
А. И. Болдырев влияние комбинированной электрохимикомеханической
| Вид материала | Документы |
СодержаниеСписок литературы |
- Юрий Болдырев: Расовую нетерпимость и антисемитизм христианскому немецкому народу навязали, 23.23kb.
- Влияние продуктов компании витамакс на метаболическую составляющую ишемии миокарда, 507.89kb.
- А. А. Болдырев 20 г, 53.72kb.
- Болдырев Н. И. и др. Педагогика. Учебное пособие для студентов педагогических институтов, 174.49kb.
- Задание на дипломное проектирование 2 реферат, 19.26kb.
- «Комбинированной пирамиде», 200.72kb.
- Микропроцессорные системы, 49.63kb.
- Влияние личности на группу и группы на личность, 434.46kb.
- Лекции опри, факультет ркт, часть 2, 2011, 18.14kb.
- Электромеханический преобразователь комбинированной энергетической установки гибридного, 217.91kb.
Вестник Брянского государственного технического университета. 2011. № 1 (29)
УДК 621.9.047
А.И. Болдырев
ВЛИЯНИЕ КОМБИНИРОВАННОЙ ЭЛЕКТРОХИМИКОМЕХАНИЧЕСКОЙ
ОБРАБОТКИ НА СОСТОЯНИЕ ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ МАШИН
Описаны результаты оценки качества поверхностного слоя деталей после комбинированной электрохимикомеханической обработки. Установлено наличие изменений в поверхностном слое, что подтверждено результатами электронной микроскопии, рентгеноструктурного анализа, измерения микротвердости.
Ключевые слова: комбинированная электрохимикомеханическая обработка, ЭХМО, поверхностный слой, микроструктура, эксплуатационные показатели.
Различные методы комбинированной обработки (КО), несмотря на весьма невысокую их долю в общем объеме затрат современного машиностроительного производства, представляют собой область, в которой в промышленно развитых странах концентрируются большие интеллектуальные и инвестиционные ресурсы. Основой повышенного интереса является то, что многие из них дают возможность изготовления уникальных изделий, которые трудно получить с помощью традиционных методов механической обработки (МО). Изготовить детали машин с заранее заданными свойствами поверхностного слоя позволяют методы комбинированной обработки, основанные на сочетании электрохимической обработки (ЭХО) и упрочняющей обработки (УО) [1]. К числу таких методов относится и электрохимикомеханическая обработка (ЭХМО) каналов произвольного сечения (рис. 1) [2].
 Достижение заданного качества поверхности высокой точности формообразования при такой ЭХМО возможно путем регулирования процесса анодного растворения постоянной силой калибрующего деформирования и получения стабильной исходной поверхности под наклеп за счет анодного растворения на глубину, превышающую глубину залегания остаточных напряжений.
Достижение заданного качества поверхности высокой точности формообразования при такой ЭХМО возможно путем регулирования процесса анодного растворения постоянной силой калибрующего деформирования и получения стабильной исходной поверхности под наклеп за счет анодного растворения на глубину, превышающую глубину залегания остаточных напряжений.Экспериментальными исследованиями [3] установлено, что в зависимости от условий реализации и технологических режимов ЭХО обрабатываемые материалы могут иметь более высокую или низкую усталостную прочность по сравнению с традиционной МО, что объясняется растравливанием, наводороживанием и коррозией поверхностного слоя, а также наличием других дефектов. Снизить коррозионный эффект как при традиционной ЭХО, так и при ЭХМО можно за счет правильного выбора состава рабочей среды (электролита и различных антикоррозионных добавок), позволяющего изменить окислительно-восстановительный потенциал до его устойчивого пассивного состояния или равновесного значения.
Состояние поверхностного слоя (структура материала, наличие микрорастравливаний, наклеп, остаточные напряжения и шероховатость) после комбинированной обработки оценивалось на образцах из сталей 45, 40ХНМА, 0ХН3МФА и сплавов ХН70МВТЮБ, ВТ3-1, АВТ 1. ЭХМО осуществлялась на режимах, приведенных в табл. 1.
Таблица 1
Режимы электрохимикомеханической обработки
| Материал детали | Электролит | Плотность тока, А/мм2 | Припуск под упрочнение, мм | ||
| Состав | Температура, К | Скорость, мм/с | |||
| Сталь 45 | 11% NaCl + 0,03% NaNO2 + H2О | 292 | 10-12 | 0,13-0,15 | 0,05 |
| 40ХНМА | 11% NaCl + 0,03% NaNO2 + H2О | 292 | 10-12 | 0,13-0,15 | 0,05 |
| 0ХН3МФА | 11% NaCl + 0,03% NaNO2 + H2О | 292 | 10-12 | 0,13-0,15 | 0,05 |
| ХН70МВТЮБ | 12% NaCl + H2О | 293 | 12-13 | 0,15-0,20 | 0,05 |
| ВТ3-1 | 10% NaCl + 3% KBr + H2О | 313-323 | 13-15 | 0,18-0,20 | 0,05 |
| АВТ 1 | 11% NaNO3 + H2О | 293 | 10-12 | 0,14-0,16 | 0,05 |
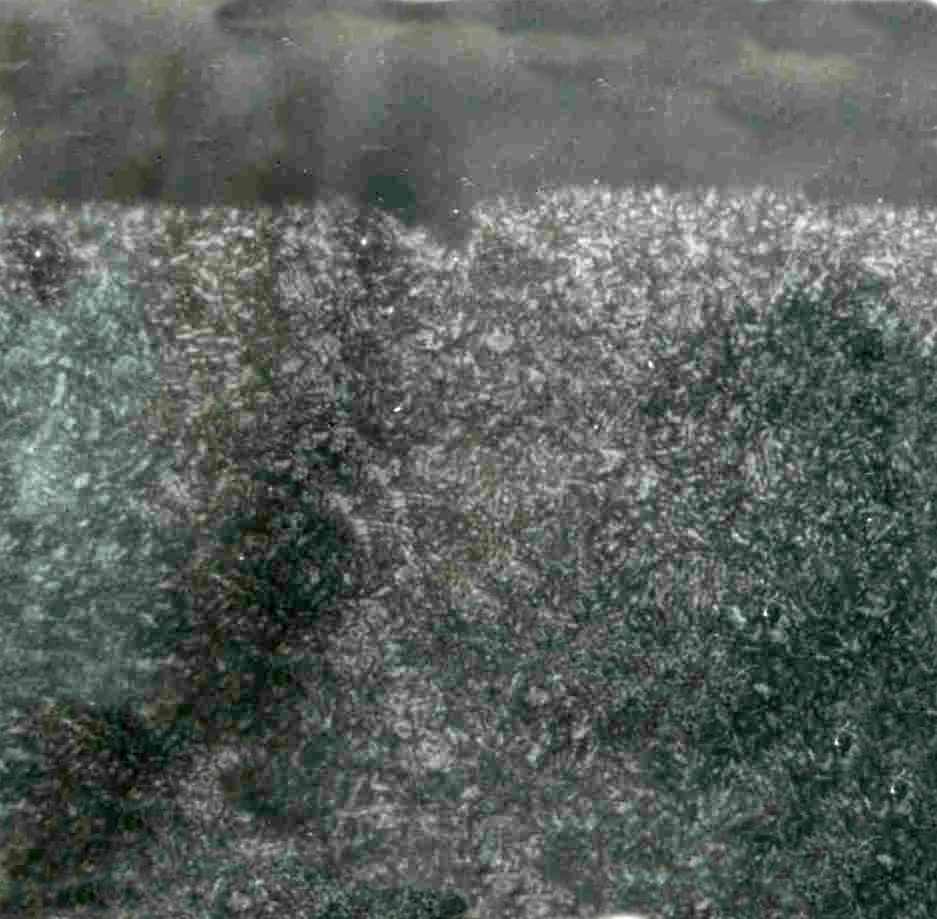
Металлографические исследования выполнялись на поперечных шлифах после химического травления при 500-кратном увеличении. Шлифы из стали 40ХНМА травились в 4 %-м растворе HNO3 в спирте, шлифы из алюминиевого сплава АВТ 1 – в сложном реактиве (5 % HF + 20 % HCl + 20 % HNO3 + 55 % H2О).
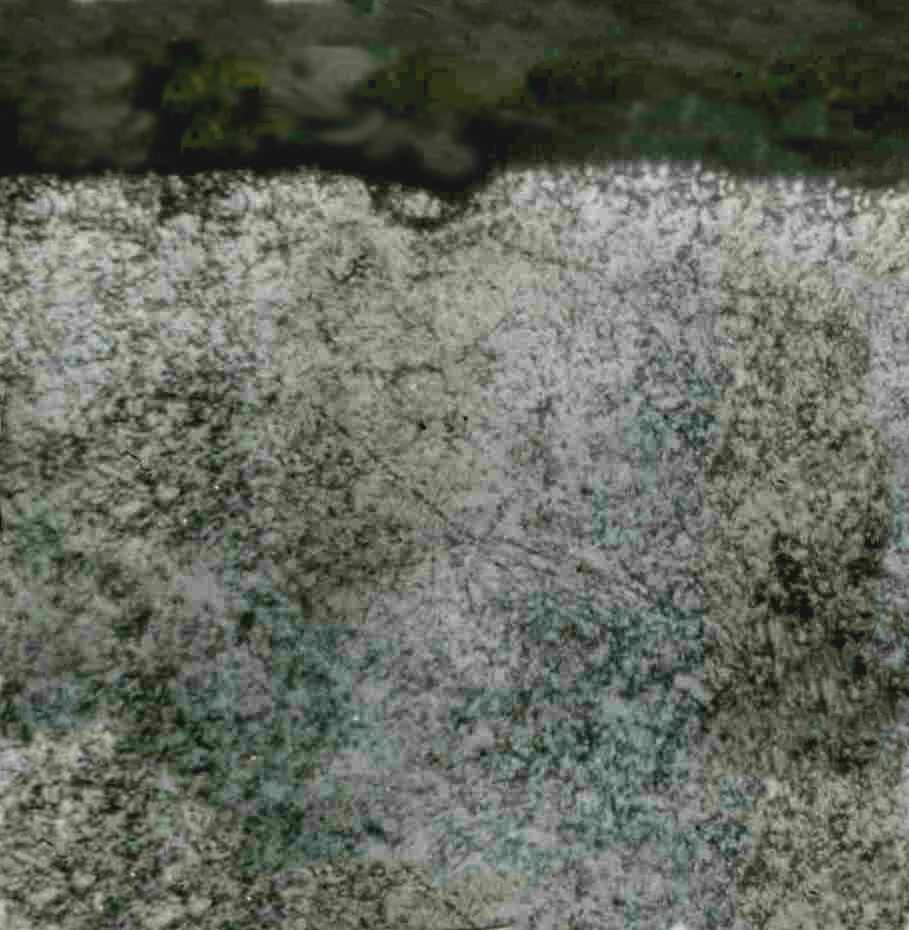
После традиционной ЭХО выявляются дефекты поверхности (растравливание, вырывы, отслоения) в форме раковин глубиной до 0,005 мм (отдельные дефекты – до 0,01 мм) (рис. 2). Топография дефектов по поверхности стального образца представлена на микрофотографии (рис. 3а), полученной методом электронной микроскопии при увеличении 13000.
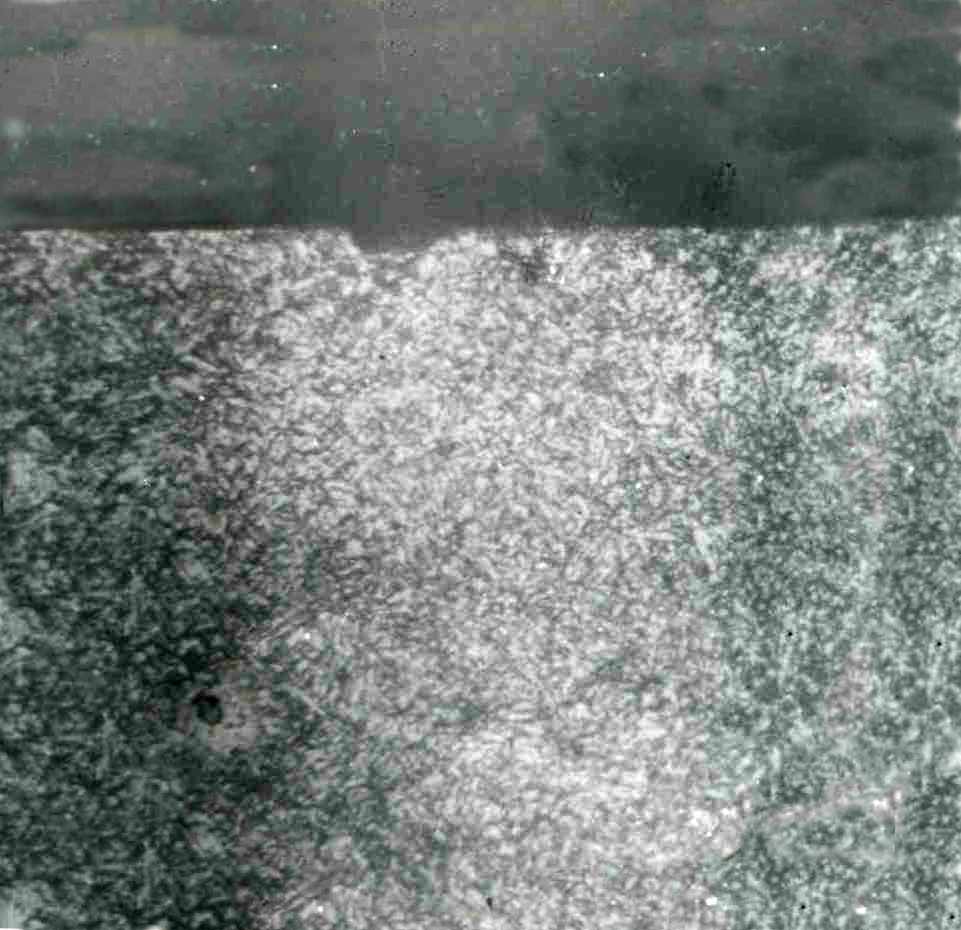
В результате пластической деформации, осуществляемой калибрующим элементом при комбинированной обработке, происходит качественное улучшение поверхностного слоя. После обработки на поверхности практически отсутствуют вырывы и отслоения (рис. 3б), характерные для предшествующей ЭХО, т.е. наблюдается эффект «залечивания» дефектов. Кроме того, структура слоев, прилегающих к поверхности, претерпевает определенные изменения. Эти изменения выражаются в образовании текстуры и в ряде случаев в существенном измельчении зерен. Структура таких поверхностных слоев становится близкой к структуре аморфных металлических материалов, чем, видимо, и объясняется повышение эксплуатационных характеристик изделий.
Как известно, водород, содержащийся в поверхностном слое, вызывает повышенную хрупкость и существенное снижение усталостной прочности изделия. Процентное содержание водорода в обрабатываемых материалах при различных видах обработки представлено в табл. 2.
Содержание водорода в стали 40ХНМА после комбинированной обработки ниже, чем при различных вариантах механической обработки, и соизмеримо с содержанием водорода после электрохимической обработки. Комбинированная обработка стали 0ХН3МФА при различных режимах электрохимической обработки дает повышенное (в пределах допуска) содержание водорода, соизмеримое с содержанием водорода после механической обработки с последующим динамическим упрочнением (пескоструйная обработка). Все образцы из титанового сплава имеют практически одинаковый процент содержания водорода. Из этого следует, что при выборе припуска на упрочнение при комбинированной обработке следует учитывать глубину микрорастравливаний. Тогда можно устранить слой с повышенным содержанием водорода.
а) б)

в) г)
Рис. 2. Микроструктура образцов после электрохимической обработки: а, б, в – сталь 40ХНМА; г – сплав АВТ-1
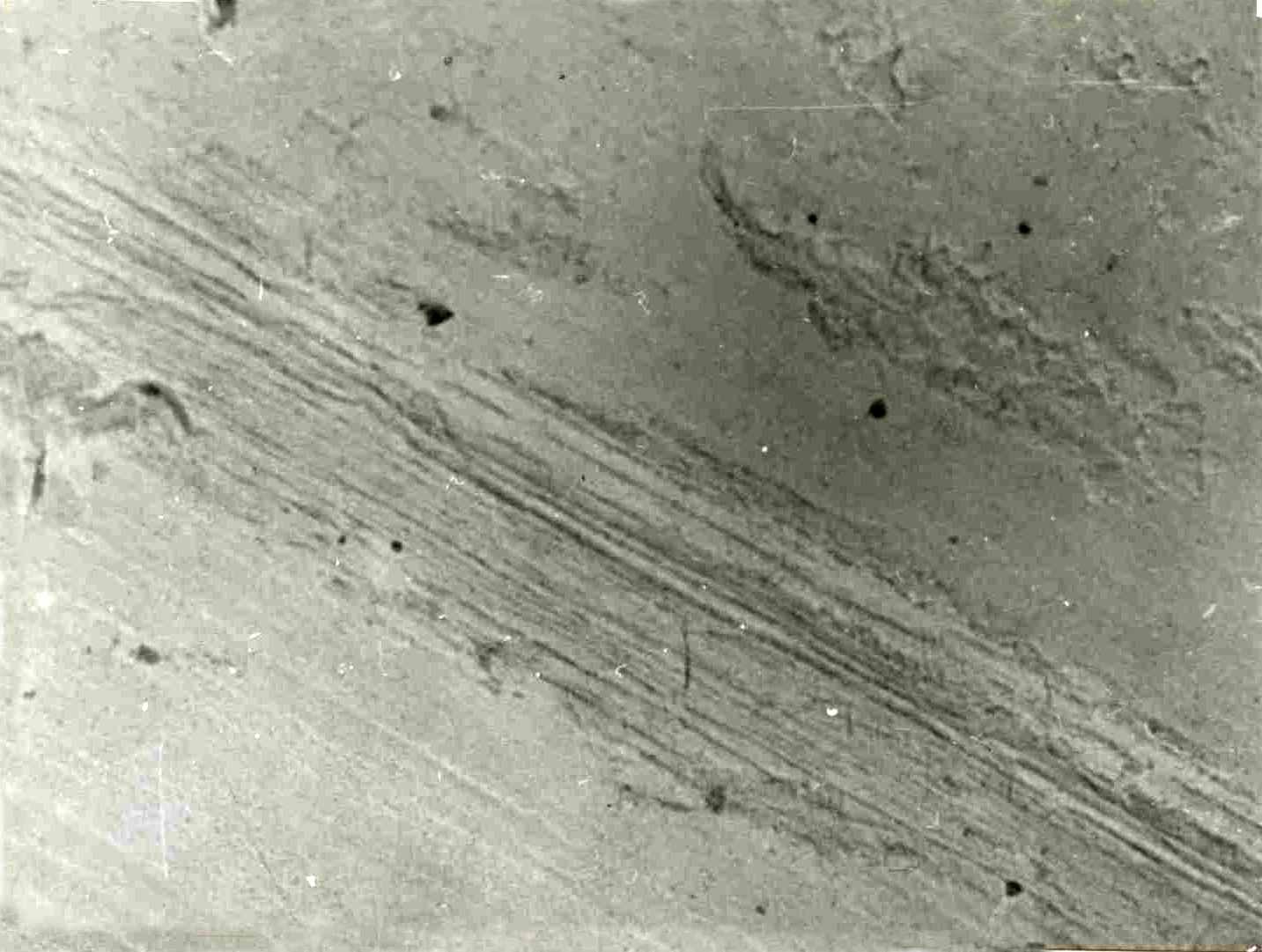
а)
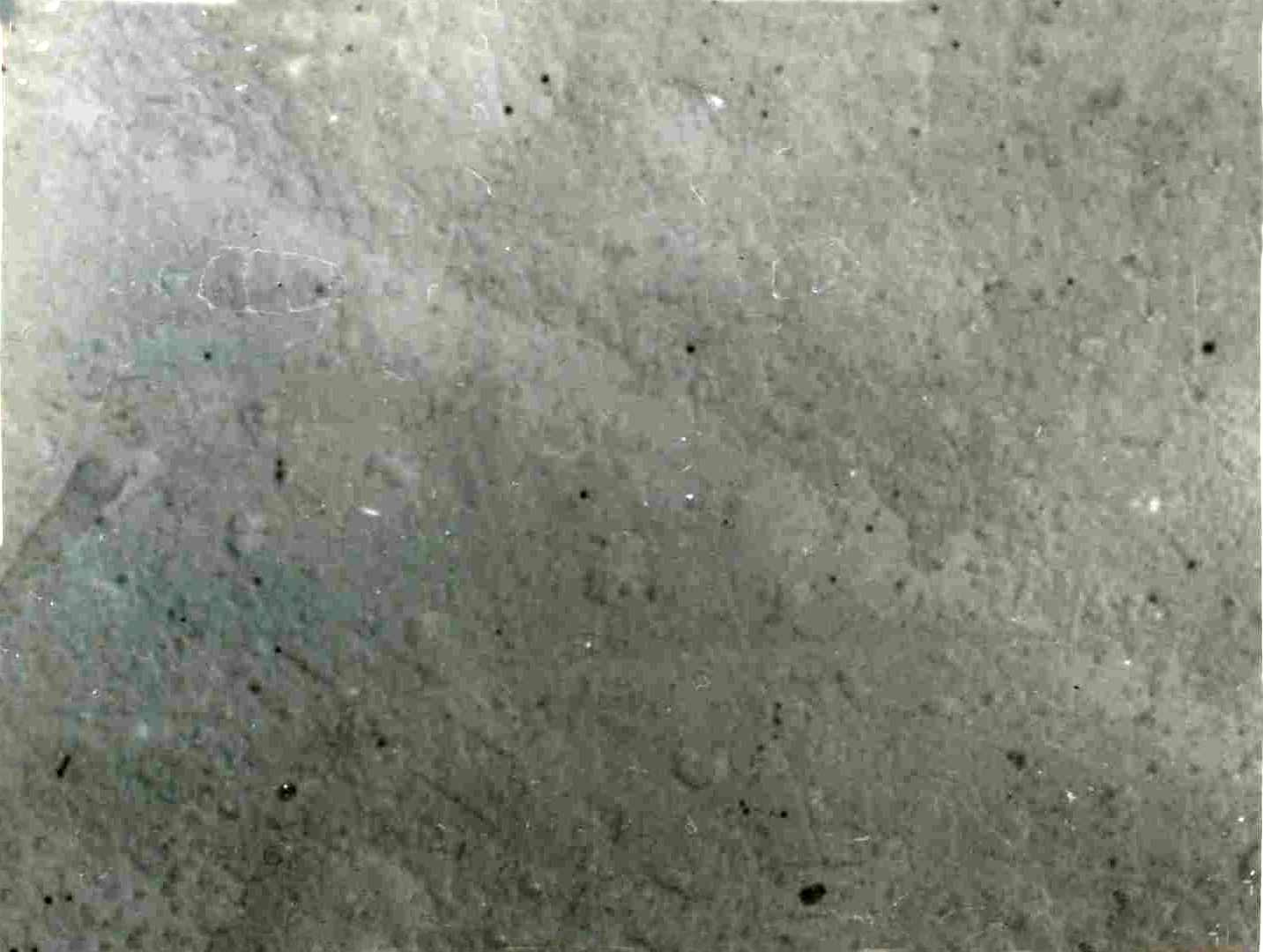
б)
Рис. 3. Поверхность образца из стали 40ХНМА: а- до обработки калибрующим элементом; б- после обработки калибрующим элементом
Таблица 2
Содержание водорода в поверхностном слое материала при различных видах обработки
| Материал | Технология обработки | Режим ЭХО | Содержание водорода, % | ||
| Температура электролита, К | Напряжение, В | Плотность тока, А/мм2 | |||
| 40ХНМА | МО | - | - | - | 0,00025 |
| МО + динамическая УО | - | - | - | 0,00020 | |
| ЭХО | 292 | 12 | 0,126 | 0,00018 | |
| ЭХМО | 292 | 16 | 0,138 | 0,00018 | |
| 0ХН3МФА | МО | - | - | - | 0,00022 |
| МО + динамическая УО | - | - | - | 0,00030 | |
| ЭХО | 292 | 12 | 0,126 | 0,00020 | |
| ЭХМО | 292 | 12 | 0,126 | 0,00030 | |
| ЭХМО | 307 | 12 | 0,146 | 0,00028 | |
| ВТ3-1 | МО | - | - | - | 0,01900 |
| МО + динамическая УО | - | - | - | 0,01900 | |
| ЭХО | 313-320 | 18 | 0,2-0,22 | 0,01900 | |
| ЭХМО | 313-320 | 18 | 0,2-0,22 | 0,01550 | |
Дефекты поверхностного слоя, образующиеся при обработке материала, изменяют его механические характеристики. Поэтому при определении надежности и работоспособности изделий необходимо учитывать результаты комплексных испытаний материалов, обработанных по различным вариантам технологии: 1) механическая обработка (шлифование – для 40ХНМА, ВТ3-1; фрезерование – для АВТ 1); 2) механическая обработка с виброударным упрочнением; 3) электрохимическая обработка; 4) комбинированная электрохимикомеханическая обработка (табл. 3).
Таблица 3
Результаты механических испытаний материалов после различных видов обработки
| Материал | Технология обработки | Предел прочности, МПа | Ударная вязкость   , ,Нм/м2 | Угол загиба, град | Предел прочности при кручении, МПа |
| 40ХНМА | МО | 1167 | 770 | 35,8 | 3360 |
| МО + динамическая УО | 1186 | 726 | 46,6 | 3421 | |
| ЭХО | 1086 | 755 | 42,4 | 3405 | |
| ЭХМО | 1115 | 785 | 48,2 | 3426 | |
| ВТ3-1 | МО | 986 | 445 | 34,0 | 2450 |
| МО + динамическая УО | 983 | 440 | 33,2 | 2500 | |
| ЭХО | 750 | 410 | 27,0 | 2350 | |
| ЭХМО | 749 | 420 | 35,0 | 2550 | |
| АВТ 1 | МО | 382 | 991 | 42,6 | 638 |
| МО + динамическая УО | 387 | 912 | 35,0 | 638 | |
| ЭХО | 376 | 981 | 46,0 | 626 | |
| ЭХМО | 385 | 1079 | 47,2 | 632 |
Анализ результатов испытаний на растяжение показал, что временное сопротивление
 образцов из стали 40ХНМА после ЭХМО на 2,67 % выше, чем после ЭХО, но уступает , достигнутому после МО (на 4,45 %) и МО с последующей УО (на 5,86 %). Очевидно, на величину временного сопротивления оказывал влияние наследственный наклеп, образовавшийся на предшествующих технологических операциях механической обработки.
образцов из стали 40ХНМА после ЭХМО на 2,67 % выше, чем после ЭХО, но уступает , достигнутому после МО (на 4,45 %) и МО с последующей УО (на 5,86 %). Очевидно, на величину временного сопротивления оказывал влияние наследственный наклеп, образовавшийся на предшествующих технологических операциях механической обработки.Существенное снижение предела прочности установлено при испытании сплава ВТ3-1. После ЭХО и ЭХМО
уменьшается более чем на 10 %. Это объясняется межкристаллитным растравливанием, возникающим в поверхностном слое деталей. В этом случае, видимо, целесообразно проводить финишную операцию полирования с целью восстановления .Испытания сплава АВТ 1 показали, что наклеп, полученный при ЭХМО, позволяет повысить предел прочности на растяжение до величины, соответствующей механической обработке с упрочнением. Различие
в 0,52 % может быть объяснено погрешностью измерения.Изменение свойств металлов в условиях импульсных нагрузок характеризуется результатами сравнительных механических испытаний на ударную вязкость (табл. 3). После ЭХМО образцы из стали 40ХНМА имеют более высокую ударную вязкость, что объясняется изменением состояния поверхностного слоя. Сплав АВТ 1 имеет аналогичную качественную картину. Однако для сплава ВТ3-1 отмечено снижение (на 4,5 %) ударной вязкости. С учетом погрешности испытаний можно принять, что после комбинированной обработки она практически не меняется.
Замер угла загиба показал, что ЭХМО для всех исследуемых материалов повышает значение угла до появления трещин (табл. 3). Это объясняется тем, что поверхностный наклеп существенно снижает влияние предшествующей обработки, изменяя характер неровностей и выравнивая шероховатость поверхности. Особенно эффективен наклеп для титановых сплавов, так как восстанавливается угол загиба образцов после ЭХО.
Исследован предел прочности материалов при кручении (табл. 3). Разброс результатов для стали и алюминиевого сплава не превышает 2 %, для титанового сплава – 4 % и лежит в пределах погрешности измерений. Это позволяет утверждать, что предел прочности при кручении практически одинаков для всех рассмотренных вариантов обработки.
Результаты сравнительных испытаний образцов на чистый изгиб с кручением (базовое количество циклов: для стали -
 ; для алюминиевого и титанового сплавов -
; для алюминиевого и титанового сплавов -  ) представлены в табл. 4.
) представлены в табл. 4.Таблица 4
Изменение усталостной прочности материалов
| Материал | Вид обработки | Предел выносливости, МПа | Изменение предела выносливости при ЭХМО по сравнению с ЭХО | |
| МПа | % | |||
| 40ХНМА | ЭХО | 590 | +60 | +10,3 |
| ЭХМО | 650 | |||
| ВТ3-1 | ЭХО | 420 | +110 | +26,2 |
| ЭХМО | 530 | |||
| АВТ 1 | ЭХО | 98 | +17 | +17,35 |
| ЭХМО | 115 | |||
Для всех приведенных материалов отмечено существенное повышение предела выносливости после ЭХМО по сравнению с традиционной ЭХО. Так, для титанового сплава ВТ3-1 изменение предела выносливости достигает 26,2 %. Причем повышение предела выносливости тем значительнее, чем выше упрочняемость металла образцов.
Предел выносливости, достигнутый в результате ЭХМО, соизмерим, а зачастую и выше предела выносливости, обеспечиваемого МО с упрочнением. Это обстоятельство позволяет рекомендовать предложенную комбинированную обработку взамен отделочных методов (многократного развертывания, шлифования, полирования и др.), имеющих целью создать более благоприятное с точки зрения сопротивления усталостному разрушению напряженно-деформированное состояние обработанной поверхности.
Шероховатость поверхностей образцов после ЭХО и ЭХМО определяется в основном структурой материала и режимами обработки и является результатом замеров глубин микрорастравливаний. Измерение шероховатости поверхности образцов, обработанных на оптимальных электрохимических режимах [4] и натягах на калибрующем элементе 0,05-0,4 мм, щуповым методом на профилографе-профилометре показало, что практически невозможно получить шероховатость для сталей ниже
 мкм (ГОСТ 2789-79), для алюминиевых сплавов -
мкм (ГОСТ 2789-79), для алюминиевых сплавов -  мкм [5].
мкм [5].Параметры поверхностного слоя в значительной степени определяют сопротивление усталости [6]. Так, для ряда конструкционных материалов эта зависимость выражается уравнением множественной регрессии вида
 ,
,где
 - шероховатость поверхности, глубина и степень наклепа поверхностного слоя соответственно;
- шероховатость поверхности, глубина и степень наклепа поверхностного слоя соответственно;  - коэффициенты при переменных в корреляционном уравнении.
- коэффициенты при переменных в корреляционном уравнении.Зная численные значения параметров поверхностного слоя, можно оценивать ожидаемый предел выносливости материала.
Комплекс экспериментальных исследований по выявлению относительной значимости влияния каждого из параметров поверхностного слоя на предел выносливости показал, что наиболее значимым и определяющим параметром является шероховатость поверхности. В результате предложена зависимость
 , (1)
, (1)где
 и
и  - коэффициенты, полученные в результате испытаний материалов (для стали 40ХНМА = 470, = -0,2; для сплава ХН70МВТЮБ = 315, = -0,11; для сплава ВТ3-1 = 460, = -0,1).
- коэффициенты, полученные в результате испытаний материалов (для стали 40ХНМА = 470, = -0,2; для сплава ХН70МВТЮБ = 315, = -0,11; для сплава ВТ3-1 = 460, = -0,1).По зависимости (1), используя результаты измерения шероховатости образцов, можно оценить предел выносливости материала или шероховатость после ЭХМО, необходимую для восстановления усталостных характеристик сплавов.
В
 результате обработки данных получены зависимости для оценки оптимального наклепа при малых температурах (до 400 К) эксплуатации (рис. 4). Анализ зависимостей показал, что для всех исследуемых материалов усталостная прочность растет до некоторого предельного для данного материала значения. Дальнейшее упрочнение ведет уже к ее снижению. Так, усталостная прочность стали 40ХНМА (кривая 2) достигает максимального значения при степени наклепа
результате обработки данных получены зависимости для оценки оптимального наклепа при малых температурах (до 400 К) эксплуатации (рис. 4). Анализ зависимостей показал, что для всех исследуемых материалов усталостная прочность растет до некоторого предельного для данного материала значения. Дальнейшее упрочнение ведет уже к ее снижению. Так, усталостная прочность стали 40ХНМА (кривая 2) достигает максимального значения при степени наклепа  %. Последующее наклепывание поверхности до
%. Последующее наклепывание поверхности до  % приводит к снижению предела выносливости на 4,6%. Еще более интенсивное изменение предела выносливости установлено для титанового сплава ВТ3-1 (кривая 6): увеличение степени наклепа всего на 1% (с 11 до 12%) позволяет повысить предел выносливости на 39 МПа, т.е. на 13,7%; увеличение степени наклепа еще на 4% приводит уже к снижению предела выносливости на 27,2%.
% приводит к снижению предела выносливости на 4,6%. Еще более интенсивное изменение предела выносливости установлено для титанового сплава ВТ3-1 (кривая 6): увеличение степени наклепа всего на 1% (с 11 до 12%) позволяет повысить предел выносливости на 39 МПа, т.е. на 13,7%; увеличение степени наклепа еще на 4% приводит уже к снижению предела выносливости на 27,2%.Особенностью жаропрочных сплавов является их поведение при повышенных (до 2500 К) температурах в процессе эксплуатации. Так, для сплава ХН70МВТЮ область оптимального наклепа с возрастанием температуры до 1100 К уменьшается с 4 до 1,6 %, а далее эффект наклепа не проявляется (рис. 5). Частота нагружения образцов при испытаниях не оказывает существенного влияния (кривые 1, 2).
При эксплуатации двигателей летательных аппаратов установлено, что надежность лопаток газовых турбин зависит от перераспределенных внутренних напряжений и величины наклепа на стадии нарастания температуры. Поэтому период начального изменения температуры является наиболее значимым с позиций работоспособности и обеспечения ресурса изделий. Для сплава ХН70МБТЮ снижение предела усталостной прочности в зоне упрочнения сверх оптимального наклепа приводит к уменьшению этого показателя (рис.6).
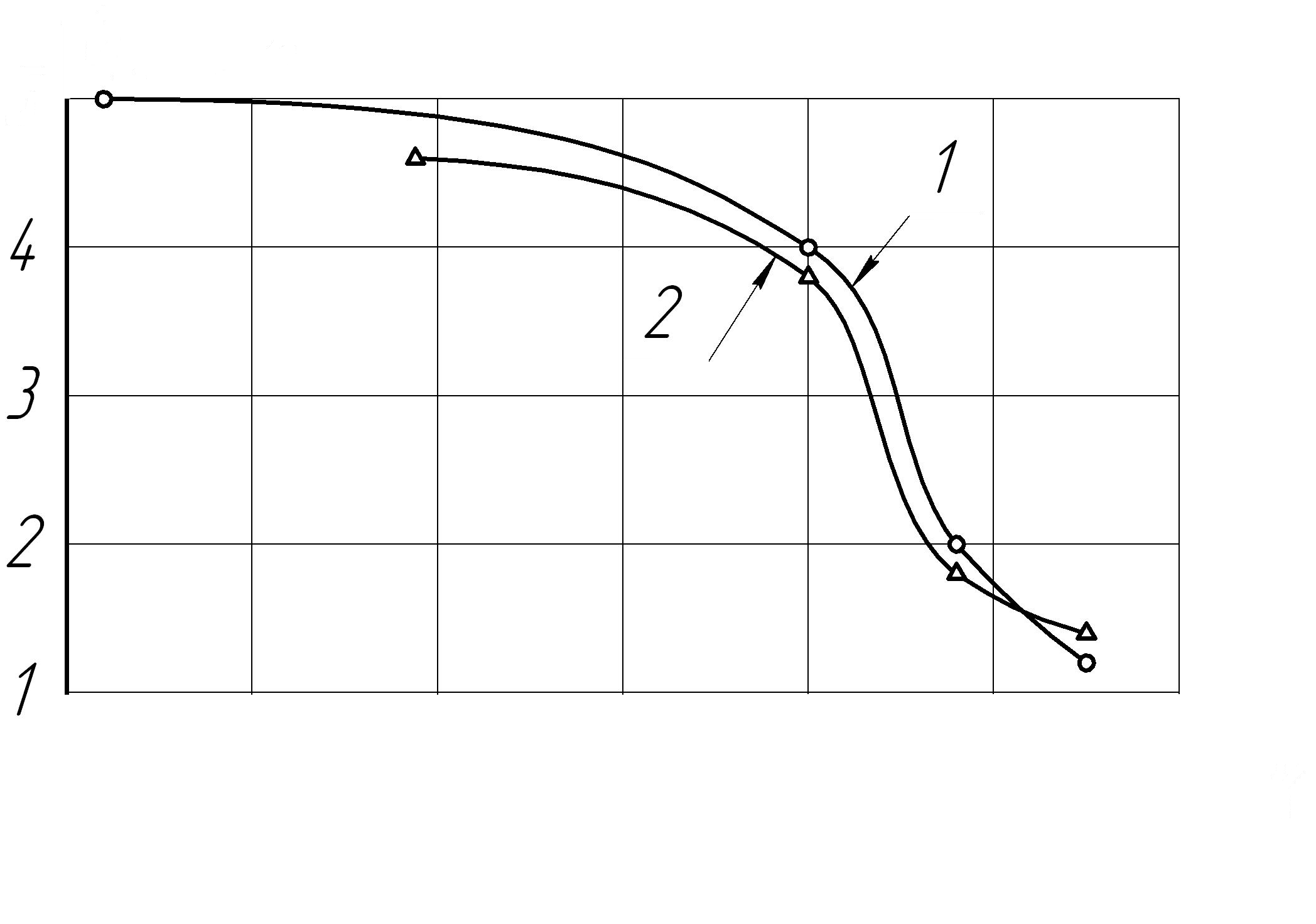
Рис. 5. Зависимость величины оптимального наклепа от температуры испытаний сплава ХН70МБТЮ: 1 – при частоте нагружения 1000 Гц; 2 – при частоте нагружения 5000 Гц
300 450 600 750 900 1050 Т,К
Uн опт ,%
-1 ,%
-
-
-
Uн,%
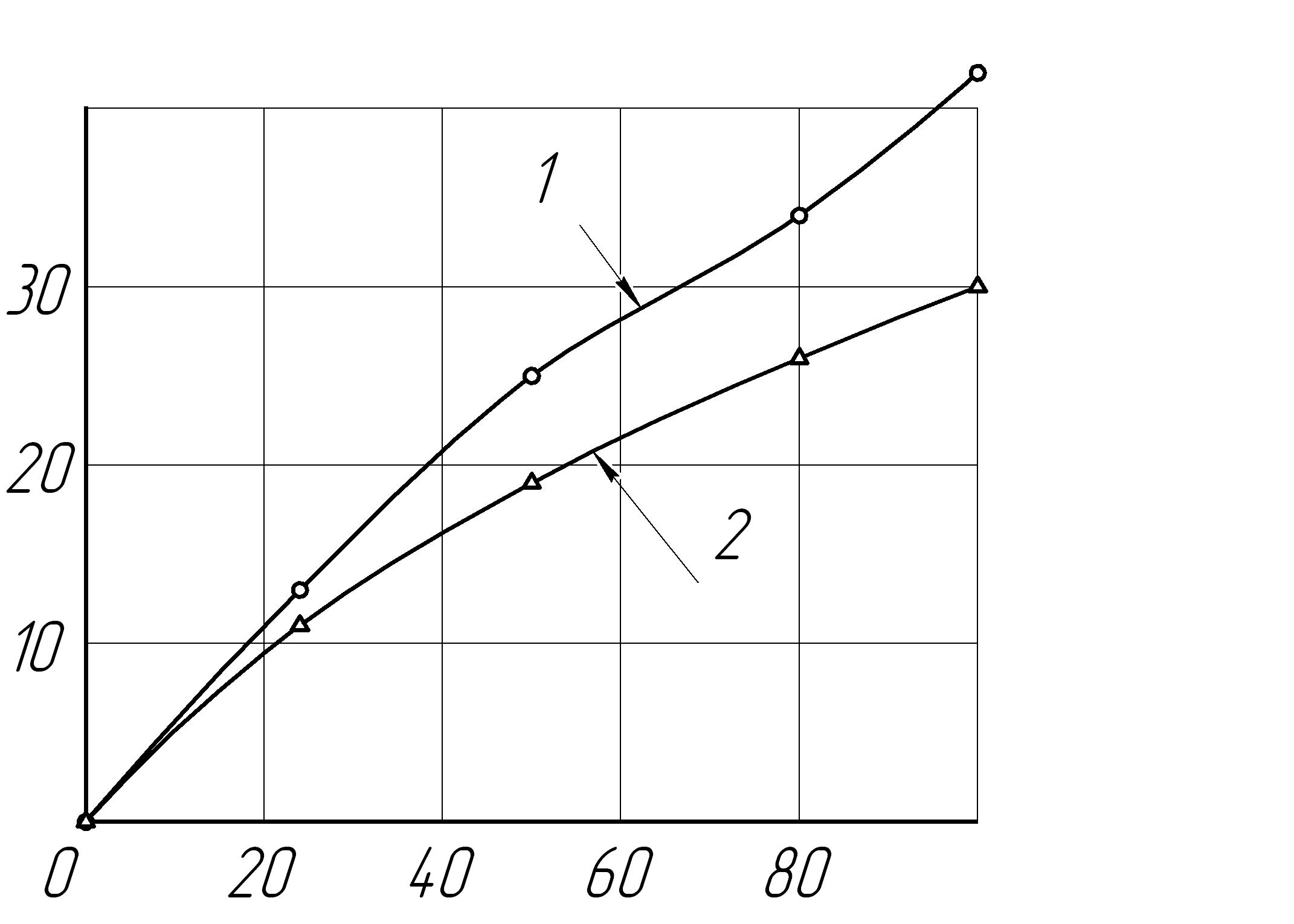
Рис. 6. Зависимость снижения предела усталостной прочности сплава ХН70МБТЮ от величины превышения оптимальной степени наклепа: 1 – при частоте нагружения 1000 Гц; 2 - при частоте нагружения 5000 Гц (температура испытаний- 900 К)
Таким образом, комплекс экспериментальных исследований подтвердил возможность использования комбинированного электрохимикомеханического процесса для обработки точных поверхностей с гарантированным наклепом. Стабильность получения заданного наклепа составила ± 1 %. Это позволяет существенно повысить предел выносливости по сравнению с традиционной ЭХО и рекомендовать ЭХМО взамен операций МО.
СПИСОК ЛИТЕРАТУРЫ
- Теория электрических и физико-химических методов обработки. Обработка материалов с использованием высококонцентрированных источников энергии и комбинированными методами / В.П.Смоленцев, А.И.Болдырев, Е.В.Смоленцев [и др.]; под ред. А.И.Болдырева. - Воронеж: ВГТУ, 2008.- Ч. 2. - 136 с.
- А.с. 1085734 СССР, МКИ3 В 23 Р 1/04. Способ электрохимикомеханической обработки / А.И. Болдырев, В.П. Смоленцев (СССР).- Опубл. 1984, Бюл. № 14.
- Смоленцев, В.П. Технология электрохимической обработки внутренних поверхностей / В.П.Смоленцев. - М.: Машиностроение, 1978. - 176 с.
- Смоленцев, Е.В. Проектирование электрических и комбинированных методов обработки / Е.В.Смоленцев. - М.: Машиностроение, 2005. - 511 с.
- Болдырев, А.И. Обеспечение заданного качества поверхностного слоя каналов комбинированной обработкой / А.И. Болдырев // Изв. ОрелГТУ. - 2009. - № 2-3/274(560). - С. 59-63.
- Сулима, А.М. Поверхностный слой и эксплуатационные свойства деталей ГТД / А.М.Сулима, М.И.Евстигнеев. - М.: Машиностроение, 1980. - 240 с.
Материал поступил в редколлегию 3.02.11.