
Правила будови та безпечної експлуатації посудин, що працюють під тиском (зі змінами та доповненнями)
| Вид материала | Документы |
| 4. ВИГОТОВЛЕННЯ 4.1. Загальні вимоги |
- Правила будови та безпечної експлуатації посудин, що працюють під тиском (зі змінами, 3788.96kb.
- Правила будови І безпечної експлуатації посудин, що працюють під тиском Міністерство, 2398.61kb.
- Правила будови та безпечної експлуатацiї посудин, що працюють пiд тиском, 3185.53kb.
- Правила будови І безпечної експлуатації парових та водогрійних котлів (зі змінами, 7058.11kb.
- Правила будови І безпечної експлуатації навантажувачів, 1595.09kb.
- Про затвердження Правил будови І безпечної експлуатації ліфтів Наказ Державного комітету, 1356.28kb.
- Про затвердження Правил будови І безпечної експлуатації трубопроводів пари та гарячої, 1569.15kb.
- Кабінету Міністрів України від 23., 3398.74kb.
- Товариство з обмеженою відповідальністю, 177.85kb.
- Правила будови, виготовлення, монтажу, ремонту І безпечної експлуатації вибухозахищених, 744.53kb.
4. ВИГОТОВЛЕННЯ
4.1. Загальні вимоги
4.1.1*. Виготовлення (довиготовлення), реконструкція, монтаж, налагодження і ремонт посудин та їх елементів повинні виконуватись спеціалізованими підприємствами або організаціями, що мають технічні засоби, необхідні для якісного виконання робіт.
Підприємства і організації повинні мати дозвіл органів Держнаглядохоронпраці України на виготовлення, монтаж, налагодження, реконструкцію і ремонт посудин згідно з чинним законодавством. Підставою для видачі дозволу є висновок ЕТЦ щодо можливості виконання вказаних робіт.
4.1.2. Виготовлення (довиготовлення), реконструкція, монтаж, налагодження і ремонт посудин повинні виконуватись відповідно до вимог цих Правил і технічних умов, затверджених в установленому порядку.
4.1.3. Виготовлення (довиготовлення), реконструкція, монтаж, налагодження і ремонт посудин або окремих елементів повинні здійснюватись за технологією, розробленою до початку робіт організацією, що їх виконує (підприємство-виготовлювач, ремонтна або монтажна організація, ремонтні служби підприємств та інші спеціалізовані організації).
4.1.4. При виготовленні (довиготовленні), реконструкції, монтажі, налагодженні і ремонті повинна застосовуватись система якості контролю (вхідний, операційний і приймальний), що забезпечує виконання робіт відповідно до вимог цих Правил і НД.
Порядок проведення вхідного контролю неметалевих матеріалів, із яких виготовляються силові елементи конструкції посудин, узгоджується з головною організацією.
4.2. Допуски
4.2.1. Відхилення зовнішнього (внутрішнього) діаметра обичайок, циліндричних відбортованих елементів днищ, сферичних днищ, виготовлених із листів і поковок, не повинно перевищувати ±1% номінального діаметра.
Відносна овальність а в будь-якому поперечному перерізі не повинна перевищувати 1%. Величина відносної овальності визначається за формулами:
– в перерізі, де відсутні штуцери і люки:
– в перерізі, де є штуцери і люки:
де Dmax, Dmin – відповідно найбільший і найменший зовнішні (внутрішні) діаметри посудини, мм;
d – внутрішній діаметр штуцера або люка, мм.
Величину відносної овальності для посудин з відношенням товщини стінки обичайок до внутрішнього діаметра 0,01 і менше допускається збільшити до 1,5 %.
Відносна овальність для елементів посудин, що працюють під зовнішнім тиском, не повинна перевищувати 0,5 %.
4.2.2. Відведення (кутастість) f кромок (рис. 1) у зварних швах не повинно перевищувати f=0,1S+3 мм, але не більше відповідних величин, зазначених в табл. 2 для елементів посудин.
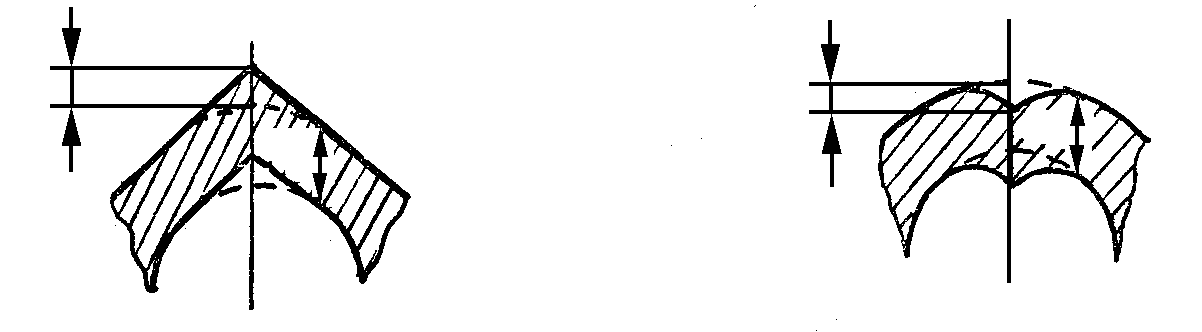

Рис. 1. Відведення (кутастість) кромок у зварних швах
Таблиця 2
| Максимальне відведення (кутастість) f кромок у стикових швах, мм | ||||
| обичайок | кульових резервуарів і днищ із пелюстків | конічних днищ | ||
| незалежно від D* | D<5000 | D>5000 | D<2000 | D>2000 |
| 5 | 6 | 8 | 5 | 7 |
______________________
D *– внутрішній діаметр, мм.
4.2.3. Зміщення кромок b листів (рис. 2), що вимірюється по середині поверхні, в стикових з’єднаннях, які визначають надійність посудин, не повинно перевищувати b=0,1S, але не більше 3 мм. Зміщення кромок у кільцевих швах, за винятком швів, які виконуються електрошлаковою зваркою, не повинно перевищувати величин, наведених у табл. 3. Зміщення кромок у кільцевих швах, виконаних електрошлаковою зваркою, не повинно перевищувати 5 мм.
Рис. 2. Зміщення кромок листів
Таблиця 3
| Товщина зварюваних листів, S, мм | Максимально допустимі зміщення кромок, що стискуються, у кільцевих швах, мм | |
| на монометалевих посудинах | на біметалевих посудинах з боку корозійного шару | |
| До 20 | 0,1S+1 | 50 % від товщини плакуючого шару |
| Понад 20 до 50 | 0,15S, але не більше5 | |
| Понад 50 до 100 | 0,04S+3,5* | 0,04S+3, але не більше товщини плакуючого шару |
| Понад 100 | 0,025S+5*, але не більше 10 | 0,025S+5, але не більше 8 не більше товщини плакуючого шару |
______________________
* За умови наплавки на поверхні, що стикуються, з нахилом 1 : 3 для зварних з’єднань, які мають зміщення кромок більше 5 мм.
4.2.4. Зміщення кромок у стикових зварних з’єднаннях труб не повинно перевищувати величин, наведених у табл. 4.
Таблиця 4
| Товщина стінки труби, S, мм | Максимально допустимі зміщення кромок, мм |
| До 3 | 0,2S |
| Понад 3 до 6 | 0,1S+0,3 |
| Понад 6 до 10 | 0,15S |
| Понад 10 до 20 | 0,05S+1 |
| Понад 20 | 0,1S, але не більше 3 |
4.2.5. Допуски, які не вказані в цьому розділі, повинні відповідати вимогам НД.