
Разработка оптимальных режимов термической обработки тяжелонагруженных деталей с переменным химическим составом
| Вид материала | Автореферат |
СодержаниеОбщая характеристика работы Основное содержание работы 1 - закалка + отпуск 200°С 2 |
- Вопросы вступительных экзаменов в докторантуру PhD по специальности «Материаловедение, 27.1kb.
- Шипко А. А., Мосунов, 45.73kb.
- Междунаро дная научно-техническая конференция «Технологии термической и химико-термической, 357.66kb.
- Физико-технологические основы новых способов термической обработки высокопрочного чугуна, 72.96kb.
- Технологичность деталей машин, 94.77kb.
- Шифр специальности, 23.64kb.
- Удк 621. 362 Метод расчета на ЭВМ установившихся режимов энергосистемы, 78.08kb.
- Примерная программа дисциплины теория термической обработки, 165.44kb.
- Моделирования процессов термической и химико-термической обработки, 45.68kb.
- Разработка технологических режимов и процесса электрохимического маркирования металлических, 224.81kb.
НИЖЕГОРОДСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
им. Р.Е. Алексеева
На правах рукописи
РОЖКОВ ИГОРЬ ИВАНОВИЧ
РАЗРАБОТКА ОПТИМАЛЬНЫХ РЕЖИМОВ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТЯЖЕЛОНАГРУЖЕННЫХ ДЕТАЛЕЙ С ПЕРЕМЕННЫМ ХИМИЧЕСКИМ СОСТАВОМ
Специальность 05. 16. 01 – Металловедение и термическая обработка металлов
АВТОРЕФЕРАТ
диссертации на соискание учёной степени
кандидата технических наук
Нижний Новгород – 2009
Работа выполнена на кафедре «Теплофизика, автоматизация и экология печей» Нижегородского государственного технического университета им. Р.Е. Алексеева
Научный руководитель: доктор технических наук, профессор
Васильев Виктор Александрович
Официальные оппоненты: доктор технических наук, профессор
Сандлер Натин Гиршевич
доктор технических наук, профессор
Шмаков Геннадий Сергеевич
Ведущая организация: Нижегородский государственный
университет им. Н.И. Лобачевского
Защита диссертации состоится ____________ 2009 г. в _______ часов на заседании диссертационного совета Д 212.165.07 при Нижегородском государственном техническом университете им Р.Е. Алексеева: Н.Новгород, ул. Минина, д. 24, НГТУ, корп._____, ауд. _____.
С диссертацией можно ознакомиться в библиотеке Нижегородского государственного технического университета им. Р.Е. Алексеева.
Автореферат разослан «___» ___________ 2009 г.
Ученый секретарь
диссертационного совета Ульянов В.А.
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы. Большинство деталей машин работает в условиях износа, кавитации, циклических нагрузок, коррозии при криогенных и высоких температурах, при которых максимальные напряжения возникают в поверхностных слоях металла, где сосредоточены основные концентраторы напряжений. Чтобы деталь хорошо работала в условиях трения, поверхность должна обладать высокой износостойкостью. Сопротивление циклическим и вибрационным нагрузкам обеспечивает вязкая сердцевина данного изделия. Для достижения всего комплекса свойств деталь подвергается поверхностному упрочнению. Химико-термическая обработка, повышая твердость, износостойкость, задиростойкость, кавитационную и коррозионную стойкость и создавая на поверхности деталей благоприятные остаточные напряжения сжатия, увеличивает надежность и долговечность машин. В то же время, ХТО создает градиент напряженно- деформированных состояний, при которых неизбежно возникают значительные внутренние напряжения, приводящие к короблению и растрескиванию деталей.
Причины коробления деталей и образование трещин при ХТО изучены недостаточно полно. Отсутствует методика определения внутренних напряжений, возникающих при закалке деталей с переменным химическим составом по сечению.
Таким образом, настоящее исследование вызвано необходимостью изучения и совершенствования действующих технологических процессов изготовления ответственных тяжелонагруженных деталей машин, таких как вал-шестерня и колесо зубчатое.
Цель работы. Целью настоящей работы является определение оптимальных параметров закалки тяжелонагруженных деталей машин, с учетом уровня термических напряжений для исключения деформации и образования трещин.
Задачи исследования:
• Проанализировать действующие технологические процессы изготовления деталей машин и определить причины их коробления и растрескивания при термической обработке.
• Определить уровень внутренних напряжений у сталей, прошедших химико-термическую обработку.
• Разработать методику определения температурных напряжений при нагреве и охлаждении изделий с различным химическим составом по сечению.
• Разработать компьютерную программу расчета внутренних напряжений для установления температурных режимов термической обработки заготовок.
• Оценить вероятность трещинообразования сталей по численному значению коэффициента углеродного эквивалента Сэкв.
• Усовершенствовать и внедрить в действующее производство технологию химико-термической обработки деталей вал-шестерня и колесо зубчатое.
Научная новизна.
- Предложена новая методика расчета внутренних напряжений, возникающих при нагреве и охлаждении изделий из материалов с переменным химическим составом по сечению;
- разработана компьютерная программа для расчета внутренних напряжений, в которой учитываются все теплофизические характеристики в зависимости от химического состава сталей;
- внедрена усовершенствованная технология термической обработки деталей с различным химическим составом по сечению с учетом меняющихся теплофизических характеристик слоев.
Практическая значимость. На основе разработанной методики усовершенствована, предложена и внедрена технология термической обработки деталей вал-шестерня и колесо зубчатое на предприятиях ОАО «ГАЗ» и ОАО «Кировский Машзавод 1Мая». Установлено, что детали обработанные по новой технологии, имеют деформацию в пределах допуска, определенного технической документацией, и механические свойства отвечают техническим требованиям.
Достоверность полученных результатов. Достоверность предложенных в работе методик расчета внутренних напряжений материалов и склонности их к короблению и растрескиванию подтверждается близостью расчетных и экспериментальных исследований. Достоверность предложенной технологии термической обработки подтверждается ее внедрением и применением в производстве. Достоверность полученных результатов обеспечена применением современных методик и оборудования для исследования, а также сходимостью результатов с результатами других авторов.
На защиту выносятся:
- Методика определения температурных напряжений при нагреве и охлаждении изделий с различным химическим составом по сечению, в которой учитываются теплофизические характеристики каждого слоя изделия.
- Компьютерная программа расчета внутренних напряжений для установления оптимальных температурных режимов термической обработки изделий.
- Оценка вероятности трещинообразования сталей по численному значению коэффициента углеродного эквивалента Сэкв.
Апробация работы. Основные положения были доложены на следующих конференциях: конференция молодых ученых «Инновации в металлургии, материаловедении и высшем образовании». НГТУ, 2002 г.; международная научно–техническая конференция «Актуальные проблемы надежности технологических, энергетических и транспортных машин». СамГТУ, г.Самара, 2003г.; международная молодежная научно – техническая конференция «Будущее технической науки». НГТУ, 2006 г.; IV международная научно–техническая конференция «Современная металлургия начала нового тысячелетия», г. Липецк, 2007 г.; Межрегиональная научно-практическая конференция «Заготовительные производства и материаловедение» посв. 100-летию проф. А.А. Рыжикова, НГТУ, 2009 г.
Публикации. Материалы диссертации опубликованы в 10 статьях, в том числе в 2-х журналах, рекомендованных ВАК РФ.
Структура и объем работы. Диссертация состоит из введения, пяти глав, списка использованной литературы из 150 наименований. Она изложена на 164 страницах и содержит 54 рисунка и 22 таблицы.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении дана общая характеристика работы, обоснована ее актуальность, сформулированы цели и задачи исследования, а также основные положения, выносимые на защиту.
В первой главе на основании литературных данных проведен анализ действующих технологических процессов изготовления тяжело нагруженных деталей машин для определения причин их коробления и растрескивания при термической обработке. Рассматривается состояние вопроса о поверхностном упрочнении деталей машин, рассмотрены механизмы диффузии в металлах при химико-термической обработке. Известно, что поверхностные слои деталей при их эксплуатации нагружены более интенсивно, чем их внутренние объемы, так как взаимодействуя между собой, они воспринимают все действующие нагрузки своими поверхностями. Поэтому на поверхности и в поверхностных слоях деталей рабочие напряжения имеют максимальные значения, которые уменьшаются по сечению деталей, а в поверхностных слоях увеличиваются из-за действия различных концентраторов напряжений и контактного нагружения. Любая деталь после изготовления обладает разными в энергетическом и структурном состояниях зонами – поверхностным слоем и сердцевиной. При изготовлении деталей на их поверхностях и в приповерхностных слоях образуются различные и многочисленные дефекты, возникают остаточные напряжения.
Причинами коробления и образования трещин при закалке тяжело нагруженных деталей, прошедших химико-термическую обработку, являются внутренние напряжения, возникающие на стадии нагрева под закалку и охлаждающая способность среды. Определение и учет этих напряжений является первоочередной задачей исследования.
Во второй главе описываются методики исследования конструкционных сталей 20ХН2М, 22ХНМ, 24ХНМ, 23ХН2М и 12ХН3А, широко применяемых в машиностроении для изготовления тяжело нагруженных деталей редукторов, коробок скоростей и других ответственных узлов и механизмов различного назначения. В данной главе приводится химический состав этих сталей, механические свойства, оборудование и приборы, использованные при проведении экспериментов и исследований. В работе использовались следующие методики:
● дилатометрическим методом определялись критические точки исследуемых сталей на дилатометре Шевенара;
● определялась величина прокаливаемости этих сталей из проката круглого сечения различных диаметров;
● проводились микроструктурные исследования на определение величины наследственного зерна аустенита методом цементации;
● проводились исследования механических свойств сталей на ударных и разрывных образцах;
● определялась ударная вязкость при комнатной и отрицательных температурах;
● в качестве способа исследования для определения микронапряжений второго рода и величины блоков мозаики применялся рентгеноструктурный анализ на дифрактометре «Дрон-2», излучение – α-Fe.
В третьей главе приведены результаты исследования сталей марок 20ХН2М, 22ХНМ, 24ХНМ и 23ХН2М. Представлены зависимости прочностных характеристик, характеристик пластичности, ударной вязкости и твердости от температуры закалки 8000, 8500, 9000, 950 0С, время выдержки 1 час, среда охлаждения – масло, отпуск 200 0С, время выдержки 1,5 часа. Результаты испытаний показали, что с повышением температуры закалки до 950 0С предел прочности сталей в снижается в среднем на 10%. Пластические характеристики увеличиваются следующим образом: предел текучести на 8%, ударная вязкость на 14%, относительное удлинение δ на 18%.
Ударная вязкость исследуемых сталей производилась путём испытаний серии цементованных и нецементованных закалённых образцов на удар при температурах : +200С, −200С, −400С , −600С, −700С. Термическая обработка ударных образцов производилась в заготовках по двум вариантам:
1. Закалка с температуры 8600С, время выдержки − 1 час; среда охлаждения- масло, tотп = 2000С, время выдержки – 1,5 часа.
2. Цементация в безмуфельном агрегате на слой 0,9 − 1,2 мм, tц = 9300С, время выдержки 10 часов с непосредственной закалкой после подстуживания до 8600С и отпуском, время выдержки – 1,5 часа.
При испытании цементованных образцов при пониженных температурах удар маятника приходился по цементованной стороне образца.
| a KCU, б KCU,  |
| Кривые: 1 - закалка + отпуск 200°С 2 – цементация + непосредственная закалка + отпуск 200°С |
| Рис. 1. Зависимость величины ударной вязкости сталей от температуры испытания (точками обозначены номера плавки) а) 20ХН2М б) 22ХНМ в) 23ХН2М г) 24ХНМ |
По результатам испытаний построены кривые зависимости ударной вязкости от температуры испытания (рис. 1).
Изменение ударной вязкости закалённых образцов в зависимости от температуры отпуска проверялось на стандартных образцах. Режим термической обработки: закалка с температуры 8600С, время выдержки 1 час, охлаждение в масле, отпуск 2000− 6000С с интервалом 500С, время выдержки 1,5 часа. Результаты испытаний приведены в таблице 1.
Таблица 1
Ударная вязкость сталей в зависимости от температуры отпуска
| Температура отпуска 0С, ударная вязкость | ||||||||
| 2000 | 2500 | 3000 | 3500 | 4000 | 4500 | 5000 | 5500 | 6000 |
| KCU, МДж/м2 | KCU, МДж/м2 | KCU, МДж/м2 | KCU, МДж/м2 | KCU, МДж/м2 | KCU, МДж/м2 | KCU, МДж/м2 | KCU, МДж/м2 | KCU, МДж/м2 |
| 20ХН2М | ||||||||
| 1,26 | 1,03 | 1,00 | 1,04 | 1,08 | 1,75 | 1,81 | 2,15 | 2,59 |
| 22ХНМ | ||||||||
| 1,23 | 1,06 | 0,99 | 0,95 | 1,11 | 1,45 | 1,74 | 2,00 | 2,46 |
| 23ХН2М | ||||||||
| 1,05 | 1,01 | 1,02 | 1,12 | 1,22 | 1,64 | 1,85 | 2,04 | 2,20 |
| 24ХНМ | ||||||||
| 0,88 | 0,87 | 0,87 | 0,98 | 1,00 | 1,21 | 1,52 | 1,73 | 2,07 |
Дальнейшее повышение температуры отпуска до 6000С увеличивает ударную вязкость до 1,9 − 2,6 МДж/м2.
Технология изготовления шестерен проводится следующим образом: поковки из сталей 24ХНМ и 23ХН2М штамповались как на молотах, так и на прессе. Затруднений при горячей штамповке не возникло. В термическом цехе поковки подвергались изотермическому отжигу. Отжиг поковок производился по режиму: tнагрева = 9500С, выдержка - 3,5 часа; температура изотермической выдержки 6500С в течении 2,5 часа. Охлаждение с 9500С до 6500С проводится в течение 4 минут обдувом горячим воздухом с t = 3500С, отжиг обеспечивает получение на поковках твердости в пределах
НВ 156 − 217, что соответствует требованиям чертежа и технологии.
На рис. 2 показана микроструктура после изотермического отжига образцов из стали 22ХНМ.

×500
Рис. 2. Микроструктура поковки после отжига: феррит + сорбитообразный и пластинчатый перлит.
Действующий режим химико-термической обработки шестерен включает в себя:
- Цементация в безмуфельном агрегате до получения слоя глубиной 1,5-1,8 мм.
- Закалка с повторного нагрева ТВЧ на специальных установках.
- Отпуск в конвейерной печи, t = 160 – 1800C, τ = 90 мин.
После обработки по указанному режиму детали имели следующую микроструктуру: с поверхности мартенсит + остаточный аустенит; в сердцевине и основании зуба - сорбит, см. рисунок 3 и 4.
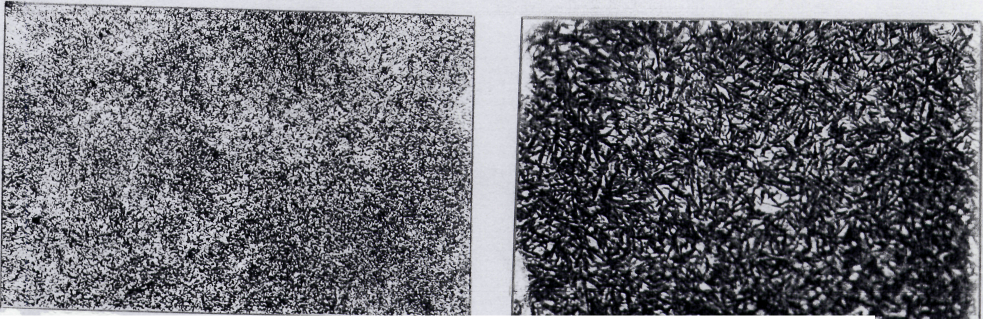
×100 ×500
Рис. 3. Микроструктура с поверхности цементованного слоя
шестерни: мартенсит + остаточный аустенит
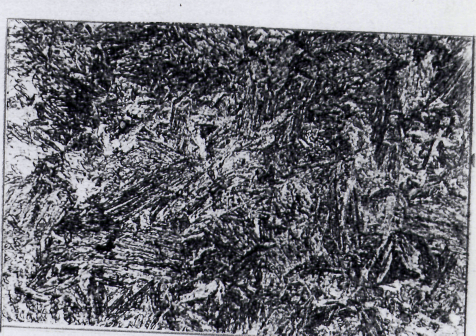
×100 ×500
Рис. 4. Микроструктура в сердцевине зуба − сорбит
В четвертой главе описывается действующая технология изготовления деталей вал-шестерня и колесо зубчатое из стали 12ХН3А.
При изготовлении этих деталей после операции цементация имеет место коробление детали по длине, причем в одной печной садке изменение геометрии заготовок неодинаково. Рихтовка данных деталей процесс трудоемкий и технически сложный.
В связи с этим возникла необходимость исследования причин коробления, изучения микроструктуры стали на всех подготовительных и окончательных этапах ее обработки, анализа качества насыщенного поверхностного слоя и корректировки технологии химико-термической обработки детали вал-шестерня.
Действующий технологический процесс изготовления детали вал-шестерня из стали 12ХН3А состоит в следующем:
Техпроцесс ковки и горячей штамповки:
- нагрев заготовки: температура печи 13000С, производится в камерной печи, температура начала операции 12200С, температура конца операции 8000С.
Техпроцесс термического улучшения:
- закалка с температуры 8500С, выдержка 110 мин, охлаждение в масле;
- высокий отпуск 4500С, выдержка 210 мин., охлаждение на воздухе.
Целью высокого отпуска является снятие закалочных напряжений, повышение ударной вязкости сердцевины изделия, путем образования в структуре сорбита отпуска. Для стали 12ХН3А температура высокого отпуска лежит в пределах 550 – 6000С, в зависимости от требуемой твердости.
Операция улучшение в заводском техпроцессе необходима только для придания детали требуемых механических свойств перед обработкой резанием, с целью получения нужной чистоты поверхности.
Техпроцесс цементации с последующей термической обработкой:
- цементация, t = 9100С, нагрев 1ч, выдержка 13ч, охлаждение на воздухе до 200С;
- нормализация, t = 9200С, нагрев 1,5ч, выдержка 25 мин; охлаждение на воздухе до 200С;
- закалка t = 8100С, нагрев 100 мин, выдержка 20 мин; охлаждение в масле;
- отпуск t=2000С, нагрев 100 мин, выдержка 150 мин, охлаждение на воздухе.
Операция нормализация предназначена для устранения возможной цементитной сетки в слое. В результате такого режима на предприятии часто сталкиваются с проблемой короблений зубьев вала-шестерни, которые ведут к смещению пятна контакта при работе в паре с зубчатым колесом, что недопустимо. Поэтому в технологический процесс вводится операция правки с последующим отпуском.
Известны методики расчета внутренних напряжений материалов с постоянным химическим составом по сечению изделий. На практике возникают ситуации, когда химический состав изделия по сечению переменный. Примером являются изделия, прошедшие химико-термическую обработку, когда поверхностный слой резко отличается от внутренних слоев изделия, и возникающие внутренние напряжения от перепада температур и структурных превращений, протекающих в материале на стадии различных видов обработок будут переменными, переменными будут и теплофизические характеристики.
Предлагается методика расчета внутренних напряжений в материалах с переменным химическим составом по сечению изделия. Алгоритм решения упругопластической задачи для нахождения термонапряженного состояния стального цилиндра с постоянным химическим составом предложен в работе Тимофеева В.Н., Самойловича Ю.А., который включает:
1) определение температурного поля по сечению цилиндра на основе решения дифференциального уравнения теплопроводности при граничных условиях III рода, при нагреве (охлаждении) по закону Ньютона:
 ; (1)
; (1)где tc – температура греющей среды, оС; t – температура в искомой точке тела, оС (начальное температурное поле по сечению цилиндра равномерно и равно нулю);
 - постоянные коэффициенты (тепловые амплитуды, зависящие от числа Био); I0(μn), I1(μn) – функции Бесселя; μn – корень трансцендентного уравнения
- постоянные коэффициенты (тепловые амплитуды, зависящие от числа Био); I0(μn), I1(μn) – функции Бесселя; μn – корень трансцендентного уравнения  ;
;  - число Био;
- число Био;  - число Фурье; α – коэффициент теплоотдачи, Вт/(м2·К); а – коэффициент температуропроводности, м2/с; τ – время, с;
- число Фурье; α – коэффициент теплоотдачи, Вт/(м2·К); а – коэффициент температуропроводности, м2/с; τ – время, с; 2) принимается:
 ,
,  ,
,  , (2)
, (2)где εz – продольная деформация,
μ – число Пуассона;
3) с помощью последовательных приближений определяются границы (радиус) зон упругой и пластической деформаций:
 , (3)
, (3)где r0 – радиус зоны пластической деформации, м;
4) расчет пластических радиальных и тангенциальных напряжений:
 ,
,  ; (4)
; (4)5) расчет упругих радиальных и тангенциальных напряжений:
 , (5)
, (5) , (6)
, (6)6) определение модуля пластичности:
 ; (7)
; (7)7) определение продольной деформации
 (8)
(8) 8) расчет осевых упругих и пластических напряжений:
 , (9)
, (9) (10)
(10)Используя этот алгоритм, предложена методика расчета внутренних напряжений, когда химический состав по сечению переменный. При расчетах внутренних напряжений использовался цилиндр из стали 12ХН3А диаметром 56 мм, прошедший химико-термическую обработку. Учитывались теплофизические характеристики конкретных слоев изделия с разным химическим составом:
- коэффициент теплоотдачи α;
- коэффициент теплопроводности λ;
- коэффициент температуропроводности а;
- коэффициент линейного расширения β.
Расчет внутренних напряжений при нагреве и охлаждении цилиндра производился в программе MathCad.
В диссертации представлена зависимость всех трех основных напряжений упругих и пластических при нагреве и охлаждении стального цилиндра. На рисунках 5-6 в качестве примера показано распределение упругих и пластических напряжений σупр и σпл на расстоянии r от центра цилиндра при охлаждении в масле и в подогретом масле (t = 1600C).
По результатам расчетов установлено, что при нагреве опасные напряжения возникают на границе перехода от цементованного слоя к основе изделия.
Из графиков видно, что предложенный режим закалки в подогретом масле с целью уменьшения градиента температур значительно снижает значения остаточных напряжений.
Широкое распространение получили способы классификации чувствительности к трещинообразованию, основанные на учете химического
z
(пл)
-1500
rх10
3
z
(упр)
rх10

(пл)
,м
rх10
3
(упр)
rх10
3
,м
r
(пл)
rх10
r
(упр)
rх10
3
,м


Рис. 5. Распределение остаточных напряжений в зависимости от расстояния r до поверхности цилиндра при закалке в масле
| ○-7 мин □-4 мин | ∆-2 мин ◊-30 сек |
z
(пл)
,МПа
z
(упр)

(пл)
, МПа
(упр)
r
(упр)
, МПа
r
(пл)
, МПа
Рис. 6. Распределение остаточных напряжений в зависимости от расстояния r до поверхности цилиндра при закалке в подогретом масле (t=1600С)
| ○-7 мин □-4 мин | ∆-2 мин ◊-30 сек |
состава стали посредством расчета так называемого углеродного эквивалента (Сэкв).
Для оценки чувствительности сталей к трещинообразованию в процессах тепловой обработки предлагается использовать, как достаточно надежный, углеродный эквивалент:
 ,
, в основе которого лежит влияние легирующих элементов на коэффициент теплопроводности стали, причем, это соотношение рекомендуется применять для сталей, максимальное содержание элементов в которых не превышает 0,9 % С; 1,1 % Mn; 1,8 % Si; 1,8 % Cr; 5,0 % Ni; 0,5 % Mo; 2,0 % W; 0,25 % V; 0,5 % Ti; 2,0 % Al. В соответствии с последним соотношением стали разделяют на 5 групп: 1 и 5 – наименее и наиболее чувствительная (Сэкв < 0,55 и Сэкв > 1,3); 2,3 и 4 соответственно имеют Сэкв = 0,55 – 0,75; 0,75 – 0,90 и Сэкв = 0,9 – 1,2.
Анализ соотношений показывает, что наибольшее влияние на чувствительность к трещинообразованию оказывает углерод, однозначно высокое воздействие оказывают марганец, хром и кремний, в наименьшей степени влияют никель и медь, роль влияния некоторых элементов, в частности молибдена и ванадия, весьма противоречива. Недостатками углеродных эквивалентов являются невозможность учета совместного воздействия легирующих элементов, которое в высоколегированных и сложнолегированных сталях зачастую оказывает решающее влияние на склонность к трещинообразованию.
В таблице 2 представлены численные значения углеродного эквивалента Сэкв на поверхности и в центре цилиндра из исследуемых сталей.
Таблица 2
Значения углеродного эквивалента Сэкв на поверхности и в центре цилиндра из исследуемых сталей
| r/R, мм | 12ХН3А | 22ХНМ | 24ХНМ | 20ХН2М | 23ХН2М | |||||
| Сэкв | ∆Сэкв | Сэкв | ∆Сэкв | Сэкв | ∆Сэкв | Сэкв | ∆Сэкв | Сэкв | ∆Сэкв | |
| 1 | 1,679 | 1,08 | 1,550 | 0,98 | 1,645 | 0,96 | 1,601 | 1,01 | 1,611 | 0,97 |
| 0 | 0,599 | 0,570 | 0,685 | 0,591 | 0,641 | |||||
Расчетным путем установлено, чем больше разница углеродного эквивалента между поверхностью и центром, тем меньше вероятность возникновения трещин.
В пятой главе приведена компьютерная программа расчета термических напряжений при нагреве и охлаждении деталей, в которую вносятся основные теплофизические свойства сталей с учетом их послойного изменения по сечению.
На основе проведенных исследований изменения свойств и расчета термических напряжений (осевых упругих и пластических, тангенциальных упругих и пластических, радиальных упругих и пластических) конструкционных сталей ферритного класса 20ХН2М, 22ХНМ, 23ХН2М, 24ХНМ и 12ХН3А, применяемых на ОАО «ГАЗ» и ОАО «Кировский Машзавод 1 Мая» для изготовления деталей вал-шестерня и колесо зубчатое, были даны рекомендации по совершенствованию технологического процесса химико-термической обработки. Эти предложения внедрены на ОАО «ГАЗ» и ОАО «Кировский Машзавод 1 Мая».
Основные выводы и результаты работы.
- Дан анализ действующих технологических процессов изготовления тяжелонагруженных деталей машин (зубчатое колесо и вал-шестерня) и установлены причины их коробления и растрескивания в конце технологического цикла изготовления.
- Расчетным путем получены и проверены экспериментально значения внутренних остаточных напряжений, возникающие в закаленном изделии после химико-термической обработки этих изделий.
- Разработана методика определения температурных напряжений при нагреве и охлаждении изделий с различным химическим составом по сечению с применением функции Бесселя, в которой учитываются теплофизические характеристики каждого слоя изделия.
- С целью уменьшения градиента температур, приводящего к значительным внутренним напряжениям в деталях, предложен режим закалки в подогретом масле, в результате которого происходит уменьшение остаточных напряжений в 5-8 раз.
- Разработана компьютерная программа расчета внутренних напряжений для установления оптимальных температурных режимов термической обработки изделий.
- Предложены способы по снижению значений термических напряжений, в результате которых достигнуто значительное уменьшение брака после термической обработки при изготовлении деталей зубчатое колесо и вал-шестерня в среднем с 28% до 5%.
- Предложена методика оценки чувствительности изделий к трещинообразованию с помощью численного значения коэффициента углеродного эквивалента Сэкв.
- Разработанные технологии химико-термической обработки деталей вал-шестерня и колесо зубчатое внедрены на предприятиях ОАО «ГАЗ» и ОАО «Кировский Машзавод 1Мая».
Список публикаций.
- Рожков, И.И. Жаропрочность и окалиностойкость порошковых материалов. И.И. Рожков, В.А. Васильев // Межвузовский сборник научных трудов «Материаловедение и высокотемпературные технологии». Вып.2. Н.Новгород, 2000. - С. 210-212.
- Рожков, И.И. Прочность при изгибе и ударе в цементованном состоянии / И.И. Рожков, В.А. Васильев // Сб. тезисов докладов «Инновации в металлургии, материаловедении и высшем образовании». - НГТУ, 2002. - С. 307.
- Рожков, И.И. Изменение ударной вязкости сталей при отрицательных температурах / И.И. Рожков, В.А. Васильев // Сборник «Материаловедение и металлургия». - Труды НГТУ: том 32. - Н.Новгород, 2002. - С.135-138.
- Рожков, И.И. Влияние величины зерна на процесс диффузии углерода / И.И. Рожков // Сборник трудов международной научно-технической конференции «Актуальные проблемы надежности технологических, энергетических и транспортных машин»: т.2. - М.: Машиностроение, 2003. - С. 197-200.
- Рожков, И.И. Методика расчета внутренних напряжений в материалах с переменным химическим составом / И.И. Рожков, В.А. Васильев // Международная молодежная научно – техническая конференция «Будущее технической науки». - 2006. - С. 192.
- Рожков, И.И. Влияние технологии обработки на свойства деталей из стали 12ХН3А / И.И. Рожков, В.А. Васильев, Л.А. Ошурина // Материаловедение и металлургия: труды НГТУ. т. 61. - Н.Новгород, 2007. - С.132.
- Рожков, И.И. Значение критерия зарождения трещин для определения оптимальной термической обработки / И.И. Рожков, В.А. Васильев // VI международная молодежная научно-техническая конференция «Будущее технической науки» посв. 90-летию НГТУ, 2007. - С.177.
- Рожков, И.И. Исследование действующих технологических процессов изготовления детали вал-шестерня с целью выявления возможных дефектов термической и пластической обработок / И.И. Рожков, В.А. Васильев // Заготовительное производство в машиностроении. - 2007. - №7. - С. 15-17.
- Рожков, И.И. Выбор оптимальных режимов термической и химико-термической обработок детали вал-шестерня, изготовленной из стали 12ХН3А / И.И. Рожков, В.А. Васильев // Современная металлургия начала нового тысячелетия: сб. науч. тр. ч.1. – Липецк, 2007. – С. 170-175.
- Рожков, И.И. Методика расчета внутренних напряжений при нагреве тела с переменным химическим составом / И.И. Рожков, В.А.Васильев// Черные металлы. – 2009. - №1. – С. 14-17.