
Пояснительная записка к проекту Свода Правил сооружения магистральных газопроводов сп 105-34-96
| Вид материала | Пояснительная записка |
Содержание3. Аттестационные испытания сварщиков Иванов Иван Иванович |
- Свод правил сооружения магистральных газопроводов производство сварочных работ и контроль, 1914.66kb.
- Оптимизация технологий строительства для обеспечения нормативных требований к сварным, 358.73kb.
- Для исследования процесса, 27.84kb.
- Свод правил по проектированию и строительству сп 12-105-2003 "Механизация строительства., 358.66kb.
- Пояснительная записка к проекту федерального закона, 112.67kb.
- Инженерные изыскания для строительства магистральных трубопроводов Настоящий проект, 4113.98kb.
- История строительства протяженных магистральных газопроводов в России составляет более, 140.8kb.
- Пояснительная записка к проекту постановления Правительства Республики Казахстан, 129.76kb.
- Государственная Академия Управления имени С. Орджоникидзе Институт национальной и мировой, 399.35kb.
- Магистральных газопроводов, 255.51kb.
3. Аттестационные испытания сварщиков
3.1. Целью аттестационных испытаний является определение способности сварщика выполнить качественное сварное соединение при использовании технологического процесса сварки, прошедшего аттестацию согласно разделу 2 настоящего Свода Правил. Прежде чем приступить к выполнению сварочных работ, каждый сварщик должен сварить на специально подготовленных «катушках» допускной стык.
При ручной дуговой сварке неповоротных стыков труб диаметром 1020 мм и более допускается сваривать при проведении аттестации сварщиков одну из половин стыка относительно вертикальной оси.
Сварщик-оператор механизированной сварки должен выполнить весь набор операций, связанный со сваркой стыка в целом или той части шва, на которую он аттестуется.
Сварщик(и), выполнивший(е) сварку стыка, признанного годным при аттестации технологии сварки, считается(ются) прошедшим(и) испытания и для получения аттестационного удостоверения ему (им) не требуется проходить дополнительную аттестацию.
3.2. В процессе аттестационных испытаний сварщик(и) должен(ны) выполнять требования технологической инструкции и карты, указанные в п. 2.2, и применять такую же технику выполнения швов, которая будет использоваться в дальнейшем при сооружении газопровода.
Допускной стык должен свариваться в присутствии представителя технадзора Заказчика при условиях непрерывного пооперационного контроля и последовательной оценки качества операций.
3.3. Аттестационные испытания сварщика, в том числе при работе в составе бригады, назначают также в случаях, если:
• он имел перерыв в свой работе более трех месяцев;
• в технологическую документацию внесены изменения, перечисленные в п. 2.14.
3.4. Допускной стык подвергают:
• пооперационному контролю в процессе сварки;
• визуальному осмотру с определением геометрических параметров сварного соединения;
• радиографическому контролю;
• испытанию образцов на излом с надрезом;
• контролю за размерами швов и наличием недопустимых дефектов по макрошлифам согласно п. 2.10.
3.5. После радиографического контроля допускного стыка должны быть выполнены испытания образцов на излом с надрезом. Схема вырезки образцов в зависимости от диаметра трубы показана на рис. 3, а форма и размеры самого образца - на рис. 4.
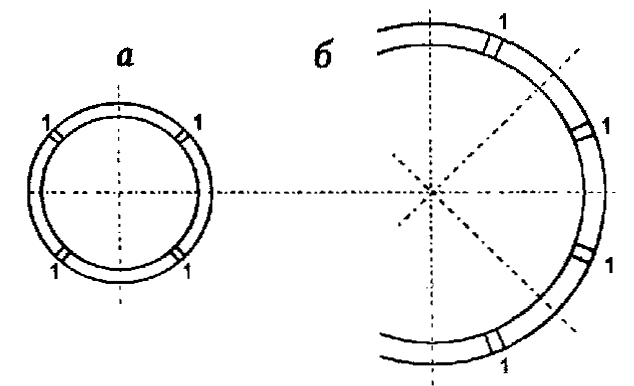
Рис. 3. Схема вырезки образцов для испытаний при аттестации сварщиков:
а - для труб диаметром 530 мм и более; б - для труб диаметром 1020 мм и более;
1 - образцы для испытания на излом (Nick Break)
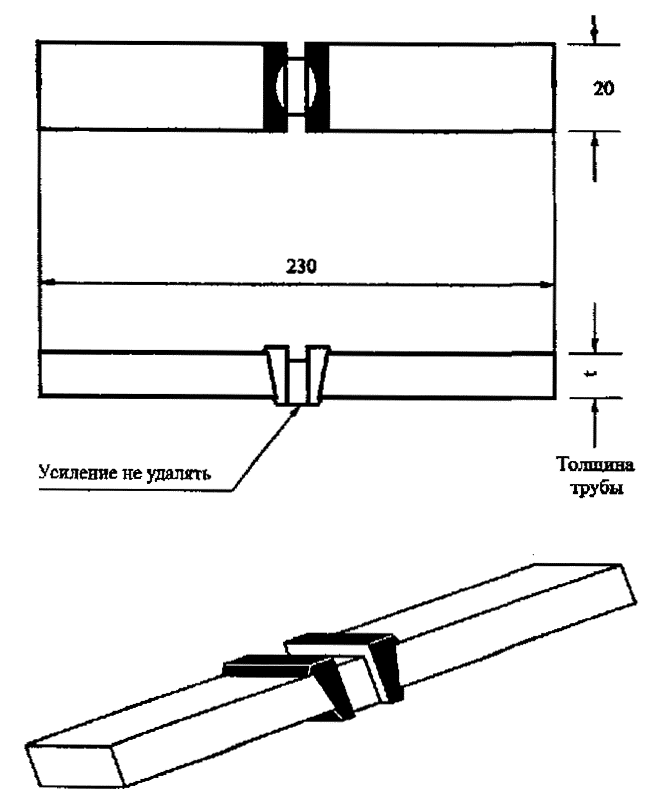
Рис. 4. Образец с надрезами для испытания на излом
Образцы, согласно рис. 4, должны иметь длину около 230 мм и ширину около 20 мм. Они могут быть вырезаны газовой резкой, фрезой или другим аналогичным инструментом с последующей механической обработкой. Образцы должны иметь надрезы, выполненные ножовкой в центральной части сварного шва (со стороны наружного усиления) и по бокам шва. Кромки образца должны быть параллельные и гладкие.
При толщине стенки трубы менее 20 мм глубина боковых надрезов должна находиться в пределах 3 мм, а поперечного надреза по усилению шва 1,5 мм, при толщине стенки трубы 20 мм и более, соответственно - 4,0 мм и 2,5 мм.
Усиление и обратный валик не удаляют.
Образцы могут быть разрушены преимущественно растяжением на разрывной машине. В отдельных случаях при соблюдении техники безопасности разрешается разрушение образцов ударом по центру образца при зажатых концах или ударом молота по свободному концу образца при зажатом другом конце.
Поверхность излома должна продемонстрировать полный провар и сплавление между слоями шва. Максимальный размер любой газовой поры должен быть не более 2,5 мм, а суммарная площадь допустимых пор не должна превышать 3 % площади излома образца.
Глубина шлаковых включений не должна превышать 1 мм. Расстояние между соседними шлаковыми включениями должно быть не менее 12,5 мм.
Если в изломе обнаружены дефекты типа флокенов («рыбьих глаз»), то они не являются браковочным признаком при данном испытании.
3.6. По согласованию с Заказчиком допускается вместо испытаний на излом образца с надрезом проводить испытания на статический изгиб. Для этого из положения, близкого к потолочному («5-7 часов»), должен быть вырезан комплект из двух образцов для испытаний на ребро.
3.7. Если результаты контроля по п. 3.4. удовлетворяют требованиям п. 3.5. и раздела 9 настоящих Правил, то сварщик (сварщики) признается (признаются) выдержавшим(и) испытания, что должно быть подтверждено актом аттестации и именной карточкой, которая выдается каждому сварщику (см. образец ниже).
| Газопровод Ямал-Европа | |
| Участок | |
| Иванов Иван Иванович | |
| | |
| | Электросварщик |
| Место для фотографии | |
| | Аттестован по технологиям №№ |
| | |
3.8. Если результаты контроля по п. 3.4. не удовлетворяют требованиям п. 3.5. и раздела 9 настоящего Свода Правил, то разрешается выполнить сварку и контроль двух других допускных стыков; в случае получения при повторном контроле неудовлетворительных результатов, хотя бы на одном из стыков, сварщик признается невыдержавшим испытание. К повторному испытанию сварщик может быть допущен только после дополнительного обучения (тренировки) по специальной программе, согласованной с технадзором Заказчика.
3.9. Срок действия аттестационных испытаний сварщиков определяется на время строительства данного объекта в том случае, если соблюдены следующие условия:
• сварщик в течение всего этого времени выполняет только ту работу, по которой он прошел аттестационные испытания;
• перерыв в работе за этот период не превышает трех месяцев.
3.10. Если сварщик за время работы нарушает технологическую дисциплину и допускает брак в работе, Технадзор Подрядчика или Заказчика имеет право отстранить его от работы и потребовать переаттестации.