
Разработка методики формирования эффективных инвестиционных проектов и выбор рационального варианта реконструкции металургического комбината тема диссертации по экономике, полный текст автореферата

Автореферат
| Ученая степень | кандидат экономических наук |
| Автор | Ларионова, Ирина Александровна |
| Место защиты | Москва |
| Год | 1997 |
| Шифр ВАК РФ | 08.00.05 |
 Диссертация
Диссертация
Автореферат диссертации по теме "Разработка методики формирования эффективных инвестиционных проектов и выбор рационального варианта реконструкции металургического комбината"
/ 2 ДЕК
На правах рукописи
ЛАРИОНОВА ИРИНА АЛЕКСАНДРОВНА
РАЗРАБОТКА МЕТОДИКИ ФОРМИРОВАНИЯ ЭФФЕКТИВНЫХ ИНВЕСТИЦИОННЫХ ПРОЕКТОВ И ВЫБОР РАЦИОНАЛЬНОГО ВАРИАНТА РЕКОНСТРУКЦИИ МЕТАЛУРГИЧЕСКОГО КОМБИНАТА (на примере элегтростялеплвнлыюго проинодс-гвя)
Специальность 08 00.05 - Экономии, пмтрогмше и оргмт иютч управления пркдогалепмостыо и ее птрясчми
АВТОРЕФЕРАТ
ЛсЬертапии на соискание ученой степени гинпилята эконочичгских наук
На правах рукописи
ЛАРИОНОВА ИРИНА АЛЕКСАНДРОВНА
РАЗРАБОТКА МЕТОДИКИ ФОРМИРОВАНИЯ ЭФФЕКТИВНЫХ ИНВЕСТИЦИОННЫХ ПРОЕКТОВ И ВЫБОР РАЦИОНАЛЬНОГО ВАРИАНТА РЕКОНСТРУКЦИИ МЕТАЛУРГИЧЕСКОГО КОМБИНАТА (на примере электросталеплинлыюго производства)
Специальность 08.00.05 - Экономика, планирование и организация управления ирс ытленносгыо и ее отраслями
АВТОРЕФЕРАТ
диссертант на соискание ученой стененп канлилата экономических наук
. Диссертационная работа выпонена в Московском Государственном Ис-пггугс Стали и Сплавов (Технолошчсскнй университет) ла кафедре "-Экономики и Менеджмента"
Научный руководитель : Заслуженный деятель науки л техники РФ, -чадемик РАЕН, доктор технических наук, прк>}кссор Роменсц ВА.
Официальные оппоненты : доктор экономических наук, профессор Штаиослй В. А. кандидат технических наук IIIлеев А. Г.
Ведущее предприятие : АО "Гипромез"
_ ,гб (зьмЯп-? Д -/S" Зашита состоится---a-4- 1997 года в--часов
lia заседашш специализированного совета Д 053.08.05 при
Московском институте стали и сплавов
(Технологический университет) по адресу :
117936, Москва, ГСП-1 /1ешшский проспект, 4
С диссертацией можно ознакомиться в библиотеке Московского института стали и сплавов'
2 Ч ноХЬА
Автореферат разослан "--------" 1997 года
Справки по телефону : 955-00-47 Д 1
Ученый секретарь
специализированною совет а, г- -
доктор технических иаутс. Профессор 1 ^ Гламшсв С.Л.
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность проблемы. Сложившаяся ситуация такова, что отечественное металургическое производство, в том числе и сталеплавильное, требует коренной реконструкции (средний износ фондов составляет величину превышающую 50 % ). В данном исследовании ставится задача формирования "комплексных" тгеестишюнных проектов на базе "элементарных", под которыми гюшмаются проекты реконструкшш каких-либо j^wctkob отдельного иеха или новые технологические решения (реконструкция электропечи, замена печного трансформатора, внедрение внепе'шой обработки, использование жидкого чугуна в шихте электроплавки).. Решение этой проблемы осуществляется в условиях значительного дефицита средств, mтсстирус-, мых в промышленность. Поэтому мероприятия по реконструкции всех цехов не могут быть реавпованы одновременно. Возникает ситуация, требующая оптимизации распределения инвестиций. Рациональный план реконструкции выбирается путем упорядочешм во времени отобранных.вариантов реконструкции отдельных ж jb. При упорядочении решается злача наиболее быстрого получения Максимально возможной прибыли от реан-зашш продукции. Отсдуст отмстить, что пока еще не накоплен опыт формирования высокоэффективных инвеепщношгых проектов металургического производства, по в первую очередь связано с его достаточной сложностью. В связи с этим задача разработки методики формировать высоко-эффекптш.1х ште'епщионных проектов и ее использование применительно к отечествешюму металургическому и, в частности, электростаспла-пилыюму производству в условиях перехода к рынку, несомненно, является актуальной. '
Целью настоящего ксследоваяпя является разработка методики формирования эффективных штестинношшх проектов и приложение ее К задаче выбора рационального варианта реконструкции электростасплавильного производства, а также металургического комбшмта в целом с учетом инвестиционных решишй в электросталеплавпльном производстве.
Для достижения поставленной цели решаются следующие задачи :
-. анализ технико-экономических тенденций разтггия эскгросталеплавиль-1ЮГО производства и предварительный отбор рациональных вариакгов ИНБССТНЦИОННЫХ решений;
- разработка методики формпрошигия эффективных инвестиционных проектов реконструкции отдельных проииюдств и металургического комбината в целом и новых экономических услов"чх;
- разработка имитационной экономихо-математической модели определения технико-экономических показателей электроплавки и выбор приоритетных вариантои реконструкции электросталенлавилыюго цеха;
- формирование эффектииных инвестиционных проектов реконструк-шш металуршческого комбината с учетом решении, принимаемых прн реконструкции электросталеппвилыюго производства.
О&ьеггом исследования яш!яется эсюросталеплавнльнос производство , в котором в настоящее время наблюдается существенный технический прогресс. В соответствии с прогнозом фирмы " Мвдрекс" доля мирового элек-тросталеплаиилыюго производства в общем объеме выплавки стали возрастет с 30 % в начале 90-х годов до 40 % к 2000 году. Имеется достаточно большое число реконструктивных вариантов как на уровне отдельною цеха (различные типы печей с различной мощностью трансформаторов, новые технологические решения - использование жидкого чугуна в шихте, приемы внепечной обработки и др.), так и на уровне предприятия (вопросы оптимизации всей технологической системы в целом ). Совершенно очевидно, что в данном случае при составлении графика реконструкции необходимо выбрать из большого количества вариантов рациональный.
Предметам исследования является конкретизация и дальнейшее раз-шпие- методики решешш задач эффективного пострскмшя и функционирования больших производствешшх систем, к которым относится металургическое предприятие и его центральный передел - сталеплавильное производство. .
ХЗадач I такого типа обычно решаются на базе похода, предусматривающего сочетание известных методикХоценки эффективности (напр1гмер, методики ЮН ИДО) с приемами, используешлыи при оптимизации слож-
них систем : имитационного моделирования, организации целенаправленного перебора вариантов.
Научное направление, связэдшос с использованием имитационных моделей при выборе рациональной структуры металургических комплексов, разработано в нашей стране во второй половине 70-х годов Институтом проблем управления при участии рада Гипромезов и ЦНИИчермета.
Разработанные процедуры приспособлены к применению в проектных организациях и позволяют получать множество техшпео-экономических оценок различных варизнтов состава и расположения оборудования, различных вариантов тсхнолоппссигх режимов в условиях функционирования различных структур и агоритмов управляли. В рамках указанных проне-дур разработаны и реализовать снеш1ализнроватПч1е математические моде-, ли элементов комплекса сталь-прокат.
В настоящей работе осуществлена попытка развития этих подходов, .что вызвано следующими обстоятельствами :
1. Переходом страны к рыночным условиям, выдвшгувкгм на первое.место ряд ноьых экономтеских кртерт .
2. Существенно большему шпересу к экономике функционирования метал-луртческих объектов при расчете проектов, что потребовало более детальной проработки математических моделей металургических комплексов, в частности, разработки балансовых моделей, учитывающих большое количество технологических параметров и позволяющих выпонять расчеты при изменениях коэффициентов использования проинюдственных мощностей. 3..Появлением принципиально новых металурппсскчх технологий, оказывающих существенное влияние на технико-экономические показатели металургического Производства.
4. Изменением проектных задач, в частности задачи реконструкции отечественных мсталуршческих предприятий, когаа необходимо выбирать не только рациональную структуру всего металургическою комплекса, но и рациональную последовательность реализации отдельных реконструктивных мероприятий.
Методика исследования. Общей методатогнчс ::сой основой исследования послужили теории отечественных и зарубежных ледночигтов. Методы
исследования основываются на эконошнсо-мат-матическом моделировании II вычислительных экспериментах на ЭВМ.
Десговервосп. палунсшшх решений подтверждена практикой онытно-промыншенного опробования некоторых 'технологий, а также рассмотрением болыиого количества вариантов проектов на основе расчсгоа, выпоненных на ЭВМ.
Научна повили исследования заключается :
- в разработке методики формирования эффективных инвестиционных проектов реконструкции отдельных производств и металуртического комбинат в целом * ;
- адаптации известной экономико-математической модели электроплал-кн к новым технологическим приемам (использоваште в шихте жидкого чугуна ) и конкрегной ситуации, сложившейся в экономике (прогноз пен с учетом инфляции);
- установлении зависимостей технико-экономических показателей исследуемых вариантов производства электростали от доли ходкого чугуна .в шихте;
Х - оценке экономической эффективности вариантов использования в шихте электропечей жидкого чугуна, полученного различными способами;
- расчете рационального варианта реконструкции металургического комбината с учетом инвестиционных решений , принимаемых в электро-стасплавнльном производстве.
Практическая значимость работы состоит в том, что результаты исследования позволили обосновать рекомендации по внедрению технологии выплавки электростали с использовашкм в. шихте жидкого , чугуна. Разработавшие -методики могут бьпъ применены при формировании эффективных штестициошшх проектов реконструквдш металуршческнх комбинатов.
Разработанная модель расчета технико-экономических показателей эЛекгр - плавки может применяться в учебном процессе.
Х* Разработано с участием А.В.Нятецкой
Апробация работы. Основные псшожеття работы доложены л обсуждены на третьем (1995 год) н четвертом (1996 год) конгрессах сталеплавильщиков н научио-тсхшпеском семинаре кафедры экономики и менеджмента МИСиС (1997 год).
Выпоненное йсследованис Х является разделом научно-исследовательской работы "Разработка технологии и создание агрегатов различной емкости дгш получения полупродукга методом плавки в жидкой ванне из комплексного железорудного сырья, шламов, пыли и энергетнчс-скх углей" но программе Г КИТ "Ресурсосберегающие и экологически безопасные процессы металургического производства (экогорметкомплекс будущего)", выпоненной в МИСиС при непосредственном участии автора.
Публикации. По релультатам исследова1шя опубликовано 3 статьи. Структура н объем диссертация. Схема проведения исследования определила следующую последовательность матсрихлов диссертации :
Глава 1. Анаш'совремештх тенденций развития электросталеплавиль-пого производства. Предварительный отбор рациональных вяриантов.пнве-стзщиошмх решеш!й.
Глава 2. Разработка методики формирования эффективных шгвестиш!-01П1ЫХ проектов реконструкции отдельных производств п металурппсско-го комбината в целом в-условиях перехода к рынку.
Глава 3. Экономическая опенха технологии вылапгси-элехтростап с использованием п шихте жидкого чутупа.
Глава -1. Расчет э<[х!>ектнвностн инвестиционных проектов реконструкции металургического комбш1ата"с учетом инвестиционных решений , принимаемых в эгктросталеплавилыюм производстве.
Заключение.
Диссертация содержит 4страниц машинописного текста, в том числе рисунков, 3О гбЛ1)ц, 2 9 приложений. Список литературы
включает 77 наименований.
СОДЕРЖАНИЕ РАБОТЫ
Анализ современных тенденций развития анехгростаспзйнльиого производства
Выплавка злогтростан может осуществляться на предприятиях трех типов : металургическом комбинате классического типа, включающем доменное, сталеплавилыюс и прокатное производство, мини-заводе классического тана и хоиш-заводе с цехом прямою восстановления железа.
В настоящее время многие сравнительно старые металургические комбинаты для сохродстм конкурентоспособности на рынке стальной продукции 1гуждакпса в реконструкции. Кроме того, эти предприятия оказались не в состоянии обеспечивать допустимые пределы по выбросал) и атмосферу. Поскольку металургия не располагает достаточным капиталом, а внешние источники капитала практически отсутствуют, предприятия въигу-ждецы вести ограниченную реконструкцию с целью сохранения спосй конкурентоспособности. В таких условиях использование дугопых печей становится решением проблемы, так как металургический комплекс, гкшочаюишй электропечи требует меньших кашпаловложешгй, отличается низкими показателями энергоемкости и в то же время его легче обеспечить средствами ограничения выбросов в окружающую срсду.
Возшпсновагне и развитие ми1ш-заводов обусловила высокопроизводительная технология электростасплавилыюго производства в сочетании с достижениями непрерывно/'! разливки стали и прокатки меких профилей. Э+11 заводы используют местный лом для производства в основном проката строительного назиачетш для местного же рынка, хотя в последнее времл' они стремятся внедриться на рынок плоского проката, используя технологию бойкий сляб-плоский прокат. Преимущества мини-заводов с производством гали в дуговых печах Из металолома очевидны с точки зрения энергетических затрат, капитальных вложений ил единицу ироизподстпсп-1шх мощностей и издержек производства.
В то же ремя процесс выплавки стали в дуговых печах как на комбинатах, так и на мини-заводах, характеризуется поной зависимостью от ме- талолома с присущими этой зависимости трудностями по обеспечению его качества, как сдипстпетгого исходною материала электроплавки. Этот факт следует оценивать с учетом того, что около 50 % всей стали производится развитыми странами в виде листового проката, а в области производства листов дуговая печь традициошю характеризовалась как нсоптимальный вариант из-за трудности удовлетворения ряда металургических требований.
Метализованные окатыши и другие виды губчатого железа не всегда могут служить альтернативой в связи с 1л высокой стоимостью. Кроме того, развитие технологии прямого иолучитя железа возможно только в регионах, обладающих большими запасами природного газа и ру?дат.
В поисках материала, способного заменить металолом в 50-60-с годы в нашей стране и за рубежом были проведетл опыты по применению жидкого чугуна в эсктрОпечзх. Затем в течение длительного времени интерес к использованию жидкого чугуна был утерян. Но в последние годы в связи с расширяющимся использованием в электропечах альтерпатитшх источников энергии и разработкой новых способов получения чугуна, интерес к исполыованню жидкого чугуна в шихте электроплавки снова возрос.
Появление новых процессов, которые в отличие от домешюго производств эффективны даже при малом объеме производств (200-500 тыс.т чугуна в год), не нуждаются в .коксе, сделали возможным использование жидкого чугуна и на мини-заводах.
Анализ научно-тсхтгчсской литературы позволяет сделать вывод, 'по эсктросталенлавильное производство булет развиваться на металургических '.водах весу рассмотренных типов и одним из перспективных направлений улучшения техиико-экономических показателей электроплавки является использование в шихте электропечей жидкого чугуна .Указанная технолошя позволяет улучшить технико-экономические показатели процесса. а также эффекшвно решать задачи повышения качества метала электроплавки (сшгжение содержания в метале примесей цветных металов и азота).Кроме того, как уже отмечалось, она 1К требует зна'пгтельпых средств на реконструкцию, что особенно важно в условиях дефицита де-
неясных средств. В сиизи с этим была поставлена задача оценки экономической эффективности технологий выплавки Электростали с использованием хндкого чугуна, произведенного разлившими способами.
Разработка методики формирования эффективных кггесгациоиных проектов
Необходимо рассматривать дне задачи, связанные с реконструкцией:
- внутреннюю задачу - реконструкцию собственно рассматриваемого цеха;
- внешнюю задачу - реконструкцию всей технологической цепочки, включающей данное производственное звено (от начальных стадий технологического процесса до выпуска готовой продукции).
При решении первой задачи предлагаемый вариант реконструкции дожен обеснечивагь максимально возможное снижение издержек производства внутри цеха, быть наименее капиталоемким, обеспечивать необходимое улучшение качества, позволяющее повысить прибыль за счет приплат к цене ютовой продукции.
Необходимость решешш второй задачи обусловлена следующими причинами :
1. Главным критерием экономической эффективности в условиях рынка гвляется прибыль, которая появляется только после реализации готовой продукции. Поэтому окончательный вывод об эффективности предлагаемого решения можно сделать, рассмотрев суммарные издержи производства готовой продукции.
2. В общей технологической целочхе производственного процесса может существовать узкое звено, наличие которого сведет на нет Э([к|>скпш-пость- реконструкции конкретного цеха. Например, для получения сталя.с очень низким содержанием серы необходима не только внеагрегатная де-сульфурация самой стшт, но и предварительная дссульфурання чугуна. Современную технологию оценочной обработки стали невозможно реализовать б< наличия необходимых ошеупоров и т. п.
Понятно, чго в условиях существенного износа основных фондов весьма вероятно, тго таким звеном становится крупное производственное подразделение.
Например, стаится задача получения повой перспективной продукции, свойства которой могут быть обеспечены путем использования прокатки по, так называемым, "контролируем!! режимам" .Это осуществляется на предприятии, где имеет место значительный износ прокатного стана, не позволяющий реализовать указанную технологию. Б этой ситуашш реконструкция сталеплавильного производства может обеспечить получение улучшенного химического состава стали, некоторое снижение общих издержек, но не позволяет решить поставлештузо задачу освоения перспективной продукции и в этом смысле она окажется малоэффеетивной.
3. Всякая реконструкция требует затрат, компенсировать которые можно в основном продажей тотовой' продукшш. Поэтому при рассмотрении всей тсхнолошческои цепочки п первую очередь следует внедрять тс мероприя-. тия, которые приводят к наиболее быстрому увеличении прибыли.
В данном исследовании рассматр!Ц5аются три' группы "элементпрщд" Ш1ВССТ1ШИОШ1ЫХ проектов :
- решения, обеспечивающие сшгженне издержек производства на отдельном технологическом участке;
- мероприятия, рассчшаштые на выпуск новой, не производившейся ранее продукции;
- проекты 'наивысшего приоритета" , невыпонение которых может привести через определенное время к остановке всей технологической цепочки.
Нсходт из технологических соображений некоторые "элементарные" проекты дожны быть укрупнены, то есть объединены в один более крупный "элементарный", если исходные проекты предназначены для решения
одной и той же калачи. Например, если речь идет об организации произ-
водства повой продукции "элементарный" проект "печь-ковш", обеспечивающий получение низкого содержания ссры В метале, дожен быть объединен с проектом 'реконструкция стана", обеспечивающим получоше более высоких механических свойств метала путем реализации режимов прокален но контролируемым режимам.
Задача формирования "комплексных" штсстиционных проектов формулируется следующим образом. Пусть имеется ш "элементарных" проек-
'ton lis, s " l,in. llo Kasmowv "элементарному" проекту 'uyiacu показатели (Kl, К2, ..., Kn), которые принимаются во внимание при формировашш "комплексного" проекта. К укатанным показателям относятся : общий объем капитальных вложений, годовой объем "капитальных плохений, годовой объем строительно-монтажных работ, чистая современная стоимость проекта, рентабельность инвестиции, период окупаемости и др. Среди заданных показателей выбирается главш^ (Кгл) в качестве критерия экономической эффективности проекта.
Требуется сформировать последовательность времен начала реализации каждого "элементарного" проекта :
{IVл ,т20>.....ТрО).
Здесь Т[и> - момент начала ре ал и мини s-ro "элементарного" проекта, осуществляемого в -jo очередь. Поскольку среди "элементарных" проектов могут быть альтернативные, общее число моментов качала реализации "элементарных'' проектов ( р ) не превышает общего числа исходных "элементарных" проектов, то есть p<in.Значения показателей (Kt), характеризующих каждый "комплексный" проект, зависит от последовательности моментов начала реализации входящих в него "элементарных" проектов :
Ki-f (Ti<k> ,TjO).....Тр'О), где
Для получения оптимального решения критерий экономической эффективности проекта дожен принимать экстремальное значение :
Кгл extr ,
при выпонении ограничений по остальным показателям :
Kl"1"1 < KI < К,и"
КДт1п < Кп < К,,Щ*
Заметим, что в ряде случаев вместе с последовательностью моментов начала" реализации каждого "элементарного" проекта надо формировать и последовательность моментов окончания их реализации.
Б силу, сложности рассматриваемой задачи се решение может быть осуществлено только путем целенаправленного перебора различных вариантов "комплексных" проектов и оценки их характеристик е помощью имитационной технико-экономической.модели рассматрнйаемой системы.
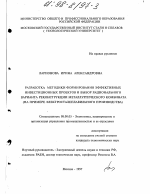
Предлагаемая методика формирования эффективных инвестиционных проектов преставляет собой некоторый агоритм, общая струкл\гра которого представлена на рпс.1. Агоритм имеет следующие блоки. Блок 1. Начало функционирования агоритма.
Блок 2. Ввод исходной информации. Задаются спрос и иены па конечную продукцию, Необходимая информация о каждом "элементарном" проекте, ограничения по обшему и годовым объемам капитальных вложений, годовым объемам стро1ттелъно - монтажных работ и др.
Блок 3. Формирование варианта "комплексного" инвестиционного проекта. Расчет начшшетен с существующей технологической схемы производства. Далее с использованием технолошчсской логики осуществляется се улучшение. Основная идея этой процедуры - обеспечение .последовательного, нарастания критерия опгимизации Кгл , например, чистой текущей стоимости "комплексного" проекта за счет реализаций "элементарных" проектов либо сокращающих издержки производства, либо! принципиально меняющих технологию производства с целью получения попой продукции. При этом в окончательном вриан дожен быть получен "комплексный" проект, по возможности, обеспечивающий максимизацию'чистой прибыли в краткосрочном периоде.
Блок 4. Применение имитационной балансовой модели экономической системы для расчета себестоимости конечной протукции. Используется" информация о заданном варианте шщестициотюго проекта и спросе па продукцию. Ил я от конца технологической цепочки к ее началу и пепомуя расходные коэффициенты на каждом переделе, определяют объемы производства ззготовки, стали, чугуна, кокса, агломерата. Идя в обратном порядке, рассчитывают себестоимости агломерата, кокса, чугуна, стали, заготовки, проката.
Блок 5. Формирование денежных потоков. Формируют потоки, необходимые для оценки эф^кктавйостн проскта( вы ручка от реализации продукции, себестоимость продукции, капитальные вложения, заемные средства, прибыль, уплата налогов, чистая прибыль).
Блок 6. Использование методики ЮНИДО ятя от леи эффективности рассматриваемого варианта "комплексного" инвестиционного проекта.
ф де* ормироваиие icxchjx потоков
Рис.1. Принципиальная блок-схсма агоритма формирования комплексных инвестиционных проектов.
Блок 7. Проверка удовлетворения рассматриваемым проектом заданных ограничений по значениям показателей, принимаемых во внимание при . формировании "комплексного" проекта. Если эТи ограшпення не выпонены или имеется возможность по дальнейшему улучшению проекта, то возвращаются к блоку З.В прсУпшном случао переходят к блоку 8. Блок 8. Вывод информации о выбранном проекте. Блок 9. Конец функционирования агоритма.
В Простых случаях, например, когда речь идет о сравнешш тееппш-ошшх проектов, обеспечивающих снижение издержек, анализ проектов осуществляется с использованием имитационных моделей конкрепшх тех нологических участков. Здесь в качестве критерия отбора лучшего варианта молуг применяться прнведещгые затраты( це>ш производства ).
При расчете показателей экономической эффективности п условиях значительной инфляции устаревшие да! и пах может привести к нскажешю-му результату'. Анализ истодов устранения влияния инфляции показал, что наиболее достоверные результаты можно получить при использовании методов расчета в мировых пенах, р: чета и постоянных ценах и учета колебаний цен. Эти приемы использованы в работе при оценке близких вариантов развития технологии.
При расчете характеристик вариантов проекта используется дисконтирование денежного потока с учетом средней нормы прибыли и прогнозируемого темпа инфляции.
Выбор рационального варианта реконструкция электр^сталеплавильного проязводстяа
При опенке близких вариантов развития техники и технологии (например, в рамках одной металургического цеха) в данной работе иепплыопзнеь трпиннонные для отечественной экономики показатели V .......... и приведенных затрат на ее производство.
Для расчета себестоимости и приведенных затрат на производство 1 ^ электростали в текущих ценах использованы разработки профессора В-А.Ромениа, А.МЛеонтьева и профессора А.В.Егорова. Разработанная ими модель была адаптирована к новЫм Технологическим приемам (использование в шихте ждкот чугуна) и к конкретной ситуации, сложившейся в экономике (прогноз цен с учетом чифляции).
Адаптация технологической модели электроплавки к условиям новой технологии с применением жидкого чугуна осуществлялась путем уточнения коэффициентов, используемых при расчете длительности отдельных периодов плавки и зависимости от доли чугуна в шихте. Изменившаяся экономическая ситуация, в частности, влияние инфляции на соответствующие показатели учитывается с помощью введения в рассматриваемые соотношения индексов оптовых иен (табл.1).
Исходными данными для определения указанных зависимостей послужили цены на сырье и материалы черной металургии за 1994, 1995 и первое полугодие 1996 года, публикуемые Комитетом Российской Федерации по металургии, а также индексы оплаты труда, тарифов на перевозки и капиталовложений эа этот же период, публикуемые Госкомстатом Российской Федерации. Обработка данных проводилась с помощью пакета прикладных программ Slatgraphics. Номера периодов, входящие в формулы для расчета индексов цен определялись следующим, образом : для двенадцати месяцев 1994 года t - 1,12, для всех последующих периодов времени к порядковый homcjI во временном ряду рассчтываетея по формуле : t - (у-1994)*12+т ,
где у - расчетный год ;
ш г-номер расчетного месяца. Значения средних процентных ошибок ( МРЕ ) и средних абсолютных процентных ошибок ( МАРЕ ), представленных в таблице 1, свидетельствуют о высокой точности прогноза, осуществляемого с использованием рассчитанных заь>1сим0стсй.
Блок-схема экономико-математической модели эсктроплапки представлена на рис.2, условные обозначения, используемые в модели - в таблице 2.
Таблица 1.
Il por i IQ311 pe. ca me m цсксов изменения oirroaut иен и тариеров
Вид ресурса Формула для Средняя процент- Средняя абсолютна/
расчета ная ошибка (МРЕ) ошибка (МАРЕ)
Чугун ехр(0,15-O.OOSt) - 0,34 5,34
Металолом ехр(0,09-0.0021) -0,13 3,12
Ферросплавы ехр(0,15-0,00590 - 0,21 4,94
Агломерат ехр(0,07-0,000021) -0,28 4,83
Известь ехр(0,08-0,002t) - 0,30 5,61
Кокс ехр(0,14-0,0048t) ' - 0,22 4,80
Электроэнергия ехр(0,06-0,17/0 - 0,15 4,40
Электроды схр(0,11-0,00240 - 0,20 4.01
Природный газ ехр(0,03-0,35/0 -0,37 5,77
Литье стальное ехр(0,09-0,087/0 - 0,47 7,49
Литье чугу!шое ехр(0,08-0,069/0 - 0,70 8,85
Ковшевой
кирпич ехр(0,10-0,0021) - 0,38 4,70
Кирпич хромо-
магнезнтопый ехр(0,13-0,00340 - 0,58 6,48
Оплата труда ехр(0,08-0,09/0 . - 0,23 4,45
Тариф на
перевозки ехр(0,178-0,050 - 0,005 0,83
Капиталовло- Х
жения схр(0,05-0,098/0 -0,027 1,57
Модель позволяет рассчитать себестоимость электростали по статьям затрат и приведетше затраты, как обобщающий показатель экономической эф-фектиности. Важнейшие характеристики электроплавки ( удельный расход технологической электроэнергии и годовой объем производства жидкой стали ) рассчитываются с помощью технологической модели, разработанной Л.В.Егоровым. Расход основных материалов, а также природного
Н5 = ад*!!!-"
-и = 2(Ц1 * Ш М11р)*0,001
Ъ = "Л'д 'ИДЬЗ ' ШЯ-Н'п'ЖШ/М'П Т-
Ззп =( 41900*Ш'46+ 21788*1пл-75+ 19б44*ш
За -((\дснЦсп+Мтр*Цтр)+((КбМб-<Цдсп+Цгр))*ЫаУМ* ГШ9
Зт = ((8200*ш/М*101476 + 12.5*т-0-|*83940+15244*т-"'1'НО,6*М6/М+0,4)*Ш21
Зпр - ПадЧ^'.МО/МЩ-ф)))
Г = 31+ 3.1+ 3-+ з- :т+3пг+ 3-1П+ 3.1+ Зт+ Зпр
ПЗ = С + 1*Д*Кб*Мб/М
Рнс.2 Блок-схема экономико-математической модели эсктроплавки
Таблица 2.
Условные обозначения, принятые в агоритме экономико-математической
модели электроплвки
Обозначения Единицы измерения Наименование
IILi а доли единицы доли единицы _ Произведение индексов цен
Доля чугуна ч металошихте
____Кр____ 5Сф т/т 1 Расход металошнхты
т/т Расход ферросплавов
ш т Номинальная емкость печи
Зд тыс.руб/т Затраты ни добаво'шые материалы
И5 Hi ____кг/т_____ кг/т Расход заправочных материалов Расход добавочных материалов -го вида
тыс.руб/т Цена добавочных материалов -го вида Х
м п т Годовой объем производства жидкой стали
Зэ тыс.руб/т Затраты на технолотчсскую электроэнергию
Wrf квт-час/т МВА Расход технологической электроэнергии
Ри Установленная мощность трансформаторов
Зэд тыс.руб/т Затраты на электроды
Зпг тыс.руб/г Затраты на природный газ и кислород для интенсификации плавки
Нг мЗ/т Норма расхода природного газа
Нк мЗ/т Норма расхода кислород^
Ззп тыс.руб/т Фонд оплаты труда с отчислениями на социаг ные нужды
Котч Мб . доли единицы т ___Норм:т1орп1ссний11соц\1^п>11ыенужды_ Базовый головой объем производства жидкой стали
За тыс.руб/т Амортизация основных средств
NACH доли единицы Норма амортизации для электропечей
Ntp доли единицы. Норма амортизации для печных трансформаторов
Na дачи единицы Норма амортизации средняя по цеху
Цдсн тыс.руб Балансовая стоимость электропечи
Цтр тыс.руб Балансовая стоимость печного трансформатора
Кб тыс.руб/т Базисные удельные капиталовложения в цех
Зт тыс.руб/т Затраты на ремонты
- тыс.руб/т Прочие затраты
Aj*!!!1" тыс.руб/т ; Затраты ]-го вица, зависящие от емкости печи
___ С ..ДОЛИ единицы тыс.руб/т Доля условно-постоянных затрат з-го вида
Производственная ссосстоимость 1 т жидкой стали
113 тыс.руб/т Прицеленные затраты на производство 1 т жидкой стали
_____fc ____ руб/руб Коэффициент эффективности
1~аза и кислорода дои интенсификации плапки, определяется по нормам для соотвстстоуюпр1х марок стали. Удельным расход электродом рассматривается как функция удельного расхода технологической электроэнергии. Расход вспомогательных материалов, прочих эпергорссурсок, ошеупоров рассматривается как фу1исш1я номинальной емкосш электропечи. Затраты на оплату труда, износ смошого оборудовании, внутризаводское перемещение грузов, прочие расходы цеха и общезаводские расходы зависят от номинальной емкости ист, их величина получена путем пересчета аналогичных затрат из модели В-А.Роменца и В.Мсонтьева с учетом изменения уровня цеп и тарифов. Указанные затраты определены для базового <х лема производства. При отклонении расчетного объема производства от заданного осуществляется корректировка этих затрат с учетом доли в mix постоянных затрат.
с использованием в шихте жидкого чугуна При определении экономической эффективности исследуемых технологий выплавки этетстроетали в качестве базового варианта принята технологии плавки на твердой заваке. При выборе рациональных вариантов совершенствования мсктроеталенлавнлымго производства весьма существенным является вопрос о мошнос-гн печного трансформатора, поэтому расчеты выпонены для трех у[>опнсй мощности трансформатора : 32, 45 и 84 МВА.
Рассмотрены следующие варианты использования ждакого чугуна : 1- использование доменного чугуна, 2- нснользоваиие чугуна процесса "Гомет" при условии работы цеха жидкофазного восстановления (ЖФВ) на поную мощность, 3- использонание чугуна процесса "Ромет'' нри условии, что мощность цехч ЖФВ равна потребности электросталеила-вилъного цеха в жидком чугуне. Необходимость рассмотрения двух вариантов использования жидкою чугуна процесса "Гомет" вызнана следующими обстоятельствами. В настоящее время в России нзОлюдастс:: снижение спроса на продукцию чернот) металургии. В этих условиях объем производства в цехе ЖФВ определяется потребностью электростасплавилыюто производства в жидком чугуне. В то же время имеются исследования, свидетельствующие об эффективности применении чутуна процесса "Гомет"
и в других сталеплавильных агрегатах, что не исключает возможность имени части жидкого доменного чугуна чугуном пронесся "Ромет" и, соответственно, работы цеха ЖФВ гп поную мощность.
Оценка эффективности исследуемых париашов осуществлялась с помощью показателя приведенных затрат, в состав которого входят себестоимость жидкой стали и капиталовложения в электросталетшавильный цех, в цех ЖФВ, а также часть капиталовложений в доменный нех и общезаводское хозяйство, соответствующая доле услуг, оказываемых ими электроста-леплавилыюму цеху и цеху ЖФВ. Коэффициент эффективности принят на уровне 0,15. Целесообразность этого подтверждается современным средним уровнем ре 1 па бел ьн ос ги производства в промышленности и тенденциями изменения ставки рефинансирования и доходности ГКО.
Расчеты экономических показателей в текущих данах свидетельствуют о том, что применение жидкого доменного чугуна в нптхтс электропечей с любой мощностью трансформатора приводит к увеличению себестоимости и припедс1шых затрат (табл.3) на производство I т жидкой стали. Это связано с тем, что себестотгмость жидкого доменного чугуна зна'пгтелыю ( в 23 раза ) больше цены лома, в то время как себестоимость чугуна процесса "Ромет" ниже себестоимости жидкого доменного чугуна на 40%. Расчет экономических показателей в мировых ценах выпонен для трех уровней оплаты труда. Необходимость учета уровня оплаты труда определяется тем, что применение жидкого тугуна в шихте электропечей позволят ет увеличить их производительность !!, соответственно, уменьшить постоянные затраты. Величина получаемой при этом экономии зависит от абсолютной величины постоянных затрат. Особое внимание в данном исследовании уделено оплате труда (среди всех постоянных затрат), поскольку в настоящее время внутренние цепы на материальные ресурсы приближены к мировым, в то время как уровень оплаты труда остается низким, хотя и имеет теаченцию к росту. Поэтому в работе рассмотрены : - шикни уровень оплаты трула (0,3 дол/час). полученный пересчетом в долары США по соответствующему курсу фактической средней часовой тарифной ставки;
- средний уровень оплаты труда (5,3 дол/час), соответствующий оплате труда в развнваюппмс.ч странах (Бразилия, Тайвань);
- высокий уровень оплаты труда (19,6 дол/час), соответствующий оплате друда п развитых европейских странах (Германия).
Таблица 3.
Себестоимость и приведенные затраты на производство 1 т жидкой стали, рассчитанные в ценах 1993 года
Покв/мтели Доля жидкого 45 гуна, %
доменный чугун чугун процесса Томоп'Чвариант 3)
0 30 40 50 30 40 50
Себестоимость, рубД
32 МВА 104229,3 112869,4 116144,5 118891,6 93433,05 88423,76 82752,7
45 МИЛ 98753,22 108422,1 12306,3 118208,3 89024,58 83885,62 81698,8
84 МВЛ 90446.9 104500,3 113371,5 119221,6 84091,54 86173,34 84127,75
Прицеленные затра ты.рубД "12102*179 "123952,2 9153р9
32 МВЛ < 4? "МВА?" 111742,2 " 104513,2 126308,3 104124,1 98199,08
11532,32 118887,1 125073,3 725322^ 97605,51 91870,92 8%83,2 9ПЙЗЖ
84 МВА 94001,6 08843,3 119194,5 89S49.54, 93898,32
В большинстве случаев наблюдаются одинаковые тенденции изменетпщ затрат при различных уровнях оплаты труда, полому в табл.4 представлены показатели, соответствующие среднему уровню оплаты труда. Для электропечей с трансформатором 32 МВА себестоимость и приведенные затраты на производство 1 т жидкой стали имеют постоянную тенденцию к снижешпо. Для электропечей с трансформатором 45 МВА при использовании чугуна процесса "Ромет" и работе цеха ЖФВ на поную мощность наблюдается такая же тенденция, как и для электропе чей с трансформатором 32 МВА, в других вариантах имеется минимум приведенных затрат при доле жидкого чугуна в шихте равной 40 %. Замена рядового лома жидхим чугуном в электропечи с трансформатором 84 МВА позволяет снизить затраты на производство 1 т жидкой стали только при нспользова-
1ти чу1упа процесса "'Ромет". Онтимальнап доля жидкого чугуна раина 30%, так сак прн дальнейшем увеличении дон жидкого чугуна в шнхтэ эгктропс'пг с!г:т;гепие длительности расплаплепия на высокомощных печах не компенсирует увеличение длительности окислительного периода.
Таблица 4.
Себестоимость и приведенные затраты на производство 1 т жидкой стали, рясс'штаннме в Шатровых цена* при уровне оплаты труда 5,3 дол/час
Доля жидкого Себестоимость, доял/г Приведенные затраты, дол/т
чугуна, % 32 МВА 45 МВА 84 МВА 32 МВА 45 МВА 84 МВА
Базовый вариант 247,36 224,37 184,99 274,76 245,53 197,59
Вариант 1 : 30 242,36 224.54 192,28 257,67 250,44 209,27
40 238,93 223,33 202,63 255,02 249,21 221,53
50| 233,6 226,98 211,94, 251,31 254,47 236,32
Вариант 2 : 30 226,9 209,25 176,92 260,64 237,69 196.44
40 218,4 203,37 182,33 252,3 232,65 204.5
50 207,58 201,47 186,5й "241,83 233,9 215,16
Вариант 3 : 30 " 239,74 217,75 182,72 284,7 253,81 207,35
40 226,7л 207,9 190,15 267,98 241,33 192,2
50 214.62 203,15 191,6 251,52 236,53 224,66
Данные табл.3 и табл.4 свидетельствуют о том, 'по испо,льзгтл1гнс жидкого чу1уна процесса "Ромет" ъ шихте электропечи с трансформатором малой мощности (32 МВД) позволяет добиться снижения себестоимости стали на 7-17 % и приведенных затрат на 3-12 % по сравнению с аналогичными показателями работал электропечи с трансформатором 45 МВА,'работающей н,з твердой заваке. Такт! образом, применение жидкого чугуна процесса "Ромет" обеспечивает возможность эффективной работы электропечи с транс(1юрматором меньшей мощности.
Рящтопальяый вяргтзпт реконструкции металургического комбината
П работе выпонен расчет "комплексного" проекта реконструкции металургического комбината, включающего электросталеплавильное производство.
Предварительно еггобранш для рассмотрения следующие "элементарные" инвестиционные проекты :
1.. Реконструкция доменных печен, направленная на улучшение технико-экономических показателей, при сохранении традиционной тсхиолопш
2. Вдувание пысугольного топлива (ПУП в доменщле печи;
3. Реконструкция дутовыг сталеплавильных печей (ДСГЩтрадициотшая техполошя);
4. Реконструкция дуювых сталеплавильных нечей, использование в шихте жидкого чугуна;
5. Реконструкция МНЗ;
6. Строительство установки "печь - ковш";
7. Строительство цеха жщкофазиого восстаноплыгчя (ЖФВ);
8. Реконструкция сортового стана.
Здссь имеются следующие альтернативные технологии :
1. Реконструкция доменных печен при сохранении традиционной технологии (ДП) - вдувание пысугольного топлива (ПУТ) ;
2. Традиционная тсхиолопш в ДСП - техполошя с использованием жидкого чугуна;
3. Использование в шихте электроплавки доменного чугуна - применение чугуна ЖФВ.
С использованием разработанной методики выпонено 6 серий экспериментов с целью выбора .рационального варианта реконструкции мстал-луршчсского комбината с учётом шшеезншюпных решети! в элекгроста-леплавилыюм производстве (табл.5).
Варианты, относящиеся к одной н той же серии экспериментов, имеют одинаковый перечень мсроприятий("эсмс1гтарных" проектов) и отличаются друг от друга только последовательностью реализации "элементарных" проектов. Формирование вариантов реконструкции ("комплексных" проектов) в каждой серии экспериментов осуществлялась в следующем норяке : из всех возможных комбинаций моментов начала "элементарных" проектов, входящих в один "комплексный", отбирались только тс, в которых сумма капиталовложений "элементарных" проектов в каждый год рскон-
струхции нс превышала задашюго лимита капиталовложений, определяемого финансовыми возмоагостями предприятия (50 мн.лол. или -250 мрд.руб.). Оценка показателей эффективности производилась как п руЪ-лях, так и в доларах США (табл.б,7).
(варианты 1 - 3)
Выбраны следующие "элементарные" проекты, отвечающие главным задачам реконструкции :
- вдувание ПУТ в домешало печи ;
- реконструкция дуговых сталеплавильных печей (ДСП)
(традиционная технология);
- реконструкция МНЗ;
- стронтел1>ство установки "лечь - ковш";
- реконструкция сортового стана.
Основная задача этой серии экспериментов состояла в том, чтобы убедиться в существенном влиянии сроков начала реализации реконструктивных мероприятий на показатели э<|н{кгктшщости "комплексного" проект.
Установлено:
-срок возврата инвестиций рассматриваемых шшестиционных проектов - 5,2 * 7,0 лет;
- текущая современная стоимость (NPV) -53 + 91 мн. дол. (-101 < 135 мрд.руб.); ;
- лучшим является вариант Кз 3;
- улучшение показателей происходит за счёт возможно более раннего начала мероприятий по реконструкции;
- вдувание ПУТ в доменные пет нс оказывает особого влияния на эф<1кктивность проекта, так как и данной технологической цепочке чугун используется в весьма млом количестве;
- порядок осуществления мероприятий влияет на эффективность реконструкции : первоочередное внедрение мероприятий, приводящих к наиболее быстрому уясличстпо прибыли, обеепе'птает увеличение чистой
приведенной стоимости и уменьшение срока, окупаемости капиталовложений в "комплексный" проект.
Мероприятия те же, что и в серии 1, но вдувание ПУТ в домешше печи заменено реконструкцией доменной печи, наравлетюй на улучше-Iше техтшко-экономичеких показателей при сохранении традиционной технологии.
Получены следующие результаты; срок возврата инвестиций - 3.3 + 6,2 лет;
- -72 + 97 мн. дол.(130 + 179 мрд.руб.);
- подтвержден синод о том, что мероприятия, связанные с реконструкцией производства чугуна не оказывают существенного плишшя на эффективность реконструкции данной технологической цепочки;
- большое значите КРУ получено за счет того, что перешли к реконструкции домештых печ>.й в более поздний срок.
Остцсстплён переход от традиционной технологии элестрошгавки к технологии с использованием жидкого чугуна в шихте. Вместо реконструкции доменных печей с сохранением традиционной технолопш вернулись к вдуванию в них ПУГ.
Установлено следующее:
- срок возврата инвестиций - 4,3 > 4,7 лет;
- КРУ - 127 + 147 мн. дол.;
- показана высокая эффективность технологии работы ДСП с использованием глкого чугуна в шихте. Так сравнение вариа!гтов №3 и №10 показывает, что использование этой технологии при прочих равных условиях сокращает срок окупаемости инвестиций с 5,2 до 4,3 года и увеличивает
с 91 до 147 мн. дол.;
(варианты 4 - 7)
(.рариантм 8 - 10)
Варианты реконструкции металургического коибшита Таблица 5
Мероприятия номер серии
1 2 3 Г 5 6
номер варианта номер варианта номер &гри- 1 но&ср ьари-знта ! ечта номер варианта номер Бгриа ита 22
1! 2 3 4 5! 6 7 в 91 10 11 12 13 14 15! 16] 171 18 19, 20| 21
Реконструкция доменных I I I I 1 1 . I ! !!
печей 1 1 1 б! I | 1 1 4 1 | 1, 5| 5
Од/ваниа ПУТ в домен- I I ! I ! \
ные печи 1 1 2 | 1 1! 3 ! 1 I з| 3 'М 5 I ( ;
Реконструкция ДСП (тра- ! 1 1 1
диционная технология) . 1 1 1 1 2 2 1 I 1 !
Реконструкция ДСП . I \ I 1 1
(жидкий чугун) I 1 1 1 1 2 2 1 1 1| 2 11 1 2; 2 1; 1
Реконструкция МНЗ 1 2 1 2 2 2 1 3 3| 1 2 2 1 3 2 4 3, 1 4; 4 1. 2
Строительство установки ! !
печь-коаш 4 1 1 2 1 2 2| 1 2 > 1 1 1 1 1 3 1 1' 2 1 3 1 1
Строительство цеха ЖФВ I ' 4 1 1 1! 1 2! 2 1
реконструкция сортового I I I I ; !
стана 4! 1 1 2 2! 1 I 1 2 1 1 1 4. 1 2 1 1 з 3 2; з: 1
Примечание: цифры а табл!ще означают год начала соответствующего "элементарного" проекта
ПОКАЗАТЕЛИ ЭКОНОМИИ F-СКОЙ ЭФФЕКТИВНОСТИ ВАРИАНТОВ РЕКОНСТ РУКЦИИ (В ПОСТОЯННЫХ ЦЕНАХ)
Таблица 6.
Номер серии экспери.' ментов Номер варианта Капиталовложения,мрд. руб. Чистая приведенная стоимость, мрд.руб. :}о! Рентабельность инвестиций, руб/руб Срок окупаемос-ти,лет
1 I 853 >7
----------- 2 з -Ч 853 1(Х) 1.13 6,4
853 135 1,18 6,2
"2 4 _ . 693 "693 7 150 1,24 6,2
178 1,29 5,Я
6 693 130 1,21 Ь2. 579
i 693 179 1,29
5 14 5~ 1143 / ~ Г.....f143 242 566 1,26 0,3 511
----------- 16 1143 312 1,34 5,4
1143 289 1,31
18 1143 343 1,37 5,1
6 19 885 п 449 i 1.58 1 5,1
20 885 402 1,52 5,8
21 885 549 1,71
22 ! 885 1 737 1,95 3,6
ПОКАЗАТЕЛИ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ Таблица 7.
ВАРИАНТОВ РЕКОНСТРУКЦИИ (В МИГОВЫХ ЦЕНАХ)
Номер серии экспери ментов Номер варианта Кшнггадовло- Чистая прине-ження.мн. денная стои-Дол. мость, мн .дол. 1 Рентабельность инвестиций, дол/дол Срок окупаемое-1 ти, лет | 1
1 1 171 | 53 1,35 5,9
2 171 * 88 1,59 5,2 .
3 171 91 1,61 5,2
2 4 130 87 1,77 4,3
5 130 Х 78 1,69 5,2
6 130 72 1,63 Ь',2
7 130 97 1,85
3 8 176 133 1,87 4,6
9 176 127 1,82 4,7
10 176 14? 1,95 "" 4,3
4 11 163 127 2,07 4,6
12 163 133 2,13 4,4
13 163 158 2,34 Х 3,2
5 14 226 85" 1,43 5,9
15 226 181 1,92 - М
16 226 , 41'3 1,57 5,4
17 226 118 1,60 4,9
18 226 ; 145 1,74 4И
6 19 186 134 1,83 4,7
20 186 128 1,79 4,7
21 186 180 2,11 4,1
22 186 191 2,10 3,3
- показано, по начало реконструкции МНЗ нежелательно сильно отрывать от перехода ДСП на новую технологию. Этоп факт илюстрируется тем, что варианты №8 и №9 хуже парил па №10. При существенном отличии указанных сроков не будут использованы возможности высокопроизводительной печи.
Эга серия отличается от предыдущей тем, что вдувание ПУТ заменяется реконструкцией доменных печей.
Получены следующие результаты:
- срок возврата гатестшптй - 3,2. + 4,6 лет;
- NPV - 127 + 158 мн. дол.;
- показано,'по для дайной технологической цепочки осуществление реконструкции доменных печей более выгодно по сравнению с вдуванием ПУТ. Так при реконструкции доменных печей с сохранением традиционной технологии срок возврата инвестиций существенно меньше, чем при вдувании ПУТ (см. вариашы Кг 10 и №13).
Bapuairr использования жидкого доменного чугуна в шихте электропечей при опенке его но внутренних ценах был признан неэффективным, поэтому рчечеты в третьей и четвертой сериях экспсримстов выпонялись только в мировых ценах. Расчеты показали, что в этих условиях использование жидкого доменного чугуна в шихте электропечей является более эффективным. чем их реконструкция с сохранением традиционной технологии.
К мероприятиям, используемым в серии 3 добавляется получение дешёвого чугуна процессом "Ромет" и использование этого чугуна в шихте при злектроплавке.
Установлено следующее: - срок возврата инвестиций - 4Л + 6,3 лет;
- МРУ - 85 Х ш мн. дол.(242 566 мрд.руб.);
- использование более дешёвого чутуна приводит к дальнейшее улучшению показателей проекта. Сопоста&чение близютх варишггов №10 и №15 показывает, что использование чугуна процесса "Ромет" позволяет повысить МРУ со 147 до 191 хин. дол. При этом, естественно, нескомсо изменяется срок окупаемоеЩ кашгсалыпх вложений (с 4,3 до 4,4 лет) из-за !л большего объема в случае реализации процесса "Ромет".
Шестая серия зтге.риментоа (варишгщ 19 - 22)
Мероприятия отличаются егг предыдущей серии заменой более дорогостоящего варианта с вдуванием ПУТ в дометше печи более дешевым -их реконструкцией.
Результаты экспериментов:
- срок возврата инвестиций - 3,3 + 5,8 лет;.
- ИРУ - 123+ 43.1 мн. дол. (402 + 73? мрд.руб.);
- получен наиболее эффективный (по сравнению с рассмотренными ранее) варнат реконструкции металургического предприятия, имеющего эсктросталеплавильное производство - вариант №22.
На основании проведенных экспериментов предложена следующая последовательность реализации реконструкции металургического комбината, имеющего электросгалеплавильнос производство:
- сооружение установки внепечиой обработки стали;
- строительство неха жидкофазного восстановления;
- реконструкция электропечи и отработка технологии электроплавки с использованием жидкого чугуна в шихте;
- реконструкция МНЗ;
- модернизация проката стали электропечного сортамента;
- реконструкция шмепнотп производства с сохранением традиционной технологии.
Покатана высокая эффективность разработанной методики. Так. за счёт выбора рациональной последовательности набора инвестишнишых проектов
рентабельность инвестиций может быть повышена в 1,3 раза, а срок возврата инвестиций сокращён в 1.4 раза.
Х Сравнение данных табл.5 и табл.6 показывает, что переход от внутренних цен к мировым увеличивает рентабельность и снижает срок окупаемости капиталовложений по всем рассмотренным вариантам.
1. Разработана методика формирования эффективных тшвестипиошшх проектов реконструкции отдельных производств и металургического комбината в целом. Показана высокая се эффективность. Так за счет выбора рациональной последовательности реализации одного и того же набора "элементарных" инвестиционных проектов рентабельность инвестиций может быть повышена в 1,3 раза, а срок возврата инвестиций сокращен в 1,4 рам.
2. Известная экономико-митсматичсская модель электроплавки адаптирована к новым технологическим приемам ведения процесса ( использование в шихте жидкого чугуна ) и конкретной ситуации, сложившейся в экономике ( прогноз цен с учетом инфляции).
3. Определен^ тсхшосо-экономическис показатели производства электростали в рахтичных экономических и производствснно-тсхничсских условиях. Установлено, что наиболее эффекпшиым является применение жидкого чугуна в шихте электропечей с маломощными трансформаторами (32 МВА). Применение жидкого чугуна в ншхте электропечей с трансформатором В4 МВЛ эффективно только при доле жидкого чугуна порядка 30 Установлено, что применение жидкого чугуна в шихте электропечей позволяет обеспечить возможность эффективной работы электропечи с трансформатором меньшей мощности.
4. Показано, что затраты на производство стали при использовании жидкого чугуна в значительной степени определяются соопюшенисм цен на чугун и металолом. Установлено, что применение в шихте электропечей жидко!л чугуна процесса "Ромет" обеспечивает снижение затрат на производство 1т стали во всех анализируемых в работе вариантах.
5. Для выбора рационального варианта реконструкции электростаспла-вильного производства предложен агоритм формирования "комплексных"
инвестиционных проектов, включающий балансовую модель металургического предприятия и предусматривающий использование методики ЮНИ-ДО . Выпоненные с ее помощью расчеты позволили рекомендовать в качестве основного варианта реконструкции электросталенл ал ильного производства металургического комбината технологическую схему с использованием жидкого чугуна в шихте злектрогшшки. При этом наиболее эффективным вариантом является использование чугуна процесса "Ромет". б. Предложена следующая последовательность реконструкции металургического комбината, имеющего электросталеплавильное производство :
- сооружение установки внепечной обработки стали;
- строительство цеха жидкофазного восстановления;
- реконструкция электропечи и отработка технологии электроплавки с использованием жидкого чугуна в шихте;
Х - реконструкция MHJI3;
- модернизация проката стали здектропечного сортамента;
- реконструкция доменного производства с сохранением традиционной технологии.
Основные положения диссертации изложены в следующих работах :
1. Перспективы электроплавки стали с использованием жидкого чугуна процесса "Ромет", Труды третьего конгресса сталеплавильщиков, М., 1996, с. 1R3-I87(b соавторстве)
2. Эффективность использования в нтхте электропечей жидкого чугуна, "Известия выс1Ш1х учебных заведений.Черная металургия", №5, 1996, с.70-74(в соавторстве)
3. Максимизация чистой прибыли металургического предприятия в условиях обновления или резервирования основных производственных фондов, "Известия высших учебных заведений.Цветная металургия", №4, 1996, с.71-77(в соавторстве)
Тнп.МИСиС.
Заказ 5G
Тираж 100 экз.
Диссертация: содержание автор диссертационного исследования: кандидат экономических наук , Ларионова, Ирина Александровна
ВВЕДЕНИЕ.
ГЛАВА 1. АНАЛИЗ СОВРЕМЕННЫХ ТЕНДЕНЦИЙ РАЗВИТИЯ ЭЛЕКТРОСТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВА.
ПРЕДВАРИТЕЛЬНЫЙ ОТБОР РАЦИОНАЛЬНЫХ ВАРИАНТОВ ИНВЕСТИЦИОННЫХ РЕШЕНИЙ.
1.1. Перспектива наращивания мощности электросталеплавильного производства на заводах различных типов.
1.2. Анализ предпосылок возникновения новых электросталеплавильных процессов.
1.3. Перспективы электроплавки с использованием жидкого чугуна.
1.4. Постановка задачи исследования.
ГЛАВА 2. РАЗРАБОТКА МЕТОДИКИ ФОРМИРОВАНИЯ ЭФФЕКТИВНЫХ ИНВЕСТИЦИОННЫХ ПРОЕКТОВ ОТДЕЛЬНЫХ ПРОИЗВОДСТВ И МЕТАЛУРГИЧЕСКОГО КОМБИНАТА В ЦЕЛОМ В УСЛОВИЯХ ПЕРЕХОДА К РЫНКУ.
2.1. Агоритм формирования эффективных инвестиционных проектов.
2.2. Методы оценки эффективности капитальных вложений. Выбор значения коэффициента дисконтирования.
2.3. Учет инфляции в расчетах экономической эффективности.
2.4. Методика расчета затрат в мировых ценах.
2.5. Имитационная экономико-математическая модель электроплавки стали.
2.6. Имитационная экономико-математическая модель предприятия.
2.7. Выводы по главе 2.
ГЛАВА 3. ЭКОНОМИЧЕСКАЯ ОЦЕНКА ТЕХНОЛОГИИ ВЫПЛАВКИ ЭЛЕКТРОСТАЛИ С ИСПОЛЬЗОВАНИЕМ В ШИХТЕ ЖИДКОГО ЧУГУНА.
3.1. Оценка адекватности экономико-математической модели электроплавки реальному технологическому процессу.
3.2. Оценка влияния жидкого чугуна на производительность дуговой печи и энергопотребление.
3.3. Оценка влияния жидкого чугуна на расход железосодержащих материалов и флюсов.
3.4. Оценка влияния жидкого чугуна на экономические показатели электросталеплавильного производства.
3.5 Выводы по главе 3.
ГЛАВА 4. ВЫБОР РАЦИОНАЛЬНОГО ВАРИАНТА РЕКОНСТРУКЦИИ МЕТАЛУРГИЧЕСКОГО КОМБИНАТА, ИМЕЮЩЕГО ЭЛЕКТРОСТАЛЕПЛАВИЛЬНОЕ ПРОИЗВОДСТВО.
4.1. Мероприятия по реконструкции отдельных цехов металургического комбината.
4.2. Эксперименты на математической модели по выбору рационального варианта реконструкции металургического комбината.
4.3. Выводы по главе 4.
Диссертация: введение по экономике, на тему "Разработка методики формирования эффективных инвестиционных проектов и выбор рационального варианта реконструкции металургического комбината"
Актуальность проблемы
Сложившаяся ситуация такова, что отечественное металургическое производство, в том числе и сталеплавильное, требует коренной реконструкции (средний износ фондов составляет величину превышающую 50 % ). В данном исследовании ставится задача формирования "комплексных" инвестиционных проектов на базе "элементарных", под которыми понимаются проекты реконструкции каких-либо участков отдельного цеха или новые технологические решения (реконструкция электропечи, замена печного трансформатора, внедрение внепечной обработки, использование жидкого чугуна в шихте электроплавки). Решение этой проблемы осуществляется в условиях значительного дефицита средств, инвестируемых в промышленность. Поэтому мероприятия по реконструкции всех цехов не могут быть реализованы одновременно. Возникает ситуация, требующая оптимизации распределения инвестиций.
Следует отметить, что пока еще не накоплен опыт формирования высокоэффективных инвестиционных проектов металургического производства, что в первую очередь связано с его достаточной сложностью. В связи с этим задача разработки методики формирования высокоэффективных инвестиционных проектов и ее использование применительно к отечественному металургическому и, в частности, электросталеплавильному производству в условиях перехода к рынку, несомненно, является актуальной.
Цель исследования
Объектом исследования является электросталеплавилыюе производство, в котором в настоящее время наблюдается существенный технический прогресс. В соответствии с прогнозом фирмы "Мидрекс" доля мирового электросталеплавильного производства в общем объеме выплавки стали возрастет с 30 % в начале 90-х годов до 40 % к 2000 году. Имеется достаточно большое число реконструктивных вариантов как на уровне отдельного цеха различные типы печей с различной мощностью трансформаторов, новые технологические решения - использование жидкого чугуна в шихте, приемы внепечной обработки и др.), так и на уровне предприятия (вопросы оптимизации всей технологической системы в целом ). Совершенно очевидно, что в данном случае при составлении графика реконструкции необходимо выбрать из большого количества вариантов рациональный.
Задачи такого типа обычно решаются на базе подхода, предусматривающего сочетание известных методик оценки эффективности (например, методики ЮНИДО) с приемами, используемыми при оптимизации сложных систем : имитационного моделирования, организации целенаправленного перебора вариантов.
Научное направление, связанное с использованием имитационных моделей при выборе рациональной структуры металургических комплексов, разработано в нашей стране во второй половине 70-х годов Институтом проблем управления при участии ряда Гипромезов и ЦНИИчермета.
Разработанные процедуры приспособлены к применению в проектных организациях и позволяют получать множество технико-экономических оценок различных вариантов состава и расположения оборудования, различных вариантов технологических режимов в условиях функционирования различных структур и агоритмов управления. В рамках указанных процедур разработаны и реализованы специализированные математические модели элементов комплекса сталь-прокат.
В настоящей работе осуществлена попытка развития этих подходов, что вызвано следующими обстоятельствами :
1. Переходом страны к рыночным условиям, выдвинувшим на первое место ряд новых экономических критериев.
2. Существенно большему интересу к экономике функционирования металургических объектов при расчете проектов, что потребовало более детальной проработки математических моделей металургических комплексов, в частности, разработки балансовых моделей, учитывающих большое количество технологических параметров и позволяющих выпонять расчеты при изменениях коэффициентов использования производственных мощностей.
3. Появлением принципиально новых металургических технологий, оказывающих существенное влияние на технико-экономические показатели металургического производства.
4. Изменением проектных задач, в частности задачи реконструкции отечественных металургических предприятий, когда необходимо выбирать не только рациональную структуру всего металургического комплекса, но и рациональную последовательность реализации отдельных реконструктивных мероприятий.
Целью настоящего исследования является разработка методики формирования эффективных инвестиционных проектов и приложение ее к задаче выбора рационального варианта реконструкции электросталеплавильного производства, а также металургического комбината в целом с учетом инвестиционных решений в электросталеплавильном производстве.
Для достижения поставленной цели решаются следующие задачи : - анализ технико-экономических тенденций развития электросталеплавильного производства и предварительный отбор рациональных вариантов инвестиционных решений;
- разработка методики формирования эффективных инвестиционных проектов реконструкции отдельных производств и металургического комбината в целом в новых экономических условиях;
- разработка имитационной экономико-математической модели определения технико-экономических показателей электроплавки и выбор приоритетных вариантов реконструкции электросталеплавилыюго цеха;
- формирование эффективных инвестиционных проектов реконструкции металургического комбината с учетом решений, принимаемых при реконструкции электросталеплавильного производства.
Достоверность полученных решений подтверждена практикой опытно-промышленного опробования некоторых технологий, а также рассмотрением большого количества вариантов проектов на основе расчетов, выпоненных на ЭВМ.
Научная новизна исследования заключается :
- в разработке методики формирования эффективных инвестиционных проектов реконструкции отдельных производств и металургического комбината в целом * ;
- адаптации известной экономико-математической модели электроплавки к новым технологическим приемам (использование в шихте жидкого чугуна ) и конкретном ситуации, сложившейся в экономике (прогноз цен с учетом инфляции);
- установлении зависимостей технико-экономических показателей исследуемых вариантов производства электростали от доли жидкого чугуна в шихте;
- оценке экономической эффективности вариантов использования в шихте электропечей жидкого чугуна, полученного различными способами;
- расчете рационального варианта реконструкции металургического комбината с учетом инвестиционных решений , принимаемых в электросталеплавильном производстве.
Практическая значимость работы состоит в том, что результаты исследования позволили обосновать рекомендации по внедрению технологии выплавки электростали с использованием в шихте жидкого чугуна. Разработанные методики могут быть применены при формировании эффективных инвестиционных проектов реконструкции металургических комбинатов.
Разработанная модель расчета технико-экономических показателей электроплавки может применяться в учебном процессе.
Апробация работы. Основные положения работы доложены и обсуждены на третьем (1995 год) и четвертом (1996 год) конгрессах сталеплавильщиков и научно-техническом семинаре кафедры экономики и менеджмента МИСиС (1997 год).
Выпоненное исследование является разделом научно-исследовательской работы "Разработка технологии и создание агрегатов различной емкости для получения полупродукта методом плавки в жидкой ванне из комплексного железорудного сырья, шламов, пыли и энергетических углей" по программе ГКНТ "Ресурсосберегающие и экологически безопасные процессы метал Разработано с участием А.В.Пятецкой лургического производства (экогорметкомплекс будущего)", выпоненной в МИСиС при непосредственном участии автора.
Публикации. По результатам исследования опубликовано 3 статьи.
Структура и объем диссертации. Схема проведения исследования определила следующую последовательность материалов диссертации :
Диссертация: заключение по теме "Экономика и управление народным хозяйством: теория управления экономическими системами; макроэкономика; экономика, организация и управление предприятиями, отраслями, комплексами; управление инновациями; региональная экономика; логистика; экономика труда", Ларионова, Ирина Александровна
Выводы по главе 4
На основании проведенных экспериментов предложена следующая последовательность реализации реконструкции металургического комбината, имеющего электросталеплавильное производство:
- сооружение установки внепечнои обработки стали;
- строительство цеха жидкофазного восстановления;
- реконструкция электропечи и отработка технологии электроплавки с использованием жидкого чугуна в шихте;
- реконструкция MHJ13;
- модернизация проката стали электропечного сортамента; реконструкция доменного производства с сохранением традиционной технологии.
Показана высокая эффективность разработанной методики. Так., за счёт выбора рациональной последовательности набора инвестиционных проектов рентабельность инвестиций может быть повышена в 1,3 раза, а срок возврата инвестиций сокращён в 1,4 раза.
Сравнение данных табл.5 и табл.6 показывает, что переход от внутренних цен к мировым увеличивает рентабельность и снижает срок окупаемости капиталовложений по всем рассмотренным вариантам.
ЗАКЛЮЧЕНИЕ
1. Разработана методика формирования эффективных инвестиционных проектов реконструкции отдельных производств и металургического комбината в целом. Показана высокая ее эффективность. Так за счет выбора рациональной последовательности реализации одного и того же набора "элементарных" инвестиционных проектов рентабельность инвестиций может быть повышена в 1,3 раза, а срок возврата инвестиций сокращен в 1,4 раза.
2. Известная экономико-математическая модель электроплавки адаптирована к новым технологическим приемам ведения процесса ( использование в шихте жидкого чугуна ) и конкретной ситуации, сложившейся в экономике ( прогноз цен с учетом инфляции).
3. Определены технико-экономические показатели производства электростали в различных экономических и производственно-технических условиях. Установлено, что наиболее эффективным является применение жидкого чугуна в шихте электропечей с маломощными трансформаторами (32 МВА). Применение жидкого чугуна в шихте электропечей с трансформатором 84 МВА эффективно только при доле жидкого чугуна порядка 30 %.
Установлено, что применение жидкого чугуна в шихте электропечей позволяет обеспечить возможность эффективной работы электропечи с трансформатором меньшей мощности.
4. Показано, что затраты на производство стали при использовании жидкого чугуна в значительной степени определяются соотношением цен на чугун и металолом. Установлено, что применение в шихте электропечей жидкого чугуна процесса "Ромет" обеспечивает снижение затрат на производство 1т стали во всех анализируемых в работе вариантах.
5. Для выбора рационального варианта реконструкции электросталеплавильного производства предложен агоритм формирования "комплексных" инвестиционных проектов, включающий балансовую модель металургического предприятия и предусматривающий использование методики ЮНИДО . Выпоненные с ее помощью расчеты позволили рекомендовать в качестве основного варианта реконструкции электросталеплавильного производства металургического комбината технологическую схему с использованием жидкого чугуна в шихте электроплавки. При этом наиболее эффективным вариантом является использование чугуна процесса "Ромет".
6. Предложена следующая последовательность реконструкции металургического комбината, имеющего электросталеплавильное производство :
- сооружение установки внепечной обработки стали;
- строительство цеха жидкофазного восстановления;
- реконструкция электропечи и отработка технологии электроплавки с использованием жидкого чугуна в шихте;
- реконструкция MHJ13;
- модернизация проката стали электропечного сортамента; реконструкция доменного производства с сохранением традиционной технологии.
Диссертация: библиография по экономике, кандидат экономических наук , Ларионова, Ирина Александровна, Москва
1. Лопухов Г.А., Кацов Е.З. Производство стали в дуговых печах // Производство чугуна и стали.Итоги науки и техники ВИНИТИ АН СССР.-М.Д989.-С.З-88
2. Юзов О.В., Шлеев А.Г., Чаплыгин В.А. Эффективность производства легированной стали в конвертерах.-М.:Металургия,1983.-с.112
3. Развитие черной металургии в 1992-1993 гг. ( по материалам международных конференций )/Составители : Л.Н.Шевелев, А.М.Овчинников, А.С.Гуров.-М.:Металургия, 1994.-96 с.
4. Якушев A.M. Проектирование сталеплавильных и доменных цехов.-М.:Металургия, 1984.-216 с.
5. Electric arcs assume an integral roll in Europe/Nurs.M//Metall.Bull.Mon.-1994.-Oct.-p.l2-13,15
6. Морозов A.H. Сравнительная энергоемкость производства стали в дуговых печей и кислородный конверторах// Сталь.-1981.-№ 12.-е. 16
7. Amblard М. Synthese du 2eine Congress Europeen sur le four electrique ( Florence, September, 1986 ) // Revue de Metallurgies 1987/-84.-№ 3.-S.173-181
8. Шевелев Л.Н., Метушевская В.И. Влияние подготовки и использования металолома на развитие мировой металургии.-М.:Металургия,1994.-с.48
9. Coal-fired LD chellenge arcs ? // Metall Bulletin.-1981.-№6636.-р.29
10. Strohmeier В. Development and present status of electric arc furnace steelmaking // Berg-und-Huttemann.Monatch.-1988.-133.-№ l.-p.9-25
11. Graf H. Konsequenzen eines Ausstiegs aus der Kemergie fur den Strompreis und die Weffbewerbsfahingkeit der Stahlindustrie // Z.Energiewirt.-1987.-11.-№2.-s.ll4-118
12. Boinon O. Konsekverser for jarm oc stalindustrin av en fortida aweckling av kamkraften//Rapp.Ingenjorsveneskapsaksd.-1987.-JNb 329.-p.91-104
13. Внутренние цены Российской Федерации.Приложение № 4 к справочно-информационному сборнику "Цены и рынок". Выпуск 4-1994, 1-1995.
14. М.Министерство экономики РФ,НИИцен,1995.-208с.
15. Статистическое приложение и рекламный проспект к справочно-информационному сборнику "Цены и рынок". Выпуски Nл4-1995, №1-1996.-М.:Министерство экономики РФ,НИИцен, ТОО "Витал", 1996.-246с.
16. Цены в мае-июне 1996.Периодическое статистическое приложение к справочно-информационному сборнику "Цены и рынок".-М. Министерство экономики РФ,НИИцен, ТОО "Витал", 1996.-338с.
17. Heinke R., Neuschutz D. New energy soures for arc furnaces // Restrict.Steelplants NinetiesrProc.Conf., London, 14-16 May, 1986:London.-1986.-p.292-300
18. Spivey Patric В., Vallomy John A. Operation of the Consteel process at Nucor Steel//Iron and Steel Eng.,1987.-64.-№ 9.-p.23-30
19. Fritz E., Pawliske V., Yamaji I. Stromingsparung und Produktivitatserhuhung in Elektroofen // Berg- und Huttenmann.Monatch.-1988.-133.-N2 5.-S.218-223
20. Suyinra Sabiro, Fujita Senji, Demikai Noburu Development of a new nonelectric scrap melting process // Trans.Iron and Steel.Inst.Jap.-1988.-28.-№ 4.-p.325-337
21. Технико-экономические проблемы развития черной металургии СССР до 2000 года // Министерство черной металургии СССР. Техническое управление.-М.-1981.-с.94
22. Баптизманский В.И., Бойченко Б.М., Третьяков Е.В. Металолом в шихте кислородных конвертеров.- М.гМеталургия, 1982.-136 с.
23. Давыдов Г. К новой тарифной политике//Оптовый рынок.-1994.-№ 10.-с.4
24. Armco's innovative electric furnace practice // Jornal of Metals.-1974.-November.-p.43-44
25. Справочник. Свободные ( оптовые ) цены на продукцию черной и цветной металургии ( январь 1993 года ).-М.:Комитет РФ по металургии, 1993.-57с.
26. Справочник. Свободные ( оптовые ) цены на продукцию черной и цветной металургии ( февраль,март ).-М.:Комитет РФ по металургии, 1994,-33с.
27. Справочник. Свободные ( оптовые ) цены на продукцию черной и цветной металургии ( апрель,май ).-М.:Комитет РФ по металургии, 1994.-32с.
28. Справочник. Свободные ( оптовые ) цены на продукцию черной и цветной металургии ( апрель,май ).-М.:Комитет РФ по металургии, 1995.-34с.
29. Справочник. Свободные ( оптовые ) цены на продукцию черной и цветной металургии ( декабрь, январь ).-М.:Комитет РФ по металургии, 1995.-33с.
30. Справочник. Свободные ( оптовые ) цены на продукцию черной и цветной металургии ( февраль, март ).-М.:Комитет РФ по металургии, 1996.-33с.
31. Справочник. Свободные ( оптовые ) цены на продукцию черной и цветной металургии ( июнь, июль ).-М.-Комитет РФ по металургии, 1996.-32с.
32. Обзор оптовых цен//Коммерсанть.-1994.-№37.-с.64-71
33. Афонин С.З., Шнееров Я.А. Третий конгресс сталеплавилыци-ков//Сталь.-1995.-№ 10.-C.26-32
34. Андреев В.Ф. Основные проблемы технического прогресса и экономики черной металургии СССР.- М.:Металургия, 1976.-416с.
35. Durrer R., Heinze G. Refining liquid pig iron in electric furnaces // Iron and Steel.-1959.-22.-May.-p.289-294
36. Лубенец И.А., Жуков Д.Г., Ярцев M.A. Выплавка стали в большегрузных электропечах.- М.:Металургия, 1966.-96с.
37. The Korfarc process for electric steelmaking // Steel Times.-1994,-October.-p.395-396
38. Интегрированное проектирование металургических комплексов /Власов С.А., Малый С.А. Томашевская B.C. и др. .- М.:Металургия, 1983.-144с.
39. Малый С.А.-Автоматика и телемеханика, 1982.-№ 2.-е. 174-176
40. Донской Л.Я., Власов С.А., Рожков И.М. и др. Моделирование на ЭВМ технологического комплекса "конвертор-МНЗ" с целью выбора его оптимальных параметров.- Сталь, 1977.-№ 4.-С.307-311
41. Хачатуров Т.С. Эффективность капиталовложений.-М.:Экономика.-1979,335с.
42. Паламарчук А.С. Эффективность реконструкции предприятия.-М.:Экономика.-1978,143с.
43. Методика определения экономической эффективности капиталовложе-ний:Сб.утвержден.методик.-М.:Экономика.-1983,128с.
44. Методика ( основные положения ) определения экономической эффективности использования в народном хозяйстве новой техники, изобретений и рационализаторских предложений.-М.:Экономика.-1977,44с.
45. Методических рекомендациях по комплексной оценке эффективности мероприятии, направленных на ускорение научно технического прогресса
46. Методические рекомендации по оценке эффективности инвестиционных проектов и их отбору для финансирования.-М.:Информэлектро.-1994,с.
47. Mansfield Edvin Mikroeconomics.Tlieory and Application.-New-York-LondonrNorton Company, 1988.-590 p.
48. Horngren T.Charles Solution manual cost accounting. A managerial emphasis.- New-York:Stanford University, 1991.-420 p.
49. Brigham F.Eugene, Crum L.Roy Cases in managerial finance.- New-York:John Wiley&Sons, 1988.-630 p.
50. Lear T.John Managerial and accounting .- New-York:John Wiley&Sons, 1991.460 p.
51. Беренс В., Хавранек П.М. Руководство по подготовке промышленных технико-экономических исследований.-М.:АОЗТ"Интерэксперт".-1995,525 с.
52. Показатели экономической эффективности в рыночной экономике
53. Хот Роберт Н., Барнес Сет Б. Планирование инвестиций.-М.:"Дело ТД", 1994.-120 с.
54. Старик Д.Э. Некоторые вопросы методики определения экономической эффективности машин // Известия АН СССР, серия экономическая.-№ 4,-1982.-С.79-86
55. Старик Д.Э. Как рассчитать эффективность инвестиций.-М.:Финстатинформ.-1996,91 с.
56. Банный Н.П., Банный Д.Н. Технико-экономические расчеты в черной металургии.-М.:Металургия.-1979, 392 с.
57. Блауг М. Экономическая мысль в ретроспективе.-М.:"Дело ТД",1991.-720 с.
58. Смит А. Исследование о природе и причинах богатства народов, том 1.-Петразаводск: Петроком.-1993,320 с.
59. Хонко Я. Планирование и контроль капиталовложений.-М.:Экономика.-1987,190 с.
60. Родионова В.М., Федотова М.А. Финансовая устойчивость предприятия в условиях инфляции .-М.:Перспектива.-1995,98 с.
61. Ковалев А.И. Анализ финансового состояния предприятия.-М.:Центр экономики и менеджмента, 1995.-192 с.
62. Ивантер А., Кириченко Н. //Эксперт.- №1.-1997.-с.13-14
63. Фишер С., Дорнбуш Р., Шмалензи Р. Экономика ,-М.:"Дело ТД".-1993, 864 с.
64. Тарасевич Е.И. Методы оценки недвижимости .- Санкт- Петербург: ТОО'Технобат", 1995.-247 с.
65. Чобану К. Методика расчета влияния инфляционных процессов на финансовые результаты предприятия // Вопросы статистики.-№ 4.-1996.-с.22-29
Похожие диссертации
- Формирование эффективной инвестиционной политики предприятий черной металургии
- Управление развитием крупного металургического предприятия (на примере ОАО "Западно-Сибирский металургический комбинат")
- Механизм принятия инвестиционных решений с учетом альтернативы "эффективность-надежность"
- Методический инструментарий постановки предынвестиционных исследований на начальной стадии природоохранных проектов
- Развитие сельского хозяйства Украины в условиях мировых интеграционных процессов