
Технологический регламент
| Вид материала | Регламент |
| Форма вкладыша к аттестационному удостоверению специалиста Российская федерация Национальный аттестационный комитет |
- Технологический регламент проведения аттестации сварщиков и специалистов сварочного, 1040.78kb.
- Программа 18 мая 2012 г. Нижнекамск Конференция проводится по адресу: г. Нижнекамск,, 372.36kb.
- Программа 20 мая 2011 г. Нижнекамск Конференция проводится по адресу: г. Нижнекамск,, 244.11kb.
- 1 При представлении к аттестации сварщика работодатель (заявитель) направляет в аттестационный, 1036.76kb.
- Технологический регламент проведения аттестации сварщиков и специалистов сварочного, 1269.34kb.
- Государственный Комитет Российской Федерации по физической культуре и спорту Российская, 136.82kb.
- Проект технический регламент «Требования безопасности к шахтным подъемным установкам», 478.49kb.
- Доклад огоу спо «Технологический техникум р п. Сараи», 431.42kb.
- Дорогие коллеги!, 49.43kb.
- В. М. Кульечев технологический регламент проведения аттестации сварщиков и специалистов, 1556.27kb.
ФОРМА ВКЛАДЫША К АТТЕСТАЦИОННОМУ УДОСТОВЕРЕНИЮ СПЕЦИАЛИСТА
| стр. 2 | | стр. 3 | |||||||
| РОССИЙСКАЯ ФЕДЕРАЦИЯ | № вкладыша Допущен к: | ||||||||
| | |||||||||
| НАЦИОНАЛЬНЫЙ АТТЕСТАЦИОННЫЙ КОМИТЕТ | | ||||||||
| ПО СВАРОЧНОМУ ПРОИЗВОДСТВУ | (Вид производственной деятельности, наименования опасных технических устройств) | ||||||||
| (НАКС) | | ||||||||
| | | ||||||||
| | | ||||||||
| ВКЛАДЫШ | | ||||||||
| к аттестационному удостоверению | | ||||||||
| специалиста сварочного производства | | ||||||||
| ____ уровня ( аттестованный ________________ ) | Протокол № | | | ||||||
| | Вкладыш действителен до окончания срока действия удостоверения. | ||||||||
| (Фамилия И. О.) | |||||||||
| № | | | Руководитель | ||||||
| к удостоверению № | | аттестационного центра | подпись, дата | Фамилия И. О. | |||||
| (без удостоверения недействительно) | М.П. | ||||||||
| | | ||||||||
Приложение 22.
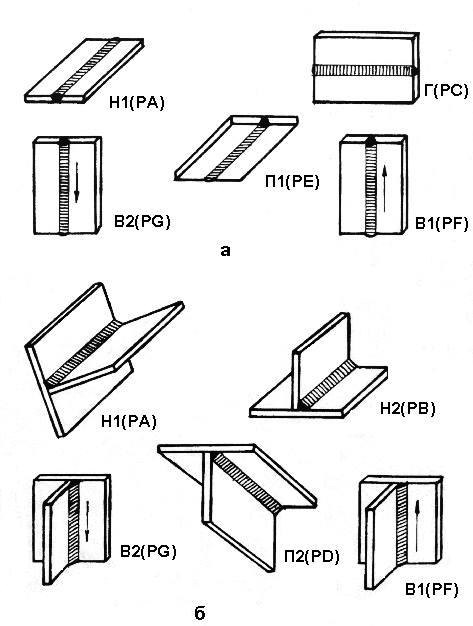
Рис.1. Положения при сварке стыковых (а) и тавровых (б)
соединений листов:
- Н1- нижнее; Г - горизонтальное;
- Н2- нижнее тавровых соединений;
- В1- вертикальное (сварка снизу вверх);
- В2- вертикальное (сварка сверху вниз);
- П1- потолочное;
- П2- потолочное тавровых соединений.
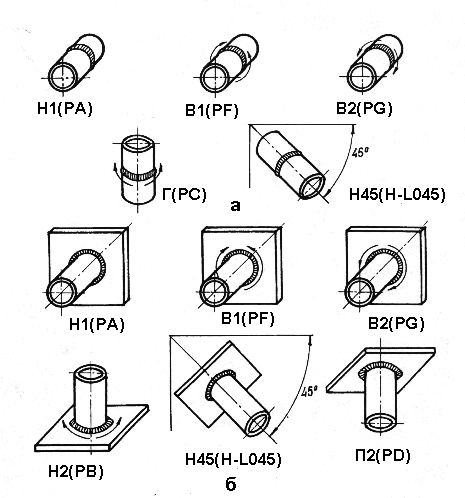
Рис.2. Положения при сварке стыковых (а) и угловых (б) соединений труб:
- Н1- нижнее при горизонтальном расположении осей труб, свариваемых с поворотом;
- Н2- нижнее при вертикальном расположении оси трубы, свариваемой без поворота или с поворотом и горизонтальном расположении оси трубы, привариваемой с поворотом;
- В1 - переменное при горизонтальном расположении осей труб (трубы) свариваемых без поворота (на подъем);
- В2 - переменное при горизонтальном расположении осей труб (трубы) свариваемых без поворота (на спуск);
- Г - горизонтальное при вертикальном расположении осей труб, свариваемых без поворота или с поворотом;
- Н45 - переменное при наклонном расположении осей труб (трубы) свариваемых без поворота;
- П2-потолочное при вертикальном расположении оси трубы, свариваемой без поворота или с поворотом.
125
Рис. 7. Типы контрольных сварных соединений при сварке труб
из полимерных материалов:
а – стыковое соединение; б – соединение муфтой; в – соединение седловым
ответвлением.
Рис. 9. Контрольные сварные соединения типов V; Х.
Рис. 10. Контрольные сварные соединения типов ТБ; ТV; TX.





400
700



150

Зона вырезки образцов
для испытаний
Рис. 11. Контрольное сварное соединение типа Н.