстоятельство можно использовать при оценке геометрических параметров дефекта сплошности (глубина поверхностного дефекта, глубина залегания внутреннего дефекта) независимо от его ширины.
Из рис. 5а – рис. 6а видно, что величина относительных коэффициентов вейвлетного преобразования магнитного поля дефекта, полученная на основе формул (7) - (8), не зависит от ширины, а ее зависимость от глубины дефекта сплошности является однозначной и нелинейной.
Установлено, что наибольшее изменение величины относительных коэффициентов вейвлетного преобразования происходит для дефектов сплошности с относительно небольшими глубинами (0 < h ≤ 2 мм).
На основе экспериментальных данных, полученных для искусственных дефектов с разными типоразмерами в стальных пластинах, показано хорошее согласие теоретически и экспериментально полученных зависимостей для коэффициентов вейвлетного преобразования поля дефекта сплошности в стальном изделии (рис. 5б – рис. 6б).
В третьей главе приведены результаты исследований зависимости коэффициентов вейвлетного преобразования поля группы поверхностных дефектов сплошности в стальном изделии. Показана возможность разрешения и восстановления распределения поля отдельного дефекта в группе на основе вейвлет-анализа.
Для описания магнитного поля группы дефектов в стальном изделии предложена токовая модель, которая представляет собой систему линейных токов, расположенных на вершинах дефектов сплошности (рис. 7):
 , (9)
, (9)где х, z – координаты точки измерения поля над стальным изделием, J - сила линейного тока, хк – х - координата точки расположения линейного тока Jк, N – количество дефектов сплошности в группе, hk – глубина к-го дефекта.
Д
. (10)
ля этой модели получено аналитическое выражение коэффициентов вейвлетного преобразования поля группы дефектов сплошности:

Н
 а рис. 8 показана зависимость коэффициентов вейвлетного преобразования поля группы дефектов в стальном изделии, полученная на основе формулы (10) от параметра сдвига вейвлетной функции.
а рис. 8 показана зависимость коэффициентов вейвлетного преобразования поля группы дефектов в стальном изделии, полученная на основе формулы (10) от параметра сдвига вейвлетной функции. Н
 а основе теоретических исследований установлено, что при значениях параметра сдвига b = хк коэффициенты вейвлетного преобразования принимают максимальные значения, что означает связь локальных максимумов коэффициентов вейвлетного преобразования с месторасположением группы дефектов, при этом:
а основе теоретических исследований установлено, что при значениях параметра сдвига b = хк коэффициенты вейвлетного преобразования принимают максимальные значения, что означает связь локальных максимумов коэффициентов вейвлетного преобразования с месторасположением группы дефектов, при этом:- количество локальных максимумов в зависимости WHx(b) соответствует количеству дефектов сплошности в группе;
- значение параметра сдвига вейвлетной функции b соответствует локальному максимуму зависимости WHx(b), и равно величине х - координаты месторасположения дефекта сплошности в стальном изделии (рис. 8).
Таким образом, на основе коэффициентов вейвлетного преобразования возможно эффективное разрешение группы дефектов - определение количества N дефектов сплошности в группе и их координаты месторасположения хк в стальном изделии.
На основе формулы (10) определена область значений высоты измерения поля, соответствующая разрешению дефектов сплошности в стальном изделии при вейвлет-анализе измеренного сигнала (рис. 9).

При использовании коэффициентов вейвлетного преобразования разрешение дефектов сплошности обеспечивается при высотах, существенно превышающих соответствующие значения при разрешении дефектов непосредственно по топографии поля (пунктирная кривая на рис. 9).
Разрешение группы дефектов сплошности позволяет решить задачу восстановления распределения поля отдельного дефекта, для чего необходимо определить три параметра: априорно заданную высоту измерения поля и неизвестные параметры Jк , хк.
Количество дефектов сплошности в группе и координаты точек их расположения определяются на основе анализа экстремумов коэффициентов вейвлетного преобразования. Силу линейных токов Jк (к = 1, 2, …. N) предлагается определить на основе решения системы линейных уравнений, составленных на основе полученного аналитического выражения коэффициентов вейвлетного преобразования (10).
Для группы N дефектов сплошности эта система уравнений имеет вид:
 ,
, , (11)
, (11)……………………………………………………………….
 .
.Восстановленное распределение магнитного поля к-го дефекта сплошности в группе определяется по формуле для поля линейного тока:
 , k ≤ N. (12)
, k ≤ N. (12)На рис. 10 показано распределение поля группы из 3-х дефектов сплошности в стальном изделии и топографии восстановленных по формуле (12) полей для отдельных дефектов.


Рис.11. Блок-схема программы решения обратной задачи вихретоковой дефектоскопии для группы дефектов сплошности в стальном изделии
На основе численных экспериментов установлено, что восстановленные значения магнитного поля дефектов сплошности отличаются от исходных данных не более чем на 2 - 5 %.
На рис. 11 показана блок-схема алгоритма программы для решения обратной задачи вихретоковой дефектоскопии, реализующая в микропроцессорном техническом средстве контроля вышеописанную методику разрешения и восстановления поля группы дефектов сплошности в стальном изделии.
В четвертой главе рассмотрен способ удаления случайного шума на основе коэффициентов вейвлетного преобразования и описано устройство вихретокового дефектоскопа ВД-89НП.
Предполагается, что случайный шум в измеренном поле дефекта сплошности имеет аддитивный характер, то есть:
 , (13)
, (13)где Нd(х) – магнитное поле дефекта без шума, Нш(х) – случайный шум.
Случайный шум в сигнале описывается гармоническим рядом конечной длины:
 , (14)
, (14)где Аk – амплитуда, ωk – частота гармоники случайного шума (k ≤ N).
На рис. 12 показано распределение х - составляющей магнитного поля дефекта сплошности без случайного шума и с шумом (13) соответственно.
В работе получено аналитическое выражение для коэффициентов вейвлетного преобразования случайного шума:
 , (15)
, (15)из которого видно, что величина коэффициентов вейвлетного преобразования случайного шума с увеличением параметра сдвига меняется примерно периодически, при увеличении масштабирующего параметра убывает по гиперболическому закону.

а) б)
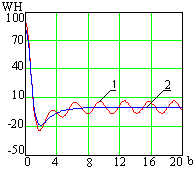
Рис.13. Зависимость коэффициентов вейвлетного преобразования магнитного поля дефекта сплошности в стальном изделии с шумом (кривая 1) и без шума (кривая 2) от параметра сдвига а) – масштабирующий параметр а = 0,3, б) – а = 2
На рис. 13 показана зависимость коэффициентов вейвлетного преобразования магнитного поля дефекта сплошности в стальном изделии со случайным шумом от параметра сдвига, полученная по формуле (15).
Показано, что точки средней линии, относительно которых происходит колебание коэффициентов вейвлетного преобразования, весьма близки к значениям коэффициентов вейвлетного преобразования поля дефекта без случайного шума (рис. 13а), и путем сглаживания коэффициентов вейвлетного преобразования в области периодических колебаний можно существенно снизить в них уровень случайного шума.
Распределение магнитного поля дефекта сплошности без случайного шума восстанавливается путем обратного вейвлетного преобразования на основе формулы обращения:
 . (16)
. (16)Отмечено, что в отличие от обратного преобразования Фурье, восстановление поля дефекта сплошности в стальном изделии на основе обратного вейвлетного преобразования (16) можно осуществить, используя ограниченный набор коэффициентов.
Исследованы два способа удаления случайного шума из сигнала: в первом способе в формулу обращения (16) подставляются сглаженные коэффициенты вейвлетного преобразования поля дефекта по параметру сдвига. Этот способ является эффективным при использовании коэффициентов вейвлетного преобразования с малыми значениями масштабирующего параметра вейвлетной функции (а<1); во втором способе удаления случайного шума в формулу обращения (16) подставляются коэффициенты вейвлетного преобразования поля дефекта, полученные при относительно больших значениях масштабирующего параметра (а > 1).
На рис. 14 показано распределение магнитного поля дефекта сплошности, полученного путем обратного вейвлетного преобразования (16) по второму способу. Видно, что при значении масштабирующего параметра а<1 в восстановленном магнитном поле дефекта сплошности присутствует некоторая часть случайного шума, хотя энергия шума существенно уменьшилась, при этом форма восстановленного распределения магнитного поля дефекта сплошности значительно отличается от распределения магнитного поля дефекта без случайного шума (рис. 14а).
При значении масштабирующего параметра а=1 форма восстановленного магнитного поля дефекта сплошности мало отличается от распределения
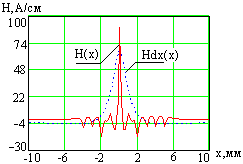
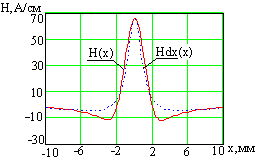
а) б)
Рис.14. Распределение магнитного поля дефекта сплошности в стальном изделии
а) - параметр а=0,2, б) - а=1. Кривая Hdx(x)- магнитное поле дефекта сплошности без шума.
а) б)
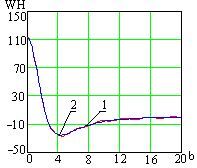
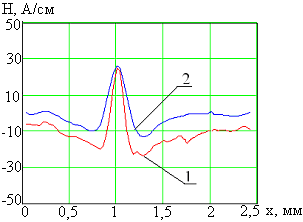
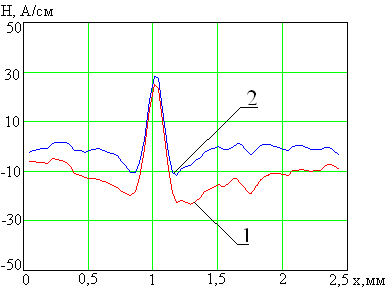
Рис.15. Распределение сигнала вихретокового дефектоскопа ВД-89НП над трещиной в стальной пластине: а) – параметр а = 4, б) – а = 0,5, |b|< 70,
где кривая 1- исходный сигнал, кривая 2 - сигнал без шума.
исходного магнитного поля (рис. 14 б). Показано, что при дальнейшем увеличении интервала изменения параметра сдвига вейвлетной функции разница между восстановленным и исходным распределением магнитного поля становится еще меньше.
На рис. 15 показано экспериментально полученное распределение сигнала
вихретокового дефектоскопа ВД-89НП над трещиной глубиной 1 мм в стальной пластине и распределение исходного сигнала после удаления из него случайного шума по вышеописанной методике. Видно, что результаты обработки экспериментальных данных полностью подтверждают теоретически полученные результаты и рекомендации.
В работе приводится описание вихретокового дефектоскопа ВД-89НП (рис. 16), модернизированного при непосредственном участии автора. Дефектоскоп ВД-89НП обладает большей информативностью, улучшенным интерфейсом, позволяет точнее определять геометрические параметры не только одиночных, но и группы дефектов сплошности в стальных изделиях с учетом мешающих факторов.


Рис.16. Вихретоковый дефектоскоп ВД-89НП

В комплект ВД-89НП входят стандартные образцы дефектов из немагнитных и ферромагнитных металлов, используемые для настройки и калибровки прибора. Стандартные образцы представляют собой – прямоугольные пластины с выпиленными поверхностными дефектами. Искусственные дефекты типа прорези, различной глубины и фиксированной шириной раскрытия (0,1±0,05)мм.
В основу работы дефектоскопа ВД-89НП заложен принцип контроля изменения комплексного сопротивления первичного ВТП, в зависимости от электромагнитных свойств металлов, величины зазора, шероховатости, кривизны поверхности и наличия дефекта сплошности в области контроля.
Работу дефектоскопа ВД-89НП поясняет структурная схема, показанная на рис. 17. Автогенератор 2 с подсоединённым к нему преобразователем 1 генерирует сигнал собственной частоты и амплитуды. Автоматическая подстройка автогенератора 2 осуществляется измерительным микропроцессором (МП) 6, посредством измерительного цифро-аналогового преобразователя (ЦАП) 5 и настроечного ЦАП 4. Это обеспечивает выработку дефектоскопом значений параметра контроля со скоростью 50 раз в секунду и передачу их для обработки в интерфейсный МП 7. Измерительный МП 6 осуществляет управление амплитудой генерируемого автогенератором 2 напряжения при помощи измерительного ЦАП 5. Полученное напряжение поступает на вход компаратора 3. При заданном уровне амплитуды сигнала на его входе, компаратор 3 формирует на управляющем входе настроечного МП 6 логический сигнал формирования значения параметра амплитуды. Измерительный МП 6 передает полученные значения амплитуды автогенератора на вход блока цифровой фильтраций 13. Блок цифровой фильтрации 13 производит цифровую обработку полученных данных с целью улучшения соотношения сигнал/шум. На первом этапе вычисляются коэффициенты вейвлет-преобразования сигнала для ряда значений параметров а и b. После нахождения коэффициентов блок 13 осуществляет восстановление сигнала для того значения масштабирующего параметра а ≥ 1, осцилляция коэффициента вейвлет-преобразования которого минимальна. После восстановления сигнала от ВТП значения передаются в блок вейвлет- преобразования 14 .
Последующий вейвлет-анализ реализован следующим образом:
- вычисляются коэффициенты вейвлет-преобразования,
- находятся экстремумы вейвлет-преобразования,
- на основании полученных данных определяются геометрические параметры дефекта сплошности.
Полученные значения выводятся на дисплей 10 или передаются на ПК при помощи блока инфракрасной связи 8.
С использованием усовершенствованного дефектоскопа ВД-89НП произведены измерения параметров дефектов показавшие, что величина относительных коэффициентов вейвлетного преобразования поля дефекта сплошности в стальном изделии не зависит от ширины дефекта (при s=0,2 мм рост коэффициентов прекращается) и однозначно зависит от его глубины. Причем эта зависимость существенна лишь для относительно небольших глубин дефекта (0 < h ≤ 4 мм).
Зависимости коэффициентов вейвлетного преобразования от параметра сдвига имеют локальные экстремумы, количество которых соответствует количеству дефектов в группе (для групп из 3 дефектов с расстоянием в 1мм), а значение параметра сдвига – месторасположению дефекта.
Исследования с помощью вейвлет преобразования на основе токовой модели позволили снизить погрешность определения параметров групп дефектов с учетом взаимного влияния до 5%.
Вихретоковый дефектоскоп ВД-89НП позволяет осуществлять разрешение группы дефектов сплошности в стальном изделии и количественную оценку геометрических параметров дефектов сплошности в режиме реального времени.
Основные выводы и рекомендации
1. Предложена упрощенная вейвлетная функция для стальных изделий, полученная на основе токовой модели. На основе вейвлетной функции были получены аналитические выражения и рассчитаны коэффициенты вейвлетного преобразования поля дефектов сплошности, которые согласуются с экспериментальными данными.
2. Установлено, что величина относительных коэффициентов вейвлетного преобразования поля дефекта сплошности в стальном изделии не зависит от ширины дефекта (при s=0,2 мм рост коэффициентов прекращается) и однозначно зависит от его глубины. Причем эта зависимость существенна лишь для относительно небольших глубин дефекта (0 < h ≤ 4 мм).
3. Установлено, что величина коэффициентов вейвлетного преобразования широкополосного случайного шума с увеличением параметра сдвига меняется примерно периодически, при увеличении масштабирующего параметра убывает по гиперболическому закону.
4. Показано, что для уменьшения величины случайного шума в измеренном сигнале следует осуществить предварительное сглаживание коэффициентов вейвлетного преобразования по параметру сдвига перед операцией обратного вейвлетного преобразования, или же осуществлять обратное вейвлетное преобразование для коэффициентов с масштабирующим параметром а > 1.
5. Установлено, что в зависимости коэффициентов вейвлетного преобразования от параметра сдвига имеются локальные экстремумы, количество которых соответствует количеству дефектов в группе (для групп из 3 дефектов с расстоянием в 1мм), а значение параметра сдвига – месторасположению дефекта.
6. Предложена методика восстановления поля отдельного дефекта сплошности в группу дефектов и количественной оценки его глубины, основанная на вейвлет-анализе измеренного сигнала, которая реализована в программном обеспечении вихретокового дефектоскопа промышленного типа ВД-89НП.
7. Исследования с помощью вейвлет преобразования на основе токовой модели позволили снизить погрешность определения параметров групп дефектов с учетом взаимного влияния до 5%.
8. Усовершенствованный вихретоковый дефектоскоп ВД-89НП апробирован на слабомагнитных и ферромагнитных материалах, прибор внедрен на ряде российских предприятиях, общее количество выпущенных приборов насчитывает 30 штук.
Основные положения диссертационной работы опубликованы в следующих научных трудах:
1. Мужицкий В.Ф., Загидулин Р.В., Шлеин Д.В., Загидулин Т.Р. Вейвлет-анализ магнитного поля дефекта сплошности в ферромагнитном изделии. Часть 1. Сравнительный анализ вейвлетного и Фурье – преобразования распределения поля дефекта сплошности. – Контроль. Диагностика, 2007 г., № 3, с. 24-29.
2. Загидулин Р.В., Мужицкий В.Ф., Шлеин Д.В., Загидулин Т.Р. Вейвлет-анализ магнитного поля дефекта сплошности в ферромагнитном изделии. Часть 2. Зависимость коэффициентов вейвлетного преобразования от геометрических параметров дефекта сплошности. – Контроль. Диагностика, г. Москва, 2007 г., № 4, с. 34-44.
3. Шлеин Д.В., Мужицкий В.Ф., Карабчевский В.А., Кортман Е.Ю. Вихретоковые дефектоскопы нового поколения. В мире неразрушающего контроля, г. Санкт-Петербург, 2007 г., с. 20-24.
4. Загидулин Р.В., Мужицкий В.Ф., Шлеин Д.В., Загидулин Т.Р. Вейвлет-анализ магнитного поля дефекта сплошности в ферромагнитном изделии. Часть 3. Исследование коэффициентов вейвлетного преобразования поверхностного и внутреннего дефектов сплошности. – Контроль. Диагностика, 2008 г., № 7, с. 18-24.
5. Шлеин Д.В., Загидулин Р.В., Мужицкий В.Ф. Вейвлет-анализ сигнала электромагнитного дефектоскопа от дефекта сплошности в стальных изделиях.- 14 Международная конференция и выставка «Современные методы и средства неразрушающего контроля и технической диагностики». г. Ялта, 16-20 октября 2006 г., с. 42-45.
6. Шлеин Д.В., Сысоев А.М., Карабчевский В.А. Использование вихретокового метода контроля для диагностики нефтегазопроводов. - 5 Международная выставка и конференции «Неразрушающий контроль и техническая диагностика в промышленности», г. Москва, 2006 г., с. 43.
7. Мужицкий В.Ф., Загидулин Р.В., Шлеин Д.В., Ефимов А.Г. Опыт применения вихретокового дефектоскопа ВД-12НФП на предприятиях ОАО «РЖД». – 14 Международная конференция и выставка «Современные методы и средства неразрушающего контроля и технической диагностики», г. Ялта, 16-20 октября 2006 г, с 50-55.
8. Мужицкий В.Ф. Бакунов. А.С. Шлеин Д.В. Загидулин Р.В. Вейвлет-анализ магнитного поля дефекта сплошности в ферромагнитном изделии. - 7 Международная конференция «Неразрушающий контроль и техническая диагностика в промышленности», г. Москва, 2008 г., с. 148-150.
9. Шлеин Д.В. Исследование коэффициентов вейвлетного преобразования внутреннего дефекта сплошности. - Контроль. Диагностика, 2008 г., № 9, с 16-20.
10. Бакунов А.С., Шатерников В.Е., Шлеин Д.В. Вейвлет-анализ магнитного поля дефекта сплошности в ферромагнитном изделии. Исследование коэффициентов вейвлетного преобразования внутреннего дефекта сплошности. –Неразрушающий контроль и техническая диагностика: тезисы докладов 18 Всероссийской научно-технической конференций с международным участием. Нижний Новгород 29.09.08-03.10.08. Москва Машиностроение, 2008г, с. 17-18.
11. Загидулин Р.В., Бакунов А.С., Шлеин Д.В., Загидулин Т.Р. Вейвлет - анализ магнитного поля группы дефектов сплошности в ферромагнитном изделии. Разрешение и восстановление магнитного поля группы дефектов.- Контроль. Диагностика, г. Москва, 2009 г., № 2, с. 17-23
12. Загидулин Р.В., Бакунов А.С., Шлеин Д.В., Загидулин Т.Р. Удаление случайного шума из измеренного магнитного поля дефекта сплошности на основе
вейвлетного преобразования. - Контроль. Диагностика, г. Москва, 2009 г., №3, с. 29-33.