
Методические указания к выполнению задания по черчению Хабаровск
| Вид материала | Методические указания |
- Методические указания к выполнению задания по черчению для студентов всех специальностей, 589.35kb.
- Методические указания к выполнению расчётно-графического задания, 311.58kb.
- Методические указания к выполнению контрольных, курсовых работ По дисциплине Базы данных, 406.26kb.
- Методические указания и задания к выполнению контрольной работы по дисциплине, 246.08kb.
- Методические указания к выполнению лабораторной работы №23 по физике для студентов, 142.34kb.
- Рабочая программа, методические указания по выполнению курсовой работы, темы курсовых, 1694.43kb.
- Методические указания к выполнению лабораторной работы №21 по физике для студентов, 119.29kb.
- Рабочая программа, методические указания по выполнению курсовой работы и контрольные, 1000.11kb.
- Учебно-методический комплекс по специальности 06. 08. 00 «Экономика и управление, 285.38kb.
- Методические указания, контрольные задания и указания на курсовой проект по дисциплине, 410.04kb.
4. НЕРАЗЪЁМНЫЕ СОЕДИНЕНИЯ
При создании промышленных изделий также широко применяются неразъёмные соединения, которые нельзя разобрать, не разрушив целостность хотя бы одной детали или соединяющего средства. К неразъёмным соединениям относятся соединения сварные, паяные, клеевые, заклёпочные, а также соединения, полученные опрессовкой, развальцовкой или завальцовкой, сшиванием и др.
Неразъёмным соединениям присущи важные положительные качества:
– малая материалоёмкость и, следовательно, относительно
малый вес конструкции;
– возможность широкого применения автоматов, например
сварочных роботов, при выполнении сборочных операций;
– сравнительно низкие затраты труда (малая себестоимость);
– возможность выполнения плотных и прочных соединений
без использования дополнительных уплотняющих средств.
Понятно, что использование неразъёмных соединений допустимо лишь в тех случаях, когда заранее известно, что разборка выполняемой сборочной единицы не потребуется.
При изображении и условном обозначении неразъёмных соединений в конструкторских документах необходимо соблюдать правила, установленные Государственными стандартами.
4.1. Работа 4 «Соединение сваркой» 4.1.1. Задание по теме
- Изучить виды сварных соединений и формы кромок
деталей, подготовленных для сварки.
- Ознакомиться с условностями ГОСТ 2.312-72,
принятыми для изображения и обозначения сварочных швов.
- Выполнить сборочный чертёж сварного соединения
со спецификацией на листе формата А4. Оформление чертежа
по этой теме показано на рисунке 19.
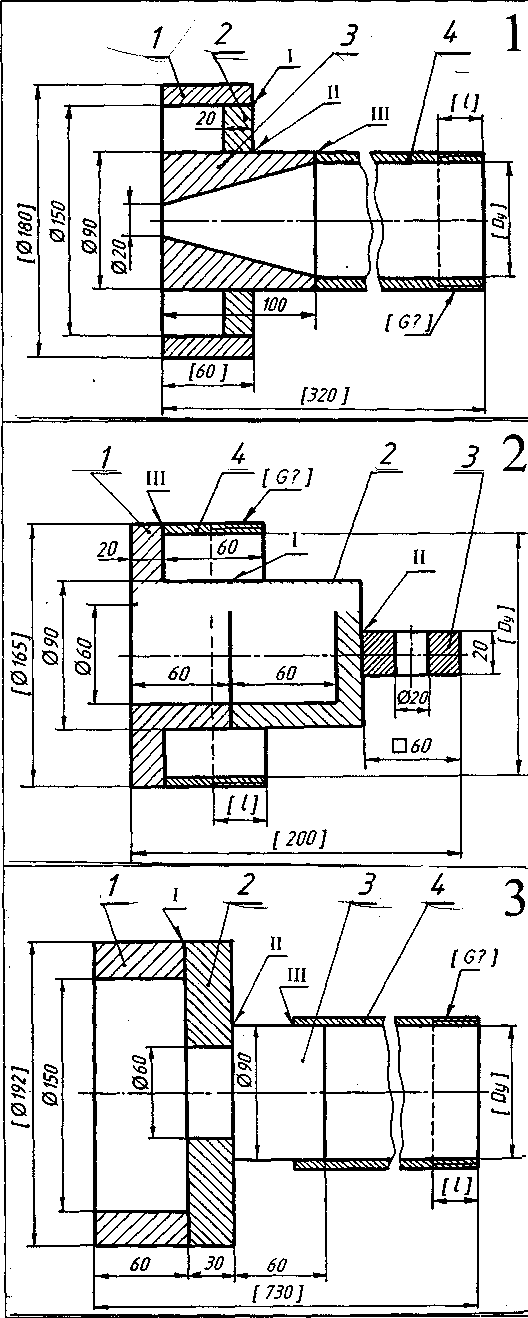
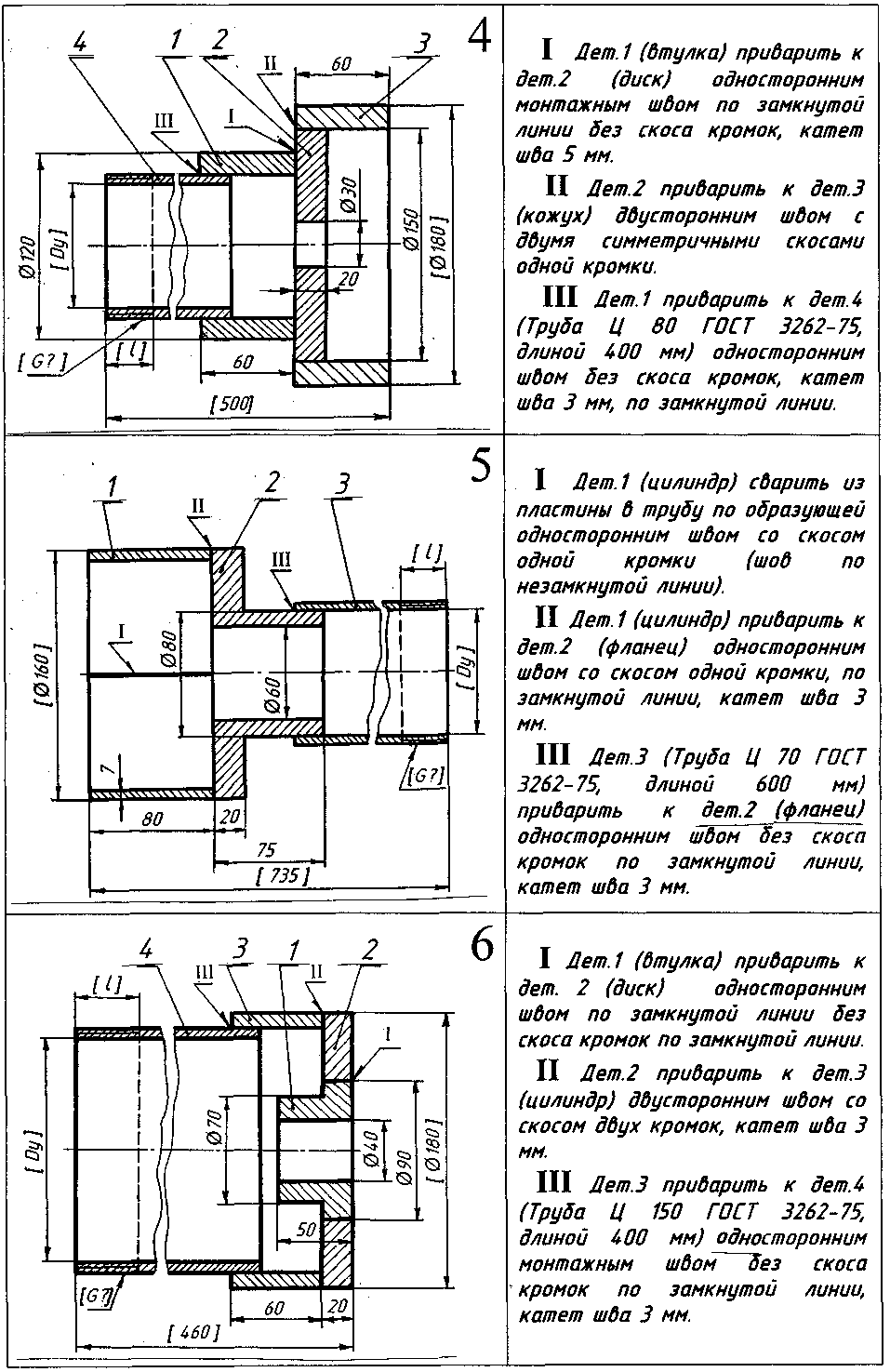
Исходные данные для выполнения работы приведены в табл.10.
37
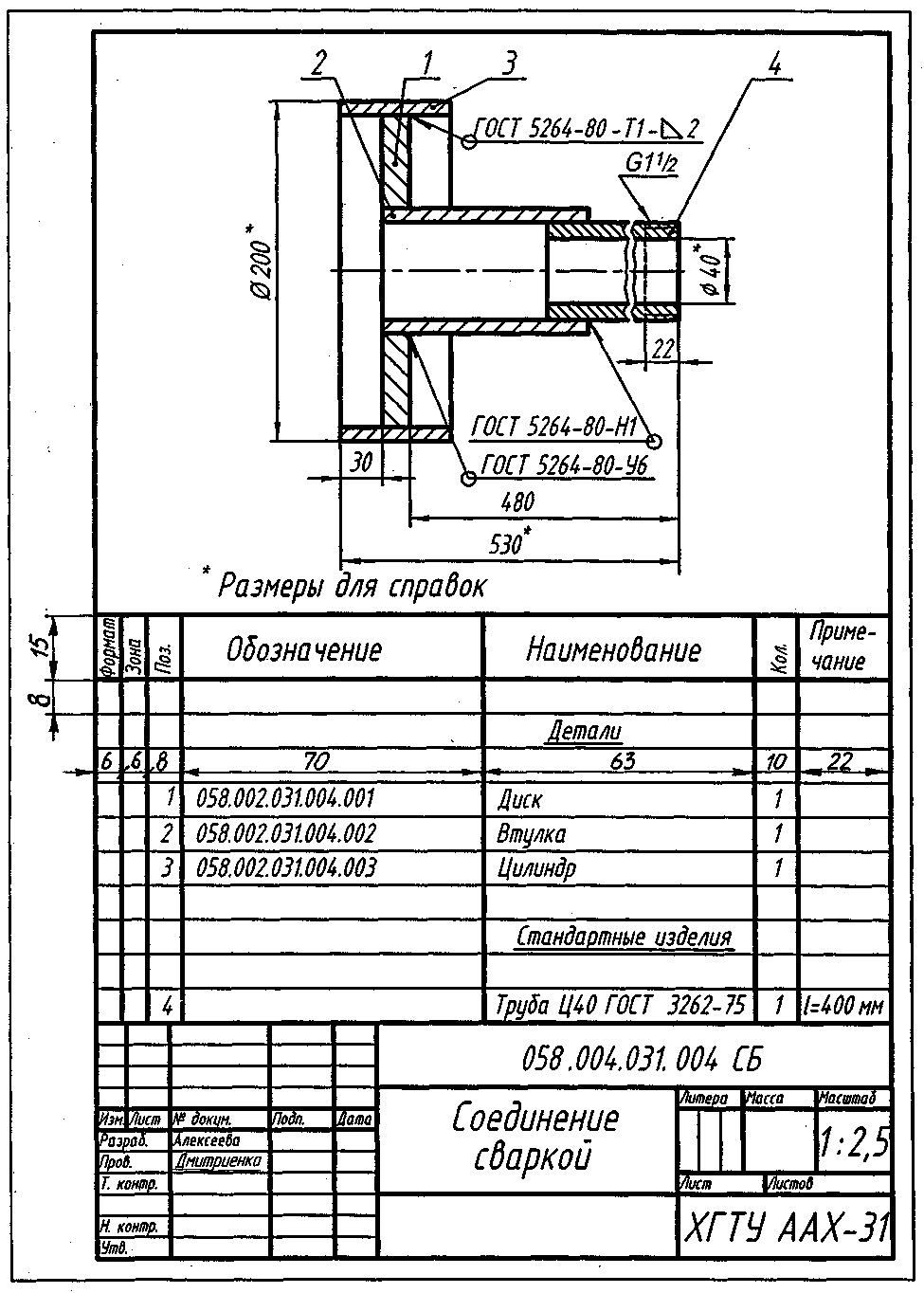
Рис. 19. Пример выполнения работы 4 «Соединение сваркой»
38
Сварные соединения
Таблица 10
222 \Ж
I Дет. 1 (цилиндр) прибарить к
дет. 2 (диск) двусторонним
монтажным швом по замкнутой
линии со скосом двух кромок,
катет шва 3 мм.
II Лет. 2 приварить к дет.З
(втулка) двусторонним швом с
двумя симметричными скосами
одной кромки.
III Дет.З приварить к дет.4
(Труда Ц80 ГОСТ 3262-75, длиной
220 мм) односторонним швом Вез
скоса кромок по замкнутой линии.
I Дет. 1 (фланец) приварить к дет. 2 (стакан) односторонним швом по замкнутой линии со скосом одной кромки.
II Дет. 2 (стакан) приварить к
дет.З (ушко) двусторонним
монтажным швом с двумя
симметричными скосами одной
кромки, катет шва 3 мм.
III Дет А (Труба Ц 150 ГОСТ
3262-75, длиной 60 мм) приварить
к дет. 1 (фланец) односторонним
швом со скосом одной кромки по
замкнутой линии.
I Дет. 1 (цилиндр) приварить к
дет.2 (дно) двусторонним
монтажным швом по замкнутой
линии с двумя скосами одной
кромки.
II Дет.2 приварить к дет.З
(ось) односторонним швом без
скоса кромок, катет шва 5 мм.
III Дет.З приварить к дет А
(Труба Ц 90 ГОСТ 3262-75,
длиной 600 мм) односторонним
швом без скоса кромок по
замкнутой линии, катет шва 3 мм.
40
4.1.2. Общие сведения по сварке.
В настоящее время во всех отраслях народного хозяйства наиболее распространённым видом неразъёмных соединений является соединение деталей с помощью сварки. Сварка – это технологический процесс неразъёмного соединения твёрдых тел путём их местного сплавления. Детали в таких конструкциях соединяются в одно целое различными сварными швами.
Сварной шов – это затвердевший после расплавления металл, соединяющий свариваемые детали, а совокупность деталей, соединённых сварным швом, называется сварным соединением. Сварные швы различаются взаимным расположением свариваемых деталей (вид соединения), формой подготовленных кромок, характером выполнения шва.
Существует много видов сварки, различающихся применяемыми источниками тепла (газовая и электродуговая) и способу исполнения (плавление и давление).
Газовая сварка осуществляется с помощью горючего газа (например, ацетилена) и присадочного материала, который плавится и образует шов. Она применяется для сварки металлов и пластмасс.
Дуговая сварка производится с помощью электрической дуги, возникающей между металлическим электродом и местом стыка, применяется для сварки металлов и подразделяется на ручную, полуавтоматическую и автоматическую.
В настоящее время применяют и другие способы сварки – в защитных газах, электрошлаковую, ультразвуковую, лазерную.
4.1.3. Классификация швов сварных соединений
Ввиду такого разнообразия, столь же многочисленны и условные обозначения швов сварных соединений и способов сварки. Поэтому в данных методических указаниях даются только основные понятия этого вида неразъёмного соединения, правила изображения и некоторые их условные обозначения.
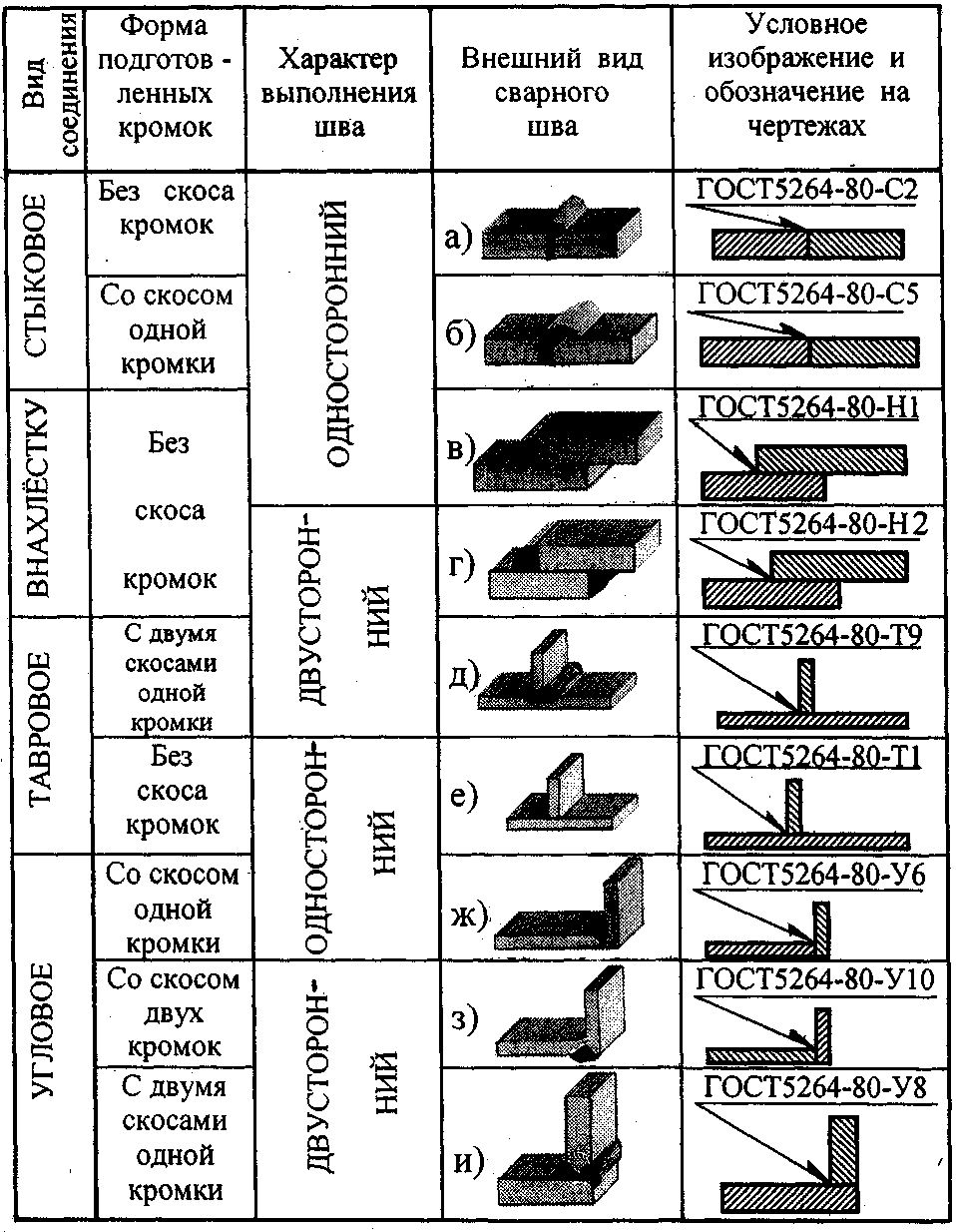
4.1.3.1. В зависимости от взаимного расположения свариваемых деталей различают соединения: стыковые – С (таблица 11, а, б), угловые – У (таблица 11, ж, з, и), тавровые –Т (таблица 11, д, е) и внахлёстку – Н (таблица 11, в, г).
41
Таблица 11
Швы сварных соединений.
Ручная электродуговая сварка (по ГОСТ 5264 - 80)
42
- В зависимости от формы подготовленных кромок
сварные швы могут быть: без скоса кромок (табл. 11, а, в ,г, е) со скосом одной кромки (табл. 11, б, ж), со скосом двух
кромок (табл. 11, з), с двумя симметричными скосами одной кромки (табл. 11, д, и).
- По характеру выполнения швы могут быть:
односторонними (табл. 11, а, б, в, е, ж) и двусторонними
(табл. 11, г, д, з, и).
Для их различения к соответствующему буквенному символу добавляется ещё цифровое обозначение вида подготовленных кромок и характера выполнения: С1,С2,…С25; У1, У2, … У10; Т1, Т2, … Т11; Н1, Н2, Н3..

4.1.3.4. Шов может выполняться при монтаже изделия по замкнутой или незамкнутой линии, непрерывным или прерывистым с цепным (рис. 20, а) или шахматным (рис. 20, 6} расположением свариваемых участков. Может потребоваться снятие усиления шва с обеих сторон или с одной стороны (рис. 21) или обработка наплывов и неровностей шва с плавным переходом к основному металлу. Часто требуется ограничить величину катета сварного шва. Всё это находит отражение в обозначении шва по ГОСТ 2.312-72 при помощи условных знаков.
4.1.4. Изображение и обозначение сварных швов
На рис. 22 дана общая структура обозначения швов сварных соединений, выполняемых сваркой плавлением, а в табл. 11 выдержка из ГОСТ 5264-80 «Ручная электродуговая сварка».
43
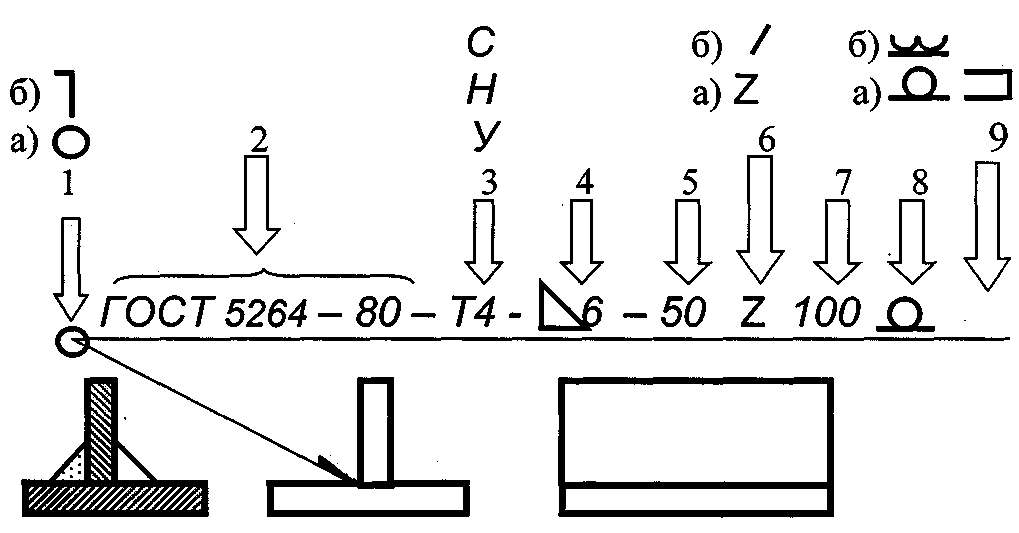
Рис. 22. Структура типового условного обозначения стандартного сварного шва и его
расшифровка:
1 – место для вспомогательного знака шва по замкнутой
линии (а) или знака монтажного шва (б);
2 – обозначение стандарта на типы и конструктивные
элементы швов;
- – буквенно-цифровое обозначение шва;
- – знак катета и размер катета шва;
5 – размер длины провариваемого участка (только для
прерывистого шва);
6 – знак, обозначающий шахматное (а) или цепное (б)
расположение прерывистых швов;
7 – размер шага;
8 – знак, обозначающий, что усиление шва снять (а) или
обработать наплывы и неровности шва с плавным переходом к
основному металлу (б);
9 – место под вспомогательный знак для швов по
незамкнутой линии. Этот знак применяют, если расположение шва ясно из чертежа и когда отсутствует знак для швов по замкнутой линии (рис. 22, знак 1, а).
44
Согласно ГОСТ 2.312 –72 независимо от способа сварки
швы сварных соединений условно изображают: видимые –
сплошной основной линией, а невидимые – штриховой. К линии
изображения сварного шва (желательно видимого) под углом
30° – 60° проводят линию-выноску, заканчивающуюся
односторонней стрелкой (рис. 22). На полке линии-выноски
проставляется буквенно-цифровое обозначение шва,
включающее информацию о виде соединения и его
конструктивных элементах. В правой графе табл. 11 приведены примеры условного обозначения показанных швов.
4.2. Особенности выполнения чертежей сварных
соединений
Чертёж сварного соединения должен содержать минимальное, но достаточное количество изображений, по которым можно ясно понять взаимное расположение всех деталей. В данной работе свариваемые детали имеют форму тел вращения, поэтому одного изображения достаточно для полного представления о форме конструкции.
Размеры, указанные на чертежах в табл. 10, даны для выполнения изображений. На чертеже сварного соединения наносятся только исполнительные, габаритные и справочные размеры, т.е. те, которые необходимо обработать по этому чертежу, выдержать или проконтролировать в процессе сварки. Такие размеры в табл. 10 указаны в квадратных скобках. Исполнительными в данной работе являются размеры резьбы и размеры, определяющие взаимное расположение соединяемых деталей.
4.3. Указания к выполнению чертежа сварного
соединения
4.3.1. По табл. 1 определить номер чертежа сварного соединения, соответствующего своему варианту. Чертёж соединения выполнить на листе формата А4 по размерам, указанным в табл. 10, предварительно оценив габариты изображения и выбрав масштаб.
При изображении в разрезе отдельной сварной сборочной единицы штриховку каждой его детали в плоскости разреза выполняют по-разному (меняя направление, шаг или со сдвигом).
4.3.2. Нанести габаритные, справочные и исполнительные размеры.
45
4.3.3. В местах соединения деталей, отмеченных односторонними стрелками, изобразить и обозначить условно швы сварного соединения согласно ГОСТ2.312-72. Способ сварки – электродуговая ручная по ГОСТ5264-80.
4.3.4. Условное обозначение шва выбирается по ГОСТ 5264-80 в зависимости от взаимного положения свариваемых деталей, характера выполнения шва и по форме подготовленных кромок. Эти характеристики представлены в табл. 10.
4.3.5. Одной из составных частей сварного соединения является труба, её обозначение дано в характеристике шва (табл. 10).
Следует иметь в виду, что цифра в обозначении трубы является её основным параметром, примерно равным внутреннему диаметру трубы и называется величиной условного прохода Dу. Размеры труб приведены в табл. 12.
На чертеже следует указать размер условного прохода Dу, как справочный, размер трубной резьбы и её длину в качестве исполнительных размеров (т. е. Ø40, G1½ и 22 на рис. 19). Условное обозначение трубы и её длину следует внести в спецификацию в раздел «Стандартные изделия».
Таблица 12
Трубы обыкновенные стальные водогазопроводные
по ГОСТ 3262-75
В миллиметрах
| Условный проход Dу | Наружный диаметр трубы | Толщина стенки | Обозначение резьбы | Длина резьбы цилиндрической | |
| короткой | длинной | ||||
| 15 | 21,3 | 2,8 | G ½ | 9,0 | 14 |
| 20 | 26,8 | 2,8 | G ¾ | 10,5 | 16 |
| 25 | 33,5 | 3,2 | G 1 | 11,0 | 18 |
| 32 | 42,3 | 3,2 | G 1¼ | 13,0 | 20 |
| 40 | 48,0 | 3,5 | G 1½ | 15,0 | 22 |
| 50 | 60,0 | 3,5 | G 2 | 17,0 | 24 |
| 70 | 75,5 | 4,0 | G 2½ | 19,5 | 27 |
| 80 | 88,5 | 4,0 | G 3 | 22,0 | 30 |
| 90 | 101,3 | 4,0 | G 3½ | 26,0 | 33 |
| 100 | 114,0 | 4,5 | G 4 | 30,0 | 36 |
| 125 | 140,0 | 4,5 | G 5 | 33,0 | 38 |
| 150 | 165,0 | 4,5 | G 6 | 36,0 | 42 |
46
Примеры условных обозначений.
Обыкновенная неоцинкованная стальная труба с цилиндрической резьбой (G 1½) и с условным проходом 40 мм:
Труба Ц 40 ГОСТ 3262-75.
Оцинкованная стальная труба с конической резьбой ( R2½ ) и с условным проходом 70 мм:
Труба О –К 70 ГОСТ 3262-75.
4.3.6. Если сборочный чертёж размещается на формате А4, допускается выполнять спецификацию над основной надписью, как это сделано на рис. 19.
В спецификации всем составным частям сварного соединения нужно дать номера позиций, которые идут в порядке возрастания и указываются в графе «Поз.». Номера позиций указывают на поле чертежа на полках линий-выносок, проводимых тонкими линиями, начинающимися с утолщённой точки, от изображений составных частей. Номера позиций располагают параллельно основной надписи чертежа и группируют их в колонку или строчку. Размер шрифта номеров позиций должен быть на один-два размера больше, чем размер шрифта, принятого для размерных чисел на том же чертеже.
Для правильного выполнения сборочного чертежа сварного соединения необходимо изучить материал по вышеизложенным темам в более полном объёме по учебной и справочной литературе.
47
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Богданов В. Н. Справочное руководство по черчению / В. Н. Богданов и др.. – М. : Машиностроение, 1989. – 864 с.
2. Боголюбов С. К. Курс технического черчения : учеб. для машиностроительных техникумов / С. К Боголюбов, А. В. Воинов. – М. : Машиностроение, 1973. –304 с.
3. Вышнепольский И. С. Техническое черчение : учеб. для СПТУ / И. С. Вышнепольский. – М. : Высш. шк., 1988. – 223 с.
4. Вяткин Г. П. Машиностроительное черчение / Г. П. Вяткин и др.. – М. : Машиностроение, 1985. – 368 с.
5. Годик Е. И. Справочное руководство по черчению / Е. И. Годик, А. М. Хаскин. – М. : Машиностроение, 1974. – 696 с.
6. Дмитриенко Л. В. Сборочный чертёж условного изделия : Методические указания к выполнению комплексного расчётно-графического задания / Л. В. Дмитриенко. – Хабаровск : Изд-во Хабар. гос. техн. ун-та, 2002. – 64 с.
7. ЕСКД. Правила выполнения чертежей. – М. : Изд-во стандартов, 1984. – 232 с.
8. Каменев В. И. Курс машиностроительного черчения : учеб. пособие для втузов / В. И. Каменев. – М. : Машиностроение, 1968. – 184 с.
9. Лагерь А. И. Инженерная графика : учеб. для инженерно-технических специальностей вузов / А. И. Лагерь, Э. А. Колесникова. – М. : Высш. шк., 1985. – 176 с.
10. Начертательная геометрия. Инженерная графика : методические указания и контрольные задания для
студентов-заочников инженерно-технических специальностей вузов. – М. : Высшая школа, 1990. – 112 с.
11. Федоренко В. А. Справочник по машиностроительному черчению / В. А. Федоренко, А. И. Шошин. – М. : Машино-
строение, 1983. – 416 с.
48
ОГЛАВЛЕНИЕ
Введение .. 3
- Цель и содержание задания…………………….. . . . 3
- Общие указания к выполнению задания 6
- Разъёмные соединения ... 7
- Общие сведения о резьбах … 8
- Работа 1 «Соединение болтом» 16
3.3 Работа 2 «Соединение шпилькой» … 24
3.4. Работа 3 «Соединение трубное» … 33
4. Неразъёмные соединения … 36
- Работа 4 «Соединение сваркой» .. 36
- Особенности выполнения чертежей сварных
соединений 44
4.3. Указания к выполнению чертежа сварного
соединения 44
Библиографический список 47