
Инструкция по монтажу шинопроводов напряжением до 1000 в всн 363-76
| Вид материала | Инструкция |
- Типовая инструкция по охране труда для электромонтера по обслуживанию лэп, электрооборудования, 125.41kb.
- Инструкция по проектированию и монтажу сетей, 1784.49kb.
- «Первая помощь при поражении электрическим током с напряжением до 1000, 18.58kb.
- Требования электробезопасности понятие «электробезопасность». Электробезопасность, 1094.57kb.
- Инструкция по топографической съемке в масштабах 1: 5000, 1: 2000, 1: 1000 и 1: 500, 2369.02kb.
- Вид работ №20. 11. «Монтаж и демонтаж трансформаторных подстанций и линейного электрооборудования, 21.36kb.
- Типовая инструкция по технике безопасности при изготовлении стальных конструкций всн, 2014.85kb.
- Инструкция по топографической съемке в масштабах 1: 5000, 1: 2000, 1: 1000 и 1: 500., 345.61kb.
- Работы по монтажу и демонтажу опор для воздушных линий электропередачи напряжением, 77.5kb.
- Работы по монтажу и демонтажу трансформаторных подстанций и линейного электрооборудования, 77.61kb.
3. МОНТАЖ ОТКРЫТЫХ ШИНОПРОВОДОВ
3.1. Открытые шинопроводы выполняют голыми алюминиевыми шинами. Существуют два исполнения шинопроводов: с шинами, не защищенными от прикосновения или попадания на них посторонних предметов (незащищенное); с шинами, огражденными металлической сеткой или перфорированными коробами (защищенное).
3.2. Открытые шинопроводы применяют в основном для выполнения магистральных цеховых электрических сетей в случае отсутствия комплектных шинопроводов или невозможности их применения.
3.3. Магистрали шинопроводов из алюминиевых шин в обоих исполнениях разрешается применять как в закрытом помещении, так и под навесом при условии защиты их от прямого попадания влаги, а также в различных окружающих средах: сухой, влажной, сырой, пыльной, пожароопасной и химически активной при толщине шин не менее 5 мм и защите их от коррозии в соответствии с проектом.
3.4. Открытые шинопроводы прокладывают по фермам, колоннам и стенам производственных зданий на высоте не менее 3,5 м от пола при незащищенном и не менее 2,5 м при защищенном исполнении.
3.5. Открытые шинопроводы в местах, где по условиям производства существует возможность прикосновения к шинам, должны быть защищены коробами или металлической сеткой.
3.6. Расстояние между шинами разных фаз или полюсов и от них до стен зданий и заземленных конструкций определяется проектом и во всех случаях должно быть не менее 50 мм в свету.
3.7. Ответвления от открытых шинопроводов могут быть выполнены защищенными шинами, кабелями и изолированными проводами, а также секциями комплектных распределительных или магистральных шинопроводов.
3.8. Для выполнения открытых шинопроводов следует применять алюминиевые шины АД31Т1 по ГОСТ 15176-70, изготовленные из алюминиевого сплава АД31 по ГОСТ 4784-74.
3.9. Присоединение шин открытого шинопровода к медным контактам аппаратов следует выполнять в соответствии с требованиями инструкции [7] и указаниями технического циркуляра Главэлектромонтажа № 9-2-141/74 «Об изменении технологии выполнения шинных болтовых контактных соединений».
В помещениях с нормальной средой при токах до 400 А допускается непосредственное присоединение алюминиевых шин к плоским контактам электрических аппаратов с обязательным применением специальных стальных шайб с увеличенным наружным диаметром и тарельчатых пружин по ГОСТ 17279-71, а к стержневым контактам - с применением увеличенных гаек из меди и медных сплавов. Размеры нормальных и увеличенных шайб приведены в табл. 5, размеры «под ключ» - в табл. 6.
Таблица 5
| Диаметр болта, мм | Шайба | ||||
| Диаметр, мм | Толщина, мм | Расчетная масса 1000 шт., кг | ГОСТ | ||
| внутренний | наружный | ||||
| 6 | 6,4 | 18 | 2 | 3,4 | ГОСТ 6958-65 |
| 8 | 8,4 | 17,5 | 2,5 | 3,6 | ГОСТ 11371-65 |
| 10 | 10,5 | 21* | 3 | 6,1 | ГОСТ 11371-65 |
| 10 | 10,5 | 30 | 3 | 14,6 | ГОСТ 6958-65 |
| 12 | 13,0 | 24* | 4 | 10,0 | ГОСТ 11371-65 |
| 12 | 13,0 | 36 | 4 | 27,6 | ГОСТ 6958-65 |
| 16 | 17,0 | 48 | 5 | 62,1 | ГОСТ 6958-65 |
| 20 | 21,0 | 60 | 6 | 117,0 | ГОСТ 6958-65 |
* Для уменьшенных расстояний между болтами.
Наружный диаметр тарельчатой пружины в сжатом состоянии не должен быть более наружного диаметра шайбы, подкладываемой под пружину.
Таблица 6
| Диаметр штыревого зажима, мм | Размер «под ключ», мм | Диаметр штыревого зажима, мм | Размер «под ключ», мм |
| 6 | 14 | 15 | 41 |
| 8 | 17 | 18 | 41 |
| 10 | 27 | 20 | 46 |
| 12 | 32 | 22 | 46 |
| 14 | 32 | | |
3.10. Шинодержатели при токе свыше 600 А не должны создавать замкнутого магнитного контура вокруг шин; для этого одна из накладок или один из болтов должны быть выполнены из немагнитного материала (латуни, алюминия).
3.11. Расстояние между натяжными конструкциями шинопровода не должно превышать шага между температурными швами здания. При расположении мест секционирования в промежутках между температурными швами здания натяжные конструкции следует устанавливать по обе стороны секционного аппарата.
3.12. Шины открытого шинопровода следует закреплять только на концах. На промежуточных опорных изоляторах должна быть обеспечена возможность продольного перемещения шин; между шиной и крепежной деталью (шайбой, планкой и т.п.) необходимо оставлять зазор 1,5-2 мм.
3.13. Открытый шинопровод, пересекающий температурный шов здания, должен быть жестко закреплен с обеих сторон границ шва. Пересечение температурного шва должно быть выполнено перемычками с компенсаторами.
3.14. Для повышения жесткости многополосных шин и создания зазора, улучшающего условия охлаждения, между полосами в местах, определенных проектом, необходимо устанавливать прокладки.
3.15. Монтаж открытых шинопроводов включает две стадии:
подготовительно-заготовительные работы;
монтажные работы.
В состав подготовительно-заготовительных работ входят: разработка ППР, заготовка и комплектация шин, крепежных конструкций, блоков питания и секционирования шинопровода.
3.16. ППР на монтаж открытых шинопроводов разрабатывают в соответствии с п. 2.12 настоящей инструкции.
3.17. Предварительную заготовку шин рекомендуется производить на технологических линиях МЭЗ (рис. 49) в следующем порядке: отбор шин, правка, резка, гибка, обработка контактных поверхностей, соединение и окраска.
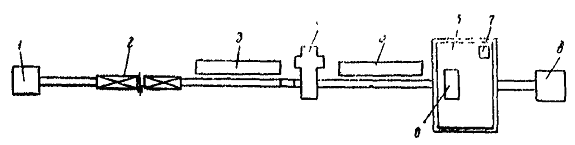
Рис. 49. Технологическая линия заготовки алюминиевых шин для открытых шинопроводов:
1 - приспособление для размотки рулона; 2 - вальцы для правки шин ВПШ-140; 3 - стол-накопитель; 4 - кривошипный пресс К-124А; 5 - сварочный пост; 6 - рабочий стол с приспособлениями для сварки; 7 - преобразователь ПС-500; 8 - приспособление для намотки кассеты
3.18. Шину необходимо править, если она имеет кривизну более 2 мм на 1 м длины. Правку шин следует выполнять на вальцеправильном станке или тяжением лебедкой.
3.19. Резку шин производят на кривошипном прессе или пресс-ножницах. При незначительных объемах работ для этой цели можно применять ручные рычажные ножницы.
3.20. В процессе заготовки шины изгибают на плоскость и на ребро шинотрубогибом УШТМ-2; «штопором» с зажатием в тисках и поворотом на 90°; методом высадки конца шины «уткой» на прессе. Внутренний радиус изгиба шин прямоугольного сечения должен быть при изгибании на плоскость не менее двойной толщины шины; при изгибании на ребро не менее двойной ширины шины. Длина изгиба шин «штопором» должна быть не менее тройной ширины шины.
3.21. Обрабатывать контактные поверхности рекомендуется на прессе ГП-200, шинофрезерном станке или с помощью стальной щетки. При этом уменьшение толщины шины в месте контакта не должно превышать 2-3 %.
3.22. Стыковку (соединение) шин производят сваркой. Исключение составляют места, где требуется разъемное соединение. Сваривают шины в специальных приспособлениях в соответствии с требованиями инструкции [8].
3.23. Отверстия в шинах под болтовые соединения следует выполнять с применением кондукторов на прессах или сверлильных станках. При этом отверстие должно быть на 1-2 мм больше диаметра болта или шпильки.
3.24. Заготовленные шины подлежат окраске:
при переменном токе фаза А - в желтый, В - в зеленый, С - в красный цвет; нулевая шина при изолированной нейтрали - в белый, при заземленной нейтрали - в черный цвет;
при постоянном токе положительная шина (+) - в красный, отрицательная (-) - в синий цвет.
Однополосные шины окрашивают со всех сторон, а многополосные - только по внешним сторонам и ребрам.
3.25. Одновременно с заготовкой шин в МЭЗ следует изготовить концевые, промежуточные и секционные опорные конструкции, ограждения и т.п., произвести ревизию разъединителей, установить их на конструкции и укомплектовать тягами и промежуточными передачами.
3.26. Открытый шинопровод, замаркированный по фазам и свернутый в бухты или кассеты, а также опорные и крепежные конструкции следует централизованно доставлять в зону монтажа.
3.27. Работы в зоне монтажа включают две стадии:
установку крепежных конструкций, секционных автоматов или разъединителей;
прокладку шин и подключение аппаратуры.
3.28. Работы по установке крепежных конструкций и прокладке шин в зависимости от конкретных условий зоны монтажа следует выполнять с лестниц Л-312 или Л-380, подъемника «Темп», самоходных выдвижных или телескопических катучих подмостей, автогидроподъемников, мостовых кранов. При этом в первую очередь следует установить концевые крепления, после чего между ними натянуть шнур или проволоку диаметром 1-1,5 мм, по которой установить промежуточные крепежные конструкции.
3.29. Промежуточные конструкции следует крепить к стенам дюбелями, к металлическим колоннам - сваркой, к железобетонным колоннам - обхватами. В межферменном пространстве шины закрепляют на конструкциях, устанавливаемых на нижнем поясе ферм.
3.30. Прокладку шин для трех- или четырехпроводных шинопроводов следует начинать со средних шин.
3.31. Монтаж шин выполняют в следующем порядке:
на промежуточных конструкциях устанавливают раскаточные ролики (рис. 50);
с одного конца магистрали на полу устанавливают кассету с шиной (рис. 51), с другого - лебедку;
конец шины закрепляют зажимом за трос, растянутый от лебедки по роликам и пропущенный через первый направляющий ролик, который должен быть установлен таким образом, чтобы шина изгибалась под углом не менее 120°;
производят раскатку шины по конструкциям, выбирая трос лебедкой;
конец шины, сходящий, с кассеты, поднимают и закрепляют на конструкции концевого крепления, после чего подтягивают и закрепляют на конструкции концевого крепления другой конец шины;
после раскатки всех шин магистрали снимают раскаточные ролики и вводят шины в шинодержатели;
производят окончательную регулировку шин натяжными муфтами концевых конструкций.
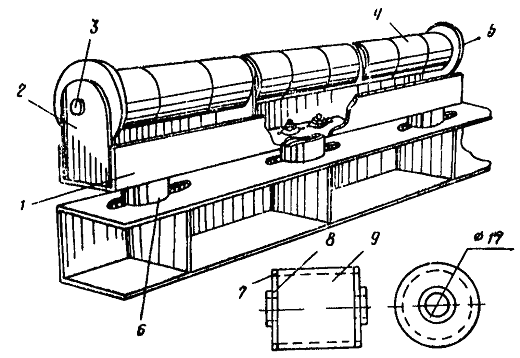
Рис. 50. Промежуточные раскаточные ролики:
1 - основание (профиль К237); 2 - стойка 80´54 мм (материал - сталь 3); 3 - ось диаметром 16 мм (материал - сталь 3); 4 - ролик; 5 - ограничитель диаметром 100 мм; 6 - изолятор; 7 - диск диаметром 60 мм (материал - сталь 3); 8 - шайба 16 мм; 9 - труба водогазопроводная диаметром 2², длиной 59 мм

Рис. 51. Кассета для размотки шинных магистралей:
1 - кабельные домкраты
3.32. Натяжение шин не должно превышать значений, указанных в табл. 7.
3.33. После окончательной регулировки шин необходимо подкрасить места, поврежденные при транспортировке или монтаже.
Таблица 7
| Сечение шин, мм | Натяжение шин, кгс, при температуре, °С | Стрела подвеса, мм, при температуре, °С | ||||||||
| -20 | -10 | 0 | +15 | +25 | -20 | -10 | 0 | +15 | +25 | |
| 8´100 | 142 | 120 | 102 | 82 | 72 | 49 | 56 | 63 | 74 | 81 |
| 6´100 | 150 | 125 | 104 | 84 | 73 | 40 | 47 | 54 | 56 | 74 |
| 6´80 | 150 | 124 | 102 | 77 | 65 | 33 | 39 | 40 | 59 | 67 |
| 6´60 | 158 | 128 | 101 | 72 | 59 | 24 | 29 | 36 | 49 | 58 |
| 6´50 | 156 | 123 | 95 | 65 | 53 | 21 | 26 | 32 | 45 | 55 |
| 5´50 | 153 | 122 | 95 | 63 | 49 | 18 | 22 | 28 | 42 | 51 |
| 4´40 | 125 | 96 | 71 | 43 | 33 | 15 | 19 | 25 | 40 | 51 |
| 4´30 | 125 | 98 | 71 | 41 | 29 | 11 | 14 | 19 | 32 | 44 |
| 3´25 | 122 | 98 | 74 | 43 | 28 | 7 | 9 | 12 | 20 | 30 |
| 3´20 | 110 | 89 | 68 | 39 | 24 | 6 | 8 | 10 | 18 | 28 |
Примечание Значения стрелы провеса и натяжения рассчитаны для пролета между точками опоры 6 м и расстояния между натяжными конструкциями 60 м.
4. КОНВЕЙЕРНЫЙ МЕТОД МОНТАЖА ШИНОПРОВОДОВ В МЕЖФЕРМЕННОМ ПРОСТРАНСТВЕ БЛОКОВ ПОКРЫТИЯ ПРОИЗВОДСТВЕННЫХ ЗДАНИЙ
4.1. При создании на строительстве крупных промышленных объектов строительно-монтажных конвейеров укрупненной сборки блоков покрытия зданий и сооружений монтаж шинопроводов, запроектированных в межферменном пространстве, следует в обязательном порядке производить на конвейере, что позволит резко снизить объем электромонтажных работ, выполняемых на высоте.
4.2. Для выполнения работ по монтажу шинопроводов в соответствии с проектами организации строительства (ПОС) или ППР вблизи строительно-монтажного конвейера следует оборудовать участок (технологическую линию) для электромонтажных работ.
4.3. На строительно-монтажном конвейере можно монтировать все виды комплектных шинопроводов.
4.4. Предварительную заготовку блоков магистральных шинопроводов следует производить в МЭЗ в соответствии с пп. 2.18-2.33 настоящей инструкции; при этом размеры блоков, зависящие от строительной части объекта, указываются в ППР.
Комплектные шинопроводы остальных видов следует укрупнять в блоки необходимых длин непосредственно на участке (технологической линии) производства электромонтажных работ на строительно-монтажном конвейере.
4.5. Сборку блоков распределительных, троллейных и осветительных шинопроводов следует производить в соответствии с изложенными выше требованиями настоящей инструкции.
4.6. Перед установкой в блок покрытия шинопроводы должны быть обернуты полутора-двумя слоями полимерной пленки, что предохранит их от попадания влаги, краски и пыли в процессе производства дальнейших строительно-монтажных работ.
4.7. После подачи по направляющим рольгангам в блок покрытия шинопроводы следует надежно закрепить в проектном положении, подготовив их к последующей стыковке с шинопроводами, размещаемыми в смежных блоках покрытия. Подготовка к стыковке заключается в установке на одном конце шинопровода подгоночной секции.
4.8. После подъема и установки блока покрытия в проектное положение следует выполнить стыковку шинопроводов, размещаемых в смежных блоках, и обернуть подгоночный участок шинопровода полимерной пленкой.
4.9. При подготовке и производстве электромонтажных работ на конвейере рекомендуется пользоваться «Руководством по монтажу электротехнических устройств в межферменном пространстве при заготовке металлоконструкций покрытия производственных зданий на конвейере» (разработка Куйбышевского отделения ВНИИпроектэлектромонтажа, архивный номер К-738).