
Пособие по установке, эксплуатации и
| Вид материала | Документы |
- Руководство по установке, эксплуатации и техническому обслуживанию уважаемый покупатель!, 509.62kb.
- Инструкция по эксплуатации комбинированного станка Optal, 642.05kb.
- Инструкция по установке и эксплуатации противотуманных фар для А/м ваз 1118 «Калина», 9.73kb.
- Инструкция по установке и эксплуатации Jøtul mf 3 Содержание, 424.29kb.
- Руководство по установке оглавление, 1846.06kb.
- Инструкция по эксплуатации Газонокосилка электрическая, 151.5kb.
- Руководителю предприятия, 64.05kb.
- Руководство по установке и эксплуатации ветрогенераторов серии «ge-s», 252.05kb.
- По установке и эксплуатации автоматического привода гаражных ворот, 782.89kb.
- Учебное пособие г. Йошкар Ола, 2007 Учебное пособие состоит из двух частей: «Книга, 56.21kb.

ПОСОБИЕ
ПО УСТАНОВКЕ, ЭКСПЛУАТАЦИИ
И
ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ
СВАРОЧНОГО ПОЛУАВТОМАТА
MIG – MAG
СВАРКА С ГАЗОМ
Используется для сварки с одножильной проволокой большого сечения и с подачей защитного газа.
СВАРКА С ГАЗОМ / БЕЗ ГАЗА
- Используется для сварки с одножильной проволокой большого сечения и с подачей защитного газа.
- Используется для сварки с самоэкранирующей проволокой без подачи защитного газа.
СВАРИВАЕМЫЙ МЕТАЛЛ И ЗАЩИТНЫЙ ГАЗ
При сварке с использованием цельной проволоки необходима подача защитного газа. Состав используемого газа зависит от типа свариваемого металла:
- в случае сварки конструкционной стали (с низким или средним содержанием углерода) подается СО2 или смесь из аргона и СО2. Использование смеси аргона и СО2 гарантирует лучшее качество сварки.
- в случае сварки нержавеющей стали подается смесь аргона и СО2 или аргона и О2.
- в случае сварки алюминия используется газ аргон.
Внимание: тип сварочной проволоки должен быть совместим с типом металла, который должен быть сварен.
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
Защита от ожогов. В целях защиты от ожогов персонал, работающий со сварочным оборудованием, должен быть обеспечен одеждой с длинными рукавами, брюками без манжет, специальными сварочными перчатками, зашнуровывающимися ботинками. Прежде чем приступить к выполнению сварочных работ, следует застегнуть все пуговицы ворота рубахи и все карманы для того, чтобы избежать попадания туда искр и окалины. До вызова сварочной дуги следует надеть защитную маску с неактиничным стеклом, которая бы защищала лицо. Ни в коем случае не следует использовать треснутые или разбитые неактиничные стекла; излучение, исходящее от сварочной дуги, может пройти через поврежденные стекла и привести к ожогам глаз и т.д. Треснутые или разбитые неактиничные стекла должны быть заменены НЕМЕДЛЕННО. Следует избегать ношения чересчур запачканной маслом одежды, так как это облегчит ее загорание или тление от попадания искр или окалины. Ни в коем случае не следует прикасаться голыми руками к горячему металлу, например, к кускам электродов или к только что сваренным деталям.
Меры предохранения от токсичного дыма. Большие неприятности и неудобства могут причинить дым, пар, тепло, которые образуются в процессе сварки. Следует побеспокоиться об их предотвращении посредством соответствующей вентиляции. Работа в закрытом помещении допустима только при условии наличия вентиляции, либо при использовании дымоуловителя.
Меры предотвращения возникновения пожаро- и взрывоопасных ситуаций. Пожаро- и взрывоопасные ситуации возникают при контакте сварочной дуги, пламени, летящих искр, горячей окалины, разогретого либо находящегося под коротким замыканием металла с горючими или легковоспламеняющимися веществами. Летящие искры либо падающая окалина могут пройти сквозь трещины, по трубам, через окна или двери, щели в стенах или в полу. Для предотвращения возникновения пожаро- или взрывоопасных ситуаций следует также хранить сварочный аппарат в чистоте и готовности к использованию, без масла или консистентной смазки. Ни в коем случае не следует производить сварочные работы, если поблизости находятся горючие или легковоспламеняющиеся вещества. После проведения сварочных работ проверьте, не остались ли в рабочей зоне искры, горячие угли и огонь.
Меры предосторожности в присутствии взрывоопасных газов. Не производите сварочных работ там, где воздух может содержать легковоспламеняющиеся пыль, газ либо пары жидкостей, типа бензина и т.п.
Меры защиты от поражения электрическим током. Не изолированные провода или любые другие открытые металлические компоненты сварочной схемы, либо схемы заземления могут явиться причиной поражения электрическим током, в том числе и с летальным исходом. Ни в коем случае не стоит касаться без надлежащей защиты влажных поверхностей во время процесса сварки. Одежда и открытые части тела должны оставаться сухими. Никогда не следует работать в месте, насыщенном влагой, без надлежащей защиты от электрических разрядов. Ни в коем случае не следует прикасаться к электроду, либо к какому-нибудь другому металлическому предмету, находящемуся в контакте со сварочной схемой, пока сварочный аппарат не отключен.
Электрические соединения. Для соединения сварочных кабелей следует использовать только изолированные электрические соединители.
Кабеля. Необходимо как можно чаще проверять кабеля в отношении обнаружения признаков их повреждений, трещин и т.д. Надлежит НЕМЕДЛЕННО ЗАМЕНИТЬ те кабеля, изоляция которых чрезмерно повреждена либо изношена во избежание летального поражения электрическим током от открытых участков кабеля.
Защитные устройства. Защитные устройства, такие как отключающие автомата (срабатывают при утечке тока) и плавкие предохранители, не должны быть отключены либо демонтированы. Прежде чем производить какие-либо операции по монтажу, контролю либо ремонту сварочного аппарата, необходимо отключить его от системы электропитания во избежание его случайного включения. В случае если аппарат должен быть оставлен без присмотра, следует обязательно отключить его от электросети.
Меры предосторожности для людей, носящих кардиостимуляторы: магнитные поля, вызванные высоким напряжением, используемым для сварки, могут оказаться вредными для тех, кто носит кардиостимуляторы. Такие люди, прежде чем приближаться к дуговой или точечной сварке, должны проконсультироваться у своего врача.
Предупреждение: Все компоненты электрооборудования сварочного аппарата были обработаны специальным защитным (антикоррозионным) составом. Поэтому сначала при эксплуатации сварочного аппарата может ощущаться запах, исходящий от этого защитного покрытия. Тем не менее, не стоит волноваться, так как по истечению первых минут работы источение запаха должно прекратиться.
ИНСТРУКЦИИ ПО УСТАНОВКЕ, ЭКСПЛУАТАЦИИ И ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ СВАРОЧНОГО АППАРАТА
Данные сварочные полуавтоматы помимо того, что являются результатом квалифицированного конструкционного и эксплуатационного опыта, соединяют в себе также и постоянное технологическое совершенствование, что гарантирует обеспечение их пользователю идеальных условий для осуществления сварочных работ. Эти аппараты могут производить сварку как стали (углеродистой стали, легированной и нержавеющей стали), так и сплавов алюминия и меди, а также любого другого сплава, который поддается сварке, и для которого будет в наличии соответствующая сварочная проволока в диаметрах совместимых с напряжением, подающимся от сварочного аппарата.
УСТАНОВКА И ПОДКЛЮЧЕНИЕ СВАРОЧНОГО АППАРАТА
Внимание: все операции по установке и подключению сварочного аппарата должны производиться только при выключенном оборудовании.
Генераторы, снабженные принудительной вентиляцией, должны быть установлены таким образом, чтобы воздух мог беспрепятственно втягиваться и выталкиваться вентилятором.
Следует избегать использования сварочного аппарата в пыльной или влажной среде.
УСТАНОВКА СВАРОЧНОГО АППАРАТА
Установите колеса, ножки и сварочную проволоку в полуавтомат как показано на Рис.1. Сварка должна производиться в сухом вентилируемом помещении.
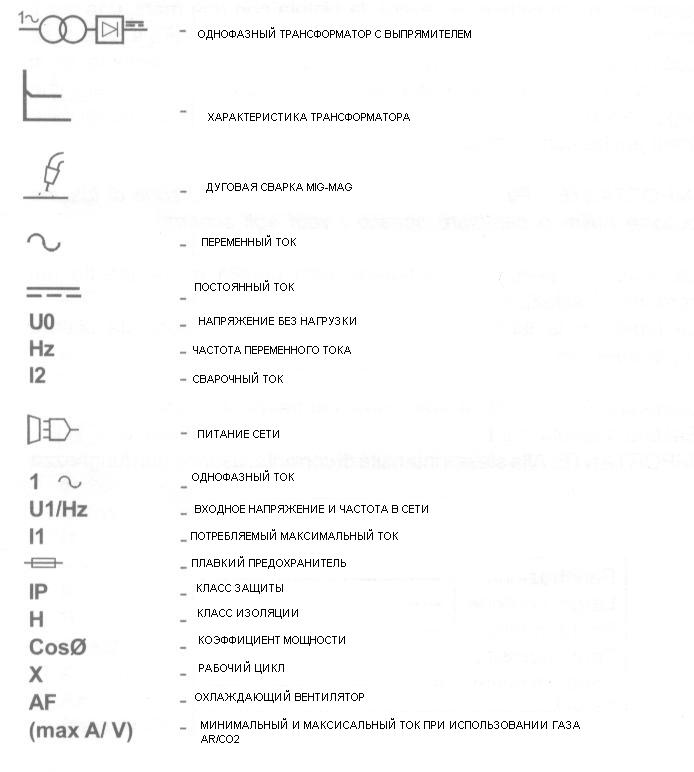
Обозначение графических символов на аппарате:
ПОДКЛЮЧЕНИЕ К ЭЛЕКТРИЧЕСКОЙ СЕТИ
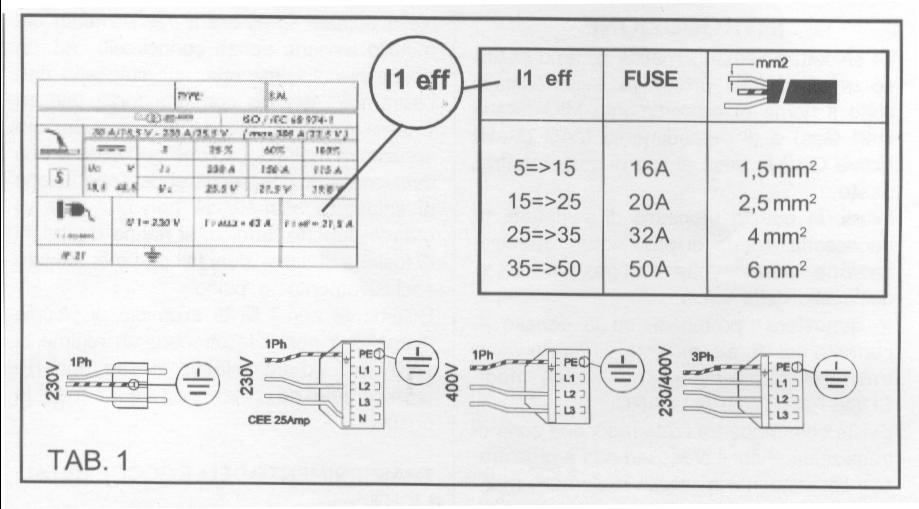
Прежде чем подключать сварочный аппарат к электрической сети, необходимо проверить соответствуют ли напряжение и частота подающегося тока показателям, указанным на заводской табличке с номинальными данными.
Предварительно убедившись, что выключатель аппарата находится в положении «0» (т.е. выключено), подсоедините его к электрической сети, обратив особенное внимание на заземление (желто-зеленый провод).
Линия электропитания должна быть снабжена системами защиты, такими как плавкие предохранители и автоматические выключатели, адекватными по мощности на случай максимального потребления сварочного аппарата.
В случае необходимости использования удлинителей питающего кабеля, они должны иметь большее сечение, чем кабель, идущий в комплекте со сварочным аппаратом.
УСТАНОВКА ГАЗОВОГО БАЛЛОНА
Проверьте, чтобы газ соответствовал тому материалу, который необходимо варить. Для обеспечения безопасности и упрощения процесса их транспортировки, используйте только небольшие и средние (максимум 15 кг) перезаправляемые газовые баллоны.
Установите газовый баллон на специальной платформе, расположенной с задней стороны сварочного аппарата, и зафиксируйте его с помощью цепи или ремня, поставляемого в комплекте с самим аппаратом.
Внимание: ни в коем случае не поднимайте на автотранспортное средство и не транспортируйте сварочный аппарат с установленным на задней платформе газовым баллоном.
Очистите от возможной грязи резьбу штуцера газового баллона.
Откройте вентиль на несколько секунд для того, чтобы немного вышел газ и, таким образом, были бы удалены посторонние частицы и пр., которые могли скопиться в редукторе.
Проверьте, чтобы хвостовик редуктора был снабжен прокладкой. Плотно закрутите гайку редуктора давления.
Подсоедините газовый шланг, исходящий от редуктора, к сварочному аппарату, зажав его металлическим хомутом. Убедитесь, что при открытом вентиле, нет утечки газа.
Внимание: когда вы не используете сварочный аппарат, позаботьтесь о том, чтобы редуктор был установлен на ноль и чтобы был закрыт вентиль газового баллона.
УСТАНОВКА КАТУШКИ СО СВАРОЧНОЙ ПРОВОЛОКОЙ
Установите катушку со сварочной проволокой (максимальный вес – 5 кг) как показано на Рис. 1. Конец проволоки должен быть обращен вверх. Убедитесь, что витки проволоки не перекрещиваются, и проволока может свободно и беспрепятственно отматываться. После этого установите кольцевую прокладку, пружину и головку D. Откусите неровный конец проволоки кусачками. Заведите конец проволоки в направляющую G горелки на несколько сантиметров. Проверьте, чтобы ось желобка ролика протягивания проволоки совпадала с осью направляющей горелки G, и чтобы эта последняя располагалась рядом с роликом (1 мм). Затем закройте рычаг зажима проволоки, и посредством ручки F отрегулируйте степень зажима между двумя роликами таким образом, чтобы проволока не пробуксовывала (при недостаточном зажиме, тогда как чрезмерный зажим может привести к деформации и к последующему застреванию проволоки).
При сварке алюминия следует отрегулировать рычаг F на минимальный зажим проволоки.
При сварке с массивной одножильной проволокой используется приводной ролик с гладким желобком (сварка с газом).
При сварке с самоэкранирующей проволокой используется приводной ролик с нарезным желобком (сварка без газа).
Для того чтобы избежать застревания проволоки в наконечнике горелки, протяните проволоку через всю длину горелки, предварительно сняв контакт-деталь. Проверьте, чтобы направляющие внутри горелки были подобраны в соответствии с присадочной проволокой, как показано на Рис. 3. Установите контакт-деталь, удостоверившись, что она того же диаметра, что проволока и газовое сопло.
Сварочный аппарат готов к работе.
ЗАПУСК АППАРАТА
Заземляющий зажим должен иметь хороший контакт со свариваемой деталью. В случае необходимости, очистите поверхность детали, куда будет крепиться заземляющий зажим.
Внимание:
- убедитесь, что вентиляционные решетки не засорены;
- не оставляйте сварочный аппарат под дождем;
- при высоком сварочном токе, высокий показатель электропотребления может сказаться на других электрических приборах, питаемых от того же источника электроэнергии.
СИСТЕМЫ ОСУЩЕСТВЛЕНИЯ СВАРКИ
1) С ИСПОЛЬЗОВАНИЕМ ЗАЩИТНОГО ГАЗА (MIG – MAG):
Откройте клапан газового баллона и отрегулируйте расход (выход) газа на уровне 3 – 5 литров в минуту.
Во избежание утечки защитного газа, рекомендуется работать в помещении без сквозняков. В противном случае необходимо или устранить причину сквозняков, или увеличить количество подаваемого защитного газа.
Прикрепите заземляющий зажим к свариваемой детали в месте, где нет краски, пластмассового покрытия или ржавчины.
Выберите напряжение сварочной дуги с помощью двух переключателей напряжения как показано на Рис. 5.
Первые позиции подходят для сварки деталей небольшой толщины от 0,7 до 2 мм. Отрегулируйте с помощью соответствующей ручки правильную скорость подачи проволоки. Шум от сварочной дуги должен быть равномерным и постоянным. При слишком высокой скорости подачи проволоки, она будет натыкаться на свариваемую деталь; напротив, при слишком низкой скорости – сварочная дуга будет слишком длинной, и проволока будет плавиться, образуя капли металла.
1) БЕЗ ЗАЩИТНОГО ГАЗА:
Для подготовки аппарата к работе по системе «Без газа», подсоедините заземляющий кабель как показано на Рис. 4.
Использование самоэкранирующей проволоки рекомендуется:
- для осуществления сварки при высоком сопротивлении обычной стали, крашенного и оцинкованного листового металла;
- для осуществления сварки на открытом воздухе, даже на ветру, когда нельзя производить сварку с использованием защитного газа);
- для осуществления сварки при неожиданном прекращении подачи газа.
Внимание: при осуществлении сварочных работ газовый баллон не должен нагреваться выше 400С.
ЗАЩИТА ОТ ПЕРЕГРУЗКИ
Автоматический термостат призван защитить аппарат от перегрузки.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ СВАРОЧНОГО АППАРАТА
Внимание: Прежде чем производить какие-либо операции по техническому обслуживанию, отключите сварочный аппарат от электрической сети.
Должное профилактическое обслуживание поддерживает оборудование постоянно в хорошем состоянии, что является гарантией непрерывности работы и продлевает срок эксплуатации генератора.
Повседневное обслуживание
Редуктор давления: при каждой замене газового баллона обязательно контролируйте состояние уплотнительной прокладки.
Газовое сопло: оно должно быть постоянно чистым, так как засоренное сопло препятствует созданию эффективной защитной среды для сварки.
Профилактическое обслуживание (раз в неделю)
Газовые трубы: следует контролировать, чтобы не было утечки газа.
Горелка: необходимо проверить, чтобы кабель не имел порезов или других дефектов, которые бы открывали внутренние провода кабеля.
Сварочные кабеля и заземление: необходимо регулярно контролировать кабеля и заземляющий зажим.
Ролики подачи проволоки: регулярно контролировать, чтобы желоба прохождения проволоки не были забиты и засорены, и чтобы была центровка входа в разъем подключения горелки.
Проволока плохого качества засоряет (забивает) направляющие, что затрудняет продвижение проволоки.
Ежемесячное обслуживание
Генератор: с помощью сжатого воздуха прочистить внутренние части генератора от пыли, которая могла там скопиться.
Ни в коем случае не направляйте струю сжатого воздуха на компоненты электрического оборудования сварочного аппарата.
ПОЛЕЗНЫЕ СОВЕТЫ
Не переключайте рабочее напряжение во время осуществления процесса сварки.
Избегайте перегибов кабеля горелки, которые могут нарушить правильную подачу проволоки и защитного газа.
Не перемещайте сварочный аппарат, таща его за горелку, сварочные или заземляющие кабели.
Поддерживайте в хороших условиях электрические кабели.
ТЕХНИКА ОСУЩЕСТВЛЕНИЯ СВАРКИ
Способность производства хороших сварочных швов с помощью техники МИГ/МАГ зависит от различных факторов. Один из самых важных, после правильного выбора проволоки и защитного газа, - это то, как во время сварочной операции сварщик держит в руке горелку. Когда это возможно (используя защитную маску типа каски), следует держать горелку обеими руками: одной контролируя выключатель горелки, а другой – касаясь детали (если она не очень горячая), поворачивая и смещая ее, в случае необходимости. Если же используется ручная маска (которую необходимо держать одной рукой), попробуйте опереть руку, которая удерживает горелку, о край маски и следовать всем телом за движениями рук.
Внимание: Чтобы иметь хороший просмотр зоны сварки, необходимо часто чистить и менять стекла маски.
Положение горелки влияет на качество и вид сварочного шва. Таблица и схема 1 демонстрируют некоторые примеры, которые могут помочь оператору сделать оптимальный выбор.
«Оттянутая назад» сварка: сварочная проволока удерживается в сварочном расплаве (ванне жидкого металла).
«Продвинутая вперед» сварка: сварочная проволока выходит из сварочного расплава (ванны жидкого металла).
Внимание: при той же интенсивности напряжения, используя небольшую длину сварочной дуги (6 – 8 мм), получается более точный сварочный расплав (ванна жидкого металла), с улучшенными характеристиками и уменьшенным разбрызгиванием.
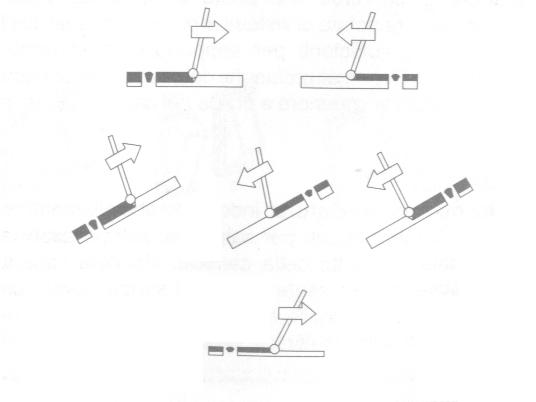
Рис. 1
| СВАРКА | «ОТТЯНУТАЯ НАЗАД» | «ПРОДВИНУТАЯ ВПЕРЕД» |
| Глубина провара | увеличивается | уменьшается |
| Ширина шва | узкая | широкая |
| Припуск | высокий | низкий |
| Пористость | меньшая | большая |
| Спекание | большее | меньшее |
| Разбрызгивание | меньшее | большее |
Примечание: при толщине свариваемой детали меньше 1,5 мм рекомендуется «оттянутая назад» сварка, при которой горелку держат в руке под значительным наклоном.