
Классификацию систем управления
| Вид материала | Документы |
- Тема психологические составляющие систем управления, 506.08kb.
- Учебная программа по дисциплине основы теории управления трибунский, 56.3kb.
- Исследование систем управления Введение Учебный курс "Исследование систем управления", 2314.26kb.
- Реферат по предмету "исследование систем управления", 333.56kb.
- Экзаменационные вопросы по дисциплине: «Исследование систем управления», 28.7kb.
- Программа вступительного испытания (собеседование/устный экзамен) по дисциплинам «Информационная, 30.7kb.
- Примерная тематика рефератов по курсу «Исследование систем управления», 15.01kb.
- Исследование систем управления, 26.74kb.
- Информационные системы (теория к экзамену) Основные понятия информационных систем, 82.21kb.
- «Основы теории автоматического управления» Общая трудоемкость изучения дисциплины составляет, 15.12kb.
| 1. Классификацию систем управления можно осуществлять по таким признакам как: степень автоматизации функций управления, степень сложности системы, степень определенности, тип объекта управления и др. В зависимости от степени автоматизации функции управления различают: ручное, автоматизированное и автоматическое управление. По степени сложности системы делят на простые и сложные. Сложные системы характеризуются следующими особенностями: число параметров, которыми описывается система, весьма велико, многие из этих параметров не могут быть количественно описаны и измерены; цели управления не поддаются формальному описанию без существенных упрощений; невозможно дать строгое формальное описание системы управления. По степени определенности системы разделяются на детерминированные и вероятностные (стохастические). В детерминированной системе по ее предыдущему состоянию и некоторой дополнительной информации можно вполне определенно предсказать ее последующее состояние. В вероятностной системе на основе такой же информации, можно предсказать лишь множество будущих состояний и определить вероятность каждого из них. 4. Классификация приводов, основне требования. По виду использования энергии приводы можно разделить на пневматические (широко применяется в простейших роботах с цикловым устройством управления, для роботов небольшой грузоподъемности), гидравлические(привод, в котором механическая энергия потока жидкости от гидронасоса преобразуется в механическую энергию ведомого звена гидравлическим двигателем), механический (привод от двигателя внутреннего сгорания, в котором энергия горения топлива преобразуется в механическую энергию вращения коленчатого вала и передается к исполнительным механизмам с помощью механической трансмиссии) комбинированные (привод с параллельным или последовательным использованием разнотипных источников энергии, например дизель-электрический привод). Требования: 1. Современный пром. робот имеет большое количество управляемых координат (от 2-8), каждая координата управляется отдельным приводом. 2. Для выполнения заданной технологической операции необходимо обеспечить групповое управлениями приводами координат. 3. Особое значение имеет задача обеспечения высокой точности позиционирования. 4. Приводы промышленных роботов должны длительное время работать в неподвижном, заторможенном состоянии. 5.Требуется большой ресурс работы и высокая надежность при значительных динамических нагрузках и безрегламентной эксплуатации 9.  11.способы управления технологическими обьектами.Супервизорное управление Задачей режима супервизорного управления является поддержание технологического процесса вблизи оптимальной рабочей точки путем оперативного воздействия на него. В этом одно из главных преимуществ данного режима. Оптимизация технологического процесса в этом режиме выполняется периодически, например, один раз в день.. В режиме супервизорного управления выполняется автоматическая коррекция установок локальных регуляторов с помощью постоянного подключения выводов управляющего устройства через устройство связи с объектом до установок локальных аналоговых регуляторов. 10. система управления ГПС В системах управления ГПС применяется большое число вычислительных машин, выполняющих функции сбора, хранения, передачи, обработки и выдачи информации. Для координации работы элементов ГПС используется многоуровневая система. К первому уровню относятся устройства управления промышленным роботом с программным управлением. Ко второму уровню относится система управления гибким производственным модулем (ГПМ). Состав информационных и управляющих функций, которые реализуются на уровне ГПМ с помощью средств локальной автоматики и автономной микроЭВМ, определяется для каждого модуля. К управляющим функциям модуля относятся управление режимами работы оборудования и транспортных систем внутри модуля, а также диагностика их неисправностей. Управляющая микроЭВМ второго уровня формирует информацию для передачи на высший уровень. Обработанная и сформированная с помощью микроЭВМ технологического модуля информация передается на третий уровень управления группой модулей, автоматическими складскими системами и автоматическими транспортными системами. Управляющие сигналы передаются на микроЭВМ технологических модулей, а общая информация о работе технологического комплекса поступает на следующий, четвертый, уровень управления предприятием. 12.способы управления технологическими обьектами.Непосредственное цифровое управление. Управление технологическими объектами с использованием СВТ можно осуществлять способом: При непосредственном цифровом управлении определение в СВТ ошибки несогласования между задающим воздействием и полученным значением; опрос датчиков в дискретные моменты времени, формирование управляющего воздействия с помощью алгоритма управления; в режиме(НЦУ) сигналы, используемые для приведения в действие управляющих органов, поступают из АСУТП, а регуляторы вообще исключаются из системы управления. Регуляторы – это аналоговые вычислители, которые решают одно уравнение в реальном масштабе времени. 12. Точность позиционирования промышленного робота. Основные положения Точность позиционирования промышленного робота — одна из важнейших его характеристик, в значительной степени определяющая возможность его использования для автоматизации конкретного производственного процесса и область применения. Количественной величиной, определяющей точность позиционирования промышленного робота, является ошибка {погрешность) позиционирования, под которой будем понимать разницу между фактическим положением условной точки рабочего органа и точкой, заданной программой. Ошибки позиционирования манипулятора любой компоновки могут выражаться линейными величинами Δх, Δy и Δz (рис.). Очевидно, что для рычажной цилиндрической компоновок манипулятора ошибки позиционирования можно представить как угловые (ΔΘ) в том случае, если рука робота поворачивается на некоторый угол Θ. Помимо ошибок позиционирования могут возникать ошибки ориентирования рабочего органа в пространстве. 1 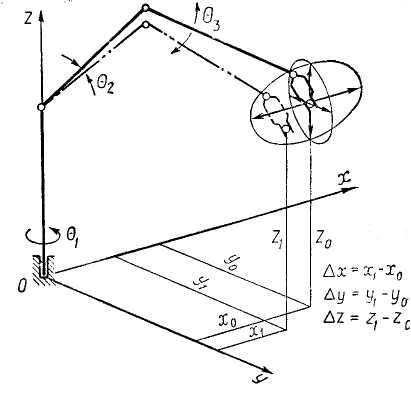 3. ПРИНЦИПЫ ПОСТРОЕНИЯ УДАЛЕННЫХ ТЕРМИНАЛОВ ЧПУ 3. ПРИНЦИПЫ ПОСТРОЕНИЯ УДАЛЕННЫХ ТЕРМИНАЛОВ ЧПУНовые требования к системам управления состоят в том, что эти системы все более приобретают распределенный характер. Существенно меняется роль оператора в зоне управления. Особое значение придают возможности подключения удаленных терминалов для получения необходимой информации «снизу» и использования Internet. Соответственно так называемой технологии «тонкого клиента» (thin client) в качестве web-сервера может выступать сама система ЧПУ. Удаленный терминал предполагает отделение терминальной задачи ЧПУ от всех остальных или дублирование этой задачи. При этом ядро системы управления располагают, исходя из конструктивных соображений; а терминальную часть – на другом компьютере сети, т.е. там, где это удобно с позиций организации управления. Сеть при этом может быть локальной сетью участка или цеха, Intranet-сетью предприятия или глобальной Internet-сетью. Удаленный компьютер может иметь платформу, отличную от платформы компьютерной системы ЧПУ. Создание удаленного терминала компьютерных систем управления стало возможным при использовании таких ресурсов Internet-технологий, как "тонкий клиент/сервер" и Java апплеты. Ускорение процесса разработки достигается за счет инструментальных средств проектирования, разработки, документирования и отладки программного обеспечения удаленного терминала. Оптимизация трафика между ядром системы ЧПУ и удаленным терминалом предполагает тщательный отбор отслеживаемых данных. Некоторые информативные ограничения удаленных терминалов компенсируются исключительным удобством их применения. 17. Принцип разбиения потоков в системе управления и схема их диспетчеризации. Неполный ответ. Все что нашел. Основное преимущество диспетчеризации – непрерывность контроля и независимость его от «человеческого фактора». Диспетчеризация обеспечивает возможность контроля основных процессов, которые происходят на объектах, и их соответствие определенным параметрам. При этом информация о выявленных нарушениях передается на локальный пульт управления и на центральный пульт по одному из каналов связи. Системы диспетчеризации в системах управления направлены на то, чтобы проводить мониторинг систем и выводить данные об их состоянии на пульт, с которого система управления или диспетчер может регулировать необходимые параметры. Диспетчеризация позволяет контролировать различные процессы, происходящие на удаленных объектах, изменять параметры устройств, которые обслуживают данные объекты, а также просматривать протоколы их работы. В качестве основных информационных функций система диспетчеризации должна включать:
35. РТК в сварочном производстве. Сварка- тех. процесс для сцепления поверхностей, используется во всех отраслях народного хозяйства. ПР для сварки применяют по следующим причинам: невозможность пребывания человека в зоне сварки; уменьшение утомленности человека; наличие радиации, токсичности и высокой температуры; повышение точности сварки.  Применение ПР выгодно во всех случаях, когда человек не может находится в зоне сварки и для обеспечения автоматизации контактной, дуговой, электронно-лучевой сварки. Комплекс операций сварочного производства разделяется: заготовочные, сварочные, сборочные, отделочные, вспомогательные. 19. PCNC - Personal Computer Numerical Control PCNC- ЧПУ собранное на базе промышленного компьютера с подключенными к нему модулями и установленым необходимым программным обеспечением. Принципиальной особенностью системы ЧПУ типа PCNC является использование открытой архитектуры, которая предполагает: • конфигурирование системы у производителя мехатронного обору- дования и конечного пользователя; • интеграцию покупных программных пакетов; • эволюцию системы в условиях максимальной независимости от из- менений системной платформы; • доступ к информации любого модуля, в том числе к диагностичес- кой информации самой мехатронной системы; • подключение к внешней сетевой коммуникационной среде; • использование в архитектуре системы принципов системной ин- теграции. 30. Методологические аспекты построения открытых систем ЧПУ Открытость систем ЧПУ типа PCNC должна быть передана в руки конечных пользователей, которые являются потребителями систем. Одним из вариантов решения проблемы является построение модулей системы ЧПУ по типу открытых языковых процессоров; что предопределяет регулярную архитектуру и конфигурируемую систему команд. Построение открытых языковых процессоров на базе объектно-ориентированного подхода решает проблему совместимости модулей. Ряд проблем разработки открытых систем PCNC может быть решен с помощью системных возможностей Windows NT. При этом возникает возможность использовать отлаженные решения и накопленный опыт; снизить затраты на разработку и повысить общую надежность системы. Стандартные инструментальные средства должны быть также использованы для поддержания открытой архитектуры; они формируют мощную подгруппу в окружении разработки PCNC-системы. Однако они недостаточны; поэтому для формализованных задач необходимо создавать собственный инструментарий. Формирование окружения разработки позволяет предложить комплексное решение проблемы создания открытой системы ЧПУ; при этом конкретные решения закреплены за отдельными фазами процесса разработки таким образом, что охваченным оказывается весь итерационный процесс разработки. 23. Адаптивное и интеллектуальное управление роботами. Функциональная схема системы сенсорного управления роботов. Адаптивное управление возможно в следующих случаях: определение значений заранее неизвестных или варьируемых параметров для ввода их в управляющую программу системы. Здесь адаптивное управление является надстройкой над системой программного управления, осуществляя ее самонастройку. Это параметрическая адаптация; изменение (переключение) структуры системы управления, т. е. ее алгоритма, на основе оценки текущей обстановки. Это структурная адаптация (самоорганизация системы); беспрограммное управление движением в реальном времени только по сенсорной информации. Таким образом, адаптивное управление может осуществляться как через систему программного управления приводами, так и путем непосредственного воздействия на последние. На рис. ниже показана обобщенная схема системы интеллектуального управления робота, которая представляет собой конкретизацию общей схемы управления очувствленного робота. Функциональная схема системы сенсорного управления  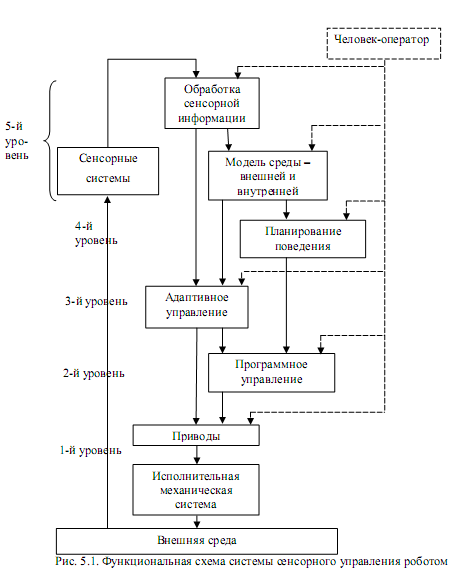 33. Кінематичні структури маніпуляторів. 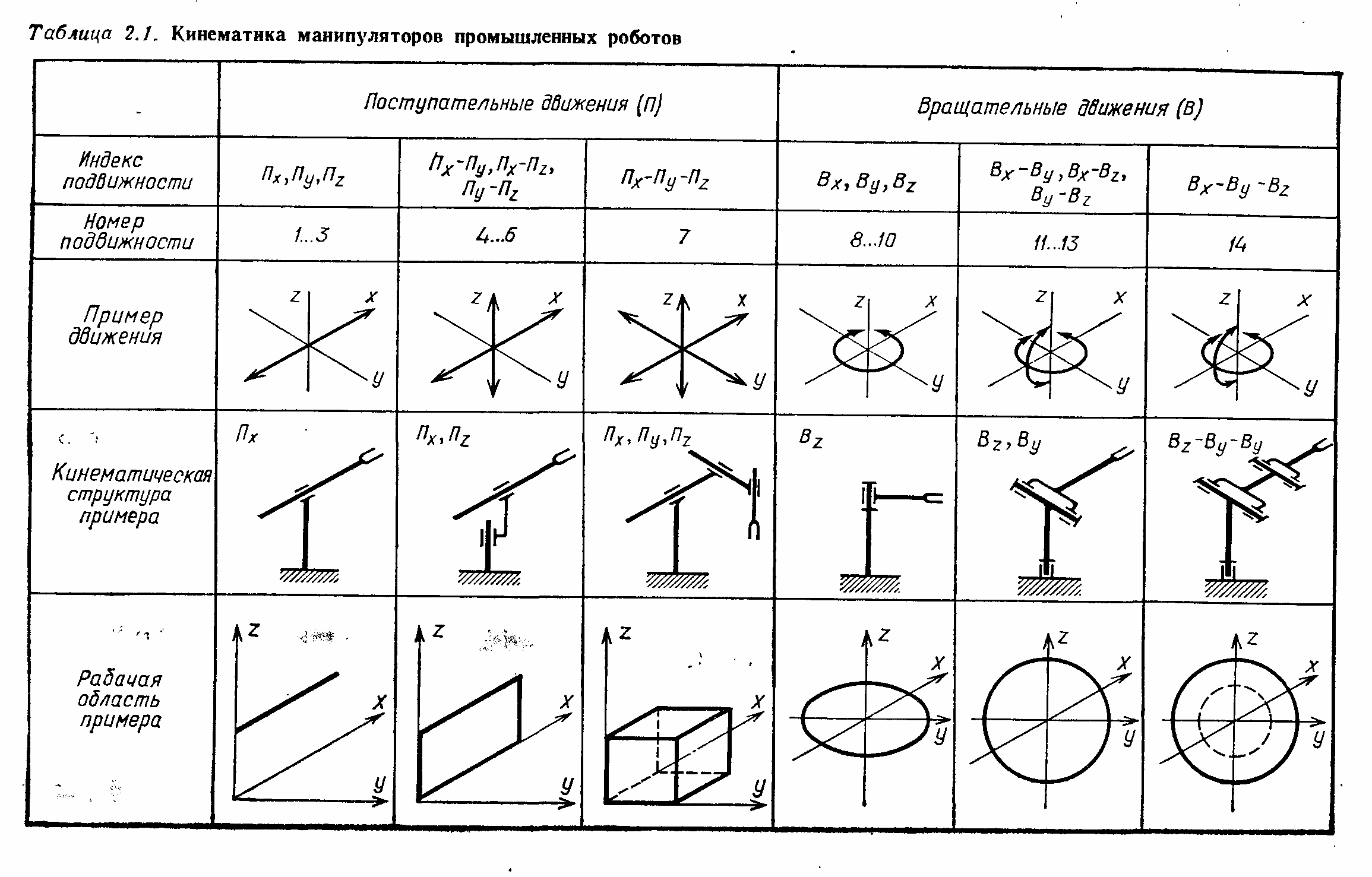 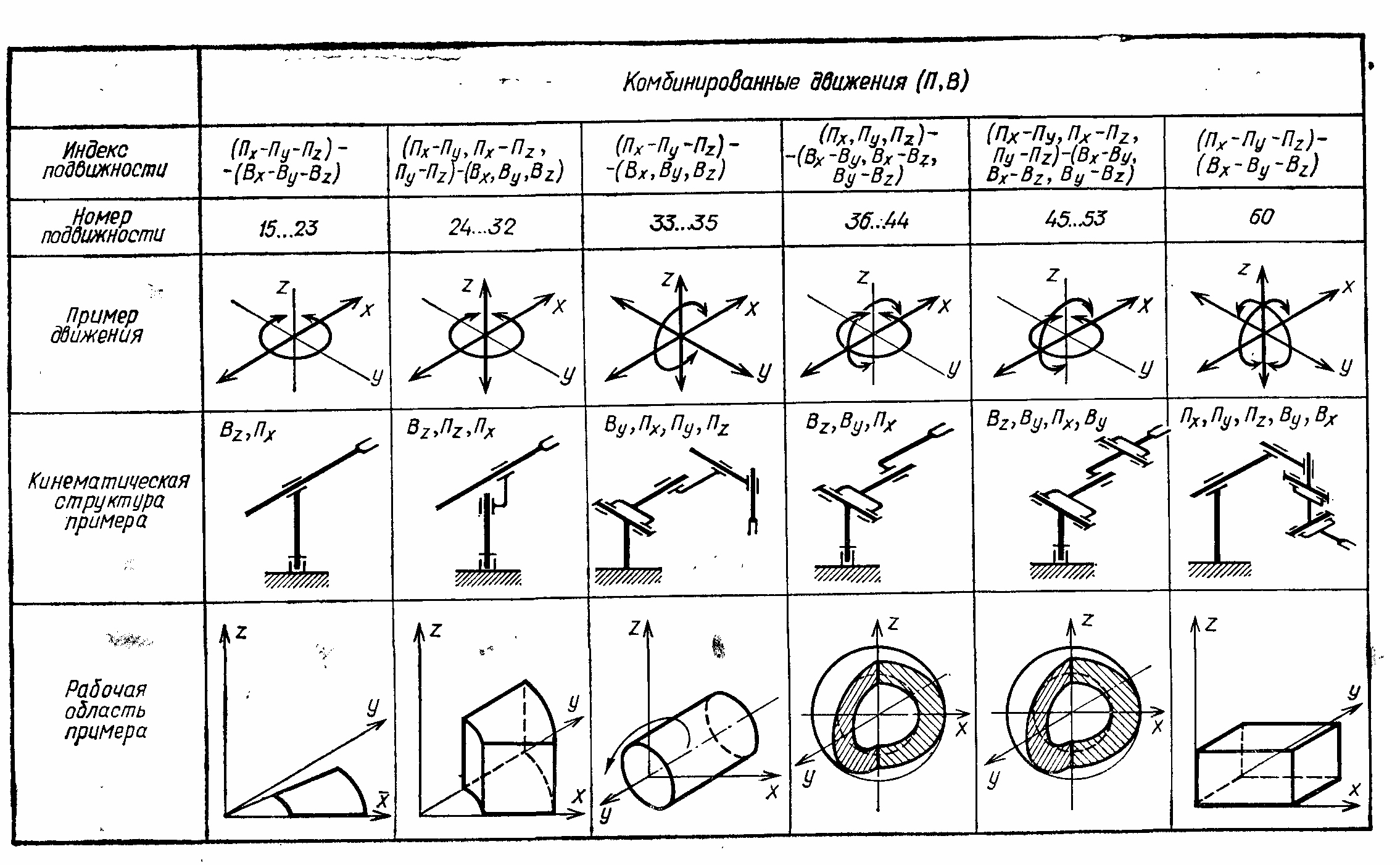 | 5. Построение систем ЧПУ по типу открытого языкового процессора. Открытость систем ЧПУ типа PCNC должна быть передана в руки конечных пользователей. Одним из вариантов решения проблемы является построение модулей системы ЧПУ по типу открытых языковых процессоров; что предопределяет регулярную архитектуру и конфигурируемую систему команд. Ряд проблем разработки открытых систем PCNC может быть решен с помощью системных возможностей Windows NT. Под открытым языковым процессором будем понимать модуль, у которого часть API-функций вынесена во входной язык или в файл конфигурации модуля, что позволяет использовать функциональные возможности ядра системы ЧПУ, не прибегая к прямому программированию. 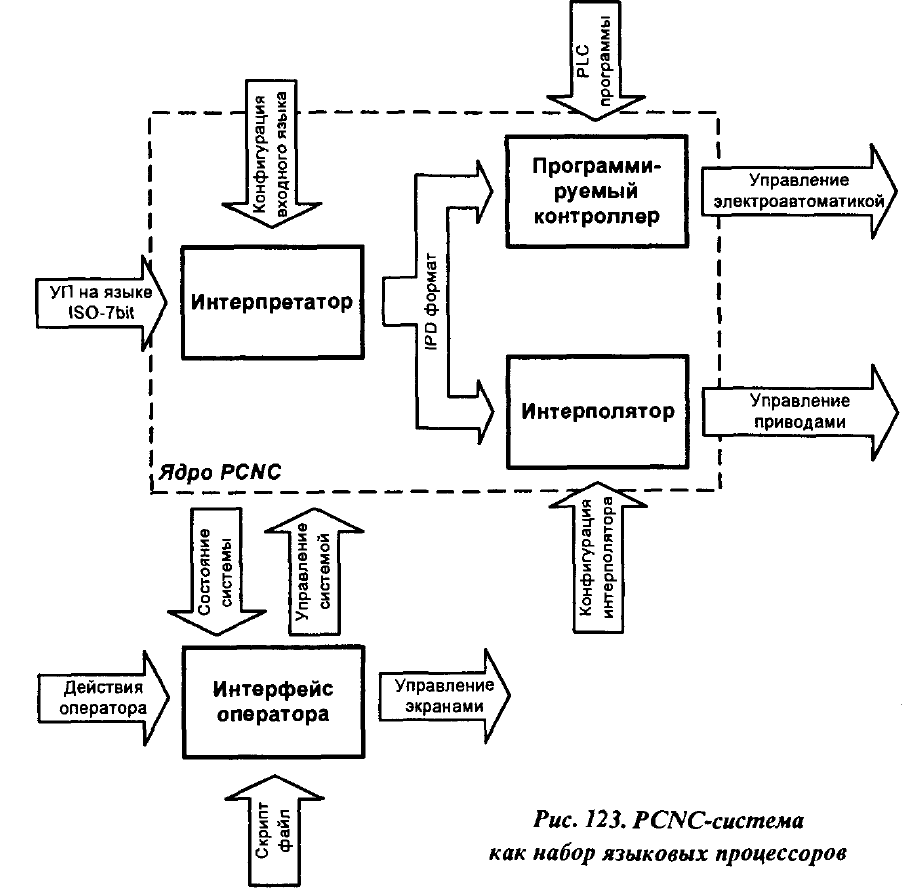 На вход интерпретатора поступают управляющие программы; настройка на конкретную версию языка IS0-7bit осуществляется с помощью конфигурационного файла. Выходом интерпретатора служит IPD-файл, содержащий команды интерполятору и программируемому контроллеру. Интерполятор обрабатывает свои IPD-команды и рассчитывает приращения приводов. Программируемый контроллер обрабатывает свои IPD-команды в соответствии с программами циклов и управляет электроавтоматикой. Экран показывает расположение управляющих элементов, размеры, шрифты, цвета. Язык выдачи сообщения и машина состояния заданы файлами описания (скриптфайлами, script). Интерфейс оператора интерпретирует скрипт-файлы со стояния системы в соответствии с действиями оператора с целью отображения экранов и управления системой PCNC. 6. Устройство управления УЦМ – 663 УЦМ-663: У — унифицированное; Ц — цикловое; М — модульное; 6 — шестикоординатное; 6 — можно управлять всеми шестью координатами одновременно; 3 — цифра, поясняющая выход на привод циклового устройства. Предназначено для управления манипуляторами ПР с позиционирование по упорам и соответствующим технологическим оборудованием 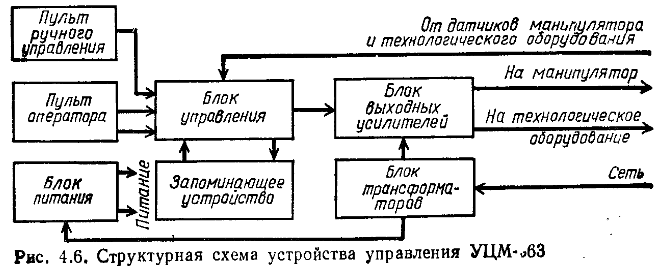 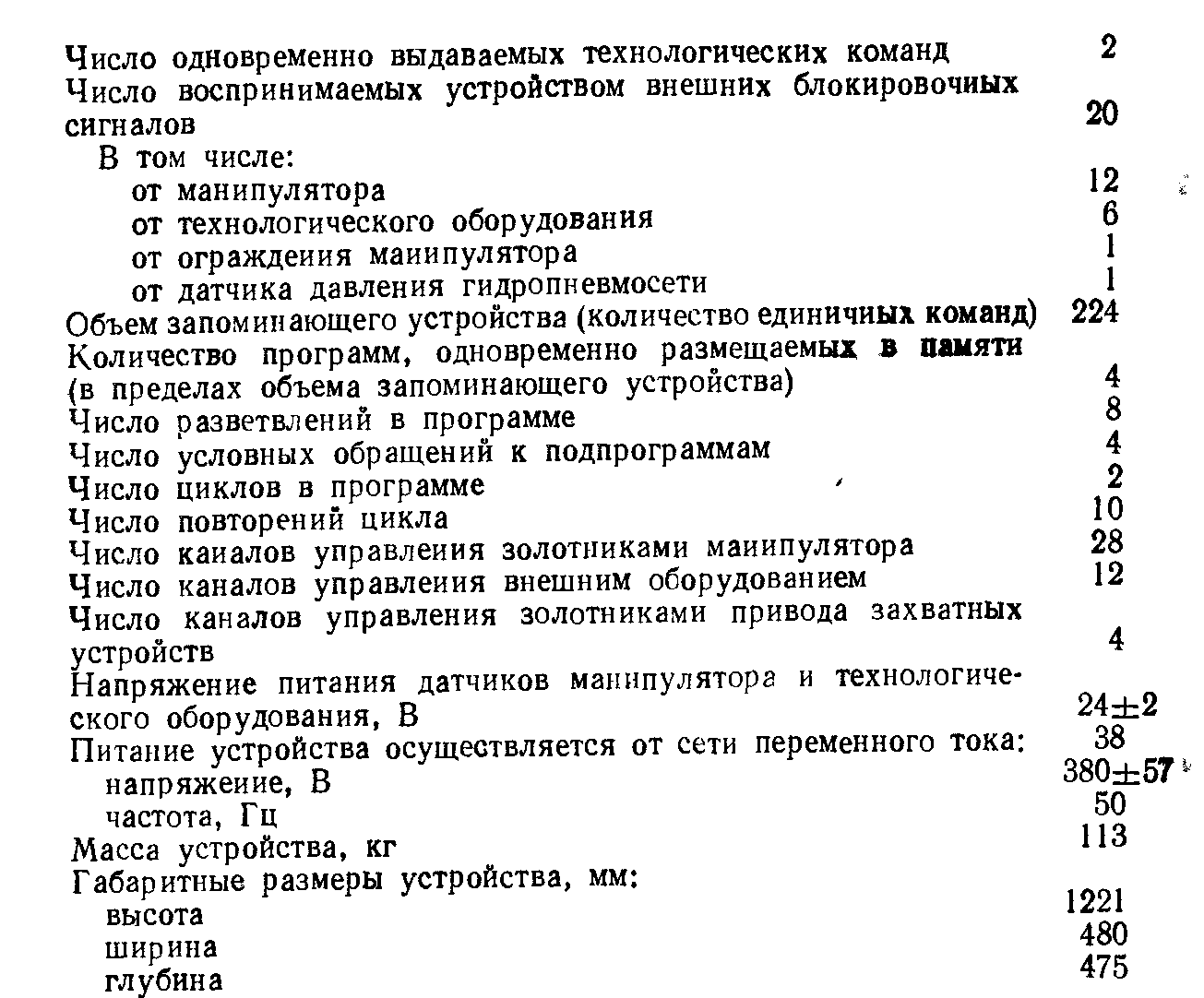 15. Цикловые устройства управления После выполнения конечной операции манипулятор занимает начальное параметры и положение, что называется циклом, а устройства которые выполняют подобный процесс называют цикловыми. Работу ЦУУ имеет дискретный характер. Рабочий цикл разбивается на такты, представляющий собой временные промежутки, в течении которых происходит перемещение по заданному закону. ЦУУ многоактны и имеют жесткую последовательность тактов. В управляющих устройствах присутствуют перепрограммируемые задающие устройства, которые изменяют рабочий цикл. Положения по осям ограничивает концевые выключатели. Применение в управляющей части специальных программных задающих устройств позволяет при необходимости изменять рабочий цикл, дает основание называть ЦУУ, устройствами программного управления. Последовательный цикл характеризуется тем ,что в нем все движении механизмов средств автоматизации и основные движения машины –орудия происходят последовательно. Машины в этом случае работают в режиме одиночных ходов, в перерыве между которыми совершают последовательно (друг за другом) необходимые движения средств автоматизации. Совместный цикл роботы характеризуется тем, что в нем все основные движения вспомогательных механизмов совмещены по времени с основными рабочими движениями главного рабочего органа механизма. Машина в этом случае работает на непрерывном автоматическом ходе. Комбинированный цикл представляет собой усовершенствованную разновидность последовательного цикла и отличается тем, что в этом случае часть движения, выполненных средствами автоматизации, совмещены с движениями основных органов машины и самих средств автоматизации. Устройство управления УЦМ – 663 УЦМ-663: У — унифицированное; Ц — цикловое; М — модульное; 6 — шестикоординатное; 6 — можно управлять всеми шестью координатами одновременно; 3 — цифра, поясняющая выход на привод циклового устройства. Предназначено для управления манипуляторами ПР с позиционирование по упорам и соответствующим технологическим оборудованием 16.1 NC(Numerical control) появившиеся первыми, предусматривали использование жестко заданных схем управления обработкой, программа вводится на перфоленте или прогр. носителе; 2 HNC(hand NC) — разновидность устройства ЧПУ с заданием программы оператором с пульта с помощью клавиш, переключателей и т.д.; 3 TNC(total NC)- имеют в составе внешн. память на гибких дисках; VNC(voice NC)- управление голосом; 4 SNC,MNS — устройство ЧПУ, имеющее память для хранения всей управляющей программы; 5 CNC(Computer NC) — управление автономным станком с ЧПУ, содержащее мини-ЭВМ или процессор; 6 DNC(direct NC) — управление группой станков от общей ЭВМ. 18. Устройство числового программного УПМ-772 Обозначение устройства числового программного управления УПМ -772 расшифровывается как: У — универсальное: П — позиционное, М — модульное; 7 — предназначенное для управления 7-координатным манипулятором; 7 — в том числе всеми семью координатами одновременно. УПМ-772 предназначено для управления манипулятором при автоматизации различных технологических процессов производства, которые требуют позиционного управления. Основная область применения устройств такого типа — управление манипуляторами ПР-35 и «Универсал- 15» при автоматизации транспортных и вспомогательных, загрузочно-разгрузочных операций, связанных с обслуживанием группы металлорежущих станков (до четырех), прессов, штампов, установок для контактной точечной сварки и др. УПМ-772 позиционное, с отсчетом в абсолютных величинах, имеющее 15 двоичных разрядов; программоноситель — кассетный накопитель на магнитной ленте с объемом хранимой ин¬формации примерно 600 тыс. бит (до 3000 кадров). Обмен технологической информацией с манипулятором и внеш¬ним оборудованием осуществляется: выдачей команд по 19 каналам (15 команд с четырьмя сопровождающими признаками объектов); приемом ответных технологических сигналов — по 15 каналам; приемом сигналов условии выполнения программы — по 32 кана¬лам; приемом запросов выбора программы от объекта управления — оо 4 каналам. Устройство числового программного управления построено по принципу синхронного микропрограммного автомата управления в конечным числом состояний и жестким циклом управления. Оно содержит (рис. 4.13): 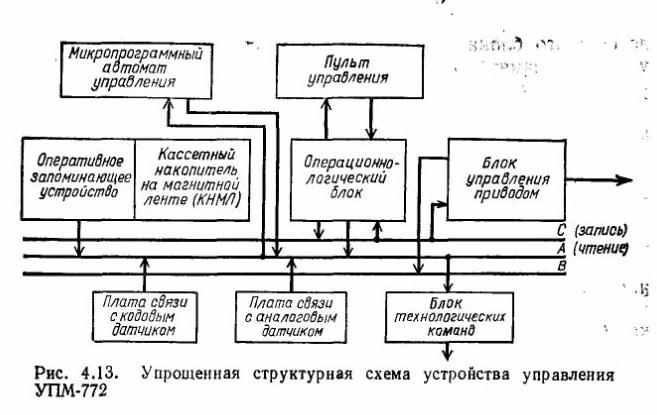 кассетный накопитель на магнитной ленте (КНМЛ), блок управления кассетного накопителя; блок разметки магнитной ленты; полупроводниковое оперативное запоминающее устройство; блок ввода-вывода технологической информации; пульт управления; пульт обучения; операционно-логический блок; микропрограммный автомат управления; блок синхронизации; измерительную схему; блок управления приводом. Устройство оперирует с информационными словами в 1 байт. 24. Гибкие производственные системы. Класификация ГПС. ГПС – это совокупность в разных сочетаниях обородования с ЧПУ, роботизированных технологических комплексов, гибких производственных модулей, отдельных единиц технологического оборудования и систем обеспечения их функционирования в автоматическом режиме в течении заданного интервала времени, обладающая свойством автоматизированной переналадки при производстве изделий произвольной номенклатуры в установленных пределах значений их характеристик. По организационным признакам ГПС делятся на: - гибкие автоматизированные линии ГАЛ - гибкие автоматизированные участки ГАУ - гибкие автоматизированные цехи ГАЦ ГАЛ – это ГПС в которой технологическое оборудование расположено в принятой последовательности технологических операций. ГАУ – это ГПС функционирующая по технолог. маршруту в котором предусмотрена возможность изменения последовательности использования технологического оборудования. ГАЦ – это ГПС представляет, собой в различных сочетаниях совокупность гибких автоматизированных линий (ГАЛ), роботизированных технологических линий, ГАУ, роботизированных технологических участков для изготовления изделий заданной номенклатуры. 29. Особенности управления электроавтоматикой станков с ЧПУ Первая особенность состоит в том , что в стандарте ДIN66025 имена циклов электроавтоматики устанавливают вспомогательные М- функции. Вторая особенность заключается в наличии интерфейса NC<->PLC между математическим обеспечением ЧПУ и контроллером (программным модулем управления электроавтоматикой). Третья особенность относится к использованию SoftPLC, когда программные обеспечения ЧПУ и контроллера располагаются в единой исполнительной среде. 11. SoftPLC использует вычислительную мощность персонального компьютера как для построения интерфейса пользователя, так и для выполнения всех управляющих функций. Этот тип относится к наиболее современному, перспективному и наиболее гибкому решению, которое получило наименование ≪программно-реализованный (виртуальный) контроллер≫ (SoftPLC). Контроллерные функции здесь реализованы в виде приложения в персональном компьютере. Это позволяет строить как интерпретируемые, так и компилируемые системы управления электроавтоматикой. 25. Классификация систем управления: Классификацию систем управления можно осуществлять по таким признакам как: -степень автоматизации функций управления, -степень сложности системы, -степень определенности, -тип объекта управления и др. В зависимости от степени автоматизации функции управления различают: ручное, автоматизированное и автоматическое управление. Соответственно принято различать, как было сказано выше, автоматизированные и автоматические системы управления. По степени сложности системы делят на простые и сложные. Сложные системы характеризуются следующими особенностями: число параметров, которыми описывается система, весьма велико, многие из этих параметров не могут быть количественно описаны и измерены; цели управления не поддаются формальному описанию без существенных упрощений; невозможно дать строгое формальное описание системы управления. По степени определенности системы разделяются на: -детерминированные В детерминированной системе по ее предыдущему состоянию и некоторой дополнительной информации можно вполне определенно предсказать ее последующее состояние. -вероятностные (стохастические). В вероятностной системе на основе такой же информации, можно предсказать лишь множество будущих состояний и определить вероятность каждого из них. 28. притяжные захватные устройства.их классификация Вакуумные захватные устройства.Для удержания стеклянных н хрупких предметов, как, например, кинескоп телевизора, применяют вакуумные захватные устройства. Резиновый раструб в них укреплен на шаровом соединении, обеспечивающем самоустановку и плотное прилегание по всему контуру. Основной параметр—усилие F захвата — зависит от площади 5 контактас объектом и разрежения (давления) р. Па. Электромагнитные захватные устройства используют для захвата объектов из магиитных материалов. Эти ЗУ обладают рядом преимуществ: несложны при конструировании и в эксплуатации, не требуют специальных приводов, могут захватывать листовой материал в стопке. Наибольшее распространение получили круглые электромагнитные ЗУ, состоящие из корпуса и сердечника из электротехнической стали, образующих кольцевую полость, в которую помещена катушка . В последнее время появились и получили определенное распространение струйные захватные устройства, применяющиеся в электронной и приборостроительной промышленности для перемещения легких изделий. 31. РТК В КУЗНЕЧНО-ПРЕССОВОМ ПРОИЗВОДСТВЕ Промышленные роботы давно и успешно применяются в кузнечно-прессовом производстве. Это объясняется тем, что процессы кузнечно-прессового производства весьма кратковременны и промышленный робот достаточно полно загружен. РТК создают для автоматизации следующих операций: холодной листовой штамповки; горячей и холодной объемной штамповки; ковки; штамповки изделий из пластмасс и порошков. Составные части РТК должны иметь: 1) возможность управления работой прессов, роботов и вспомогательного оборудования с помощью системы программного управления; 2) возможность переналадки на штамповку различных изделий; 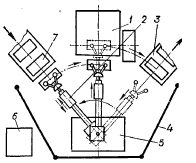 3) обезжиривание перед загрузкой на исходную позицию листовых заготовок из немагнитного материала во избежание их слипания; 4) минимальные заусенцы во избежание сцепления заготовок; 5) искривление заготовок из плоскости, не превышающее 2 % длины и ширины заготовки. Промышленные роботы должны иметь: возможность быстрой смены ЗУ при переходе на штамповку нового изделия; регулировку, обеспечивающую быструю перестройку на работу с новыми изделиями, а также разъемы и места подключения энергоносителя и линий связи с технологическим оборудованием и вспомогательными устройствами. Типовая компоновка РТК в кузнечно-прессовом производстве
34.Перспективные направления развития микропроцессорной техники на ближайшее время следующие: -расширение производства микропроцессорных комплектов; -создание новых совершенных унифицированных комплектов модулей ВИС. в том числе: однокристальных универсальных управляющих микроЭВМ и микропрограммируемых контроллеров с постоянными и сменными программами: запоминающих устройств большой емкости и др.: - разработка аналого-цифровых процессоров (с цифровыми и аналоговыми входами); - управление (работа в реальном времени), обработка сигналов (с повышенной надежностью и достоверностью результатов обработки). Необходимо обеспечить перевод всего процесса функционирования робота на язык ЭВМ и микропроцессоров. Широкое внедрение микропроцессорной техники позволит существенно повысить уровень «Интеллектуальности» роботов и создавать значительно более совершенные роботы различных поколений. Все эти средства построены на основе микропроцессорного комплекта и представляют собой комплекс конструктивно законченных модулей с магистральной организацией связей между ними, что позволяет при неизменной архитектуре модернизировать модули и расширять их номенклатуру. Ускорение сроков внедрения комплекса обеспечивается тем. что в его состав входят автоматизированные системы отладки, позволяющие автоматизировать процесс отладки как аппаратных блоков, так и программного обеспечения разрабатываемых приборов и систем со встроенными микропроцессорами. 36. Автоматизированная система контроля для обработки деталей Средства контроля по степени автоматизации можно разделить на неавтоматические, полуавтоматические, автоматические. Автоматические и полуавтоматические средства контроля представляют собой измерительные системы. Измерительной системой называют совокупность средств измерения (мер, измерительных приборов, измерительных преобразователей) и вспомогательных устройств, соединенных между собой каналами связи и предназначенных для выработки сигналов измерительной информации в форме, удобной для автоматической обработки, передачи и использования в автоматических системах управления. Автоматические системы в зависимости от выполняемой ими задачи могут быть разделены на системы автоматического контроля, автоматического управления и автоматического регулирования технологических процессов. Они представляют собой сложные устройства, состоящие из различных механических, гидравлических, электрических и других звеньев. Однако все звенья, составляющие автоматическую систему, по выполняемым ими функциям могут быть разделены на типовые функциональные элементы. Автоматические средства пассивного контроля выполняют задачу автоматического контроля. Они подразделяются на контрольные автоматы, осуществляющие после ряда вспомогательных операций автоматический контроль и сортировку изделий на годные и брак, и контрольно-сортировочные автоматы, выполняющие кроме указанных функций сортировку годных изделий на две и более группы. Функциональная блок-схема контрольных и контрольно-сортировочных автоматов имеет разомкнутую цепь воздействий от контролируемого объекта без обратной связи. Обратной связью называют дополнительную связь, направленную от выхода к входу процесса. Системы активного автоматического контроля в процессе обработки выполняют задачу управления процессом. Контролируется размер обрабатываемой детали и в зависимости от его значения путем передачи воздействий от исполнительного элемента на рабочий орган станка переключаются режимы, и прекращается обработка. Функциональная блок-схема системы активного контроля в процессе обработки также имеет разомкнутую цепь воздействий, так как функции регулирования размера выполняются наладчиком. Рабочий орган станка работает на основе внешних воздействии от программного устройства. Система активного контроля с автоматической подналадкой станка выполняет задачу регулирования процесса. Контролируется размер обработанной детали и в зависимости от его значения, при необходимости, путем передачи воздействий от исполнительного элемента на корректирующий блок осуществляется подналадка станка. Функциональная блок-схема такой системы имеет замкнутую цепь воздействий с обратной связью и является схемой простой системы автоматического регулирования по отклонению размера. |