
|
< Предыдущая |
Оглавление |
Следующая > |
|---|
5.10.3. Отклонения шага резьбы и его диаметральная компенсация
При изготовлении резьбы неизбежны погрешности ее профиля и размеров, которые нарушают свинчиваемость и ухудшают качество соединения.
Свинчиваемость всех цилиндрических резьб с прямолинейными боковыми сторонами профиля при наличии отклонения шага и утла профиля обеспечивается за счет отклонений среднего диаметра резьбы.
Отклонением шага резьбы называется разность между действительным и номинальным расстояниями в осевом направлении между точками любых одноименных боковых сторон профиля (расположенными на линии пересечения боковых поверхностей) резьбы с цилиндром среднего диаметра в пределах длины свинчивания или заданной длины. Погрешность шага складывается из прогрессивных погрешностей шага, возрастающих пропорционально количеству витков резьбы п на длине свинчивания /(рис. 5.99), периодических (изменяющихся по периодическому закону) и местных погрешностей, не зависящих от количества витков резьбы на длине свинчивания. Соотношение этих составляющих погрешности шага зависит от технологии изготовления резьбы, точности оборудования, резьбообразующего инструмента и других факторов.
Прогрессивные погрешности шага возникают вследствие кинематической погрешности передачи станка и неточности шага его ходового винта, износа по всей длине резьбы этого винта, температурных и силовых деформаций как винта станка, так и обрабатываемых деталей и т. д. Местные погрешности шага могут возникнуть вследствие местного износа резьбы ходовых винтов, местных погрешностей шага многопрофильных инструментов, неоднородности материала заготовки и других причин.
Если наложить на осевое сечение резьбы гайки, имеющей номинальный профиль, осевое сечение резьбы болта, у которого шаг увеличен, то при равенстве диаметров резьбы болта и гайки эти детали не свинтятся
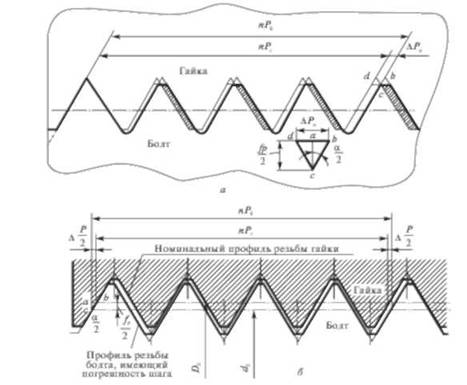
Рис. 5.99. Погрешность шага и его диаметральная компенсация
из-за перекрытия профилей резьбы (на рис. 5.99, а показана залитая часть витков резьбы гайки). Свинчивание резьбовых деталей, имеющих погрешность шага резьбы, произойдет только при наличии разности/Р их средних диаметров, полученной или за счет уменьшенного среднего диаметра резьбы болта, или за счет увеличенного диаметра О, гайки (рис. 5.99, б). Наибольшая погрешность шага (Д/

где п - число витков резьбы на длине свинчивания; пР&, пРг - шаг резьбы болта и гайки соответственно.
Эта погрешность может быть компенсирована разностью диаметров гайки О, и болта с,, т. е.

Величина/р называется диаметральной компенсацией погрешностей шага резьбы.
Численное значение величины диаметральной компенсации погрешностей шага резьбы ур можно найти из треугольника deb (рис. 5.99, а), в котором сторона db = АРп. Из прямоугольного треугольника cab (ас =/Р/2, угол acb = а/2) следует, что

Отметим, что диаметральная компенсация погрешностей шага резь-бы/р должна определяться исходя из абсолютной величины наибольшего отклонения АР" двух любых витков резьбы на длине свинчивания от номинального.
Формулы для определения диаметральной компенсации погрешностей шага для различных резьб приведены в табл. 5.52.
5.10.4. Отклонение половины угла профиля резьбы и его диаметральная компенсация
Отклонением половины утла профиля резьбы Д-болта или гайки называется разность между действительным и номинальным значениями у. Эта погрешность может быть вызвана погрешностью полного
угла профиля (при равенстве половин угла), перекосом профиля относительно оси детали, когда биссектриса угла симметричного профиля не перпендикулярна оси резьбы, и сочетанием обоих факторов.
Погрешность половины угла профиля может явиться также следствием ошибок профиля резьбообразующего инструмента и неточности его установки, перекоса оси детали и т. п.
При симметричном профиле резьбы Д- определяется как среднее арифметическое из абсолютных величин отклонений обеих половин угла профиля, т. е.

На рис. 5.100, а изображено сечение резьбы гайки с номинальным профилем, на который наложено сечение резьбы болта, имеющего погрешность половины утла профиля Ду. При равенстве диаметров резьбы болта и гайки эти детали не будут свинчиваться из-за перекрытия профилей резьбы (залитая часть показана на рис. 5.100, а). Свинчивание резьбовых деталей, имеющих погрешность Ду, так же как и имеющих погрешность шага, возможно только за счет диаметральной компенсации этой погрешности по среднему диаметру резьбы -
Величину/, можно определить из косоугольного треугольника ОЕЕ (рис. 5.100, б). Применяя теорему синусов, получим

равная высоте взаимного перекрытия боковых сторон профиля наружной и внутренней резьбы в направлении, перпендикулярном оси резьбы.
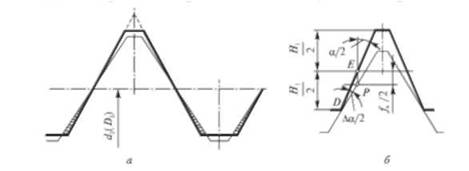
Рис. 5.100. Отклонение половины угла профиля и его диаметральная компенсация
Учитывая, что угол Л- является относительно малой величиной, можно записать

Тогда уравнение (5.107) можно переписать в следующем виде:

где - в радианах, Я, ^^fll - в миллиметрах.
Если Ду выразить в угловых минутах, а/а в микрометрах, то

В табл. 5.52 приведены значения диаметральной компенсации погрешностей утла профиля для различных резьб с учетом зависимости высоты рабочего профиля и шага резьбы.
5.52. Формулы для определения компенсации погрешностей шага /у и угла профиля /. различных резьб

|
< Предыдущая |
Оглавление |
Следующая > |
|---|