
Технический отчёт (практикум по составлению технологической документации) 2506141ПП01. 07. 20. То3
| Вид материала | Практикум |
СодержаниеНаименование изделий |
- Технический отчет. Руководящие указания для документации системы менеджмента качества, 236.03kb.
- Развитие методов определения текущей сметной стоимости строительства, 203.59kb.
- Отчет о научно-исследовательской работе; пояснительная записка к опытно-конструкторской, 14.47kb.
- «Нормирование труда и сметы», 969.45kb.
- Методические рекомендации по отбору, экспертизе ценности, научно-технической обработке, 803.96kb.
- Методические указания к курсовому проекту по предмету: «Технология ремонта пс» специальность, 222.83kb.
- Гост 1102-2011 Единая система технологической документации. Стадии разработки и виды, 181.66kb.
- Практикум Ярославль, 2004 Министерство образования и науки РФ ярославский государственный, 885.94kb.
- Продукции. Основные положения, 255.88kb.
- Договор № на оказание услуг по составлению/проверке сметной документации, 37.27kb.
Технологическая карта №______
| ^ Наименование изделий: | Гранула |
| Количество отверстий в головке: | 50 |
| Тип экструдера: | ЧП 100/35 Э-80/100Д |
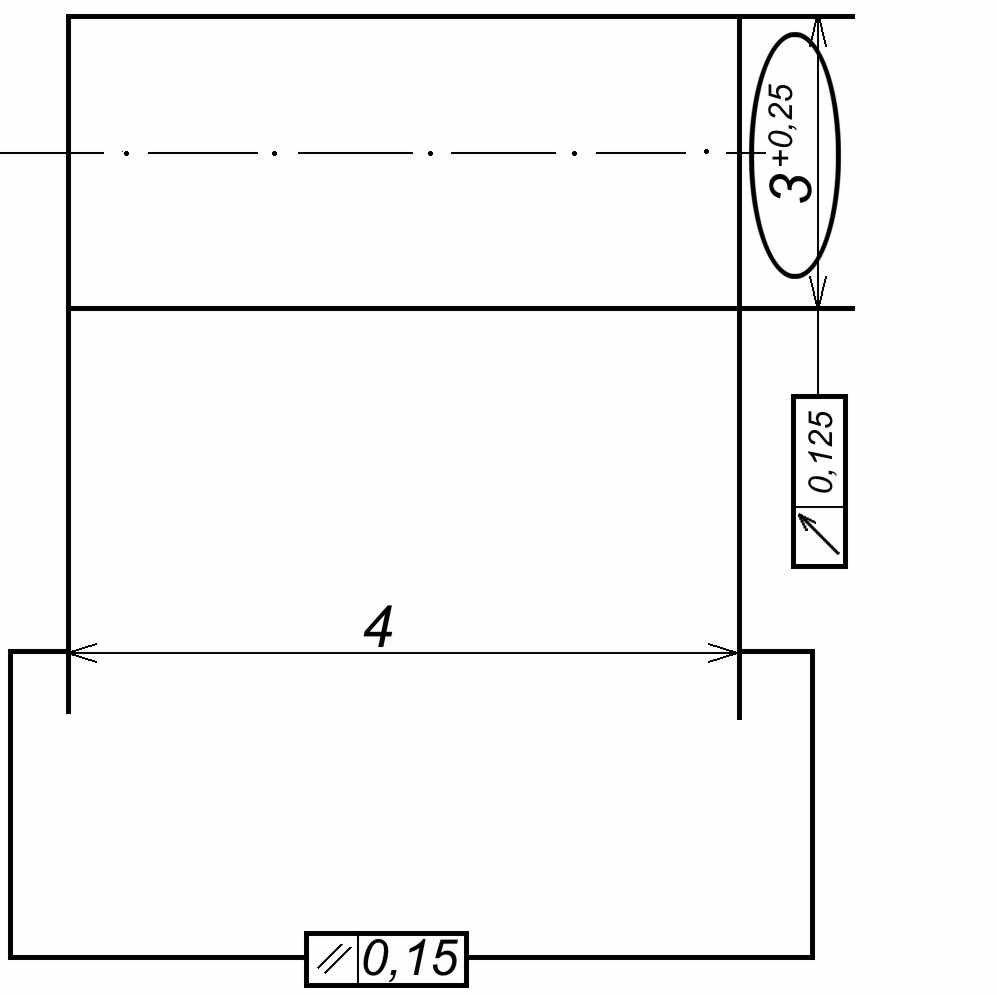
| Размер гранул: | диаметр — 3,25мм, длина — 4мм |
| Марка материала: | ПЭВД10803 – 020 |
| Количество втор. сырья: | 20 кг |
| Содержание красителя: | — |
| Содержание наполнителя: | — |
| Норма расхода на 1 тонну: | 1,02 т |
| Краситель: | — |
| Наполнитель: | — |
| Производительность: | 92,945 кг/ч |
| Норма выработки: | 743,56 кг |
| (За смену) | |
Технологические режимы переработки
Режим работы: непрерывный, автоматический
Параметры, задаваемые в программной стойке
| Температура зон обогрева экструзионной головки: | |||||
| I зона 170 | II зона 180 | | |||
| Температура зон обогрева экструдера: | | ||||
| I зона 140 | II зона 150 | III зона 160 | IV зона 170 | | |
| Давление в головке: | 10–12 МПа | ||||
| Давление в экструдере: | 6–12 МПа | ||||
| Производительность экструдера: | 80 – 150 кг/ч | ||||
| Количество шнеков: | 1 | ||||
| Характер расположения и вращения шнеков: | — | ||||
| Диаметр шнека: | 100 мм | ||||
| Отношение длины к диаметру шнека: | 35 | ||||
| Частота вращения шнеков: | 0 – 80 об/мин | ||||
| Частота вращения главного двигателя: | 0 – 1000 об/мин | ||||
| Мощность нагревателя: | 21 кВт | ||||
| Мощность главного двигателя: | 24 кВт | ||||
| Мощность экструдера: | 55 | ||||
| Вид упаковки: | Полиэтиленовые мешки рукавного типа | ||||
| Масса гранул в упаковке: | 50 кг | ||||
Наладчик____________________________
После смены записать в рабочий журнал массу бракованных изделий


Приложение №2
Формирование конструкторско–технологического кода изделия гранулы
Изделие «гранула» относится к классу изделий — деталь общепромышленного назначения, тело вращения (типа дисков, колец, шкивов, блоков, втулок, стержней, стаканов и т.д.) — сырьё для производства изделий.
Код классификационной характеристики изделия по классификатору ЕСКД — 304271
В соответствии со структурой технологического кода первым признаком технологической классификации изделия является размерная характеристика.
Изделие гранула по геометрической форме относится к симметричным изделиям, поэтому кодирование изделия проводится по таблице 0.1
Исходя из кодируемых размеров изделия: наибольший наружный диаметр — 3,25 мм; длинна — 4 мм; центральное отверстие — отсутствует.
Код размерной характеристики — 160
Код признака «характеристика массы» назначают по таблице 0.3
Масса изделия 0,000026 кг, что соответствует коду — 1
Код признака «характеристика сложности» назначают по таблица 0.4 в зависимости от кода KS

 Ks — суммарный результат;
Ks — суммарный результат;K1 — код, определяемый по количеству составных частей;
K2 — код, определяемый по наивысшей степени точности;
К3 — код наличия контрольно-регулировочных операций;
К4 — код условий безопасности труда;
α1 ... α4 — весовые коэффициенты;
α1 = α2 = α3 = α4 = 1.
Коды К1–К4 определяются по таблице 0.4.1
Исходные данные для таблицы 4.1:
Количество составных частей — 0
Наивысшая степень точности — 14 квалитет
Количество контрольно–регулировочных операций — 0
Условия труда — тяжёлые и вредные
K1 = 0
K2 = 2
К3 = 1
К4 = 5
 Значению КS = 2 по таблице 0.4 соответствует код изделия по признаку «характеристика сложности» — 3
Значению КS = 2 по таблице 0.4 соответствует код изделия по признаку «характеристика сложности» — 3 Признак «вид изделия по технологическому методу изготовления» кодируют по таблицы 0.5. Изделия изготавливают формованием.
Признак «вид изделия по технологическому методу изготовления» кодируют по таблицы 0.5. Изделия изготавливают формованием.Код признака — 7
Таким образом, классификационные группировки основных признаков технологической классификации имеет код (постоянная часть технологического кода) — 160127.
Переменную часть технологического кода формируют по таблице раздела 4
Код признака «площадь формования» назначают по таблице 4.1
Для данного изделия площадь формования — 0,07065 см2
Код признака — 1
Код «признака толщина стенки» определяют по таблице 4.2. Толщина стенки должна быть максимальной:
Для толщины стенки 20 мм код признака — 3
Код признака «формовочный материал» назначают по таблицам 4.3 и 4.4. В данном случае при изготовлении используется группа материалов — термопластичный без наполнителей; материал полиэтилен высокого давления.
Код признака — 12
Код признака квалитет определяется по таблице 4.5
Квалитет 14 соответствует коду — 1
Код признака «характеристика технологических требований» определяется по таблицам 4.6 и 4.7
Код признака — 00
Код признака «дополнительная обработка» назначается по таблице 4.8
Дополнительная обработка — отсутствует — 0
Переменная часть технологического кода:
13121000
Полный технологический код изделия:
16012713121000
Полный конструкционно–технологический код изделия:
3042711605374Б171002
 Структура обозначения изделия
Структура обозначения изделия
Основные признаки технологической классификации изделия.
Технологическая классификация изделия изготавливаемой формованием из полимерного материала.
 Полный код сборочный единицы.
Полный код сборочный единицы.МПКП.304271.020.160127.13121000
Смысловое значение кода.
| Код | Смысловое значение кода |
| 304271 | Изделие относится к классу изделий — деталь общепромышленного назначения, тело вращения (типа дисков, колец, шкивов, блоков, втулок, стержней, стаканов и т.д.) — сырьё для производства изделий. |
| 160 | Размерная характеристика в мм: наибольший наружный диаметр: до 4; Длинна: свыше 2,5 до 6; центральное отверстие: отсутствует. |
| 1 | Характеристика массы, кг: до 0,003. |
| 2 | Сложность изготовления изделия. |
| 7 | Изделие изготавливается формованием из полимерного материала. |
| 1 | Площадь формования: до 4 см2 |
| 3 | Максимальная толщина стенки: свыше 2,5 до 4 мм |
| 1 | Группа материала: термопластичный материал без наполнителя. |
| 2 | Материал: полиэтилен высокого давления. |
| 1 | Квалитет: 14, 15, 16, 17 |
| 00 | Отсутствует усложняющие элементы конструкции. |
| 0 | Дополнительная обработка: отсутствует. |
 Список используемой литературы
Список используемой литературы- Ведина С.Д. «Общероссийский технологический классификатор сборочных единиц машиностроения и приборостроения», М.: «ИПК издательство стандартов», 1996 г.
- Ганенко А.П. «Оформление текстовых и графических материалов при подготовке проектов, курсовых и письменных экзаменационных работ», М.: «ACADEMIA», 2002 г.
- Государственный стандарт союза ССР «Обозначений и конструкторских элементов ГОСТ 2.201–80», М.: «ИПК издательство стандартов», 1992 г.
- Крымсановский В.К. «Технические свойства полимерных материалов», Саб.: «Издательство профессия», 2003 г.
- Лабода Е.А. «Единая система технологической документации», М.: «Издательство стандартов», 1992 г.
- Государственный стандарт «Единая система конструкторской документации. Текстовые документы», Минск.: «ИПК издательство стандартов», 1997 г.
- Сагалаева Г.В. «По технологии изделий из пластмасс», М.: «Химия», 2000 г.
- Трифонова Н.И. «Справочное методическое пособие. Практика по составлению технологической документации», М.: «МПК», 2002 г.
- Шембель А.С. «Сборник задач и проблемных ситуации по технологии переработки пластмасс», Ленинград.: «Химия», 1990 г.