
Новые легированные кремнием износостойкие сплавы и технология их нанесения
| Вид материала | Автореферат |
- Лекция чугуны, их свойства, 75.52kb.
- Рабочая программа, 831.55kb.
- "Сплавы", 35.88kb.
- Доклад по химии Тема: "Сплавы", 34.33kb.
- Рабочая программа По дисциплине «Теория и технология процессов производства, обработки, 188.96kb.
- План лекций по пропедевтике ортопедической стоматологии для студентов 2 курса стоматологического, 8.33kb.
- Аннотация рабочей программы по дисциплине «Теория и технология процессов производства,, 63.12kb.
- Контрольная работа № Студент: Специальность: Курс: Форма обучения, 198.93kb.
- Кафедра «Физическое материаловедение и технология новых материалов» (фмтм), 59.94kb.
- Свойства литейных алюминиевых сплавов и области их применения. Литейные алюминиевые, 53.7kb.
На правах рукописи
Лужанский Илья Борисович
Новые легированные кремнием износостойкие сплавы и
технология их нанесения
Специальность 05.16.01 – Металловедение и термическая обработка
сталей и сплавов
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
доктора технических наук
Москва – 2011
Работа выполнена в ЗАО «НПФ Центральное конструкторское бюро арматуростроения»
Научный консультант: доктор технических наук, профессор
Дуб В.С.
Официальные оппоненты: доктор технических наук Свистунова Т.В.,
доктор технических наук, профессор, член-
корреспондент РАЕН Никулин С.А.,
доктор технических наук, профессор
Ямпольский В.М.
Ведущая организация: Институт металлургии и материаловедения
им. А.А.Байкова РАН
Защита состоится « » 2011 г. в часов на заседании диссертационного совета при Открытом акционерном обществе «Научно-производственное объединение по технологии машиностроения» (ОАО НПО «ЦНИИТМАШ») по адресу: 115088, г.Москва, ул. Шарикоподшипниковская, д. 4.
С диссертацией можно ознакомиться в научно-технической библиотеке при ОАО НПО «ЦНИИТМАШ».
Автореферат разослан « » 2011 года.
Ученый секретарь
диссертационного совета,
кандидат технических наук Е.В.Макарычева
Общая характеристика работы
Актуальность проблемы подтверждается тремя тезисами:
– износостойкость тяжелонагруженных элементов пар трения: уплотнительных поверхностей газопромысловой арматуры, кузнечно-штамповой оснастки горячего деформирования формообразующих деталей металлургического передела, рабочих органов горнодобывающей техники, - определяет эффективность технологических процессов и возможности их интенсификации. Биметаллическая деталь, выполненная изготовительной наплавкой износостойким сплавом, наиболее экономически целесообразна и предпочтительна для ударных нагрузок;
– по результатам предварительных экспериментов, даже лучшие износостойкие сплавы имеют недостатки, которые становятся лимитирующими по мере освоения новых технологических процессов и более рационального отношения к расходу дорогих и дефицитных элементов; как правило, сплавы рассчитаны на однослойную наплавку, что значительно снижает ее технико-экономическую эффективность;
– актуальна разработка гаммы унифицированных экономнолегированных износостойких сталей и сплавов на основе твердорастворного и зернограничного упрочнений кремнием, оптимальность которых очевидна с позиций теории дислокаций. Безусловный интерес представляет также развитие теории и практики изготовительной наплавки на основе разрабатываемых нами принципиально новых дисперсионноупрочняемых сплавов, обеспечивающих высокую технологичность при наплавке, механической обработке и упрочнении. Намечено повысить эффективность разработок на основе создания методик комплексного изучения изнашивания сплавов с позиций металловедения и трибологии.
Востребованность и актуальность диссертации подтверждают выполнение ее разделов в соответствии с планом научно-исследовательских работ на 1978-1990 г.г. Координационного Совета по сварке при ГКНТ СССР и присвоение премии Совета Министров СССР за «Разработку и внедрение комплекса металлургических и технологических процессов восстановления деталей машин» (авторский диплом 08749 от 12.04.1990).
Цель работы:
– разработать и реализовать концепцию создания гаммы высокоизносостойких сталей и сплавов на основе твердорастворного упрочнения кремнием и в сочетании с сигма-фазой или карбидами, карбоборидами, карбонитридами;
– разработать экономнолегированные износостойкие стали и сплавы, обладающие комплексом свойств для изготовительной наплавки, и технологию их нанесения.
Для достижения поставленной цели, в работе решены следующие задачи, имеющие научное, методическое и практическое значение:
1 Решена важная научно-техническая задача повышения износостойкости штамповых сталей для автоматизированных кузнечно-штамповых комплексов: показано, что легированная кремнием сталь 09Х32Н9М3 приобретает теплостойкость (10800С) и жаропрочность (
 , существенно превышающие аналогичные характеристики лучших штамповых сталей и износостойких сплавов. Разработку сплава базировали на развиваемой нами концепции превалирующей роли в процессе изнашивания кремнийсодержащей окисной пленки на жаропрочном подповерхностном слое поверхности трения. Износостойкость стали 09Х32Н9М3С2 (ОЗШ-6) в 1,4-2,2 раза превышает лучшие функциональные аналоги: высоколегированную штамповую сталь 3Х2В8 и износостойкий сплав 10К18В11М10Х3СФ, - в условиях эксплуатации супертяжелонагруженной кузнечно-штамповой оснастки радиально-ковочных комплексов, автоматических кузнечных линий и металлургического оборудования.
, существенно превышающие аналогичные характеристики лучших штамповых сталей и износостойких сплавов. Разработку сплава базировали на развиваемой нами концепции превалирующей роли в процессе изнашивания кремнийсодержащей окисной пленки на жаропрочном подповерхностном слое поверхности трения. Износостойкость стали 09Х32Н9М3С2 (ОЗШ-6) в 1,4-2,2 раза превышает лучшие функциональные аналоги: высоколегированную штамповую сталь 3Х2В8 и износостойкий сплав 10К18В11М10Х3СФ, - в условиях эксплуатации супертяжелонагруженной кузнечно-штамповой оснастки радиально-ковочных комплексов, автоматических кузнечных линий и металлургического оборудования.2 Установлено качественное изменение характера изнашивания ножей горячей резки и раскатных валков при содержании кремния в сплаве ОЗШ-6 около 1,1%: на поверхности трения исчезает микросхватывание, - что подтверждает развиваемую нами концепцию определяющего влияния кремния на обе составляющие износостойкости: свойства пленки вторичных структур, жаропрочность и теплостойкость подповерхностного слоя поверхности трения.
3 Установлен эффект повышения износостойкости при газоабразивном изнашивании стали 09Х30Н10М1, легированной 1,7% кремния. На основе изучения влияния структурного и фазового состава на упрочнение и изнашивание, разработан дисперсионноупрочняемый сплав 09Х30Н10С2М1 (ОЗН-8) для изготовительной наплавки уплотнительных поверхностей газопромысловой арматуры.
4 Решена научно-техническая задача повышения стабильности служебных характеристик наплавленного металла электродов средней твердости: разработаны электроды ОЗН-300М и ОЗН-400М, стали 15Г3С1 и 17Г4С2, реализующие механизмы твердорастворного и зернограничного упрочнений кремнием α-раствора, независимые от скорости охлаждения наплавленной детали и обеспечивающие повышение износостойкости при трении металл по металлу и абразивном изнашивании (в 1,5-1,8 раза).
5 На основе исследования влияния легирования кремнием, углеродом, хромом и бором на структуру и свойства стали 17Г4С2 разработана сталь 50С4Х4Г3ЮР (ОЗН-6), ресурс которой при ударноабразивном изнашивании грунтов 3-4 категории прочности в 1,2-1,6 раза превышает лучшие функциональные аналоги: стали 80Х20Р3Т и 120Х14В13Ф2. Твердорастворное и зернограничное упрочнение выпадают из обычно применяемой схемы: аустенитно-мартенситная матрица и карбиды (или карбобориды), - и открывают новые перспективы разработки эффективных износостойких материалов для условий ударноабразивного изнашивания.
6 Экспериментально установлено положительное влияние ванадия (0,4-0,7%) и азота (0,1-0,2%) на износостойкость стали ОЗН-6 при разработке мерзлых грунтов 4 и 5 категорий прочности и улучшение свариваемости со сталью 110Г13Л. Сплав ОЗН-7 (80Х6Г6С3РАФ)сочетает высокие износостойкость (εХ4-Б = 3,61) и сопротивляемость ударам (до энергии единичного удара Ее.у. = 2,5 · 105 Дж/м2), что обеспечивает повышение ресурса наплавленных долотьев и черпаков драг до 2-крат, по сравнению со сталью 110Г13Л. Исследовано влияние структурного и фазового состава на износостойкость.
7 Решена научно-техническая, актуальная с 1935 года, задача повышения жаростойкости (при отжиге) и износостойкости при резании металла низколегированных вольфрамом быстрорежущих сталей. Путем легирования кремнием и алюминием хромомолибденованадийвольфрамовой стали, разработан сплав 100Х5М8В2Ф2С2Ю (ОЗИ-6) для изготовительной наплавки многолезвийного металлорежущего инструмента, ресурс которого превышает в 1,4-2,2 раза стойкость стали Р18. Исследовано влияние кремния на рабочие характеристики сплава ОЗИ-6.
8 Установлена и реализована возможность повышения сварочно-технологических и служебных характеристик железомедных и железоникелевых сплавов для холодной сварки ответственных конструкций из серого чугуна путем их легирования кремнием (0,5-0,8%) и бором (0,2-0,5%) для достижения самофлюсующих свойств - электроды ОЗЧ-6 и ОЗЧ-7.
9 Показана возможность снижения содержания дорогого и дефицитного никеля (обычно 50,0-55,0%) в сварном шве до 31,0-32,0% без увеличения протяженности и твердости зоны отбела за счет достижения самофлюсующих свойств легированием кремнием и бором железоникелевого сплава. Это техническое решение и разработанная технология легирования никелем сварного шва через шлам существенно повышают технико-экономические показатели разработанного электрода ОЗЧ-7.
10 Разработаны и внедрены при строительстве теплотрасс принципиально новые конструкция раструбно-конусного крепления труб из ВЧШГ, сварочные материалы и технология сварки.
11 Опыт изучения зависимостей «химический состав-структура-свойства» применили при создании специальных сталей: стали с повышенной жаропрочностью и жаростойкостью для изготовления металлоформ центробежного литья труб из ВЧШГ и хладостойкой повышенной прочности свариваемой стали для литых корпусов арматуры нефтепровода «ВСТО».
Структура диссертации представлена на таблице 1.
Научная новизна работы.
1 Разработана концепция создания экономнолегированных износостойких сталей на основе твердорастворного упрочнения кремнием, показана эффективность его сочетания с σ-фазой или карбидами, карбоборидами, карбонитридами. Экспериментально установлены концентрации кремния, обеспечивающие высокую износостойкость для основных видов изнашивания. Близкие значения «критического» содержания кремния для сплавов различных структурных классов и видов изнашивания указывают на универсальность свойств исследованных твердорастворного и зернограничного упрочнений и их ведущую роль в повышении износостойкости.
2 Предложена физическая модель изнашивания легированных кремнием сталей при высокотемпературном трении металл по металлу, согласно которой износостойкость обеспечивает взаимодействие трех факторов: жаростойкой, с высокой регенерирующей способностью кремнийсодержащей пленки вторичных структур, жаропрочного подповерхностного слоя поверхности трения и его упрочнения диффундирующими атомами молибдена, для которых окислы кремния – барьер для диффузии.
Модель реализована при разработке сплавов 09Х32Н9М3С2 и 09Х32Н10М3С1ФЮ для наплавки супертяжелонагруженной кузнечноштамповой оснастки.
3 На основе электронно- и рентгенографического исследований предложена гипотеза механизма повышения кремнием износостойкости при газоабразивном изнашивании: диффузия кремния к поверхности раздела «металл-окисная пленка» упрочняет подповерхностный слой поверхности трения и замедляет образование и слияние микропустот; кремний также уменьшает количество мартенсита деформации и тем самым увеличивает релаксацию напряжений трения.
Плотность дислокаций растет до 1010-1011 см-2, а исчерпание возможностей их скольжения, из-за высокой дисперсности σ-фазы, приводит к фрагментации тонкой структуры и двойникованию. Это снижает энергию внутреннего трения и повышает износостойкость разработанного сплава 09Х30Н10С2М1.
Таблица 1 Структура диссертационной работы

Достоверность результатов исследований гарантируют точность современного технологического и исследовательского оборудования, передовые аттестованные методики, безусловная воспроизводимость результатов в условиях высококвалифицированных заводских лабораторий, сопоставление результатов наших исследований с экспериментальными данными, полученными коллегами. Достоверность подтверждается также успешным внедрением разработок в различных отраслях промышленности.
Практическая значимость.
Результаты реализации научных положений, разработанных в диссертации:
- гамма (17 марок электродов) новых легированных кремнием износостойких сплавов для основных видов изнашивания в металлургии, машиностроении, нефтяной, газовой и горнодобывающей промышленности, успешно применяемых в течение 30 лет;
- высокоэффективные технологии изготовительной наплавки (разработанными электродами) тяжелонагруженных элементов пар трения для условий интенсивного изнашивания: металл по металлу при высоких температурах и удельных давлениях, абразивном, газоабразивном, коррозионномеханическом и импульсно-ударном.
Личный вклад соискателя состоит в постановке задач и инициативе проведения исследований, обработке и анализе полученных экспериментальных данных. Все экспериментальные исследования и внедренческие работы проведены лично автором или при его активном участии.
Апробация работы. Основные научные положения, методические разработки и практические результаты работы представили и обсудили на симпозиумах, конференциях и семинарах, в том числе: Всесоюзных конференциях МДНТП, 1981-1985 г.г., ИЭС им.Е.О. Патона, 1983-1987 г.г., Кишинев, 1985, Андропов, 1986, Москва, МИНХ и ГП 1987-1989; семинаре «Новые технологии в сварке ответственных конструкций из чугуна», Липецк, 2003-2005 г.г.; семинарах «Перспективные энергосберегающие технологии», Кемерово, 2005 и С.-Петербург, 2005-2006.
Публикации результатов исследований. По теме диссертации опубликовано 56 научных работ, включая 29 публикаций в научно-технических изданиях (16 в научных журналах, рекомендуемых ВАК, из которых 11 в журналах, включенных в международные базы цитирования), 19 авторских свидетельств, 5 патентов и 3 монографии: Лужанский И.Б. Перспективные способы наплавки. – Москва: Машиностроение, 1984 – 56 с.; Яровинский Х.Л., Лужанский И.Б., Сидлин З.А. Современные наплавочные электроды. – Москва: институт Черметинформация, 1987 – 32 с.; Памфилов В.А., Грядунов С.С., Майоров В.В., Данильченко Б.В., Гринберг Н.А., Драгилев Б.Л., Суслов А.А., Кузнецов Л.Д., Самсонович Е.Н., Лужанский И.Б., Гусилов Ю.И. Обеспечение износостойкости изделий. Повышение долговечности поверхностей, изнашиваемых в условиях низких температур, методами наплавки. Методические рекомендации МР № 244-87, М., ВНИИНМАШ ГОССТАНДАРТА СССР, 1987, 28 с.
Структура и объем работы. Диссертация состоит из введения, 8 глав и основных выводов и приложения (акты внедрения разработанных сплавов и технологии их нанесения). Она изложена на 328 страницах, содержит 126 рисунков и 63 таблицы. Список литературы содержит 195 наименований.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении раскрыта сущность и подтверждены актуальность и важность рассматриваемых в диссертации научно-технических проблем, изложены общая характеристика и основные направления работы. Приведена аннотация научных и практических положений, выносимых на защиту.
В первой главе дан аналитический обзор современных концепций разработки износостойких сплавов на основе анализа механизмов изнашивания, который может быть сведен к следующим выводам:
– эффективность исследования и разработки перспективных материалов может быть повышена путем более глубокого изучения связи трибологии и металловедения;
– даже лучшие износостойкие сплавы имеют недостатки, которые становятся лимитирующими по мере внедрения новых технологических процессов и более рачительного отношения к расходу дорогих и дефицитных элементов, они нетехнологичны при изготовительной наплавке;
– проведенное нами исследование механизмов упрочнения и изнашивания сплавов 15Х15Н10С5М3Г, 15Х28Н10С3ГТ и 15Х28Н10С3М2ГТ (ЦН-18, ЦН-19 и ЦН-20, ГОСТ 10051-75) позволяет предположить, что на основе легирования кремнием можно разработать высокоэффективные износостойкие сплавы для основных видов изнашивания деталей и узлов в металлургии, машиностроении, энергетике, нефтяной, газовой и горнодобывающей промышленности. Особо важное значение приобретают классификация и унификация разработанных легированных кремнием износостойких сплавов с позиций металловедения и трибологии и разработка технологии их нанесения;
– эффективный способ повышения износостойкости - создание сталей с микрогетерогенной структурой на основе твердорастворного упрочнения кремнием и дисперсных легированных кремнием фаз, оптимальной с позиций дислокаций и концепции усталостного механизма изнашивания.
Во второй главе описана методика исследования влияния химического состава и структуры на упрочнение и изнашивание сплавов в различных условиях трения.
Износостойкость опытных сплавов исследовали в соответствии с «ГОСТ 23.201-78. Газоабразивное изнашивание. Метод испытания на газоабразивное изнашивание с помощью центробежного ускорителя» при скорости частиц кварцевого песка V = 120 м/с и углах атаки 15-90о; «ГОСТ 17367-71. Металлы. Метод испытания на абразивное изнашивание при трении о закрепленные абразивные частицы», машина Х4-Б, определение
 Х4-Б; «ГОСТ 23.208-79. Метод испытания материалов на износостойкость при трении о нежестко закрепленные абразивные частицы», машина НК, определение НК; ударно-абразивное изнашивание - машина «Ротор» с энергией единичного удара от 105 Дж/м2 до 2,5×105 Дж/м2; способность сплавов противостоять ударам оценили на копре ВНИИСТ, при этом удельную энергию удара выбрали близкой к реальной для горнодобывающей техники.
Х4-Б; «ГОСТ 23.208-79. Метод испытания материалов на износостойкость при трении о нежестко закрепленные абразивные частицы», машина НК, определение НК; ударно-абразивное изнашивание - машина «Ротор» с энергией единичного удара от 105 Дж/м2 до 2,5×105 Дж/м2; способность сплавов противостоять ударам оценили на копре ВНИИСТ, при этом удельную энергию удара выбрали близкой к реальной для горнодобывающей техники.Кинетику упрочнения и изнашивания изучали методами металлографического, рентгено- и электронографического анализов.
Исследования процессов зарождения и развития трещин в биметалле провели на установке «Ала-Тоо», позволяющей наблюдать микроструктуру металла и фиксировать процесс разрушения образцов.
Участие в эксперименте серий сплавов равной твердости (как в исходном, так и термообработанном состоянии) позволило дифференцировать влияние кремния на свойства подповерхностного слоя поверхности трения и пленки вторичных структур.
Сплавы получили ручной или автоматической наплавкой, апробированы другие способы производства и нанесения. Проведены эксперименты по: закреплению пластин из сплава ОЗИ-6 на резцах и фрезах пайкой, получению биметалла Ст 40Х + 09Х32Н9М3С2 методом прокатки, по изготовлению биметаллических уплотнительных поверхностей арматуры Ст 12Х1МФ + ОЗН-8 методом склеивания пластин, изготовлению литых биметаллических клыков и рыхлителей Ст 110Г13Л + ОЗН-6.
Апробацию выходных вариантов сплавов проводили в реальных условиях эксплуатации биметаллических деталей и узлов.
Металлографические исследования провели на следующем оборудовании: дифрактометры ДРОН-2 и ДРОН-3, электронные микроскопы «ISM-6060», «CAMEBAX».
В процессе исследования методику разработки сплавов корректировали, добиваясь сходимости результатов лабораторных испытаний и промышленной апробации.
В третьей главе изучено влияние кремния на упрочнение и изнашивание хромоникелевых и хромоникельмолибденовых сталей в условиях трения металл по металлу при высоких давлениях и температурах, характерных для эксплуатации кузнечно-штамповой оснастки горячего деформирования, на рабочих поверхностях которой температуры достигают 950-10500С, а удельное давление до 3000 МПа. Наш опыт разработки сплавов для уплотнительных поверхностей арматурых) и анализ поведения штамповых сталей показали, что износостойкость обусловлена двумя факторами: теплостойкостью и жаропрочностью подповерхностного слоя поверхности трения и жаростойкостью кремнийсодержащей пленки вторичных структур.
В то же время, теплостойкость лучших штамповых сталей 4Х5МФС и 3Х2В8Ф не превышает 6000С. Легирование кобальтом (8%) увеличивает эту характеристику до 7500С, что существенно повышает ресурс инструмента, но теплостойкость ниже реальных температур на гравюре. Теплостойкость наиболее износостойких наплавочных сплавов с карбидным (90Х4М4ВФ) и интерметаллидным упрочнением (10К18В11М10Х3СФ) равна 6600С и 8000С, соответственно.
Актуальность и важность проблемы повышения стойкости штампов возрастают по мере освоения высокопроизводительных процессов штамповки жаропрочных сталей. Один из эффективных путей повышения стойкости кузнечно-штамповой оснастки – развиваемая нами технология изготовительной наплавки дисперсионнотвердеющими легированными кремнием сплавами.
Лабораторные и стендовые испытания (по разработанной нами методике) лучших отечественных и зарубежных электродов для наплавки кузнечно-штамповой оснастки показали, что кроме недостаточной теплостойкости наплавленного металла, не превышающий 8000С, им присущ по крайней мере один из существенных недостатков: низкая износостойкость при экстремальных нагрузках (на РКМ и линиях МГР), высокий уровень легирования дефицитными и дорогими элементами (кобальтом, вольфрамом), сложность (часто неразрешимая) применения при изготовлении биме-
х)Лужанский И.Б. Плазменная наплавка уплотнительных поверхностей энергетической арматуры с разработкой присадочных проволочных материалов. Дисс.степени к.т.н., ЦНИИТМАШ, 1975
таллической оснастки из-за несовместимости режимов термообработки основного и наплавленного металла; низкая технологичность при наплавке и механической обработке; низкая технологичность при серийном изготовлении электродов из-за высокого коэффициента массы покрытия.
Экспериментально установленный нами при разработке сплавов для наплавки уплотнительных поверхностей энергетической арматуры уровень легирования кремнием, хромом и молибденом уточнили сообразно с новыми, более жесткими, условиями трения. Основные легирующие элементы варьировали в диапазоне (вес.%): 0,08-0,35 С; 26,0-35,0 Cr; 0,3-3,0 Si; 0,5-5,0 Мо. Кроме того, исследовали серии сплавов, дополнительно легированные (вес.%): 0,9-1,8 V; 0,3-2,1 Nb; 0,03-0,18 N; 0,3-1,7 Cu.
Теплостойкость разработанного сплава 09Х32Н9М3С2 (электроды ОЗШ-6) достигает 10800С, жаропрочность
 и более чем в 2,0-4,0 раза превышает аналогичные характеристики сплава 90Х4М4ВФ (82 МПа) и стали 4Х5МФС (38 МПа), стойкость при ковке, резке, вальцовке и раскатке (автоматические линии Хатэбур и МГР) в 2,0-3,0 раза выше, чем у стали 3Х2В8.
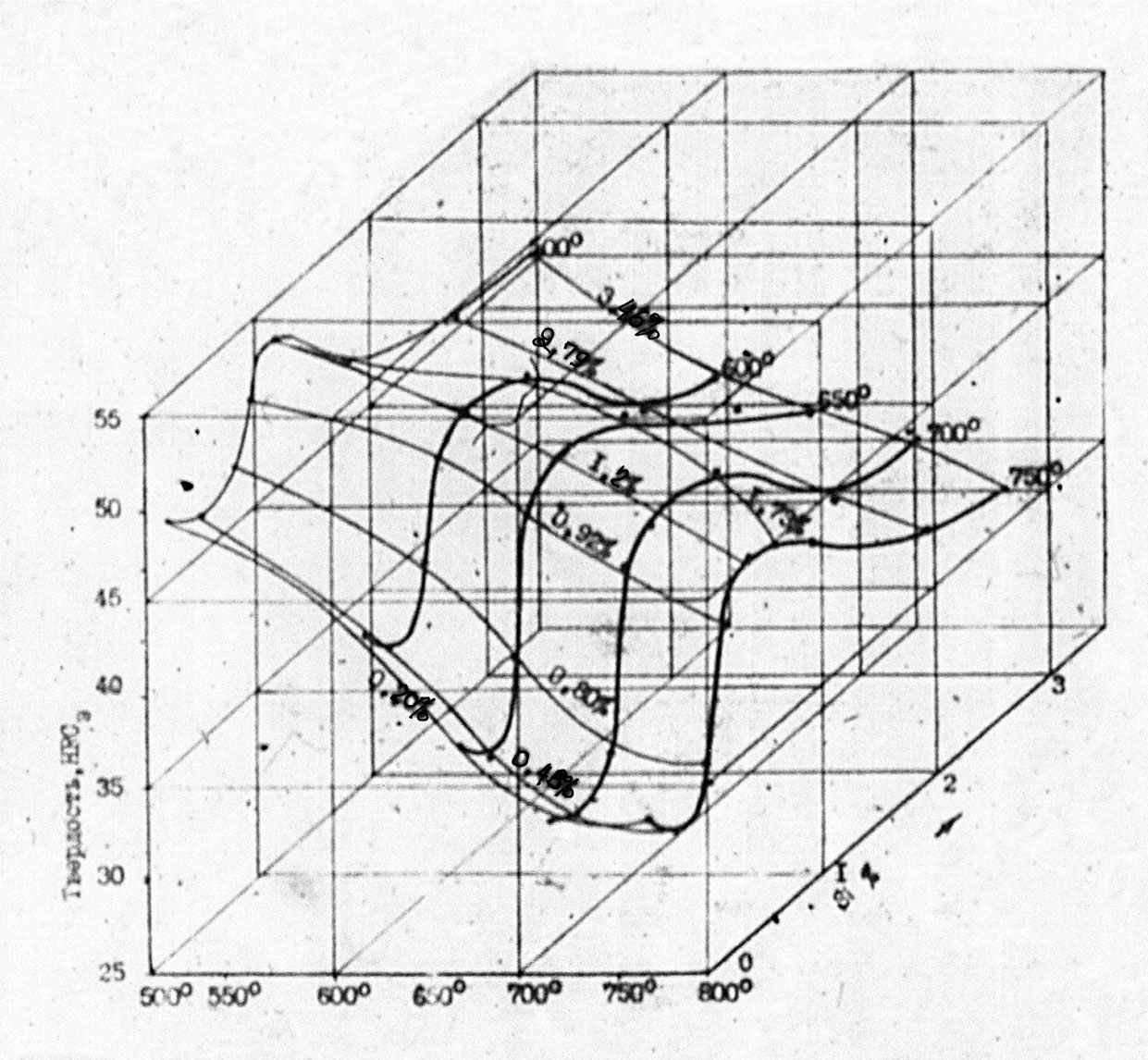
и более чем в 2,0-4,0 раза превышает аналогичные характеристики сплава 90Х4М4ВФ (82 МПа) и стали 4Х5МФС (38 МПа), стойкость при ковке, резке, вальцовке и раскатке (автоматические линии Хатэбур и МГР) в 2,0-3,0 раза выше, чем у стали 3Х2В8.Установлено качественное повышение горячей твердости при содержании кремния в сталях 09Х32Н9 и 09Х32Н9М3 около 1,1% (рисунок 1) – важной составляющей износостойкости. Кремний также способствует отсутствию микросхватывания на контактирующих поверхностях, что можно интерпретировать как его влияние на обе составляющие износостойкости: антифрикционные свойства пленки вторичных структур и металлофизические характеристики подповерхностного слоя поверхности трения, предотвращающие физический контакт трущихся поверхностей, - молекулярную и механическую.
а б
Рисунок 1 Влияние кремния на горячую твердость сталей типа 09Х32Н9 – (а) и 09Х32Н9М3 – (б)
Электроды ОЗШ-6 обеспечили в 1982-1983 г.г. на 35 заводах важнейших отраслей промышленности свыше 1,5 млн. руб. учтенного экономического эффекта при внедрении изготовительной наплавки оснастки автоматических кузнечных комплексов благодаря высокой технологичности при обработке резанием (без отжига наплавленных деталей), хорошей свариваемости и возможности термообработки по режимам, рекомендуемым для инструментальных и штамповых сталей (упрочнение в диапазоне температур 580-10500С от НRСЭ 28-32 до 52-58), отсутствию в наплавленном металле дефицитных и дорогих легирующих элементов и, как следствие, 5-ти кратному снижению стоимости электродов, по сравнению с лучшими функциональными аналогами-электродами ОЗИ-5 (10К18В11М10Х3СФ), 85.58ESAB (35В8К2Х2Б), W8Duranit (30В9Х3К2Ф).
Протяженность диффузионной зоны между первым слоем наплавки и сталью 5ХНМ - 0,04-0,05 мм, причем зона резко выраженного перераспределения легирующих элементов составляет 0,02-0,03 мм. Третий наплавленный слой по химическому составу отвечает стали 09Х32Н9М3С2. Отпуск при 700оС обеспечивает наиболее стабильное и равномерное распределение твердостей по зонам наплавленного соединения и высокие значения твердости поверхностных слоев.
Сообразно с этими результатами, определена технология наплавки: наплавка в три слоя (δ = 7-9 мм) без перегрева наплавленного металла свыше 650оС. Выбор температуры отпуска определяется условиями нагружения наплавленной детали: для высоких контактных нагрузок при отсутствии сильных ударов рекомендуется 650-750оС.
Повышение сопротивляемости стали 09Х32Н9М3С2 образованию трещин при многослойной наплавке достигли легированием ванадием (0,30-0,50%), карбиды которого благоприятно изменяют морфологию σ-фазы, и уменьшением температурно-временного интервала σ-упрочнения за счет оптимизации состава стали – электроды ОЗШ-8 и разработанный керамический легирующий флюс + Св07Х25Н13 (технология автоматической наплавки апробирована на Белорусском и Енакиевском метзаводах).
Экспериментально установлена и подтверждена практикой возможность упрочнения оснастки металлургического оборудования и автоматических штамповых комплексов, наплавленной электродами ОЗШ-6 и ОЗШ-8, непосредственно в контакте с первыми штампуемыми деталями (рисунок 2), что впервые в мировой практике сокращает технологию с семи до двух операций: наплавка (без подогрева и термообработки) и механическая обработка (без отжига).

Расстояние от поверхности трения, мм:
3 6 9
Микротвердость, Нμ
772-835 383-394 302-327
Рисунок 2. Влияние степени термодеформационного нагружения на упрочнение наплавленного металла (нетермообработанная сталь 09Х32Н9М3С2) матрицы трубного пресса 3150 т.с. ×500
В четвертой главе приведены исследования и методика разработки дисперсионноупрочняемой стали 09Х30Н10С2М1 (ОЗН-8) для изготовительной наплавки уплотнительных поверхностей газопромысловой арматуры. В качестве базового приняли сталь 09Х32Н9М3С2 (ОЗШ-6), исходили из следующих предпосылок: высокой технологичности при изготовительной наплавке; коррозионной стойкости в среде природного газа и продуктов его переработки; удовлетворительной износостойкости при углах атаки 15 и 900 (интенсивность изнашивания 0,25 и 0,65×10-3 г/кг), после отпуска при температуре 5800С, 4 ч. Далее выяснили возможность повышения износостойкости стали ОЗШ-6 путем ее легирования аустенитообразующими и карбидообразующими элементами, с целью оптимизации свойств матрицы и упрочняющей фазы в новых условиях изнашивания.
Действительно, легирование 0,8-2,5% ниобием изменяет морфологию и количество σ-фазы при старении, но это не сказывается на износостойкости.
Ванадий (0,9-1,9%) измельчает структуру и несколько повышает износостойкость (за счет высокотемпературных карбидов ванадия), по сравнению со сплавами, легированными ниобием.
Аустенитообразующие (марганец, азот и никель) изменяют кинетику σ- и мартенситного упрочнений, но износостойкость повышается незначительно, даже при α = 900, когда определяющую роль играет пластичность матрицы.
Резюме: дополнительное легирование стали 09Х32Н9М3С2, изменяя характер и соотношение структурных и фазовых составляющих, практически не сказывается на износостойкости как при скользящих, так и прямых углах атаки.
Как показал наш опыт разработки σ-стареющих сталей для экстремальных условий изнашивания, последний резерв может быть только в оптимизации состава Cr-Ni-Si-Mo-стали на основе детального изучения механизма ее изнашивания. Хром варьировали в диапазоне 24,1-33,2%, кремний – 0,2-6,3% и молибден – 0,1-6,2%.
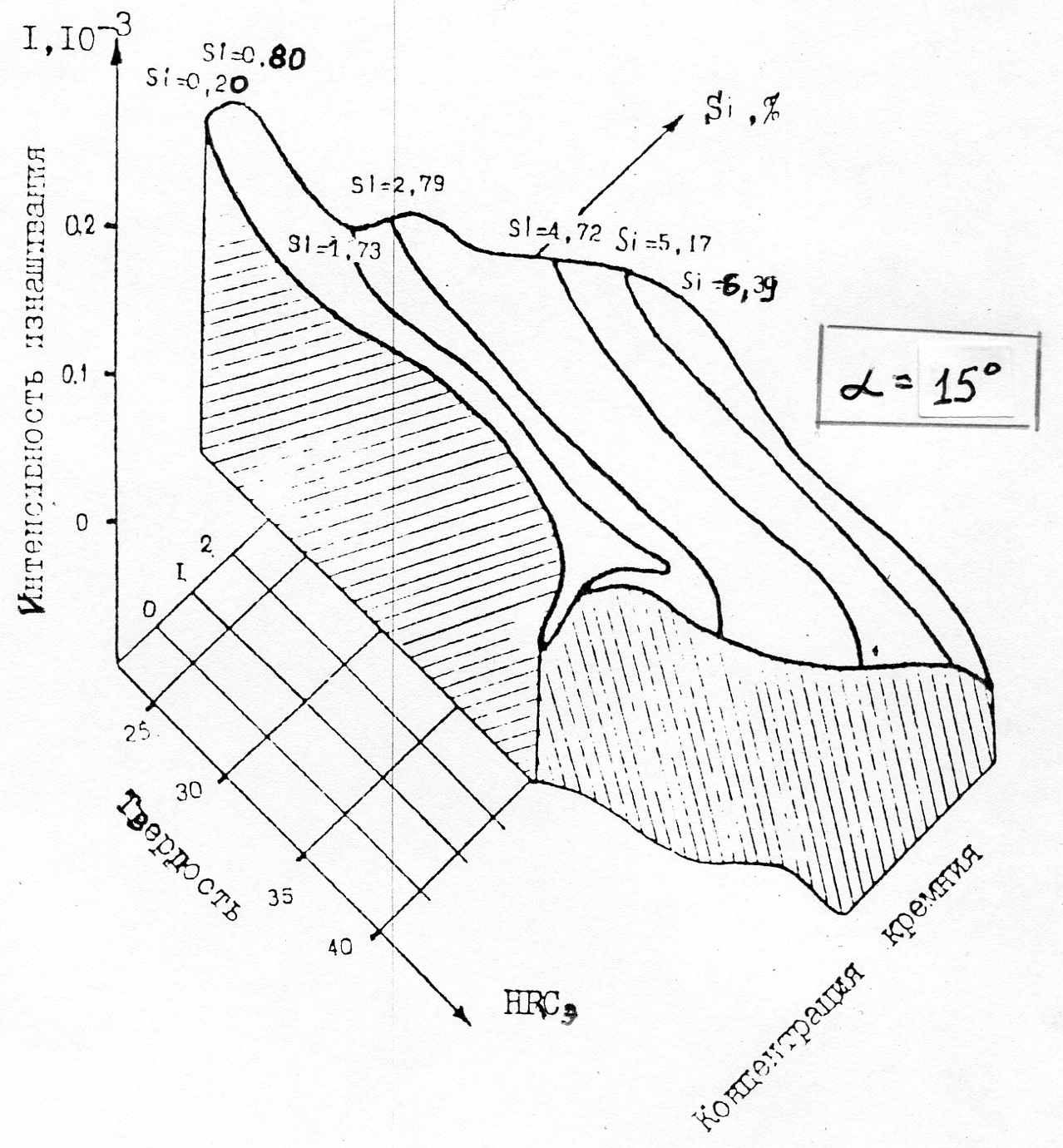
Наиболее высокая (суммарная при α = 15 и 90о) износостойкость у стали, содержащей около 1,7% кремния и упрочненной при температуре 5800С (рисунок 3).
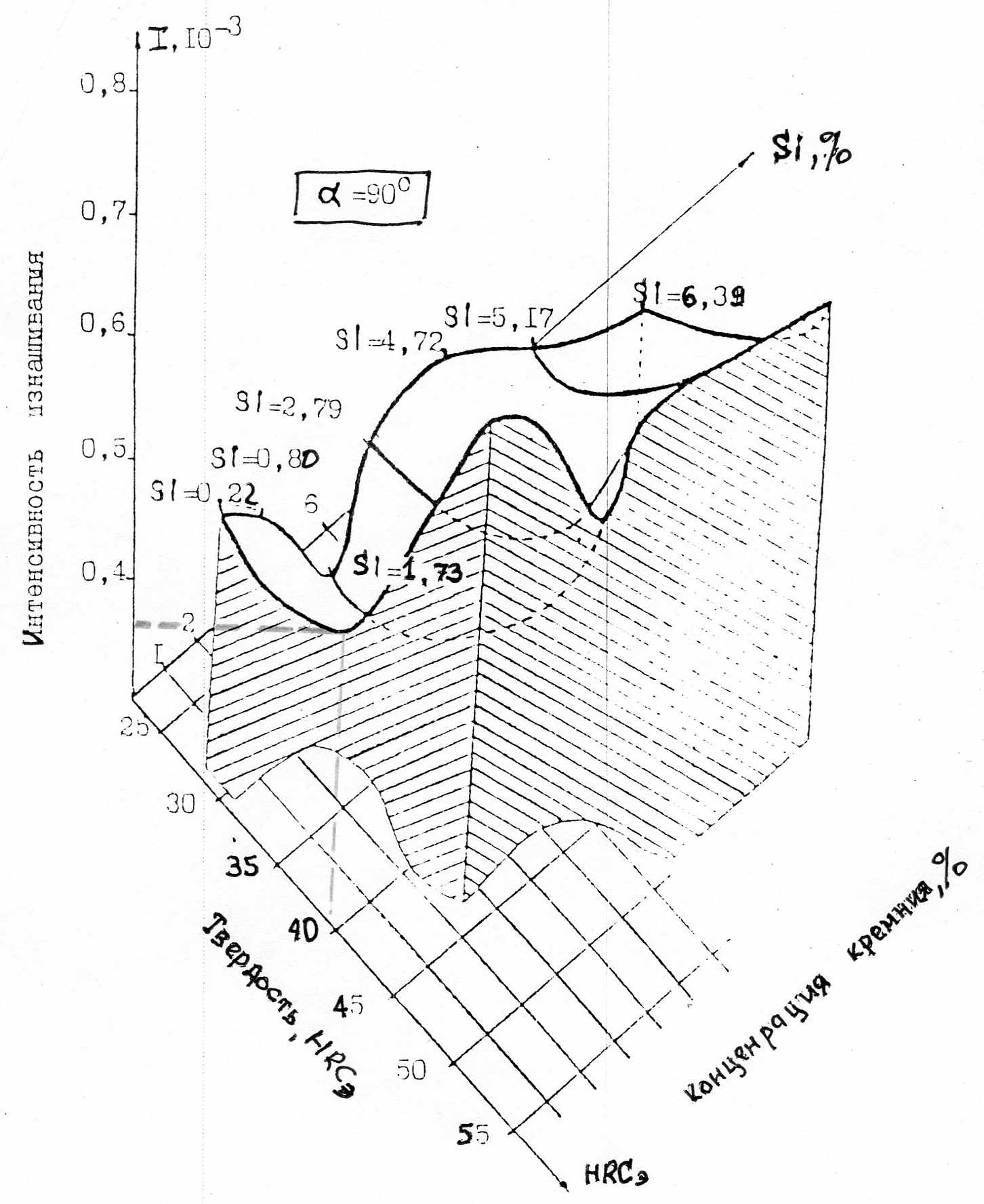
а б
Рисунок 3. Влияние кремния на газоабразивную стойкость Fe-Cr-Ni-Si-сталей: α = 150 – (а) и α = 900 – (б)
Высоколегированные кремнием стали (от 3,4 до 6,3%) имеют достаточно низкую износостойкость (особенно, при α = 900) в силу излишнего упрочнения матрицы и, как следствие, низкой ее способности демпфировать напряжения трения.
Для серии сталей Cr (30,01-33,21)-Ni (8,0-9,0)-Si (0,93-3,01)-Mo (0,24-6,23) равной твердости в исходном состоянии (32-34 НRСЭ) характерно резкое повышение износостойкости (
 и
и  ×10-3 г/кг) при Si 1,2-1,5%. Эти «критические» значения содержания кремния близки к интервалу 1,1% кремния на кривых «содержание кремния – свойства» для стали 09Х32Н9М3С2 и стали 17Г4С2, что указывает на близкий характер влияния и важную роль в обеспечении износостойкости твердорастворного и зернограничного упрочнений кремнием γ и α-растворов, при различных видах изнашивания.
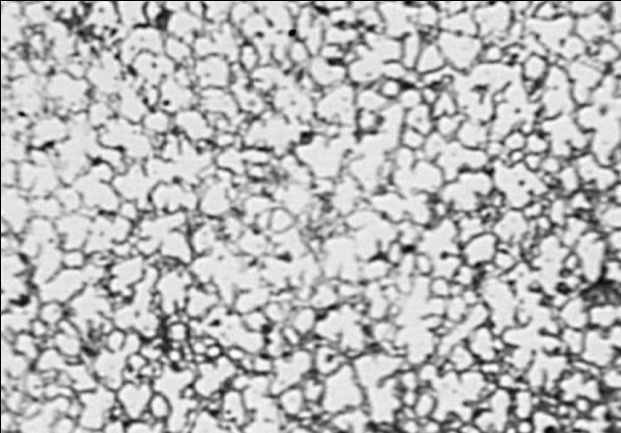
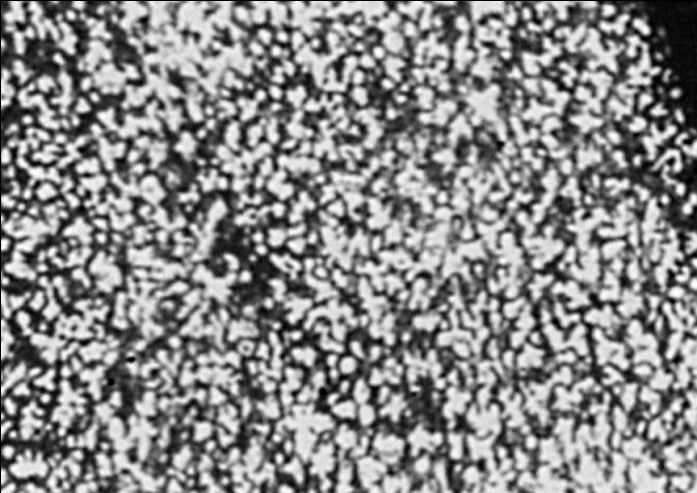
×10-3 г/кг) при Si 1,2-1,5%. Эти «критические» значения содержания кремния близки к интервалу 1,1% кремния на кривых «содержание кремния – свойства» для стали 09Х32Н9М3С2 и стали 17Г4С2, что указывает на близкий характер влияния и важную роль в обеспечении износостойкости твердорастворного и зернограничного упрочнений кремнием γ и α-растворов, при различных видах изнашивания.Плотность дислокаций, по данным электронномикроскопического исследования фольг, повышается до 1010-1011 см-2 за счет интенсификации при трении процессов сигма- и мартенситного упрочнений. Исчерпание возможностей скольжения дислокаций из-за высокой дисперсности σфазы, приводит к фрагментации тонкой структуры и образованию двойников (рисунок 4), эти процессы активны, благодаря снижению барьера Пайерлса, и релаксируют напряжения трения, повышая износостойкость сплава.



а б в
× 22000
Рисунок 4. Тонкая структура поверхности трения стали 09Х30Н10С2М1: а - деформационное упрочнение; б – двойникование; в – кристаллы мартенсита деформации
Рентгенографический анализ идентифицировал большее, чем у других сталей, упрочнение подповерхностного слоя поверхности трения при 1,73% Si как результат деформационного упрочнения при наклепе и полиморфного фазового превращения γ → α с образованием мартенсита деформации. Уменьшение кремнием количества мартенсита деформации: увеличение кремния от 0,20% до 1,73% снижает его количество от 24 до 14%, - позволяет сохранить релаксационную способность сплава при изнашивании.
При 1,73% Si наблюдали уменьшение развитости микрорельефа поверхности трения и доли хрупкого износа. При угле атаки 900 сталь ОЗН-8 изнашивается по схеме: образование выступа, слабо связанного с основой, выступ удаляется после многократного нагружения и образуется новый отвал. Стали ОЗН-8 присуще весьма редкое качество: высокая износостойкость в широком диапазоне углов атаки(15-90о), - определяемая химическим составом (в первую очередь, содержанием Si) и температурой старения. Выбранная экспериментально температура старения (5800С) фиксирует образование второй фазы на стадии предвыделения, когда ее решетка когерентна решетке матрицы и возникающие напряжения минимальны и, как следствие, мала вероятность образования микрополостей в подповерхностном слое. Кремний упрочняет этот слой, диффундируя к границе «металл — окисная пленка».
Разработанные сталь 09Х30Н10С2М1, электроды ОЗН-8 и технология изготовления наплавки уплотнительных поверхностей газопромысловой арматуры внедрены в ОАО «Шатлыкгаздобыча» и на Белозерском ГПЗ, что повысило ресурс задвижек в 1,8-2,2 раза, по сравнению с наиболее износостойкими электродами ВСН-6 (120Х14В14Ф2).
Пятая глава описывает исследование и разработку гаммы легированных кремнием износостойких сплавов для изготовительной наплавки рабочих органов строительнодорожных и горнодобывающих машин, эксплуатируемых в условиях абразивного и ударноабразивного изнашивания различной интенсивности (таблица 1).
5.1. Электроды, обеспечивающие износостойкий наплавленный металл средней твердости (НВ 250-450), находят широкое применение в различных отраслях техники. Недостаток электродов этого класса (ОЗН-350 и ОЗН-400, FoxDur200 и FoxDur350,90680-S, HF-240 и HF-330) – нестабильность служебных характеристик наплавленного металла, которая обусловлена системой его легирования (это Fe-C-Mn, Fe-C-Mn-Cr и Fe-C-Mn-Ti–стали) и, как следствие, структурой (троостит или троостосорбит), весьма чувствительной к скорости охлаждения наплавленной детали. Исследовали возможность создания экономнолегированных электродов средней твердости, обеспечивающих стабильность твердости наплавленного металла (главная приемо-сдаточная характеристика электродов), путем легирования Fe-C-Mn-стали кремнием. Полагали, что взамен γ → α превращения будет реализовано твердорастворное упрочнение кремнием.
Действительно, легирование Fe-C-Mn-стали кремнием приводит к повышению стабильности твердости и уменьшению влияния на нее скорости охлаждения наплавленного металла. Стабилизацию значений твердости наблюдали при Si = 0,9-1,1% (рисунок 5), при этом содержание марганца не должно превышать 4,4-5,0% . Увеличение содержания кремния свыше 2,5% приводит к дальнейшему росту твердости и снижению пластичности. При Si > 3,5% появляется крупноячеистая структура, а при Si > 4,5% наблюдали развитые ликвационные прослойки. Рациональная область легирования рассматриваемой системы лежит в пределах Si = 1,1-2,5% и Mn = 2,5-4,0%.
Зависимость «кремний-размер блоков-микродеформации» носит бимодальный характер: наименьшие блоки и микродеформации кристаллической решетки при Si = 0,94 и 3,84%, - что коррелирует с резким повышением износостойкости в этих точках и подтверждает принятую концепцию усталостного характера изнашивания и прогнозируемое твердорастворное упрочнение кремнием.
Новые электроды средней твердости ОЗН-300М и ОЗН-400М (тип наплавленного металла 15Г3С1 и 17Г4С2) отличаются рядом существенных преимуществ по сравнению с лучшими функциональными аналогами: стабильно высокой износостойкостью и требуемой твердостью уже во втором слое наплавки, хорошей свариваемостью с конструкционными и инструментальными сталями. Опыт широкого промышленного применения при наплавке оборудования в металлургии и машиностроении, деталей строительнодорожной и горнодобывающей техники показал высокую технико-экономическую эффективность и конъюнктурную стабильность: электроды свыше 25 лет выпускают ведущие электродные заводы.
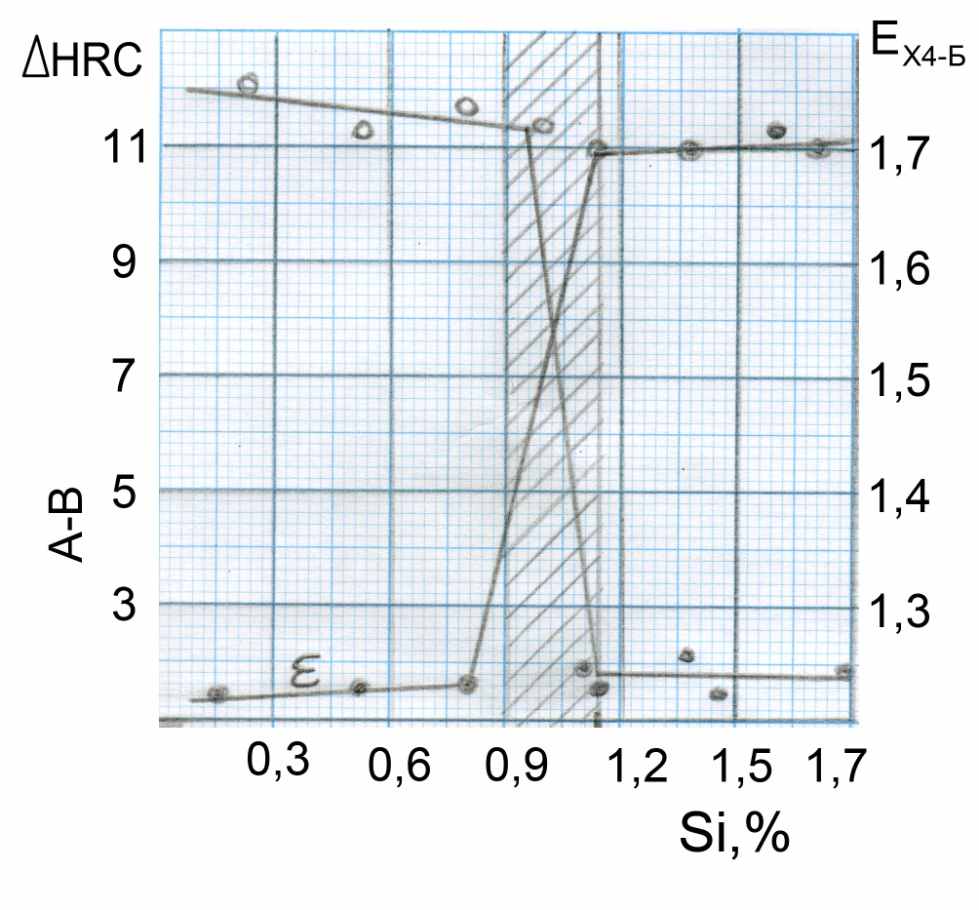
Рисунок 5. Влияние кремния на стабильность твердости (А-В) и износостойкость стали (εХ-4-Б) 15Г3С1: А – наплавка с охлаждением в воде; В – наплавка на жестком токовом режиме и без послойного охлаждения
- . Экономнолегированные электроды ОЗН-6 (50С4Х4Г3ЮР) для условий абразивного изнашивания (категория прочности грунтов 3-4 класса) с интенсивными ударами. В развитие исследований стали 17Г4С2 (ОЗН-400М), изучили возможность разработки материала, сочетающего твердорастворное и зернограничное упрочнение кремнием с карбидным и карбоборидным, для условий абразивного изнашивания с интенсивными ударами. Сплав должен восполнить отсутствие в технике экономнолегированного материала, сочетающего высокую абразивную износостойкость, сопротивляемость интенсивным ударам и технологичность при многослойной изготовительной наплавке.
Углерод повышает износостойкость до значений εХ4-Б > 2,50, начиная с 0,45%, при С > 0,7% - износостойкость уменьшается до εХ4-Б = 2,0, что можно объяснить увеличением содержания карбидов хрома, снижающих релаксационную способность сплава. Легирование хромом (3,5-4,5%) при 0,50-0,55% С повышает εХ4-Б до 2,8. Увеличение εХ4-Б от 1,9 до 2,9 обеспечивает кремний (в диапазоне 3,20%) при боре 0,6-0,9%, при этом повышается и сопротивляемость сплава ударостойкости (до 280 ударов при испытании на копре) - свидетельство перехода к твердорастворному упрочнению.
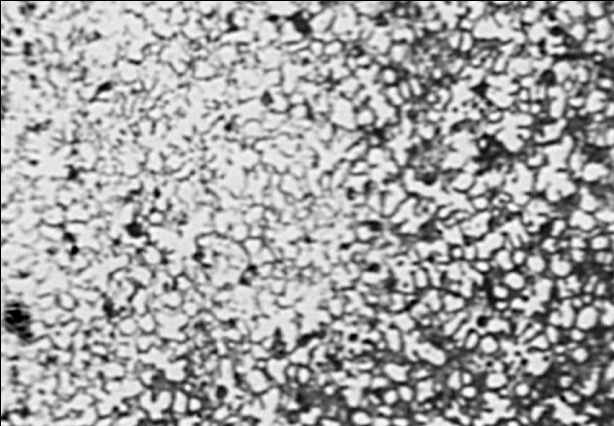
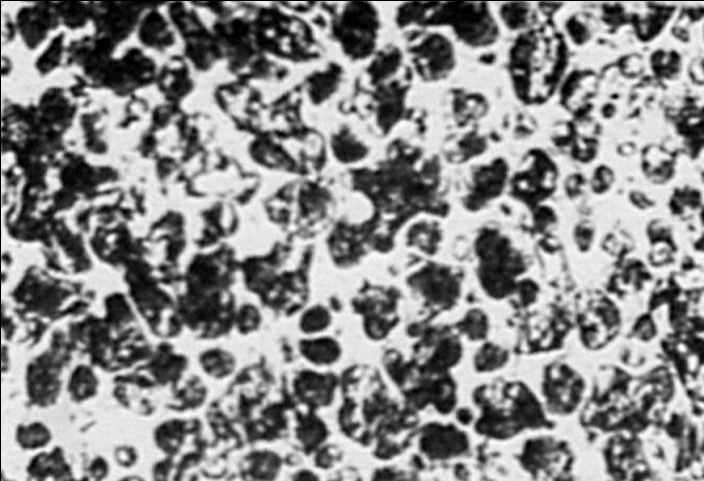
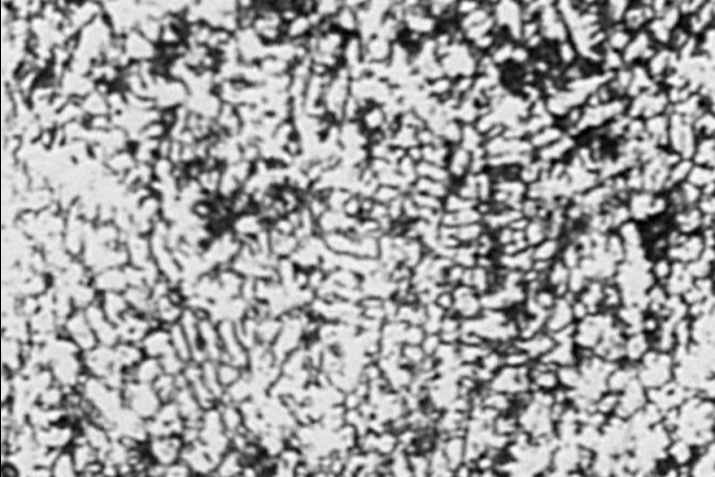
При испытании серии сталей с переменным Si = 0,91-4,18% и равной твердостью 60-62 НRСэ (за счет варьирования Сr = 3,52-4,51) наблюдали резкий скачок повышения износостойкости при Si = 3,15% от 1,9 до 2,5 εХ4-Б и εнк от 1,6 до 2,4 при сохранении ударостойкости (более 220 ударов), что подтверждает определяющую роль кремния в процессе абразивного изнашивания: повышая ресурс бездефектного пластического передеформирования подповерхностного слоя при трении и измельчая структуру сплава (рисунок 6), в том числе при трении.
Анализ результатов метало-, рентгено-, микрорентгенографического анализов и рекордных значений теплостойкости (11000С) указывает на то, что упрочнение и высокая износостойкость обусловлены, в основном, твердорастворным и зернограничным упрочнением кремнием.
Электрод ОЗН-6 и самозащитная порошковая проволока ОЗН-6-ПП (сталь 50С4Х4Г3ЮР), по результатам промышленного внедрения, обеспечивают бездефектную многослойную наплавку (до 8 слоев) и повышение ресурса в 1,2-1,6 раза, по сравнению с лучшими функциональными аналогами: 320Х23С2ГТР, 110Х14В13Ф2, 70С4Х2 (ESAB, Швеция), 100С4Х4Г2 (Чехия), Lincore 15CrMn (США). Высокая сопротивляемость стали трещинам при многослойной наплавке увеличивает по меньшей мере вдвое этот ресурс.

а)
б)
Содержание кремния, вес.%
0,91 2,44 3,15
Износостойкость
1,9 1,9 2,5 εХ4-Б
1,6 1,7 2,4 εНК
Рисунок 6. Влияние кремния на микроструктуру серии сталей типа 50С4Х4Г3ЮР (ОЗН-6) равной твердости 60-62 НRСэ за счет варьирования хрома, б - поверхность трения после испытаний на абразивное изнашивание × 500
5.3. Электроды ОЗН-7 (80Х6Г6С3РАФ) для условий абразивного износа с интенсивными ударами (категория прочности грунтов 4-5 класс, энергия одиночного удара – до 2,5·105 Дж/м2, температура эксплуатации – до -600С, высокая технологичность при наплавке на сталь 110Г13Л). В основу разработки положена идея оценить перспективность комплексного упрочнения по классической схеме: аустенитно-мартенситная матрица + карбобориды и карбонитриды, - и предмета настоящего исследования – твердорастворного и зернограничного упрочнения кремнием. Решили следующие задачи: исследовали влияние легирования сталей типа 50С4Х4Г3ЮР (ОЗН-6) ванадием и азотом на служебные и технологические характеристики (в первую очередь, сопротивляемость трещинам при многослойной наплавке и свариваемость со сталью 110Г13Л); изучили механизмы упрочнения и изнашивания сталей типа 80Х6Г6С3РАФ; на основе стали разработали электроды ОЗН-7 и технологию изготовительной наплавки деталей строительнодорожной и горнодобывающей техники.
Микроструктура во вторичных электронах и распределение легирующих элементов в микрообъемах подтверждают данные микрорентгеноспектрального анализа: кремний легирует матрицу, повышая износостойкость. При легировании сталей типа 50Х6Г6Р и 80Х6Г6Р ~ 2,5% кремния наблюдали резкое повышение износостойкости, что коррелирует с характером зависимостей «свойство = f (Si)» ранее нами изученных износостойких сплавов.
Карбиды и карбонитриды ванадия усиливает эффект кремния: износостойкость сталей типа 80Х6Г6РА при увеличении ванадия до 0,9% достигает εХ4-Б = 3,61 при ударостойкости 230 при +200С и 176 при -500С. Зона сплавления со сталью 110Г13Л аустенитная, с плавным переходом невысоких значений Нμ.
Для оптимизации стали применили метод Бокса-Уилсона, в качестве параметра оптимизации приняли абразивно-ударную износостойкость при испытании на машине «Ротор». Уравнение регрессии: у = 3,08 + 0,33Х1 + 0,31Х2 + 0,26Х3 + 0,12Х4 + 0,16Х5 + 0,10Х6, – описывает поверхность отклика, а величины коэффициентов при переменных оценивают их влияние на износостойкость. По значимости элементы располагаются в ряд: углерод, кремний (0,31), хром, бор, ванадий и азот, что хорошо коррелирует с выводами о важной роли кремния в процессе изнашивания.
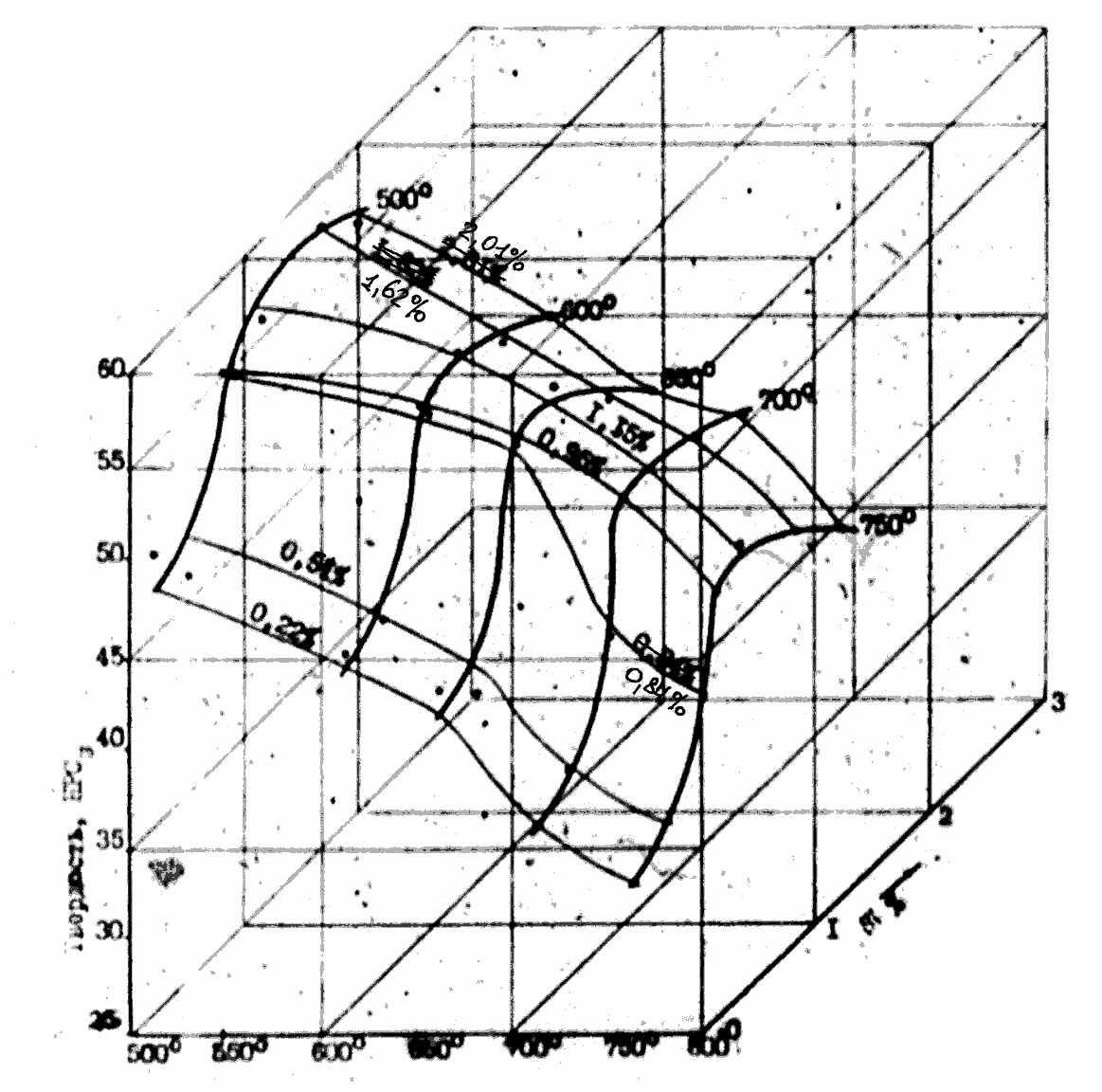
Испытания на ударноабразивную износостойкость (машина «Ротор») выходной серии сталей типа 80Х6Г6С3РАФ с переменным содержанием кремния (0,55-3,97%) показали, что: при кремнии около 3,0% обеспечиваются минимальные микродеформации решетки (Емакс = 0,03 × 10-2) и стабильность аустенита при ударах Ее.у. до 2,5 Дж/м2 × 105. Поэтому, при изнашивании большая часть напряжений трения демпфируется искажением решетки аустенита еще до начала γ→α превращения (рост микродеформаций до 0,32×10-2), при этом возрастают максимальные и вызванные перераспределением хаотических дислокаций микродеформации, появляются микродеформации, вызванные распределением упорядоченных дислокаций. В то время как, энергетического потенциала сплава, содержащего 2,01 кремния, хватает до Ее.у. < 2,5 × 105 Дж/м2, когда появляется α-фаза и ε падает до 1,33. При 3,97% кремния износостойкость при увеличении энергии удара также снижается. Легирование бором (0,9-1,1%) повышает ε сплава 80Х6Г6С4АФ от 2,90 до 3,83, что выше уровня высокоизносостойких сплавов ЦН-16 (175Б8Х6СТ) и ПП-АН170 (80Х20РЗТ) и подтверждает эффективность карбоборидного упрочнения на фоне твердорастворного.
Далее изучили кинетику зарождения и развития трещин при изгибе биметаллических образцов: сталь 110Г13Л + наплавленная износостойкая сталь, - на машине «Ала-Тоо». Высокую работу разрушения (8,1 Нм) показала сталь 80Х6Г6С3РАФ: трещины избирательно, по границам зерен, продвигаются к линии сплавления, по достижении которой наблюдали пластическую деформацию и торможение разрушения. Нарушение экспериментально установленного диапазона Si = 2,5-3,2% приводит к транскристаллитному разрушению и снижению А до 4,0 Нм. При Si = 0,51% трещина распространяется в сталь без заметной пластической деформации. В отличие от типа разрушения ОЗН-7, образцы 110Г13Л + ЦН-16 накапливают энергию и биметалл разрушается как монолит при А ~ 8 Нм. Сравнивая характер этих разрушений, с позиций теории надежности, следует отдать предпочтение первому типу.
Разработанная методика исследования механизмов упрочнения и изнашивания хорошо коррелирует с результатами промышленных испытаний и позволит реализовать установленные принципы легирования кремнием при разработке сплавов для других параметров трения.
Легирование сплава 50С4Х3Г2Р (ОЗН-6) ванадием (0,4-0,7%) и азотом (0,1-0,2%) повышает пластичность зоны сплавления сплава типа 80Х6Г6С3РАФ со сталью 110Г13Л, при увеличении углерода до 1,1% повышается количество эвтектики и свойства наплавленного соединения ухудшаются.
Внедрение технологии изготовительной наплавки электродами ОЗН-7 долотьев буровых станков повысило их ресурс в 2,5-3,0 раза, по сравнению со сталями 320Х23С2ГТР (электроды Т-620) и 110Х14В13Ф2 (электроды ВСН-6).
5.4. Исследования и разработка сплавов для других основных видов абразивного изнашивания: интенсивный абразивный износ (категория прочности грунтов 5 класса) – сплав 140Х15Н3Г3С2РА (электроды ОЗН/ВСН-9); гидроабразивный износ (детали земснарядов) – сталь 50Х8Н2С2Ф2 (электроды ОЗН/ВСН-10); трение металл по металлу и умеренный абразивный износ (разработана технология ремонта судовых двигателей) – сплав 40Х11С3М (электроды ОЗШ-7); импульсно-ударное нагружение (броневая защита специальной техники) – сталь 30ХН2МФА (электроды ЗИО-11). Все сплавы обеспечили повышение износостойкости минимум на 20-30%, по сравнению с лучшими функциональными аналогами, а их новизна подтверждена авторскими свидетельствами на изобретения. Для всех новых сплавов разработана технология изготовительной наплавки, широко применяемая в различных отраслях техники..