
|
< Предыдущая |
Оглавление |
Следующая > |
|---|
5.10. Взаимозаменяемость резьбовых соединений
5.10.1. Классификация резьбовых соединений
Резьбовые соединения широко используются в конструкциях различных машин (свыше 60% всех деталей современных машин имеют резьбу). Резьбовая поверхность образуется при винтовом перемещении плоского контура определенной формы по цилиндрической или конической поверхности. В результате такого перемещения получается цилиндрическая или коническая резьба.
Резьба может быть получена как на наружных, так и на внутренних поверхностях.
По эксплуатационному признаку, т. е. по области применения, резьбы делят на резьбы общего назначения и специальные;
- по профилю поперечного сечения их можно разделить на треугольные, трапецеидальные, прямоугольные, круглые и др.;
- по общей форме резьбовой поверхности - на цилиндрические и конические;
- по числу заходов - на одно-, двух-, трех- и многозаходные;
- по направлению витков - на правые (завинчивают по часовой стрелке) и левые (завинчивают против часовой стрелки);
- в зависимости от используемых единиц измерения резьбы разделяются на метрические и дюймовые.
К резьбам общего назначения относятся резьбы:
- крепежные (метрическая, дюймовая) - используются для обеспечения разъемных соединений, главное требование к которым - обеспечить прочность соединения и сохранить плотность стыка в процессе эксплуатации;
- кинематические (трапецеидальная и прямоугольная). Такие резьбы используются на ходовых винтах станков, измерительных приборов, домкратах, прессах и т. п. Они предназначены для передачи движения и усилий. Прямоугольные резьбы имеют наименьшие потери на трение, но не стандартизованы и не рекомендуются к применению из-за нетехнологичности изготовления. Упорные резьбы предназначены для восприятия односторонних больших нагрузок и служат для преобразования вращательного движения в прямолинейное в прессах, домкратах. Основное требование к этим резьбам - обеспечение точного и плавного перемещения, во многих случаях способность выдерживать большие нагрузки;
- трубная и арматурная - цилиндрические и конические, используемые для соединения труб в нефтеперерабатывающей промышленности, сантехническом оборудовании и т. д. Основное требование к этим резьбам - обеспечение герметичности и прочности соединения.
Общими требованиями для всех видов резьбы является обеспечение свинчиваемости независимо изготовленных деталей без пригонки и надежное выполнение заданных функций.
5.10.2. Основные параметры крепежных цилиндрических резьб
Основные понятия, определения и обозначения элементов цилиндрических и конических резьб установлены ГОСТ 11708-82.
Номинальный профиль цилиндрической метрической резьбы приведен на рис. 5.96. Он общий для наружной и внутренней резьб. Профиль резьбы получается из исходного равностороннего треугольника с утлом профиля а = 60
Основными параметрами резьбы являются:
- ось резьбы - прямая, относительно которой происходит винтовое движение плоского контура, образующего резьбу;
- профиль резьбы - контур сечения резьбы в плоскости, проходящей через ее ось;
- угол профиля а - угол между смежными боковыми сторонами резьбы в плоскости осевого сечения;
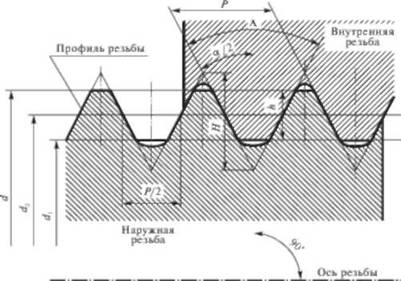
Рис. 5.96. Номинальный профиль цилиндрической метрической резьбы
- высота исходного профиля Я - расстояние в направлении, перпендикулярном оси резьбы, между двумя параллельными прямыми, в которые вписан остроугольный профиль, полученный продолжением боковых сторон профиля до их пересечения;
- рабочая высота профиля Я, - высота соприкосновения сторон профиля наружной и внутренней резьбы в направлении, перпендикулярном оси резьбы;
- шаг резьбы Р - расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы. Для многозаходных резьб вводится дополнительный термин "ход резьбы" - расстояние по линии, параллельной оси резьбы, между любой исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной средней точки по винтовой линии на угол 360
- угол подъема резьбы ф- угол, образованный касательной к винтовой линии, описываемый средней точкой боковой стороны резьбы, р и плоскостью, перпендикулярной оси резьбы (tg у =-);
- наружный диаметр (1(0) - диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы й (болта) или впадинам внутренней резьбы (гайки) Д
- внутренний диаметр резьбы а",(0{) - диаметр воображаемого цилиндра, вписанного во впадины наружной резьбы йх или в вершины внутренней резьбы /),;
- средний диаметр резьбы - диаметр воображаемого соосного с резьбой цилиндра, образующая которого пересекает профиль резьбы в точках, где ширина канавки равна половине номинального шага резьбы. Для наружной резьбы (болта) - и для внутренней резьбы (гайки) - Д;
- номинальный диаметр резьбы -диаметр, условно характеризующий размер резьбы. Для большинства цилиндрических резьб в качестве номинального принимают наружный диаметр;
- длина свинчивания / (высота гайки) - длина соприкосновения винтовых поверхностей наружной и внутренней резьб в осевом сечении.
Форма впадины резьбы
Реальный профиль впадины как для наружной, так и для внутренней резьбы ни в одной из точек не должен заходить за основной профиль.
Для наружной резьбы на крепежных деталях класса прочности 8.8 и выше по ГОСТ 1759.4-87 профиль впадины должен иметь неизменяющуюся по знаку кривизну, и ни один из участков профиля не должен иметь радиус кривизны менее 0,125 Р.
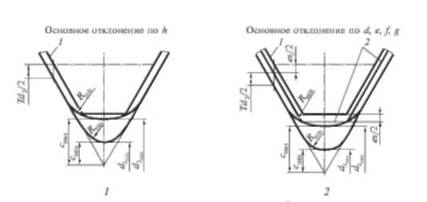
Рис. 5.97. Формы впадины наружной резьбы: 1 - основной профиль; 2 - профиль проходного калибра (ИР)
При максимальном внутреннем диаметре йъ две дуги радиусом =0,125 Сбудут проходить через точки пересечения боковых сторон профиля максимума материала с цилиндром внутреннего диаметра калибра ПР по ГОСТ 24997-2004, а при минимуме материала одна дуга с этим радиусом будет сопрягаться с обеими боковыми сторонами (рис. 5.97). При этом максимальный срез по впадине стгх вычисляют по формуле

Однако в качестве основы для расчета прочности по внутреннему диаметру йъ наружной резьбы целесообразно принимать срез по впадине, равный Я/6 (при К = 0,14434/
Минимальный срез по впадине вычисляют по формуле

Для профиля впадины нет каких-либо ограничений, кроме того, что наибольший внутренний диаметр йг наружной резьбы должен быть меньше наименьшего внутреннего диаметра проходного калибра по ГОСТ 24999-2004.
Для обеспечения требований взаимозаменяемости свинчиваемых изделий устанавливают предельные контуры резьбы болта и гайки. На рис. 5.98 толстой линией показан номинальный контур метрической резьбы (посадка с нулевым зазором), являющийся наибольшим предельным контуром резьбы болта и наименьшим предельным контуром резьбы гайки. От номинального контура в направлении, перпендикулярном оси резьбы, отсчитываются отклонения диаметров и
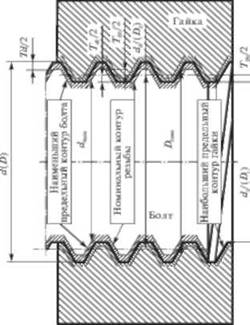
Рис. 5.98. Предельные контуры резьбы болта и гайки
располагаются поля допусков, определяющие наименьший предельный контур болта и наибольший - гайки.
Свинчиваемость резьбовых деталей и требуемое качество соединения обеспечиваются в том случае, когда действительные контуры болта и гайки не выходят за соответствующие предельные контуры на всей длине свинчивания.
|
< Предыдущая |
Оглавление |
Следующая > |
|---|