
Телефоны: (495) 783-39-64, 365-47-88
| Вид материала | Документы |
- Телефон: (495) 783-24-37, e-mail, 28.42kb.
- Прайс-лист на монтаж системы отопления, 47.71kb.
- Российская академия наук центральный дом учёных 119034, Москва, Пречистенка, 16,, 8.59kb.
- В. Г. Крысько психология и педагогика учебное пособие, 1616.1kb.
- Телефоны: (499)2517064, (495)7401712, 219.26kb.
- Аналитический отчет российский рынок теплоизоляционных материалов, 502.81kb.
- Рассказы наших менеджеров, 169.28kb.
- Рассказы наших менеджеров, 104.64kb.
- Рассказы наших менеджеров. Алексанр Кузин, 167.63kb.
- Рассказ участников Клуба Вольных Путешественников, 285.86kb.
 ДИАГНОСТ ДИАГНОСТ | Адрес для корреспонденции: 105094, Москва, а/я 10; Телефоны: (495) 783-39-64, 365-47-88; Факс: (495) 785-43-14, 366-62-83; Website: www.diagnost.ru; E-mail: diagnost@diagnost.ru |  |
Непрерывная разливка стали
Бесконтактное измерение температуры при контроле непрерывной разливки стали

- Использование пирометров для контроля процесса непрерывной разливки стали
- Управление температурными процессами
- Термография
- Программное обеспечение
- Специальные решения
Общие замечания
Для получения из жидкой стали слитков-заготовок для последующей прокатки, ковки или прессования широко используется метод непрерывной разливки стали. Важнейшим технологическим условием непрерывной разливки стали является соблюдение правильного температурного режима, который обеспечивает получение желаемых свойств металла и, как следствие, необходимое качество итоговой продукции.
В частности, основным местом измерения являются зоны охлаждения. Недостаточное охлаждение может привести к выбросу жидкой сердцевины и, в результате, привести к разрушению конструкции установки непрерывной разливки стали и направляющих валков. При переохлаждении заготовки она становится недостаточно эластичной для выхода на горизонтальный участок. Кроме этого, из-за неправильного или неравномерного охлаждения страдает качество конечного продукта. Только правильное равномерное охлаждение заготовок обеспечивает непрерывность технологического процесса и безупречное качество конечных изделий. Оптимальным решением для систематического контроля температуры при непрерывной разливке стали является применение бесконтактных прецизионных пирометров.
Пирометры обеспечивают точные измерения температуры бесконтактным методом.
Измерения температуры бесконтактным методом имеют следующие преимущества:
- Возможность установки пирометра в безопасном месте
- Непрерывный контроль и управление процессами нагрева и охлаждения
- Полное документирование технологических процессов
- Обеспечение высокого качества продукции
- Снижение затрат за счет повышения надежности технологических процессов
- Экономия средств и времени

Рис. 1: Установка непрерывной разливки стали. Выход заготовок из влажной зоны.
В процессе непрерывной разливки стали может вызвать интерес распределение температур на определенной площади поверхности заготовок. Такой контроль может осуществляться с помощью линейных камер или тепловизоров.
Принципы пирометрии и процесс непрерывной разливки стали
Каждое тело испускает электромагнитное (инфракрасное) излучение в широком спектральном диапазоне. Пирометр использует это излучение для получения значения температуры данного тела. Однако каждый материал характеризуется индивидуальной степенью излучения. Мерой этой характеристики является коэффициент излучения.
Самый высокий коэффициент излучения наблюдается у металлов на малых длинах волн ИК излучения. Коэффициент излучения уменьшается при увеличении длины волны. Поэтому температуру металлов следует измерять пирометрами, работающими на коротких длинах волн.
На графике ниже изображена зависимость коэффициента излучения металлов от длины волны ИК излучения (закон излучения Вина):

Рис. 2: Зависимость коэффициента излучения от длины волны ИК излучения для металлов.
Температуру металлов следует измерять на малых длинах волн ИК излучения.
Если не принимать во внимание эту зависимость и использовать неправильный тип пирометра, точность измерений температуры значительно снижается.
На рис. 3 изображены пять спектральных диапазонов, в которых пирометры различных типов проводят измерения температуры металлического изделия. Пирометр, работающий на самых коротких длинах волн, обеспечивает минимальную погрешность.

Рис. 3: Погрешности при измерениях температуры различными типами пирометров. Для демонстрации погрешностей коэффициент излучения был установлен с ошибкой 10%.
Выбор соответствующего типа пирометра
В целом выбор соответствующего типа пирометра зависит от различных факторов:
- Пирометр должен быть предназначен для измерения температуры металлов
- Диапазон измерения температуры пирометра должен перекрывать диапазон температур, достигаемых при непрерывной разливке стали.
- Диаметр области измерения не должен превышать размер объекта контроля
- Объектив пирометра должен соответствовать расстоянию до объекта контроля
В неблагоприятных условиях контроля рекомендуется использовать так называемые пирометры соотношения (двухспектральные пирометры) или пирометры с подключением объектива волоконно-оптическим кабелем (волоконно-оптические пирометры).
Двухспектральные пирометры позволяют устранить влияние на результаты измерений колебаний коэффициента излучения и наличия на линии наведения помех в виде дыма или испарений. Двухспектральные пирометры рекомендуются, если:
- Диаметр области измерения превышает размер объекта контроля
- Коэффициент излучения объекта контроля изменяется в процессе контроля
- Имеются помехи на линии наведения пирометра, например наличие в воздухе твердых частиц, пара или дыма
Волоконно-оптические пирометры оснащены малоразмерным дистанционным объективом, который подключается к пирометру волоконно-оптическим кабелем. Преимущества волоконно-оптических пирометров следующие:
- Волоконно-оптический кабель нечувствителен к электромагнитному излучению
- Объектив может быть установлен в непосредственной близи от объекта контроля в неблагоприятных условиях внешней среды
- Волоконно-оптический пирометр может использоваться в случаях, когда геометрия изделия не позволяет использовать стандартные пирометры
Области применения: непрерывная разливка стали
При непрерывной разливке стали жидкий металл непрерывно поступает в сквозную изложницу-кристаллизатор. Стенки кристаллизатора интенсивно охлаждаются водой, циркулирующей по имеющимся в них каналам. Металл затвердевает у стенок кристаллизатора, и оболочка заготовки начинает извлекаться из кристаллизатора с заданной скоростью. Выходящая из кристаллизатора заготовка с жидкой сердцевиной попадает в зону вторичного охлаждения (влажную зону), где на ее поверхность подается из форсунок распыленная вода. После этого заготовка поступает в зону выхода, в которой происходит ее окончательное остывание. Каждый из этих этапов требует тщательного температурного контроля.
Зона первичного охлаждения
В горизонтальных установках непрерывной разливки стали целесообразно измерение температуры непосредственно в кристаллизаторе. Для проведения таких измерений очень удобными являются пирометры моделей ISQ5-LO, ISR12-LO.

Рис. 4: ISR12-LO: двухспектральный волоконно-оптический пирометр
Зона вторичного охлаждения (влажная зона)
В зоне вторичного охлаждения температура заготовки с очень тонкой оболочкой составляет примерно 700-1000°C. При недостаточном охлаждении возникает опасность выброса жидкой сердцевины. При избыточном охлаждении заготовка затвердевает слишком быстро и становится недостаточно гибкой для подачи в зону выхода, что приводит к образованию трещин и других дефектов, которые не устраняются даже в процессе последующей обработки.
Из-за неблагоприятных внешних условий в зоне вторичного охлаждения применение обычных методов измерения температуры затруднено. Из-за высокой температуры окружающего воздуха, наличия испарений и постоянного образования окалины установка пирометра внутри камеры охлаждения невозможна. Установка пирометра вне камеры приводит к увеличению расстояния между пирометром и объектом контроля. Кроме этого, наличие в воздухе испарений и брызг воды затрудняет точное наведение пирометра на нужную область измерения. Все это вызывает значительные погрешности при измерениях температуры.
Для проведения измерений в неблагоприятных условиях вторичной зоны охлаждения специально предназначены волоконно-оптические пирометры. Армированная оплетка с воздушным охлаждением защищает волоконно-оптический кабель от загрязнения и перегрева. Объектив, размещенный в корпусе из нержавеющей стали, можно приблизить к заготовке на расстояние до нескольких сантиметров.
Система воздушной продувки объектива обеспечивает решение двух задач. Во-первых, она обеспечивает охлаждение объектива, во-вторых, обеспечивает удаление водяного пара и окалины между объективом и заготовкой. Давление воздуха можно отрегулировать так, чтобы поверхность заготовки дополнительно не охлаждалась.
Выбор подходящего пирометра зависит от температурного диапазона. Рекомендуемые модели пирометров: ISQ5-LO, ISR12-LO, IGAR12-LO.

Рис. 5: ISQ5-LO: двухспектральный волоконно-оптический пирометр
Зона выхода заготовок
После прохождения зоны вторичного охлаждения оболочка заготовки затвердевает, и температура заготовки снижается до 600-800°C. В зоне выхода заготовка охлаждается окружающим воздухом и затвердевает окончательно.
Чтобы получить изделия высокого качества, на данном этапе также необходимо равномерное охлаждение заготовок. По сравнению с влажной зоной внешние условия в зоне выхода заготовки являются более благоприятными для проведения измерений. Для измерения температуры в зоне выхода заготовок рекомендуется применение пирометров, установленных на медленно вращающуюся платформу, и выполняющих роль своего рода сканера. В этом случае пирометр измеряет температуру в отдельных точках по всей ширине заготовки. Рекомендуемые модели пирометров: IS140, IGA140 в охлаждающем кожухе.

Рис. 6 Стационарный пирометр IS 140 в охлаждающем кожухе
Специальное оборудование для получения термографических изображений
Кроме пирометров для измерения температуры в одной точке, компания IMPAC предлагает портативные тепловизоры и линейные камеры для контроля за распределением температур на поверхности изделий.
Линейные камеры проводят измерения в расположенных рядом друг с другом точках. На основании результатов этих измерений формируется температурный профиль объекта контроля.
Преимущества линейных камер особенно проявляются при контроле движущихся объектов. Так как при непрерывной разливке стали происходит постоянная подача заготовок, отдельные линии измерения совмещаются в одно двухкоординатное изображение распределения температуры по всей ширине заготовки.
Для измерения температуры в зоне выхода заготовок рекомендуется линейная камера модели ILS 256. Эта очень быстродействующая камера охватывает 256 линий в секунду, каждая из которых состоит из 256 точек. Кроме этого, можно использовать стационарный тепловизор модели М9103. При частоте измерения 30 изображений в секунду этот тепловизор позволяет получить значения температуры на площади в 307200 точек. Он обеспечивает получение термографических изображений с высокой разрешающей способностью в реальном времени.
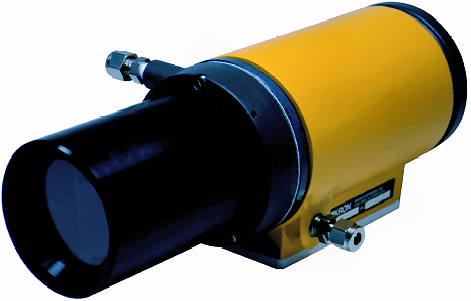
Рис. 7 Стационарный тепловизор модели М9103
Тепловизоры и линейные камеры могут быть использованы для:
- Оптимизации температурного режима на основании данных о распределении температур на поверхности изделия
- Оптимизации режима охлаждения
- Оптимизация скорости литья

Рис. 8: Термографическое изображение на экране компьютера
- Обнаружения оптимальных точек для измерения температуры пирометрами
- Сохранения последовательности изображений для последующего анализа отдельных изображений
- Контроля за образованием на поверхности заготовки трещин или других дефектов и своевременной сортировки заготовок
Преимущества пирометров IMPAC
Компания IMPAC является ведущим специалистом во всех областях бесконтактного измерения температуры и производит системное оборудование, оборудование для различных отраслей промышленности и специальное оборудование.
Пирометры производства компании IMPAC отличаются следующими особенностями:
- Высочайшие стандарты качества
- Малое время отклика
- Точность измерений
- Широкие диапазоны измерения
- Прецизионные измерения с устранением влияния на результаты неблагоприятных условий внешней среды (наличия в воздухе влаги, паров или пыли)
- Полностью цифровая обработка данных
- Простота использования
- Функции автоматического управления технологическими процессами

Рис. 9: Пирометры IMPAC отличаются высоким качеством и тщательностью исполнения.
За более, чем 45 лет своего существования, благодаря связям с заказчиками компания IMPAC достигла высокого качества, надежности и привлекательности соотношения цены и качества своей продукции.
Программное обеспечение
Компания IMPAC поставляет программное обеспечение, предназначенное для визуализации, сохранения и анализа полученных данных.
Программа InfraWin: InfraWin является стандартной программой, поставляемой со всеми цифровыми пирометрами производства компании IMPAC. Помимо визуализации, сохранения и анализа данных, данная программа позволяет настраивать значения всех параметров работы пирометров.
Все пирометры производства компании IMPAC используют универсальный протокол коммуникации пирометров (UPP), который обеспечивает бесшовную интеграцию пирометров в существующие пользовательские программы.
Программа MultiTemp: MultiTemp является программой, предназначенной для одновременного сохранения данных, поступающих с нескольких пирометров. Значения температуры визуализируются, сохраняются и могут быть проанализированы на центральном компьютере. Данная программа также обеспечивает настройку параметров работы всех пирометров, подключенных к компьютеру.
Продукция на заказ
По специальному заказу пользователя компания IMPAC предоставляет индивидуальные системные и программные решения.
Для получения более подробной информации о продукции, поставляемой по отдельному заказу, обращайтесь к официальному представителю компании IMPAC в России – ЗАО "МП Диагност".
Адрес для корреспонденции: 105094, Москва, а/я 10;
Телефоны: (495) 783-39-64, 365-47-88;
Факс: (495) 785-43-14, 366-62-83;
Website: ссылка скрыта;
E-mail: diagnost@diagnost.ru.
| Модель | Диапазон изм. температуры (С) | Время отклика (мсек) | Мин. диаметр области изм. (мм) | Объектив | Дисплей |
| Стандартные пирометры | |||||
| IS 5 | 650… 3000 | 2 | 0,5 | с фикс. фокусн. расст. | - |
| IS 5-LO | 650… 3000 | 2 | 0,45 | волоконно-оптич. | - |
| IS 12 | 550… 2500 | 1 | 0,2 | с регулир. фокусн. расст. | + |
| IS 140 | 550… 3300 | 1 | 0,35 | с регулир. фокусн. расст. | - |
| IGA 5 | 250… 3000 | 2 | 0,5 | с фикс. фокусн. расст. | - |
| IGA 5-LO | 300… 3000 | 2 | 0,45 | волоконно-оптич. | - |
| IGA 12 | 300… 1800 | 1 | 0,2 | с регулир. фокусн. расст. | + |
| IGA 140 | 250… 2500 | 1 | 0,35 | с регулир. фокусн. расст. | - |
| IP 140 | 50… 1300 | 1,5 | 0,25 | с регулир. фокусн. расст. | - |
| Двухспектральные пирометры | |||||
| ISQ 5 | 600… 3000 | 10 | 1,5 | с фикс. фокусн. расст. | - |
| ISQ 5-LO | 700… 2500 | 10 | 0,45 | волоконно-оптич. | - |
| ISR 12-LO | 600… 3300 | 2 | 0,45 | волоконно-оптич. | + |
| IGAR 12-LO | 300… 2200 | 2 | 0,45 | волоконно-оптич. | + |