Расчетно-пояснительная записка
| Вид материала | Пояснительная записка |
- Государственная Академия Управления имени С. Орджоникидзе Институт национальной и мировой, 399.35kb.
- Расчетно-пояснительная записка, 175.03kb.
- Расчетно-пояснительная записка к курсовому проекту по технологии литейного производства, 340.29kb.
- Группа 2440 расчётно-пояснительная записка к курсовой работе по направленному бурению, 787.94kb.
- Расчетно пояснительная записка, 307.05kb.
- Расчетно пояснительная записка, 312.13kb.
- Расчетно-пояснительная записка содержит: 111 страниц, 12 таблиц, 16 рисунков, 58 источников., 10.29kb.
- Кафедра Вычислительной Техники Расчётно-пояснительная записка, 484.99kb.
- Расчётно-пояснительная записка к курсовому проекту по дисциплине: "Теория механизмов, 22.29kb.
- Н. П. Огарёва факультет светотехнический Кафедра экономики и управления на предприятии, 529.21kb.
| Министерство образования Российской Федерации  Московский ордена Ленина, ордена Октябрьской Революции и ордена Трудового Красного Знамени ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ имени Н.Э. БАУМАНА Факультет ИУ Кафедра ИУ-4 ЗАДАНИЕ на курсовую работу по курсу Технология производства ЭС Студент Антохина Д.Д. Руководитель Журавлёва Л.В. Срок выполнения проекта по графику: 20% к___нед., 40% к___нед., 60% к ___нед., 80% к___нед., 100% к___нед. Защита проекта 2010 г. I. Тема проекта __Разработка технологического процесса сборки и монтажа устройства «Светодиодный фонарь» II. Техническое задание 1.Разработать технологический процесс сборки и монтажа устройства «Светодиодный фонарь». 2.Разработать оснастку «Пресс-форма для изготовления штыревых соединителей» III. Объем и содержание проекта (графических работ листов) (формата А1, расчетно-пояснительная записка на листах формата А4). 1. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СБОРКИ И МОНТАЖА УСТРОЙСТВА «Светодиодный фонарь» 1.1. Описание устройства 1.2. Анализ конструкторской документации 1.3. Анализ сборочного состава 1.4. Расчёт технологичности ячейки 1.5. Разработка схемы сборки для опытного образца 1.6. Разработка маршрутного технологического процесса на опытный образец 1.7. Расчет и анализ такта выпуска 1.8. Расчёт коэффициента технологичности ячейки для заданного объема выпуска 1.9. Разработка схемы сборки для заданного объема выпуска 1.10. Разработка маршрутного технологического процесса для заданного объема выпуска 1.11. Разработка операционного технологического процесса 1.12. Разработка технологической документации 1.13. Разработка эскизного технологического процесса 2. РАЗРАБОТКА ОСНАСТКИ «Светодиодный фонарь» 2.1. Техническое задание на проектирование оснастки 2.2. Конструкторские расчеты оснастки 2.3. Описание последовательности сборки оснастки 2.4. Описание работы оснастки Приложение А Схема сборки опытного образца Приложение Б Схема сборки для заданного объема выпуска Приложение В Маршрутно –опероационный ТП Приложение Г Эскизный техпроцесс Приложение Д Сборочный чертеж оснастки Приложение Е Трехмерное представление оснастки Руководитель проекта Дата выдачи «_ _» 2010 г. Дополнительные указания по проектированию. Государственное образовательное учреждение высшего профессионального образования «Московский государственный технический университет имени Н.Э. Баумана» (МГТУ им. Н.Э. Баумана) УТВЕРЖДАЮ Кафедра ИУ4 Заведующий кафедрой______________(Шахнов В.А.) (Фамилия И.О.) « ___ » ____________ 2010 г. КАЛЕНДАРНЫЙ ПЛАН выполнения курсовой работы по курсу «Технология производства электронных средств» Студент Антохина Дарья Дмитриевна (Фамилия, имя, отчество) Тема Светодиодный фонарь
Руководитель практики Журавлёва Л.В. (Подпись, дата) (Фамилия И.О.) Студент Антохина Д.Д. (Подпись, дата) (Фамилия И.О.) Аннотация В данной работе по результатам анализа конструкторской документации, анализа сборочного состава, расчета и анализа комплексного коэффициента технологичности и такта выпуска разработан технологический процесс сборки и монтажа устройства «Светодиодный фонарь» для серийного производства (объем выпуска 5000 шт/год). Для изготовления штыревых соединителей разработана конструкция пресс – формы. Summary The paper presents the development process of assembly and installation devices «LED torch» for mass production (5000 units/year), which conducted an analysis of design documentation and the assembly ended, the calculation of technological design, calculation and analysis of the exhaust stroke. The accessory construction for creation case is designed. Список условных обозначений, сокращений и терминов ЗИГ-замок — вид формовки выводов КД — конструкторская докуметация МТП — марштурный технологический процесс ОМКТП — операцонная маршрутная карта технологического процесса ТЗ — техническое задание ТП — технологический процесс ЭРЭ — электрорадиоэлемент Расположи по мере появления в тексте См. Пример Введение Работа посвящена исследованию технологического процесса сборки и монтажа электронных средств на примере светодиодного фонаря. Таким образом, объектом исследования в данной курсовой работе является технологический процесс, а в качестве предметов рассматриваются технологический процесс сборки светодиодного фонаря и оснастка для производства корпуса. В качестве исходных данных были предоставлены:
Целью выполнения работы является разработка технологического процесса и выбранной оснастки. Для её достижения были поставлены следующие задачи:
выпуска (на основе анализа такта выпуска);
Результатом выполнения курсовой работы является разработанный технологический процесс сборки и монтажа блока светодиодного фонаря для заданного объёма выпуска и фонда рабочего времени. См. Пример Часть I Разработка технологического процесса сборки и монтажа устройства «Светодиодный фонарь»
Устройство представляет собой осветительный прибор – фонарь. Данная модификация представляет собой налобный фонарь. Устройство состоит из стабилизирующей схемы питания, световых элементов (светодиодов) и индикатора заряда источника напряжения (светодиод красного цвета). Работоспособность устройства была проверена с использованием в качестве источника напряжения трех батареек ААА, дающих 1,5В каждая и с использованием трех акумуляторов ААА, дающих 1,3В каждый. Внешний вид устройства в корпусе представлен на рис. 1, вид платы на рис. 2,3. 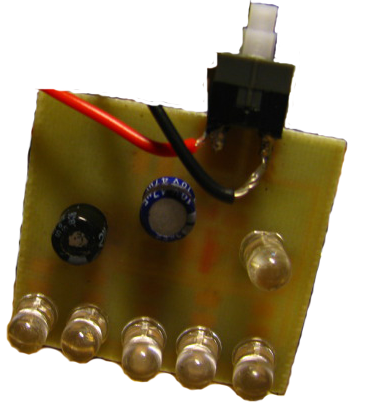 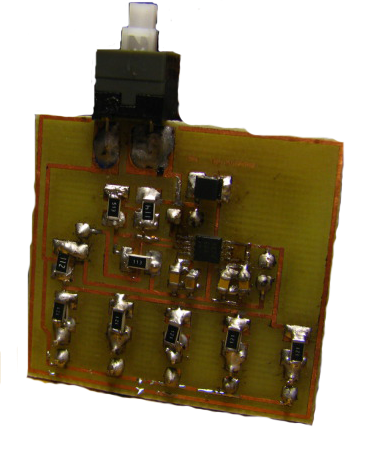 Рисунок 1 – Внешний вид платы (верхняя сторона) Рисунок 3 - - Внешний вид платы (нижняя сторона) Технические характеристики: - рабочее напряжение питания – 5 В; - размеры печатной платы – 34Х36 мм; - ток потребления – 150 мА. Принцип действия Выходное напряжение генерируется с использованием индуктивности L1. При подаче напряжения на индуктивность возникает ЭДС самоиндукции и при отключении питания она выдает повышенное напряжение, это напряжение выбирается с помощью делительных резисторов R3 и R4. Выходное напряжение зависит от частоты подачи напряжения и от скважности. Эти параметры генерируются микросхемой M1. Конденсатор C1 и C3, C4 сглаживают полученное переменное напряжение. Резистор R2 – подтягивающий резистор, позволяет определить низкий уровень напряжения на выходе LBO. В этом случает загорается светодиод D6 и пользователь понимает, что скоро кончится заряд батареи. Через резисторы R5-R9 подключаются белые осветительные диоды D1-D5. Резисторы необходимы для установления положенного тока питания дл диодов. Аналогично резистор R10 для красного светодиода. Почему не сфоткала устройство в корпусе, если написала? 1.2 Анализ конструкторской документации Прибор «Светодиодный фонарь» представляет собой компактное устройство с габаритными размерами 50x50х30 мм и предназначен для размещения на голове или любой другой части тела, при условии соответствия диаметра удерживающего ремня и диаметра части тела. В состав блока входят корпус, ячейка электронная и ремешок-резинка. 1.2.1 Корпус Несущей конструкцией прибора является пластмассовый корпус, состоящий из основания и крышки. Конструкция корпуса обеспечивает надежное крепление узлов и герметичность. В боковых стенках основания корпуса сделаны прорези для пропускания ремня-резинки для крепления прибора на голове человека. В основании корпуса предусмотрены стойки для крепления ячейки и крышки корпуса. По углам крышки расположены отверстия под винты для соединения с основанием корпуса. В крышке предусмотрены прозрачные окна для проникновения света от основных диодов наружу, а также для индикации низкого заряда батареи. В основании корпуса находится батарейный отсек для трех батареек стандарта ААА. Батарейный отсек закреплен в основании корпуса с помощью клея. На основание корпуса устанавливается и фиксируется клеем ячейка электронная. 1.2.2 Ячейка электронная Электронная ячейка представляет собой конструкцию, состоящую из печатной платы и установленных ЭРЭ различных типоразмеров и конфигураций. Материал печатной платы – стеклотекстолит СФ1-35, размер 34x36мм. В печатной плате имеются не металлизированные сквозные отверстия одного типа, характеристика которых приведена в табл. 1. Таблица 1 - Типы отверстий в печатной плате
ЭРЭ, размещенные на плате, можно разделить на следующие группы. КМП резисторы – 10 шт., КМП конденсаторы – 2 шт, КМП индуктивность – 1 шт., имеют по два симметрично расположенных осевых вывода, которые не требуют формовки; компоненты фиксируются приклейкой. КМП микросхема – 1шт., имеет 8 выводов. Выводы не требуют формовки, фиксация – приклейкой. Конденсатор на ножках – 2 шт., светодиоды – 6 шт. имеют по два вывода, устанавливаются без зазора, фиксируются подгибкой выводов. Кнопка – 1 шт., фиксируется расклепкой. Расположение ЭРЭ на плате частично - упорядоченное. Монтаж односторонний, осуществляется пайкой. При единичном и мелкосерийном производстве рекомендуется осуществлять ручную пайку ЭРЭ; при крупносерийном и массовом производстве рекомендуется осуществлять ручную пайку групповой заготовки. Установленные на плату компоненты образуют 3 уровня пространственной компоновки. 1 уровень – микросхема, 2 уровень – КМП резисторы, конденсаторы, индуктивность, 3 уровень – светодиоды, КМО конденсаторы, кнопка. На основании анализа исходных данных проводится поузловая сборка прибор в следующей последовательности: сборка основания корпуса; сборка крышки корпуса; сборка ячейки электронной; установка и коммутация ячейки электронной в корпус; установка ремня-резинки. С целью упрощения функционального контроля и настройки электронной ячейки целесообразно проводить эти операции после коммутации платы к разъёмам. Для сборки прибора рекомендуются следующие типовые технологические операции. 1. Монтаж разъемов на основание корпуса. 2. Распаковка и комплектование ЭРЭ. 3. Формовка и обрезка выводов ЭРЭ. 4. Установка и пайка КМП. 5. Установка и пайка КМО. 6. Отмывка платы. 7. Сушка платы. 8. Маркировка крышки корпуса. 9. Установка ремня-резинки. 10. Упаковка прибора. Микросхемы желательно устанавливать в последнюю очередь. Кроме того, у тебя сначала поверхностный монтаж с нижней стороны, а потом все остальное, поэтому и уровни пространственной компоновки нужно определять, исходя из этого. 1.3 Анализ сборочного состава Сборочный состав прибора включает корпус, состоящий из основания и батарейного отсека, крышки; печатную плату; набор компонентов для установки на плату; ремень-резинку. Отверстия на крышке корпуса закрываются прозрачными крышками из листового полистирола и герметизируется герметиком ВГО-1. Ячейка электронная устанавливается на платформу основания корпуса и крепится к стойкам на основании корпуса термоклеем. Конструкция ячейки включает в себя большое количество навесных элементов различных типоразмеров и номиналов. Элементы группируются по способу установки. Обозначения ИЭТ согласно спецификации, число выводов элементов и количество элементов на плате, варианты установки элементов для единичного производства приведены в табл. 2. Таблица 2 - Установка элементов на ПП для единичного образца
Варианты установки ЭРЭ для заданного объёма выпуска N = 5000 (производство мелкосерийное) аналогичны. А в эскизном ТП ты выбрала операцию формовки. А что ты формуешь? В этом случае это нужно учитывать в вариантах установки для серийного производства и рисовать новую таблицу. 1.4 Расчет технологичности ячейки Для анализа технологичности электронной ячейки воспользуемся комплексным показателем технологичности, рассчитываемым по формуле: см Пример  , ,где  и и  базовые показатели технологичности и их весовые коэффициентами. базовые показатели технологичности и их весовые коэффициентами.Расчёт базовых показателей технологичности для какого производства? светодиодного фонаря показан в табл.3. Таблица 3 - Показатели технологичности для опытного образца ?……… см. Пример
Определим комплексный показатель на основании базовых показателей:  Что соответствует нормативному комплексному показателю для единичного (опытного) производства. 1.5 Разработка схемы сборки для опытного образца Для сборки прибора разрабатывается общая схема сборки с базовой деталью. В качестве базовой детали выбирается основание корпуса, на которое предварительно устанавливаются разъемы. Для каждой сборочной единицы разрабатываются промежуточные схемы сборки, которые объединяются в общую схему сборки с учетом рекомендаций, изложенных в анализе конструкторской документации. Базовой деталью для сборки ячейки электронной является плата. Для сборки платы рекомендуется следующая последовательность установки ЭРЭ. Установка микросхемы M1. Установка резисторов R1..R10. Установка конденсаторов С2, С4. Установка индуктивности L1. Установка конденсаторов С1, С3. Установка светодиодов D1..D6. Схема сборки изделия «Светодиодный фонарь» для опытного образца показана в приложении А. 1.6 Разработка маршрутного технологического процесса для опытного образца Маршрутный технологический процесс (МТП) отражает последовательность выполнения технологических операций, содержит информацию об оборудовании и времени выполнения каждой операции и в комплекте с операционными картами является основным документом ТП. МТП разрабатывается на основе анализа конструкторской документации и схемы сборки. Исходные данные для заполнения маршрутной карты приведены в табл. 4. Таблица 4 - Исходные данные для заполнения маршрутной карты для сборки и монтажа опытного образца прибора
Общее время сборки ячейки, мин: 27,16 1.7 Расчет и анализ такта выпуска Анализ объема выпуска изделия необходим для определения возможности выпуска изделия в заданном объеме по данному ТП путем сравнения штучного времени выпуска изделия с заданным тактом выпуска. Результатом анализа являются рекомендации по изменению некоторых операций и методов в ТП (если необходимо) и рекомендации по закреплению операций за рабочими местами, либо закреплению нескольких рабочих мест за операцией. Заданный объём выпуска N=5000 [шт./год]. По заданному объёму выпуска определяется такт выпуска:  , ,в формуле учитывается 5% брака; где Тв -такт выпуска; Ф –среднее время работы за 1 год (Ф≈ 2070 часов) при односменной работе; N - заданный объём выпуска (N=5000). Тогда: Тв=2070*60/5250 = 23,66 [мин./шт.] Следовательно, производительность: Q= 60/Тв=60/23,66=2,53 [шт./час] Штучное время определяется как сумма времен операций МТП: Тшт= 49 [мин.]?????? Для обеспечения заданного объема выпуска рекомендуется изготавливать групповые ПП с последующим разделением, использовать групповые методы изготовления ОБРАБОТКИ!!! (групповое лужение, пайка волной, групповая отмывка) и автоматизировать некоторые операции (отмывка в установке отмывки, функциональный контроль). 1.8 Расчет коэффициента технологичности ячейки для заданного объема выпуска Для анализа технологичности электронной ячейки воспользуемсяКТО? КОГДА? комплексным показателем технологичности, рассчитываемым по формуле: ,где и базовые показатели технологичности и их весовые коэффициентами.Расчёт базовых показателей технологичности светодиодного фонаря для заданного объема выпуска показан в табл.5 Таблица 5 - Показатели технологичности для заданного объема выпуска
Определим комплексный показатель на основании базовых показателей:  Полученное значение комплексного показателя технологичности соответствует нормативному комплексному показателю для мелкосерийного производства. В зависимости от количества изделий в партии различают мелкосерийное, среднесерийное (серийное), крупносерийное производство. Выпуск партий осуществляется еженедельно, ежемесячно, ежеквартально. Серийное производство характеризуется изготовлением изделий периодически повторяющимися партиями, сериями. Для серийного производства характерно использование специализированного и автоматизированного оборудования и оснастки. В ряде случаев, чаще всего в крупносерийном производстве, используют специальное и автоматическое оборудование. Для многономенклатурного серийного производства экономически выгодно использовать гибкие производственные системы (ГПС). В ГПС применяют автоматизированную систему технологической подготовки производства (АСТПП) и автоматизированную систему управления технологическими процессами (АСУТП). Производство ЭС различного назначения имеет серийный характер. В серийном производстве рабочие имеют среднюю и высокую квалификацию, производительность труда выше, чем при единичном производстве. 1.9 Разработка схемы сборки для заданного объема выпуска Для сборки прибора разрабатывается общая схема сборки с базовой деталью. В качестве базовой детали выбирается основание корпуса, на которое предварительно устанавливаются разъемы. Для каждой сборочной единицы разрабатываются промежуточные схемы сборки, которые объединяются в общую схему сборки с учетом рекомендаций, изложенных в анализе конструкторской документации. Рекомендуемая последовательность установки ЭРЭ: Установка микросхемы M1
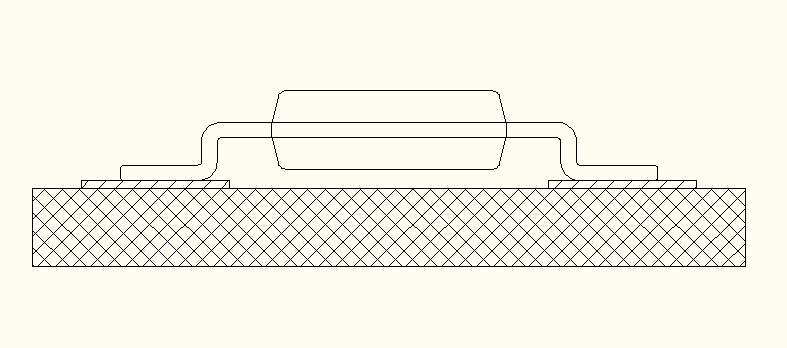
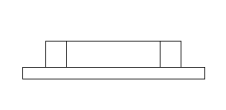
Схема сборки изделия «Светодиодный фонарь» заданного объема выпуска показана в приложении Б. Аналогично 1.5. 1.10 Разработка маршрутного технологического процесса для заданного объема выпуска Учитывая рекомендации по совершенствованию технологического процесса с целью снижения штучного времени, для сборки блока сигнализации???? в серийном производстве применяются приспособления для группового лужения компонентов, автомат пайки волной, установка групповой отмывки; разрабатывается приспособление для формовки выводов резистором и диодов. Исходные данные для заполнения маршрутной карты для заданного объема выпуска приведены в табл. 6. Таблица 6 - Исходные данные для заполнения маршрутной карты для сборки и монтажа прибора для заданного объема выпуска
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||