
Н. Э. Баумана Научно-образовательный центр «Инновационная педагогика в техническом университете» Виноградов Д. В. Методическое пособие
| Вид материала | Методическое пособие |
СодержаниеIsbn 978-5-900025-69-8 © роо «нта «апфн», 2011 С) направляются в левый регенератор и разогревают его, охлаждаясь до 500…600ºС |
- Н. Э. Баумана Научно-образовательный центр «Инновационная педагогика в техническом, 636.52kb.
- Н. Э. Баумана Научно-образовательный центр «Инновационная педагогика в техническом, 397.06kb.
- Московском Государственном Техническом университете им. Н. Э. Баумана. Адрес: 105005,, 240.52kb.
- Улучшение экологических характеристик дизеля регулированием состава смесевого биотоплива, 255.42kb.
- Работа выполнена в Московском государственном техническом университете им. Н. Э. Баумана, 391.58kb.
- Диана Фимовна Шейнберг Музыка. Театр учебно-методическое пособие, 2486.13kb.
- Н. Г. Чернышевского Г. В. Фадина Специальная педагогика Учебно-методическое пособие, 1128.38kb.
- Магнетронные распылительные системы с электромагнитами, 250.77kb.
- Автореферат диссертации на соискание ученой степени, 294.33kb.
- Адаптивная система управления внутрисосудистым медицинским микророботом, 237.66kb.
Московский государственный технический университет имени Н.Э. Баумана
Научно-образовательный центр
«Инновационная педагогика в техническом университете»
Виноградов Д.В.
Методическое пособие
по курсу «Современные машиностроительные технологии»
для мастер-класса
«Машиностроительные технологии»
(Технологии получения стали и литья)
Российской научной школы-семинара «Академия юных»
Издание научно-технической ассоциации
«Актуальные проблемы фундаментальных наук»
Лицензия № 006331, сер. ИД 05923 от 28 сентября 2001 г.
Серия «Профессионал»
УДК 001
ББК 72
М 75
Автор:
Виноградов Дмитрий Вячеславович,
доцент кафедры «Инструментальная техника и технологии»
МГТУ им. Н.Э. Баумана, кандидат технических наук.
Компьютерная верстка:
Сидоренко Евгения Александровна, начальник отдела олимпиад школьников управления «Образовательные и научные молодежные программы и проекты» МГТУ им. Н.Э. Баумана
Печатается по оригинальным авторским материалам.
УДК 001 Виноградов Д.В. Российская научная школа-семинар «Академия юных»: методическое пособие по курсу «Современные машиностроительные технологии» мастер-класса «Машиностроительные технологии». М.: РОО «НТА «АПФН», 2011. 20 с.
Методическое пособие предназначено для школьников, занимающихся научно-исследовательской работой и интересующихся техникой. Оно содержит материалы по развитию исследовательской и творческой деятельности учащихся в области технологических процессов, инструментов и технологического оборудования.
В первой части пособия рассказано о технологиях получения чугуна и стали от древности до наших дней: сыродутный процесс, доменное производство, конвертерные и мартеновский способы получения стали.
Во второй части представлены технологии литья, применяемые в современном производстве, показано их разнообразие и широта применения.
Пособие может быть полезно учащимся и их научным руководителям при изучении машиностроительных технологий и проведении исследований технологической направленности.
ISBN 978-5-900025-69-8 © РОО «НТА «АПФН», 2011
Содержание
| | Стр. |
| Предисловие | 4 |
| 1. Получение стали | 4 |
| 1.1 Введение | 4 |
| 1.2.Получение чугуна | 6 |
| 1.3. Получение стали | 10 |
| 1.4. Разливка стали | 14 |
| 2.Технологии литья | 15 |
| 2.1. Введение | 15 |
| 2.2. Литье в песчаные формы | 15 |
| 2.3. Литье в кокиль | 16 |
| 2.4. Литье под давлением | 17 |
| 2.5. Литье по выплавляемым моделям | 18 |
| 2.6. Литьё в оболочковые формы | 19 |
| 2.7. Центробежное литье | 19 |
| Список рекомендуемых источников | 20 |
Предисловие
Мастер-класс «Машиностроительные технологии» посвящен ознакомлению школьников старших классов с начальными сведениями о технологиях изготовления различных предметов как промышленного, так и бытового назначения. Во время занятий учащиеся изучат такие технологии обработки материалов как: литье, обработка давлением, прокатка, сварка, обработка резанием, электроэрозионная обработка, лазерная, ионная, гидроабразивная обработка и другими. Много времени будет уделено вариативности технологии изготовления того или иного изделия и технологической наследственности.
Особое внимание будет уделено перспективным технологиям: прототипированию изделий, наноматериалам и нанотехноогиям, лучевым и физико-техническим методам обработки.
Занятия мастер-класса предусматривают лекции, на которых школьников ознакомят с основами того или иного технологического процесса, с применяемым оборудованием, приспособлениями и инструментами и практические и лабораторные занятия, во время которых слушатели самостоятельно выполнят отдельные технологические процессы.
Программа мастер-класса рассчитана на три цикла, таким образом, чтобы познакомить слушателей со всей технологической цепочкой обработкой заготовок и «превращения» их в высококачественные изделия, создать у учащихся представление о технологических процессах, используемых в настоящее время в различных производствах (машиностроении, авиастроении и при производстве космической техники, пищевой, легкой и других промышленных отраслях страны).
Автор надеется, что настоящее пособие пригодится слушателям мастер-класса для самостоятельного изучения некоторых вопросов технологии обработки материалов.
1. Получение стали
- Введение
Более 5 тысяч лет люди получают железо и его сплавы (чугун, сталь) и изготовляют из них различные изделия. Сначала это были предметы религиозных культов и оружие – железа было мало. Затем с развитием металлургии из стали и чугуна стали делать самые разнообразные предметы (даже жилые дома из чугуна) и железо захватило первенство среди всех используемых человечеством веществ. И наступил век Железа, который продолжается до сих пор (несмотря на то, что идет век электричества, век компьютеров, век биотехнологий и т.д.).
Посмотрите вокруг себя: почти в каждом предмете будут деталь из стали или чугуна. И хотя в последнее время железо было потеснено алюминием, титаном и различными пластиками, но его значимость как основы промышленности и быта уменьшилась не сильно.
Чем же обусловлено такое широкое применение сплавов железа?
В первую очередь, это связано с распространенностью железа в земной коре (4,65 %, 4-е место после кислорода, кремния и алюминия) и большим количеством месторождений железных руд.
Второе. Небольшие легирующие добавки в железо изменяют его свойства до неузнаваемости. Добавление небольшого процента углерода (до 2,14%) превращает железо в сталь, отличающуюся высокой прочностью, ссылка скрытаю, низкой ссылка скрытаю и ссылка скрытаю. При добавлении в сталь хрома, никеля, титана получается коррозионностойкая (нержавеющая) сталь. При добавлении вольфрама сталь сохраняет свою твердость даже при повышенных температурах – это инструментальная быстрорежущая сталь.
Третье. Сплавы железа позволяют путем относительно простой термической обработки детали (нагрели – выдержали – охладили) изменить ее свойства на диаметрально противоположные. Сталь можно сделать твердой и мягкой, пластичной и хрупкой.
Четвертое. Изделия из железа можно получать различными технологическими способами (литьем, ковкой, прокаткой, сваркой), что позволяет оптимизировать технологию изготовления деталей.
Изготовление изделий из железа началось более 5 тыс. лет назад. Правда в то время люди еще не могли достичь температур, необходимых для получения железа из руд. Поэтому использовали уже «готовое» железо, железо, которое упало с неба в готовом виде. Это были железные метеориты.
Однако редкость находок метеоритов не позволяла разработать производительную технологию получения железных изделий и распространить ее по тогдашнему миру. Ситуация начала меняться когда около 2000 г.до н.э. хетты научились получать железо из руды при помощи сыродутного процесса. (Напомним, что железная руда – это соединения железа с различными химическими элементами, чаще всего с кислородом Fe2O3. Для выделения железа из окисла необходимо восстановить его при помощи угля.)
Первоначально сыродутный процесс осуществлялся в так называемых сыродутных горнах (яма, футерованная огнеупорной глиной, или каменный очаг), работавших на естественной тяге, для чего в нижней части устраивалась открытая фурма. После розжига слоя древесного угля на подине в горн сверху поочерёдно загружали железную руду и древесный уголь; общее количество загружаемой руды достигало 20 кг. Температура в рабочем пространстве горна (900…1350°С) была недостаточной для расплавления малоуглеродистого железа, но достаточной для восстановления окислов до металла раскалённым углём, который отбирал кислород, окисляясь до окиси углерода. В результате такого прокаливания руды с углём получалась крица –комок пористого тестообразного железа весом 1…5 кг. Затем крицу очищали от шлаков ковкой, выдавливая примеси сильными ударами молота, попутно уплотняя железо.
Сыродутное железо — очень мягкий металл; орудия труда и оружие, сделанные из чистого железа, имели низкие механические качества. Чтобы получить крепкую сталь приходилось много раз прокаливать и проковывать железную крицу с углём, при этом поверхностный слой металла дополнительно насыщался углеродом и упрочнялся. И хотя это требовало больших трудов, изделия, полученные таким способом, были существенно более крепкими, чем бронзовые.
По мере усовершенствования конструкции сыродутного горна для футеровки стен начали применять кирпич и естественный огнеупорный камень; увеличились поперечные размеры и высота горна, который постепенно превратился в низкошахтную домницу. Затем начали применять искусственное дутьё с помощью мехов; масса крицы увеличилась до 15…25 кг, а температура в печи – до 1400. При этом в печи образовывался чугун с температурой плавления 1100…1200°С, очень хрупкий в твёрдом состоянии (даже не поддающийся ковке), и не обладающий упругостью стали.
Первоначально его считали вредным побочным продуктом (ссылка скрыта pig iron, по-русски, свинское железо, чушки, откуда, собственно, и происходит слово чугун), но потом обнаружилось, что при повторном прожигании в печи с усиленным продуванием воздуха чугун превращается в сталь хорошего качества, так как лишний углерод выгорает. Такой двухстадийный (руда – чугун и чугун – сталь) процесс производства стали оказался более простым и выгодным, чем кричный. Этот способ используют без особых изменений многие века, и он остается до наших дней основным способом производства железных материалов.
1.2.Получение чугуна
При двустадийном производстве стали, первой стадией является получение чугуна1 из руды. Основным способом получения чугуна является плавка в доменной печи.
Исходным материалом доменной плавки являются: железная и марганцевая руды, флюсы, топливо, воздух и некоторые другие материалы (отходы металлургического производства, скрап, шлаки, спеченная рудная пыль, окалина, огарки и др.).
Железные руды представляют собой горные породы, состоящие из соединений железа (Fe2O3, Fe3O4, FeСO3, Fe2O33H2O) и пустой породы (песчаника, глины, известняка или доломита). К рудам предъявляют ряд требований, главным из которых является высокое содержание железа (для большинства используемых руд – 30…70%). Важнейшими железными рудами являются магнитный железняк (магнетит), содержащий 40…65% железа в виде соединения Fe3O4; красный железняк (гематит), содержащий 40…65% железа в виде окиси Fe2O3; бурый железняк, содержащий 50…60% железа в виде Fe2O33H2O и шпатовый железняк (сидерит), содержащий 30…450% железа в виде карбоната FeСO3. Обычно перед плавкой руду подвергают обогащению – получают концентрат с повышенным содержанием железа,
Марганцевые руды используют для введения марганца в состав чугуна.
Флюсы2 соединяются с различными веществами, входящими в состав руды, и образуют легкоплавкий шлак, который легко вытекает из доменной печи. Так как чаще всего пустая порода руды имеет кислотный характер, в качестве флюсов применяют основные материалы известняк СаСО3, доломит СаСО3Mg СО3.
Основным видом топлива доменных печей является каменноугольный кокс3, и природный газ.
Воздух используют для обеспечения горения топлива и получения высоких температур. Воздух часто обогащают кислородом, что повышает температуру в печи и резко ускоряет ход плавки.
Сырые материалы доменной плавки, взятые в определенных весовых соотношениях, называют шихтой. Шихта рассчитана на получение конечных продуктов с заданными физическими и химическими свойствами. В состав металлургической шихты могут входить руды, рудные концентраты и агломераты, оборотные шлаки, пыль из уловительных устройств, металлы (главным образом в виде лома), флюсы, а иногда и топливо (например, при доменной плавке чугуна, выплавке ферросплавов). Шихта загружается в агрегат либо в виде однородной смеси (порошковой, кусковой, брикетированной), приготовленной вне агрегата, либо порциями, состоящими из отдельных компонентов.
Выплавка чугуна осуществляется в доменной печи, которая является развитием сыродутного горна и домницы. Домна – это шахтная печь непрерывного действия. Сверху в нее засыпают шихту, а снизу выпускают чугун и шлаки. В процессе плавки происходит непрерывное движение шихты сверху вниз. Непрерывность потока шихты обеспечивается автоматической контролируемой подачей сырых материалов. В любой момент времени доменная печь заполнена железосодержащими материалами: твердыми (на верху), размягченными (в середине) и жидкими (внизу печи) и коксом, который остается твердым во всем объеме печи.
Доменная печь (рис.1) представляет собой полую колонну высотой 30 м и более, имеющую форму двух усеченных конусов, сложенных широкими основаниями. Высота печи ограничивается прочностью ссылка скрыта, на котором держится весь столб шихтовых материалов.
Верхний, высокий конус называется шахтой, нижний – заплечики. Между шахтой и заплечиками находится цилиндрическая часть, называемая распаром.
В
 шахте проходит нагревание шихты и основные химические процессы получения железа из руды. Заплечики поддерживают шихту, находящуюся в шахте и в распаре. В распаре происходит плавление пустой породы и флюсов с образованием шлака, причем шлакообразование заканчивается в заплечиках. В заплечиках происходит довольно резкое сокращение объема загружаемых материалов в результате выгорания кокса и образования жидких продуктов плавки, поэтому диаметр заплечиков уменьшается к низу печи.
шахте проходит нагревание шихты и основные химические процессы получения железа из руды. Заплечики поддерживают шихту, находящуюся в шахте и в распаре. В распаре происходит плавление пустой породы и флюсов с образованием шлака, причем шлакообразование заканчивается в заплечиках. В заплечиках происходит довольно резкое сокращение объема загружаемых материалов в результате выгорания кокса и образования жидких продуктов плавки, поэтому диаметр заплечиков уменьшается к низу печи.Верхняя (узкая) часть печи называется колошником. На колошнике смонтирован засыпной аппарат для загрузки шихты и эффективного распределения ссылка скрыта в печи, а также газоотводные трубы, по которым из доменной печи отводятся газы, называемые доменными или колошниковыми. Кроме того, колошник является газовым затвором доменной печи.
Нижняя цилиндрическая часть печи носит название горн.
В горне, на лещади происходит накопление жидких продуктов доменного процесса – ссылка скрыта и ссылка скрыта, которые выпускают из печи через летки с определенной периодичностью.
В горне имеются радиальные, расположенные на одинаковом расстоянии друг от друга отверстия (фурмы). В эти отверстия вставлены трубы с двойными стенками из красной меди, бронзы или алюминия. Фурмы охлаждаются водой, циркулирующей в пространстве между стенками труб. Через фурмы вдувается нагретый воздух, обогащенный ссылка скрыта и углеводородным топливом. На уровне фурм развивается температура около 2000°C. По мере подъема температура снижается, и у колошников доходит около 270°C. То есть в печи на разной высоте устанавливается разная температура, благодаря чему протекают различные химические процессы перехода руды в ссылка скрыта.
В доменной печи имеются два встречных потока: снизу вверх мощным потоком идут горячие газы от горения кокса в кислороде, сверху вниз идет поток сырых материалов. Это встречное движение обеспечивает эффективную бесперебойную работу доменной печи.
При выплавке чугуна в доменной печи происходят два основных процесса4:
1) восстановление5 железа из окислов руды, его науглероживание и удаление в виде жидкого чугуна определенного химического состава;
2) оплавление пустой породы руды, образование шлака, растворение в нем золы коксы и удаление его из печи.
Эти процессы проходят в разных местах доменной печи, по мере продвижения шихты сверху вниз. Основной движущей силой химических реакций, проходящих в доменной печи, является углекислый газ (СО2), образующийся при горении кокса в кислороде воздуха, подаваемого через фурмы. В результате соприкосновения раскаленной поверхности кокса с поднимающимся углекислым газом образуется окись углерода СО, которая поднимается кверху и; являясь сильным восстановителем, вступает во взаимодействие с окислами железа и восстанавливает их.
При движении шихты сверху вниз происходит ее постепенный нагрев и последовательное ссылка скрыта от высших окислов к низшим, т. е. от менее прочных к более прочным: Fe2O3→ Fe3O4 → FeO. В дальнейшем проходят два процесса: восстановление из оксида железа окислом углерода и прямое восстановление железа углеродом (коксом). В результате образуется твердое пористое губчатое железо с высокой температурой плавления. При его взаимодействии с окисью углерода образуется карбид железа (цементит), который растворяется в железе и науглороживает его до 4,3% и понижает температуру плавления до 1140…1150°C. Науглероженное железо расплавляется в заплечиках и каплями стекает в горн по твердым частицам кокса, по пути растворяя различные элементы, входящие в состав руды. Образующийся сплав сложного состава представляет собой чугун. По мере накопления чугуна в горне его выпускают.
Одновременно с получение чугуна происходит восстановление пустой породы флюсом. Образовавшиеся в результате химических реакций элементы легче чугуна и имеют более высокую температуру плавления. Поэтому они остаются над жидким чугуном и образуют шлак. Чугун выпускается из нижнего летка печи, а шлак из летка, расположенного 1 метр выше чугунного летка.
Продуктами доменного производства являются: чугун, ферросплавы6, шлак7, доменный газ и колошниковая пыль. Чугун – главный продукт, остальные – побочные.
Чугуны, выплавляемые в доменной печи, в зависимости от назначения подразделяют на передельные (применяются для выплавки стали) и литейные (используются для получения отливок). Передельных (половинчатых) чугунов в доменных печах выплавляют около 80…90%. Литейных чугунов выплавляют около 8..17%. Ферросплавов в доменных печах выплавляют 2…3%.
В зависимости от типа сталеплавильного агрегата, в котором предполагается использовать передельный чугун, их подразделяют на мартеновский, бессемеровский, томасовский. Различие заключается в количестве примесей – марганца, кремния, фосфора.
Металлургические шлаки используют как вторичное сырьё для получения строительных материалов (цемента, шлакоблоков, пемзы, ссылка скрыта, известковых и фосфорных удобрений, а также как оборотный продукт в металлургии.
Доменный газ (колошниковый газ) – это отходящий газ доменных печей. Он представляет собой продукт главным образом неполного сгорания углерода. Используется на металлургических заводах как топливо.
Колошниковая пыль – это пыль, выносимая вместе с доменным газом из доменной печи. Она состоит в основном из железорудных материалов, а также топлива (кокса) и флюса (известняка). Колошниковую пыль улавливают и используют в доменной плавке обычно в виде добавки в шихту.
1.3. Получение стали
Большая часть полученного в доменном процессе чугуна идет на переделку – из него выплавляют сталь. Сталь отличается от чугуна, в первую очередь, более низким содержанием углерода (0,05…1,5%) и других примесей (кремния, марганца, серы, фосфора), поэтому главной целью сталеплавильного процесса является удаление содержащихся в чугуне избыточных примесей. Для этого применяют сталеплавильные агрегаты, в которых происходят окислительно-восстановительные процессы: окисления железа и примесей и восстановления железа.
Дело в том, что при подаче в чугун кислорода он наиболее сильно окисляет железо, концентрация которого значительно превышает концентрацию других элементов в сплаве. В результате образуется закись железа FeO. Кремний, марганец, углерод и другие примеси обладают более высоким сродством к кислороду, чем железо. Поэтому они отбирают кислород у железа, восстанавливают его, а сами окисляются (выгорают). Окислы этих элементов всплывают и попадают в шлак, покрывающий металл.
Закись железа, играющая роль носителя кислорода в сталеплавильных печах, необходима в период выгорания примесей. Однако после этого она должна быть удалена из металла, так как является вредной примесью, снижающей механические свойства стали.
Процесс освобождения стали от закиси железа называют раскислением. Этот процесс является важнейшим периодом плавки и производится за счет содержащего в стали углерода и специально вводимых в сталь раскислителей. Раскисление производят ферросплавами и алюминием, которые, соединяясь с кислородом, восстанавливают железо. Получающиеся окислы (SiO2, MnO, Al2O3) переходят в шлак.
Наиболее полно очищенная от кислорода сталь называется спокойной. Слиток такой стали получается плотным, без пузырей. Сталь, раскисленную не полностью, называют кипящей. Это связано с тем, что содержащийся в стали в значительных количествах кислород при ее остывании в изложницах8 взаимодействует с углеродом, имеющимся в стали. В результате образуется окись углерода, которая бурно выделяется из стали в виде газа и перемешивает ее, создавая видимость кипения. Слиток кипящей стали получается с большим количеством газовых пузырей и пор, что ухудшает качество слитка. Но кипящая сталь дешевле спокойной и хорошо поддается штамповке.
Производят сталь в специальных агрегатах – конверторах, мартеновских печах и электропечах, – использующих различные способы получения стали.
Конверторный способ основан на продувке расплавленного чугуна сжатым воздухом или кислородом. При продувке кислород воздуха вступает в реакцию с примесями чугуна и окисляет их, в результате чего получается сталь. Для конверторного способа используют жидкий чугун, полученный в доменных печах и выдержанный в специальных металлоприемниках (миксерах).
Достоинствами конверторного способа являются: высокая производительность агрегатов, компактность оборудования и т. д. К недостаткам этого способа относятся невозможность переработки большого количества стального и железного лома, а также передел чугунов только определенного химического состава. В конвертерах сталь выплавляют по бессемеровскому9, томасовскому10 и кислородно-конвертерному11 способу. Конвертер представляет собой печь грушевидной формы, которая может поворачиваться вокруг горизонтальной оси для залива чугуна и вылива стали. Продувку воздухом ведут через отверстия в днище (бессемеровский конвертер), а кислородом – через охлаждаемую фурму.
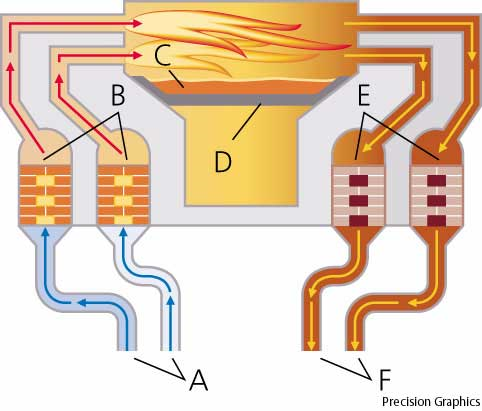
Мартеновский12 способ вызван к жизни необходимостью перерабатывать стальной лом и отходы производства. Требовалось создать печь, в которой температура была бы настолько высокой, чтобы можно было плавить сталь и железо. Получение высокой температуры в мартеновской печи дало возможность не только использовать промышленные отходы в качестве шихтовых материалов, но и получать стали с весьма разнообразными свойствами. Сталь получается путём окислительной плавки загруженных в печь железосодержащих материалов — чугуна, стального лома, железной руды и флюсов – в результате сложных физико-химических процессов взаимодействия между металлом, шлаком и газовой средой печи. Главное особенность мартеновской печи – это использование тепла отходящих газов для подогрева вдуваемых в печь воздуха и горючего газа. Для этого используются два тепловых регенератора – один слева от печи, другой справа (рис.2). Регенераторы работают по очереди. В первом цикле происходит подача воздуха и газа через разогретый правый регенератор, в котором газы нагреваются до температуры 1100…1300ºС. Попадая в печь, газы сгорают и образуют пламя с температурой 1800…2000ºС. Проходя через рабочее пространство печи справа налево , пламя отдает свое тепло металлу и стенкам печи.
После выхода из печи горячие продукты горения (температура 1650…1670º С) направляются в левый регенератор и разогревают его, охлаждаясь до 500…600ºС. По мере охлаждения правого регенератора и нагрева левого (каждые 20…30 мин) производится переключение клапанов и воздух начинает движение слева направо, охлаждая левый регенератор и нагревая правый.
Преимущества мартеновского процесс перед другими способами массового получения стали: большая гибкость и возможность применять его при любых масштабах производства; менее строгие требования к исходным материалам; относительная простота контроля и управления ходом плавки; высокое качество и широкий ассортимент выплавляемой стали; сравнительно небольшая стоимость передела, повышенная точность химического состава.
Б
 лагодаря этим преимуществам в конце XIX века и 1-й половины XX века мартеновский способ был основным сталеплавильным процессом. Однако в связи с бурным развитием в 60-х годах ХХ века кислородно-конвертерного производства строительство мартеновских цехов практически прекратилось, относительная доля мартеновской стали непрерывно уменьшается.
лагодаря этим преимуществам в конце XIX века и 1-й половины XX века мартеновский способ был основным сталеплавильным процессом. Однако в связи с бурным развитием в 60-х годах ХХ века кислородно-конвертерного производства строительство мартеновских цехов практически прекратилось, относительная доля мартеновской стали непрерывно уменьшается.
Плавка стали в электрических печах дает возможность получать высококачественные стали, чему способствует высокие температуры плавки и удовлетворительная атмосфера печи.
Для выплавки стали используются электродуговые и индукционные печи.
В электродуговых печах нагрев производится электрической дугой, возникающей между электродами и шихтой.В индукционных печах нагрев происходит за счет джоулевого тепла, выделяемого в твердом и жидком металле за счёт ссылка скрыта ссылка скрыта, протекающих по нагреваемому телу и возбуждаемых в нём благодаря явлению ссылка скрыта. Плавка ведется как в воздушной среде, так и под вакуумом. Выплавка в вакууме дает возможность резко повысить качество стали, поэтому индукционные печи используют для получения высококачественных сталей и сплавов со специальными свойствами.
1.4. Разливка стали
Сталь, выплавленная в печи, выпускается в сталеразливочный ковш, из которого разливается в изложницы для получения слитков.
Слитки получаются с усадочными раковинами, порами и другими дефектам, связанными с неравномерным охлаждением металла и изменением объема отливки при ее затвердевании.
Разлив в изложницы является дискретным и малопроизводительным процессом, дающим низкий выход годного металла, поэтому в последнее время большое развитие получил непрерывный способ разливки стали (рис.3).
Жидкий металл из сталеразливочного ковша через промежуточное устройство попадает в медную водоохлаждаемую коробку – кристаллизатор, в котором образуется корка литой заготовки.
По мере протягивания вниз роликами литая заготовка дополнительно охлаждается водой и окончательно затвердевает.
После чего заготовка разрезается газовым резаком на мерные куски и направляется на дальнейшую обработку (прокатку).
Скорость вытягивания литой заготовки 0,5…2,5 м/мин.
Сечение заготовки 175 на 420 мм.
2.Технологии литья
2.1. Введение
Литейным производством называется процесс изготовления деталей, основанный на заполнении жидким материалом полости формы, соответствующей конфигурации отливаемой детали.
Отливки изготовляют из различных металлических сплавов (чугуна, стали, сплавов на основе меди, алюминия, магния, титана и др.) и неметаллических материалов (различных пластики, гипс, бетон и др.). Стоимость литых деталей меньше стоимости штампованных и кованных. Литьем получают сложные корпусные детали, лопатки турбин, блоки цилиндров двигателей внутреннего сгорания, различны пластиковые изделия как производственного, так и бытового назначения и многие, многие другие.
Существует большое число различных способов литья, но все они построены по одной технологической схеме: изготовление частей формы и стержней, сборка формы, заливка жидкого материала, выбивка (вынимание, выталкивание) отливки из формы, очистка (обрубка) отливки. Различие наблюдается в способах получения форм и подаче расплава.
2.2. Литье в песчаные формы
Литьё в песчаные формы – дешёвый, самый грубый, но и самый массовый (до 75-80 % по массе получаемых в мире отливок) вид литья.
Последовательность литья в песчаные формы следующая.
1. По чертежу изготовляется литейная модель. Раньше ее делали из дерева, в настоящее время часто получают методами ссылка скрыта из пластика. Модель – это копия детали, но с несколько увеличенными размерами. (В форму заливают жидкость, которая при затвердевании уменьшается в объеме – происходит объемная усадка. Поэтому модель несколько больше изготовляемой детали.) Модели простых деталей могут быть цельными, а сложных – разъемными во избежание повреждения формы при вынимании модели.
2. По чертежу детали изготовляются стержневой ящик, в котором будут изготовляться литейные стержни (части формы, предназначенные для образования в отливке внутренних полостей).
3. Изготовление форм.
Это основная и наиболее сложная операция, которая в значительной мере определяет качество отливки. Форму изготовляют в опоке – жестком металлическом коробе (ящике без дна).
Сначала изготовляют нижнюю полуформу. Для этого на гладкую подмодельную доску устанавливают опоку и во внутрь опоки на стол кладут разъемом вниз половину модели и часть модели литниковой13 системы. Модель засыпают песком или ссылка скрыта (песок и связующее), заполняют пространство между моделью и стенками опоками и уплотняют (встряхиванием, прессованием или же она затвердевает в сушильной печи). Затем опоку переворачивают и устанавливают вторую половину модели и оставшуюся часть модели литниковой системы. Сверху надевают вторую опоку, все засыпают ссылка скрыта и уплотняют.
На заключительном этапе изготовления форм опоки разъединяют и удаляют из форм модели детали и литниковой системы.
4. Опоки с готовыми полуформами соединяют, предварительно установив в них литейные стержни.
5. В собранную форму через литниковое отверстие заливают расплав.
6. После остывания форму разбивают и извлекают отливку. После чего отделяют ссылка скрыта (обычно – обрубкой), удаляют ссылка скрыта14 и проводят ссылка скрыта.
2.3. Литье в кокиль
Литьё металлов в кокиль – это литье в металлические формы, называемые кокилем. Это более качественный и экономичный способ литья, чем литье в песок. ссылка скрыта – разборная форма. После застывания и охлаждения, кокиль раскрывается и из него извлекается изделие. Затем кокиль можно повторно использовать для отливки такой же детали. В отличие от других способов литья в металлические формы (литьё под давлением, центробежное литьё и др.), при литье в кокиль заполнение формы жидким сплавом и его затвердевание происходят без какого-либо внешнего воздействия на жидкий металл, а лишь под действием ссылка скрыта.
Детали, полученные в кокиле, имеют повышенную точность геометрических размеров, более низкую шероховатость поверхностей отливок.
В кокилях получают отливки из чугуна, стали, алюминиевых, магниевых и других сплавов. Особенно эффективно применение кокильного литья при изготовлении отливок из алюминиевых и магниевых сплавов.
Эти сплавы имеют относительно невысокую температуру плавления, поэтому один кокиль можно использовать до 10000 раз. До 45% всех отливок из этих сплавов получают в кокилях. При литье в кокиль расширяется диапазон скоростей охлаждения сплавов и образования различных структур. Сталь имеет относительно высокую температуру плавления, стойкость кокилей при получении стальных отливок резко снижается, большинство поверхностей образуют литейные стержни, поэтому метод кокильного литья для стали находит меньшее применение, чем для цветных сплавов.
Данный метод широко применяется при серийном и крупносерийном производстве ввиду повышенной стоимости изготовления кокилей.
2.4. Литье под давлением
При литьё под давлением расплав подается в форму под высоким давлением (от 7 до 700 МПа ) в результате чего происходит быстрое заполнение формы. Этот способ применяется для литья полимерных материалов, сплавов ссылка скрыта из-за их низкой температуры плавления, а также для некоторых ссылка скрыта.
В связи с высокой производительностью и относительно высокой стоимости оснастки метод в основном применяется при крупносерийном и массовом производстве изделий. Изделия могут быть массой от десятков граммов до десятков килограммов. Этот способ позволяет получить детали любой сложной конфигурации с многочисленными круглыми и фасонными отверстиями, а также тонкостенные отливки. При этом отливки не требуют дальнейшей механической обработки.
Широчайшее применение нашел метод литья под давлением при изготовлении изделий из полимерных материалов – пластиковых бутылок, стаканчиков, ложек и другой посуды, мисок, тазов, ведер, пластиковых ящиков, стульев столов и множества других изделий,
Для литья под давлением применяют специальные машины, обеспечивающие необходимое давление подачи расплава в форму.
2.5. Литье по выплавляемым моделям
В соответствии со своим названием литье по выплавляемым моделям осуществляется в полость неразъемной формы, оставшуюся после выплавления модели. После литья в такую форму она разрушается. Технология этого способа литья следующая.
Из легкоплавкого или легковыжигаемого материала (ссылка скрытаа, ссылка скрытаа, ссылка скрыта) изготавливается точная модель изделия и литниковая система (модельный блок). Затем модель окунают в жидкую суспензию на основе связующего, после чего обсыпают огнеупорным наполнителем (пылевидный кварц, электрокорунд, дистенсилиманит и т.д.) и высушивают. Затем модельный блок опять окунают в суспензия и вновь обсыпают наполнителем – так наносят от 6 до 10 слоёв. С каждым последующим слоем фракция зерна обсыпки меняются для формирования плотной поверхности оболочковой формы. Сушка каждого слоя занимает не менее получаса.
После того как оболочка затвердела, из нее выплавляют (выжигают, растворяют) модельный состав. Это производится или в ваннах с горячей водой, или электронагревательных шкафах, или действием струи пара. После сушки и вытопки блок прокаливают при температуре примерно 1000ºС для удаления из оболочковой формы веществ способных к газообразованию. После чего оболочки поступают на заливку.
Перед заливкой блоки нагревают в печах до 1000ºС. Нагретый блок устанавливают в печь и разогретый металл заливают в оболочку. Залитый блок охлаждают в термостате или на воздухе. Когда блок полностью охладится, его отправляют на выбивку, которая производится на вибромашине или молотом. После отрезки литниковой системы деталь готова.
Способ литья по выплавляемой модели применяется в случаях изготовления деталей высокой точности (например, ссылка скрыта и т.п.), для изготовления деталей из сплавов, не поддающихся механической обработке; получение отливок с точностью размеров до 11…13 квалитета и шероховатостью поверхности Ra 2,5…1,25 мкм, что в ряде случаев устраняет обработку резанием, а также для получения узлов машин, которые при обычных способах литья пришлось бы собирать из отдельных деталей.
Литье по выплавляемым моделям используют в условиях единичного (опытного), серийного и массового производства, но в силу большого расхода металла и дороговизны процесса литья по выплавляемым моделям применяют только для ответственных деталей.
Литье по выплавляемым моделями широко применяется при изготовлении художественных и ювелирных изделий, а также в зубопротезировании.
2.6. Литьё в оболочковые формы
При этом виде литья форму представляет собой тонкую оболочку по форме совпадающая с моделью. Технология изготовления формы такая:
Нагретую до температуры 200-250ºС модель полуформы устанавливают на модельную плиту и наносят на нее (обычно пульверизатором) быстро затвердевающей силиконовой жидкости, которая образует разделительную пленку, предотвращающую прилипание формовочной смеси к оснастке и тем самым упрощающую последующее отделение оболочки от модели.
Затем на модель наносят (насыпанием, окунанием и т.д.) песчано-смоляную смесь, состоящую из песчаных зёрен (обычно кварцевых) и синтетического порошка (обычно фенолоформальдегидной смолы15 и пульвер-бакелита) и выдерживают 15…20 с. Под воздействием тепла модели происходит плавление и затвердевание входящей в смесь смолы. За время выдержки вокруг модели образуется твердая оболочка толщиной 5…15 мм. Для окончательного отверждения оболочки модель помещают в печь с температурой 300…350°С на 1…3 мин. После чего оболочку полуформы снимают с модели.
Таким же образом получают и вторую полуформу, после чего полученные оболочковые полуформы скрепляют, и заливают в них жидкий сплав.
Во избежание деформации форм под действием заливаемого сплава перед заливкой их помещают в металлический кожух, а пространство между его стенками и формой заполняют металлической дробью, наличие которой воздействует также на температурный режим охлаждающейся отливки.
Литье в оболочковые формы позволяет механизировать и автоматизировать все производственные процессы, например, при использовании поворотных бункеров для засыпки моделей.
Это – один из прогрессивных способов получения отливок, обеспечивающих высокую производительность.
2.7. Центробежное литье
При центробежном литье форма перед заливкой приводится в быстрое вращение (3000 об./мин.) и это вращение поддерживается до полного затвердевания отливки. При этом расплав, испытывая действие центробежной силы, оттесняется к стенкам формы. Таким образом, методом центробежного литья используют при получении отливок, имеющих форму тел вращения из чугуна, стали, бронзы и алюминия.
Наивысшие технико-экономические показатели центробежного способа достигаются при получении пустотелых цилиндрических отливок с различными размерами и массой (длиной до нескольких метров и массой до нескольких тонн): труб различного назначения; втулок и гильз для стационарных и транспортных дизелей; колец подшипников качения и др.
Большое распространение получило центробежное литье для биметаллических изделий, изделий из сплавов с низкой жидкотекучестью и высоким поверхностным натяжением, при необходимости получения тонкостенных отливок со сложной геометрией и микрорельефом поверхности. К ним относятся, например, турбинные диски с лопатками, отливки художественного и ювелирного назначения (серьги, кулоны, перстни и др.). Для таких изделий применяют керамические оболочковые формы по выплавляемым моделям, гипсовые формы, кокили и др.
Кристаллизация расплава в металлической форме под действием центробежной силы обеспечивает получение плотных отливок. Причем, более легкие фракции (шлак, газовые включения), входящие в состав сплава вытесняются к центру заготовки и отливка получается более чистой и с улучшенными свойствами, так как, как правило, в отливках не бывает газовых раковин и шлаковых включений.
Центробежным способом можно получить двухслойные заготовки, что достигается поочерёдной заливкой в форму различных сплавов.
Особыми преимуществами центробежного литья является получение внутренних полостей без применения стержней и большая экономия сплава в виду отсутствия литниковой системы.
Выход годных отливок повышается до 95 %.
Список рекомендуемых источников
1. Всеобщая история химии.- М.: Наука, 1980.- 399 с.
2. Технология металлов и других конструкционных материалов / К.М. Скобников, Г.А.Глазов, Л.В. Петраш и др.- М.: Машиностроение, 1972.- 520 с.
3. Человек и машины: Пер. с англ.- М.: Мир, 1986.- 264 с., ил.- (Радость познания. Популярная энциклопедия в 4-х томах; т.4).
4. Техника. Научно-популярная энциклопедия.- М.: ЗАО «РОСМЭН-ПРЕСС», 2007.- 490 с.- (Современная иллюстрированная энциклопедия).
1 Чугун (тюрк.), сплав железа с углеродом (обычно более 2%) содержащий также постоянные примеси (Si, Mn, Р и S), а иногда и ссылка скрыта. Чугун – важнейший первичный продукт ссылка скрыта, используемый для передела при производстве стали и как компонент шихты при вторичной плавке в чугунолитейном производстве.
Чугун вторичной плавки – один из основных конструкционных материалов; применяется как литейный сплав. Широкому использованию чугуна в машиностроении способствуют его хорошие литейные и прочностные свойства (по прочности некоторые чугуны лишь немногим уступают углеродистой стали).
В современном машиностроении на долю деталей из чугуна приходится около 75% от общей массы отливок.
2 Флюс (немецкое Flub, буквально - поток, течение), материалы, применяемые в металлургическом и литейном производствах, а также при сварке и пайке с целью регулирования состава шлака, предохранения расплавленных металлов от взаимодействия с внешней средой, связывания оксидов и др.
3 Кокс каменноугольный (нем. Koks, от англ. соке), искусственное твёрдое топливо повышенной прочности; получается при нагревании каменного угля без доступа воздуха до высоких температур (950—1050 °С)
5 Восстановление - первоначально (со времени введения в химию кислородной теории горения А. ссылка скрыта,конец 18 в.) окислением назывались реакции соединения с кислородом, восстановлением – отнятие кислорода.
6 Ферросплавы – это полупродукты металлургического производства – сплавы железа с кремнием, марганцем, хромом и др. элементами, используемые при выплавке стали (для раскисления и легирования жидкого металла, связывания вредных примесей, придания металлу требуемой структуры и свойств).
7 Шлак (от нем. Schlacke) металлургический, расплав (после затвердевания – камневидное или стекловидное вещество), обычно покрывающий поверхность жидкого металла при металлургических процессах. Представляет собой сплав окислов переменного состава (SiO2, CaO, FeO, MgO, Al2O3 и ZnO).
Шлаки играют важную роль в физико-химических процессах металлургического производства: они очищают металл от нежелательных примесей, предохраняют металл от вредного воздействия газовой среды печи. Шлаки формируются из пустой породы руды, ссылка скрыта, золы топлива, продуктов окисления обрабатываемых материалов, ссылка скрыта плавильных агрегатов.
8 Изложница – металлическая форма для отливки металла в виде слитка.
9 ссылка скрыта – первый массовый способ получения жидкой стали открыл английский изобретатель Генри ссылка скрыта (Bessemer). Занимаясь работой по улучшению тяжёлого артиллерийского снаряда, Бессемер понял, что необходимо разработать более совершенный способ получения литой стали для орудийных стволов. И в 1856 г. Бессемер запатентовал конвертер для передела жидкого чугуна в сталь продувкой воздухом без расхода горючего, который стал основой т. н. ссылка скрыта. При продувке чугуна воздухом углерод сгорал в потоке воздуха – концентрация углерода уменьшалась, и, кроме того, при этом выделалось тепло – углерод становился топливом. Раз начавшись, этот процесс не нуждался в дополнительном топливе, что делало его исключительно экономичным.
В 1860 Бессемер запатентовал вращающийся конвертер с подачей воздуха через днище и цапфы, конструкция которого в основном сохранилась до настоящего времени.
10 Томасовский процесс предложен английский металлургом Томасом (Thomas) Сидни Джилкристом. Томас получил гуманитарное образование в колледже. Служил писарем в лондонском суде и по вечерам посещал лекции в Королевской горной школе.
Решая проблему переработки высокофосфористых чугунов в ссылка скрыта, создал ссылка скрыта (1878), который успешно конкурировал с ссылка скрыта, т.к. позволял перерабатывать чугун, содержащий до 2% P. Распространению томасовского процесса способствовало то, что томасовская сталь была дешевле стали, полученной другими способами.
11 Впервые применил чистый кислород для продувки жидкого чугуна советский инженер Н. И. Мозговой в 1936. Продувка кислородом коренным образом изменила технологию конвертерного производства.
Металл, получаемый ссылка скрыта, по качеству стал равноценным мартеновской стали, себестоимость стали снизилась на 20— 25%, производительность увеличилась на 25—30%.
12 Мартеновский способ предложен директором металлургического завода в Сирёй (близ города Ангулем) Пьером Мартеном в 1864.
Способ основан на использовании регенеративных пламенных печей по принципу регенерации тепла продуктов горения, разработанным незадолго до этого немецким инженером Ф. Сименсом. Мартен применил его для подогрева не только воздуха, но и газа. Благодаря этому удалось получить температуру, достаточную для выплавки стали.
13 Литниковая система – это ряд соединенных между собой в определенной последовательности элементов (каналов), через которые расплав из разливочного устройства подводится к рабочей полости ссылка скрыта.
Назначение литниковой системы – обеспечение оптимальных условий и продолжительности заливки формы с целью получения отливки с чёткими гранями и контурами, а при затвердевании сплава – питание отливки для предотвращения усадочных раковин.
14 Облой, заусенец на отливке или штамповке. Облой вокруг отливки возникает по линии плоскости разъёма литейной формы из-за небольшого раскрытия формы при заполнении её жидким металлом.
15 При изготовлении оболочек используют свойство термореактивных смол плавиться, а затем необратимо затвердевать под действием повышенных температур