
2 принят межгосударственной научно-технической комиссией по стандартизации и техническому нормированию в строительстве (мнткс) 17 ноября 1994 г. За принятие проголосовали
| Вид материала | Документы |
Содержание4 Методы измерения линейных размеров |
- Гост 30629-99, 841.74kb.
- 2 принят межгосударственной научно-технической комиссией по стандартизации, техническому, 342.57kb.
- 2 принят межгосударственной научно-технической комиссией по стандартизации, техническому, 950.71kb.
- 2 принят межгосударственной научно-технической комиссией по стандартизации, техническому, 567.62kb.
- Гост 21519-2003 МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ гост 21519-2003 блоки оконные из алюминиевых, 604.58kb.
- Межгосударственный стандарт, 909.26kb.
- Методы химического анализа, 2205.31kb.
- Межправительственный совет по сотрудничеству в строительной деятельности стран содружества, 558.65kb.
- Гост 5686-94 межгосударственный стандарт грунты методы полевых испытаний сваями, 555.3kb.
- Материалы строительные методы испытаний на горючесть межгосударственная научно-техническая, 251.95kb.
4 МЕТОДЫ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ
4.1 Общие требования — в соответствии с разделом 3.
4.2 Средства измерений
Линейка металлическая по ГОСТ 427.
Рулетка металлическая с ценой деления 1 мм по ГОСТ 7502.
Штангенциркуль по ГОСТ 166.
Шаблоны специальные металлические (рисунок 1).
Толщиномер игольчатый (рисунок 2) по технической документации.
Игла металлическая измерительная длиной не менее 150 мм и диаметром не более 6 мм с ценой деления 1 мм.
Труба опорная металлическая.
4.3 Предел допускаемой погрешности измерения размеров:
± 0,5 мм — линейкой, рулеткой, толщиномером, иглой;
± 0,1 мм — штангенциркулем.
4.4 Измерение длины и ширины
4.4.1 Для измерения размеров до 1 м применяют линейку, св. 1 м — рулетку. Длина измерительного инструмента должна быть не менее длины изделия.
4.4.2 Длину плиты, блока, мата измеряют в трех местах: на расстоянии (50 ± 5) мм от каждого края и посередине изделия.
Длину кирпича измеряют в двух местах: посередине изделия на каждой наибольшей грани.
Длину цилиндра измеряют по наружной поверхности вдоль четырех образующих, отстоящих друг от друга на 1/4 дуги окружности.
Длину полуцилиндра и сегмента измеряют по наружной поверхности в трех местах: на расстоянии (50 ± 5) мм от каждой продольной кромки и посередине изделия.
Длину развернутого шнура измеряют вдоль одной образующей.
4.4.3 Ширину плиты, блока и кирпича измеряют в трех местах: на расстоянии (50 ± 5) мм от каждого края и посередине изделия.
Ширину мата измеряют на расстоянии (50 ± 5) мм от каждого края и через каждый метр длины.
4.5 Измерение диаметра
4.5.1 Внутренний диаметр цилиндра, полуцилиндра и сегмента измеряют линейкой в четырех местах: на торцах цилиндра в двух взаимно перпендикулярных направлениях. Из полуцилиндров и сегментов предварительно собирают цилиндр. Место измерения не должно совпадать с разрезом цилиндра или соединительными стыками полуцилиндров и сегментов.
Допускается внутренний диаметр полуцилиндра или сегмента проверять специальным шаблоном (рисунок 1), помещая его внутри изделия поочередно меньшей и большей полуокружностью в трех местах: посередине изделия и на расстоянии (50 ± 5) мм от каждого торца. При этом меньшая полуокружность шаблона (Dн D), соответствующая наименьшему предельному размеру внутреннего диаметра, должна касаться, а большая (Dн + D), соответствующая наибольшему предельному размеру внутреннего диаметра, не должна касаться нижней точки внутренней поверхности изделия (D — допускаемое отклонение внутреннего диаметра полуцилиндра или сегмента от номинального).
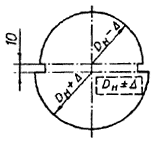
Рисунок 1 — Шаблон
4.5.2 Диаметр шнура измеряют штангенциркулем в пяти местах, равномерно расположенных по длине. Первое и последнее измерения — на расстоянии не менее (150 ± 5) мм от концов шнура.
4.6 Измерение толщины ячеистых изделий
4.6.1 Толщину ячеистых плоских изделий измеряют штангенциркулем: в четырех местах посередине каждой стороны (для изделий длиной до 500 мм; в шести местах (по три измерения с каждой стороны изделия по направлению длины: на расстоянии (50 ± 5) мм от торцов и посередине) для изделий длиной св. 500 до 1000 мм; в восьми местах (по три измерения с каждой стороны изделия по направлению длины на расстоянии (50 ± 5) мм от торцов и посередине и по одному измерению посередине каждой стороны изделия по направлению ширины) для изделий длиной св. 1000 мм.
Допускается в нормативных документах на продукцию конкретного вида устанавливать другое число точек измерения толщины.
4.6.2 Толщину ячеистых полуцилиндров и сегментов измеряют штангенциркулем в шести местах: по два измерения на расстоянии (50 ± 5) мм от каждого торца и посередине каждого торца изделия.
4.7 Измерение толщины плоских волокнистых изделий
4.7.1 Измерение толщины производят толщиномером (рисунок 2). Масса основания 6 с корпусом 5 толщиномера должна создавать удельную нагрузку (500 ± 7,5) Па, если в нормативных документах на продукцию конкретного вида не указана другая нагрузка.
4.7.2 Для проведения измерения толщиномер устанавливают на поверхности изделия, помещенного на столе. Затем винтом 3 освобождают вставку толщиномера, левой рукой придерживают корпус 5, а правой — ручку 1. Нажимая правой рукой на ручку 1, опускают вниз вставку 4 с иглой 8, при этом игла 8 вертикально прокалывает изделие до упора о поверхность стола. После этого левой рукой плавно опускают корпус толщиномера с основанием на изделие. Через 5 мин (если в нормативных документах на продукцию конкретного вида не указано другое время) по шкале 11 при помощи указателя на стекле 12 отсчитывают толщину изделия.
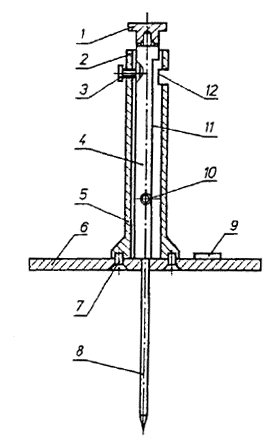
1 — ручка; 2 — втулка; 3 — зажимной винт; 4 — вставка; 5 — корпус; 6 — основание; 7 — крепежный винт; 8 — игла; 9 — табличка; 10 — крепежный винт; 11 — шкала; 12 — стекло
Рисунок 2 — Толщиномер
4.7.3 В плите измеряют толщину в пяти местах: в центре и в четырех углах, располагая иглу толщиномера на расстоянии (150 ± 5) мм от смежных краев плиты.
4.7.4 В матах измеряют толщину в четырех углах на расстоянии (150 ± 5) мм от смежных краев, затем через каждый метр длины мата в трех местах по ширине: в двух местах на расстоянии (150 ± 5) мм от краев и один раз по средней линии.
Измерение толщины прошивных изделий производят со смещением от указанных выше мест таким образом, чтобы игла толщиномера располагалась между швами.
4.8. Измерение толщины стенок волокнистых цилиндров и полуцилиндров
4.8.1 Измерение изделий производят на опорной трубе при помощи металлической измерительной иглы.
Цилиндр или полуцилиндр устанавливают на опорную трубу такого диаметра, который соответствует номинальному внутреннему диаметру цилиндра и полуцилиндра, указанному в таблице 1.
Таблица 1
В миллиметрах
| Внутренний диаметр цилиндра (полуцилиндра) | Наружный диаметр опорной трубы |
| 18 | От 9 до 13 |
| 21 | ” 12 ” 16 |
| 25 | ” 14 ” 20 |
| 27 | ” 16 ” 22 |
| 32 | ” 19 ” 27 |
| 38 | ” 21 ” 33 |
| 45 | ” 27 ” 40 |
| 57 | ” 34 ” 52 |
| 60 | ” 38 ” 55 |
| 76 | ” 45 ” 71 |
| 89 | ” 53 ” 84 |
| 102 | ” 60 ” 97 |
| 108 | ” 64 ” 103 |
| 114 | ” 72 ” 109 |
| 133 | ” 76 ” 128 |
| 159 | ” 95 ” 154 |
| 168 | ” 102 ” 163 |
| 194 | ” 108 ” 189 |
| 219 | ” 133 ” 214 |
| 273 | ” 163 ” 268 |
| 325 | ” 219 ” 320 |
| 377 | ” 273 ” 372 |
| 426 | ” 325 ” 421 |
Толщину стенки изделия измеряют иглой, прокалывая стенку на всю толщину перпендикулярно к наружной поверхности.
Толщину стенки цилиндра измеряют в шести местах: в середине и в двух местах на расстоянии (50 ± 5) мм от торцов по направлению каждой из двух диаметрально расположенных образующих цилиндра.
Толщину стенки полуцилиндра измеряют в трех местах: в середине и в двух местах на расстоянии (50 ± 5) мм от торцов по направлению средней образующей полуцилиндра.
Примечание — Допускается толщину стенки цилиндра измерять штангенциркулем в восьми местах: на торцах в двух взаимно перпендикулярных направлениях, а полуцилиндра — в шести местах: по два измерения на расстоянии (50 ± 5) мм от торцов и посередине каждого торца изделия.
4.9 Обработка результатов
4.9.1 Результат каждого из измеренных значений длины, ширины, толщины, диаметра отдельного изделия не должен превышать значения предельного отклонения, установленного в нормативном документе на продукцию конкретного вида для каждого номинального размера.
Значение каждого геометрического размера округляют до 1 мм.
4.10 При проведении сертификации минераловатных и стекловатных матов и плит в соответствии с требованиями ИСО их линейные размеры следует определять по приложению А.