Общество с ограниченной ответственностью
| Вид материала | Документы |
- Решением участника №, 420.72kb.
- Утвержден, 378.19kb.
- Утверждено протокол учредительного собрания общества с ограниченной ответственностью, 503.98kb.
- Решением собрания учредителей, 297.27kb.
- Общество с ограниченной ответственностью, 8.74kb.
- «наименование», 1070.76kb.
- «Гармония» Общество с ограниченной ответственностью, 12.56kb.
- А. В. Волкогон Общество с ограниченной ответственностью: теория, закон, 2055.14kb.
- Общество с ограниченной ответственностью: порядок создания, реорганизации и ликвидации, 1583.35kb.
- Г. Москва 2011 года Общество с ограниченной ответственностью «Куда летим», 519.9kb.
О
 бщество с ограниченной ответственностью
бщество с ограниченной ответственностью«Ин–Техкомплект»
ООО «Ин-Техкомплект»
ул. Доковская, 13 г. Омск, 644040 ИНН 5501084794 / КПП 550101001
Тел. / факс 67-20-23 р./сч. 40702810000310000411 в
intk55@mail.ru Филиал «ГПБ» (ОАО) в г. Омске
к./сч. 30101810800000000828, БИК 045279828
ОКПО 76327790 ОГРН 1055501020695
| |
Руководителю предприятия
Технико-коммерческое предложение
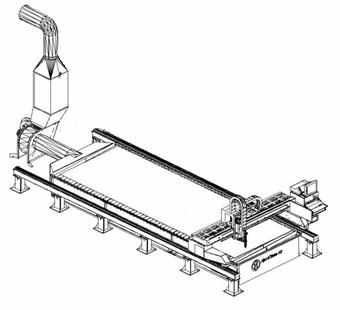
Портальная промышленная машина плазменной и газокислородной резки PP130A

Уважаемый клиент!
ООО «ИН-Техкомплект» является официальным представителем турецкой фирмы AJAN Elektronik (г.Измир, Турция) на российском рынке и предлагает Вам рассмотреть коммерческое предложение на приобретение портальной машины термической резки металла.
Компания Ajan Elektronik была основана в 1973 году. Основным продуктом производства на тот период было изготовление бесперебойных источников питания. После накопления достаточного опыта, фирма Ajan начала выпуск электроэрозионных станков, и первая партия оборудования появилась на рынке в 1975 году.
В оборудовании AJAN Elektronik сведено к минимуму использование узлов, произведенных другими фирмами, за счет собственного производства таких узлов как серводвигатель, источник питания плазменной дуги, плазмотрон, система управления ЧПУ, драйвер управления серводвигателем, система автоматического контроля и регулировки давления газов при резке и т.д.
Мы предлагаем следующее оборудование для Вашей компании:
Портальная промышленная машина плазменной и газокислородной резки листового проката;
| Модель | Источник питания | Тип резки | Кол-во суппортов | Используемые газы | Произв-ль резаков | Разрезаемые толщины, мм |
| РР | 130А | Плазменная и газокислородная | 1 | О2, Air, N2, F5, H35 / O2-LPG | AJAN/ Messer | Плазма: Низкоуглеродистая сталь Плазма: 0,8…38 (до 25*) Газ: 3,0…200 (до 120*) |
* - при проколе листа;
В моделях PР используется автоматическая система контроля давления газов при резке. При настройке параметров требуется лишь выбор марки материала, силы тока и толщины металла, а для газокислородной резки только толщины металла. К возможностям станка относятся: автоматическое регулирования длины дуги в процессе резки, определение высоты прокола листа плазмотроном тремя способами (обеспечивает начало резки практически с любой поверхности), увеличенная стойкость расходных материалов.
При газокислородной резке есть функция задержки подачи режущего кислорода для облегчения прокола листа металла, используется быстрый прогрев листа перед проколом, автоматическое, полуавтоматическое и ручное управление высотой резака в процессе резки.
Для обеспечения высокой точности перемещения и получаемых заготовок на станках термической резки моделей РР применяются серводвигатели, которые расположены: один на оси Y, два двигателя на оси Х, один на оси Z (управление высотой резаков). Дополнительный серводвигатель может устанавливаться на четвертую координату для обеспечения выполнения снятия фаски.
Плазменный и газокислородный резаки устанавливаются на один суппорт. Возможна установка нескольких газовых и плазменных резаков на один портал в зависимости от модели и размера.
Разрезаемые металлы для плазменной резки – малоуглеродистые и низколегированные стали и сплавы, высоколегированные стали и сплавы, в том числе нержавеющие, цветные металлы.
Создание карт раскроя для данного оборудования возможно выполнять в программе AutoCAD.
Для максимально качественного реза нержавеющих металлов необходимо использовать смеси газов, таких как N2, H2, Ar.
Имеется режим маркировки для рисования контуров деталей, линий гибов, центров отверстий, установочных баз и т.д.
Машина может дополнительно комплектоваться приспособлением для снятия фаски. Добавление 4-ой координаты позволяет производить не только прямолинейный, но и криволинейный раскрой и разделку листового проката.
Базовый комплект поставки оборудования
- Портал с блоком управления ЧПУ;
- Направляющие;
- Стойки под направляющие;
- Стол для раскроя металла;
- Суппорт;
- Комплект расходных материалов для газокислородного резака;
- Воздуховоды для вентиляции;
- Вытяжка с двигателем;
- Комплект шлангов подвода газов;
- Шина для укладки шлангов, управляющих и питающих кабелей;
- Направляющий короб для шины;
- Газовые регуляторы на баллоны;
- Цанговые болты для крепления стоек направляющих;
- Хомуты для фиксации воздуховодов;
- Светофильтр с креплением;
- Защитные ограждения направляющих оси Х;
- Метизы для сборки и крепления узлов станка;
- Ящики для хранения расходных материалов;
- Программа автоматического раскроя листа;
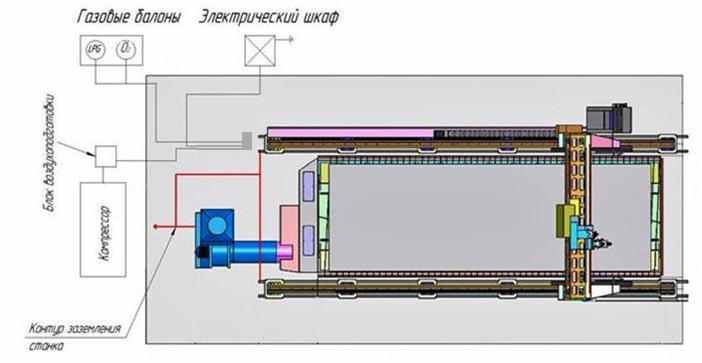
Схема. Вид сверху
Возможности системы управления ЧПУ машины термической резки
- Управление перемещением портальной машины согласно УП.
- Управление технологическим процессом термической плазменной резки металлов.
- Автоматическое управление высотой резака в процессе поджига и пробивки (опускание резака, поджиг, автоматическая пробивка металла, выход резака на заданную высоту и осуществление резки со стабилизацией зазора между резаком и листом металла).
- Загрузка управляющих программ (УП) может производиться с внутренней флэш-памяти портальной машины, с дискеты 3,5”, с пульта оператора, с клавиатуры, с USB флэш диска.
- Объем внутреннего флэш- диска позволяет хранить в памяти до нескольких сотен УП карт раскроя или до нескольких тысяч деталей для резки.
- Формат управляющих программ: ISO, ESSI, G-коды.
- Имеется возможность отдельного задания режимов с маршевой (холостые прогоны задания и отработки выполнения УП), рабочей (резка деталей) и «ползущей» (в режиме автоматической пробивки листа) скоростями.
- Система управления имеет систему защиты и блокировку от ошибочных действий оператора.
- Блокировка перемещения портальной машины при наезде на концевые выключатели.
- Блокировка запуска выполнения УП при несоблюдении необходимых условий (отсутствие давления воздуха, горючих газов и т.п.).
- Возможность остановки выполнения УП в произвольной точке с дальнейшим продолжением ее выполнения.
- Сохранение абсолютных координат резака относительно разделочного стола в энергонезависимой памяти с возможностью контроля за выходом резака или траектории движения по УП за пределы разделочного стола.
- Возможность выполнения УП в различных режимах:
Режим «резки» - выполнение УП с включением резки.
Режим «черчение» - выполнение УП без включения резки.
- Выполнение УП «вперед» и «назад» (реверс выполнения УП) – возможность движения по траектории УП в прямом и обратном направлениях.
- Возможность выполнения не только всей карты раскроя, но и произвольного фрагмента УП.
- Возможность выполнения УП в шаговом (покадровом) режиме – выполнение УП с остановкой после выполнения каждой команды УП.
- Имеется возможность плавного изменения скорости перемещения машины в произвольный момент времени как в программном, так и в ручном режимах. Диапазон изменения скорости движения - 10…125% от заданного значения.
- Возможность геометрических преобразований УП:
Поворот карты раскроя на произвольный угол.
Поворот карты раскроя для компенсации угла укладки листа металла на разделочный стол.
- Возможность привязки УП к произвольному положению резака.
- Возможность задания величины поправки на ширину реза (эквидистанты).
- На экране монитора системы управления оператору доступна вся необходимая информация о текущем режиме и состоянии портальной машины:
В графическом виде отображается карта раскроя УП.
Имеется возможность масштабирования карты раскроя листа на экране монитора и передвижение фрагмента изображения (прокрутка) для рассматривания мелких деталей в УП.
Отображение текста управляющей программы с подсветкой текущей выполняемой команды.
Отображение текущей координаты резака, скорости движения режущей головки.
Отображение в реальном времени датчиков давления воздуха, газов, воды и воздуха.
Отображение текущего давления режущих газов (для OXY моделей).
Графическое отображение карты раскроя при загрузке УП с диска.
- Отображение свободного места на диске и выдача предупреждающих сообщений при переполнении дискового пространства.
- Возможность составления новых или редактирования существующих УП с контролем на экране монитора результатов редактирования в графическом виде.
- Использование режима маркировки.
Дополнительное оборудование (не входит в стоимость)
Компрессор с блоком подготовки воздуха: вопрос установки блоков для рабочих газов заслуживает особого внимания, т.к. в машине термической резки используются электропневмоэлементы, чувствительные к чистоте подаваемых газов. Блок воздухоподготовки включает: компрессор (винтовой или поршневой), рефрижераторный осушитель воздуха, масловлагоотделитель и фильтр механической очистки.
Компания «Ажан» не производит оборудование воздухоподготовки, но наши специалисты предоставят всю необходимую информацию для выбора системы стороннего производителя.
Система очистки выбрасываемых газов
С
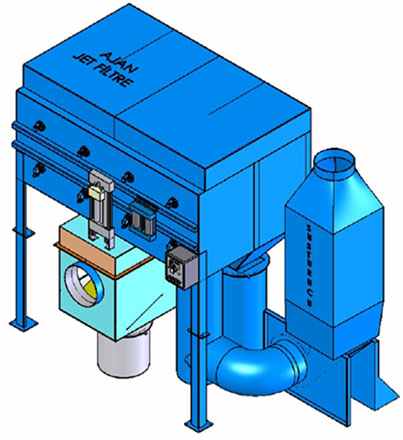 тационарный модульный фильтр с механическим способом фильтрации и системой самоочистки предназначен для очищения загрязненного воздуха от производимого при резке дыма и пыли, металлических частиц и т.п. выбросов. Для подключения фильтра к столу для раскроя металла используются металлические воздуховоды, хомуты и мягкие вставки.
тационарный модульный фильтр с механическим способом фильтрации и системой самоочистки предназначен для очищения загрязненного воздуха от производимого при резке дыма и пыли, металлических частиц и т.п. выбросов. Для подключения фильтра к столу для раскроя металла используются металлические воздуховоды, хомуты и мягкие вставки.Уровень загрязнения картриджей контролируется электронной панелью управления фильтра. Управление осуществляется с помощью контроля уровня удара за счет уменьшения частоты повторения и увеличения длительности цикла. Таким образом, уменьшается потребление воздуха системой. Мы имеем увеличение на 30% эффективности очистки площади потока воздуха картриджами от пыли за счет его вибрации от воздушного электромагнитного клапана, встроенного в корпус фильтра после его открытия. Поэтому картриджи расположены в корпусе фильтра горизонтально, а так же для удобства их замены и обслуживания. Картриджи защищены от воспламенения расположением на входе потока воздуха в фильтр пламягасительного блока, который имеется на всех столах системы вентиляции машин плазменной резки.
Пламягаситель задерживает окурки сигарет, горящую бумагу, куски тканей и собирает их в специально отведенном месте.
Очищенный воздух необходимо выводить на улицу путем соединения воздуховодов идущих на улицу с шумогасителем системы вентиляции.
Исходя из размеров станка подбирается система фильтрации. Всего их может быть 4 модели, в зависимости от площади фильтрующего элемента:
| Модель | JF6 | JF8 | JF12 | JF16 |
| Площадь фильтрующего элемента, м2 | 6 | 8 | 12 | 16 |
Дополнительное оборудование (не входит в стоимость)
Приспособление для выполнения разделки кромок
Станки AJAN серий Р могут быть оснащены устройством разделки кромок, представляющим собой один плазменный резак AJAN, размещенный на поворотном шаровом шарнире совместно с датчиком высоты. Угол разделки кромок устанавливается вручную: ось плазмотрона отклоняется от вертикали на угол соответствующий углу разделки. Привод поворота устройства разделки кромок позволяет производить не только прямолинейный, но и криволинейный раскрой и разделку. Угол разделки кромок может быть выполнен в пределах от 0 до 45°.


| Наименование | Тип резки | Угол разделки | Настройка угла разделки | Количество резаков | Производитель резака |
| Приспособление для разделки кромок | Плазменная | 0 - 45° | Ручное | 1 | AJAN |
| |
КОММЕРЧЕСКОЕ ПРЕДЛОЖЕНИЕ №443/10
| Наименование | Стоимость оборудования |
| Станок плазменной резки с ЧПУ модели РР130А с размером стола 2000 х 8000 мм | $ 91 200 |
| Станок плазменной и газокислородной резки с ЧПУ модели РР130А с размером стола 2000 х 8000 мм | $ 97 200 |
| Станок плазменной и газокислородной резки с ЧПУ модели РР130А с размером стола 2000 х 8000 мм (установлено 2 суппорта вида «плазма+газ») | $ 145 200 |
| Если Вы принимаете решение можем 3000$ скидку. | |
| Система очистки выбрасываемых газов | $ -------- |
Цена включает монтаж, обучение персонала и доставку оборудования.
Стоимость указана в долларах США без учета таможенных сборов и НДС. Условия поставки CPT.
Срок поставки составляет 30 дней с момента заключения договора до поставки оборудования в ваш город.
Продукция оплачивается в три этапа:
1.1. Предоплата в размере 30 % от стоимости машины в течение 10 рабочих дней с момента заключения договора.
1.2. Оплата в размере 60 % от стоимости машины в течение 5 рабочих дней с момента получения Заказчиком извещения о готовности машины к отгрузке.
1.3. Оплата в размере 10 % от стоимости машины после выполнения монтажа, обучения персонала и подписания акта приемки-передачи оборудования.
Гарантийное и сервисное обслуживание производится фирмой ООО «АЖАН».
Гарантийный срок эксплуатации оборудования составляет 1 год на электронные компоненты и 2 года на механические узлы машины.
Более полная и новая информация есть на сайте http://www.svarkasnab.ru
Руководитель организации ___________________________ Лузгин А.В.
(подпись)
Исполнитель:
Ведущий специалист
Бильман Александр Владимир
Тел.:\ 89139756187 businessved@mail.ru