
Ниижб госстроя СССР пособие по технологии формования железобетонных изделий (к сниП 09. 01-85) Утверждено
| Вид материала | Документы |
| 8. Оборудование для безвибрационного формования 1 - замыкающий элемент; 2 - форма с изделием; 3 - тележка; 4 - электромотор; 5 - передаточный вал; 6 - муфта в кожухе; 7 Оборудование для вакуумирования |
- Ниижб госстроя СССР пособие по технологии формования железобетонных изделий (к сниП, 2152.15kb.
- Пособие по проектированию защиты от коррозии бетонных и железобетонных строительных, 2915.42kb.
- Пособие к сниП 03. 11-85 по проектированию защиты, 5625.82kb.
- Сорокина) с участием Госхимпроекта Госстроя СССР (Л. М. Волкова), ниижб госстроя СССР, 1136.27kb.
- Госстроя СССР пособие по разработке проектов организации строительства и проектов производства, 1284.3kb.
- Тальконструкция Госстроя СССР с участием вниимонтажспецстроя Минмонтажспецстроя ссср,, 3240.54kb.
- Тальконструкция Госстроя СССР с участием вниимонтажспецстроя Минмонтажспецстроя ссср,, 3818.56kb.
- Строительные нормы и правила основания зданий и сооружений сниП 02. 01-83*, 1510.56kb.
- Строительные нормы и правила государственный строительный комитет СССР, 449.82kb.
- Пособие по проектированию автоматизации и диспетчеризации систем водоснабжения (к сниП, 770.91kb.
8. ОБОРУДОВАНИЕ ДЛЯ БЕЗВИБРАЦИОННОГО ФОРМОВАНИЯ
Прессующее оборудование
8.1. В состав оборудования для формования прессованием входят прессующая установка, специализированная горизонтальная форма с рамой дозирования и замыкающий элемент (специализированный или универсальный пуансон).
8.2. Прессующая установка представляет собой грузовой, механический или гидравлический пресс (рис. 11 - 13).
Механические прессы применяют только при циклическом прессовании.
8.3. Горизонтальная форма в местах примыкания бортов к поддону должна иметь зазоры величиной 1 - 1,5 мм для отвода выходящей из смеси воды. По верхней кромке бортов должна устанавливаться рама дозирования смеси на изделие, высота которой вместе с бортом соответствует высоте объема загружаемой в форму неуплотненной смеси заданной консистенции.
При использовании смесей подвижностью более 10 см осадки конуса высота элементов рамы дозирования должна соответствовать 10 % высоты бортов формы.
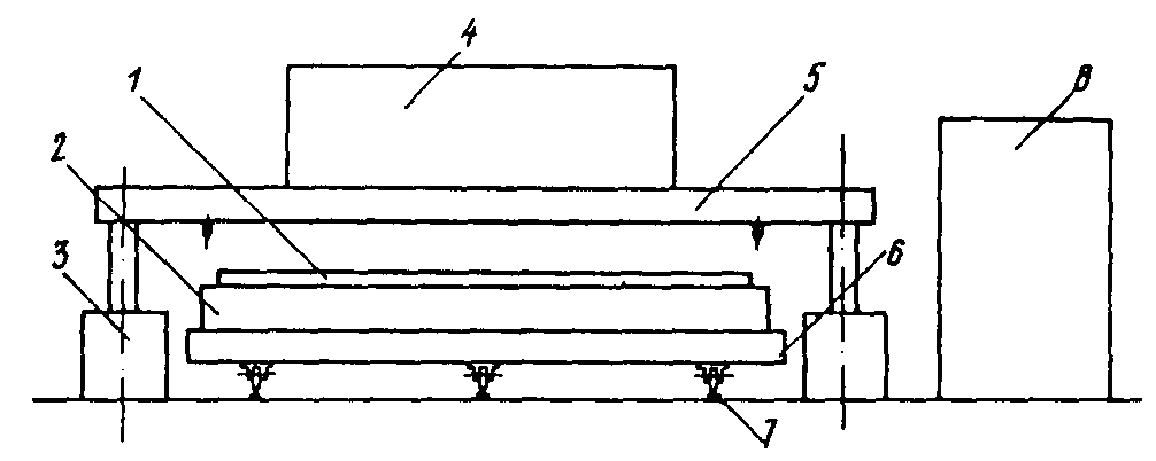
Рис. 11. Схема грузового пресса
1 - замыкающий элемент; 2 - форма с изделием; 3 - гидродомкрат; 4 - пригруз; 5 - грузовая плита; 6 - тележка; 7 - рельсовая опора; 8 - насосная станция
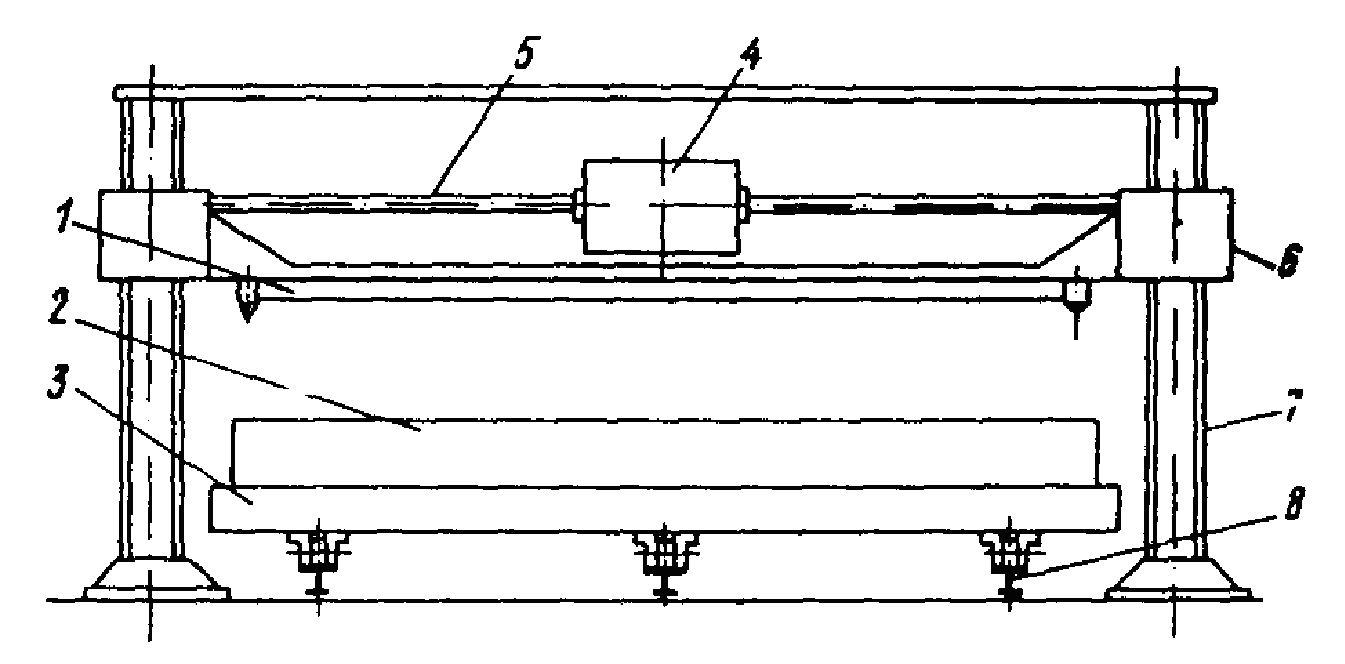
Рис. 12. Схема механического пресса
1 - замыкающий элемент; 2 - форма с изделием; 3 - тележка; 4 - электромотор; 5 - передаточный вал; 6 - муфта в кожухе; 7 - штанга с резьбой; 8 - рельсовая опора
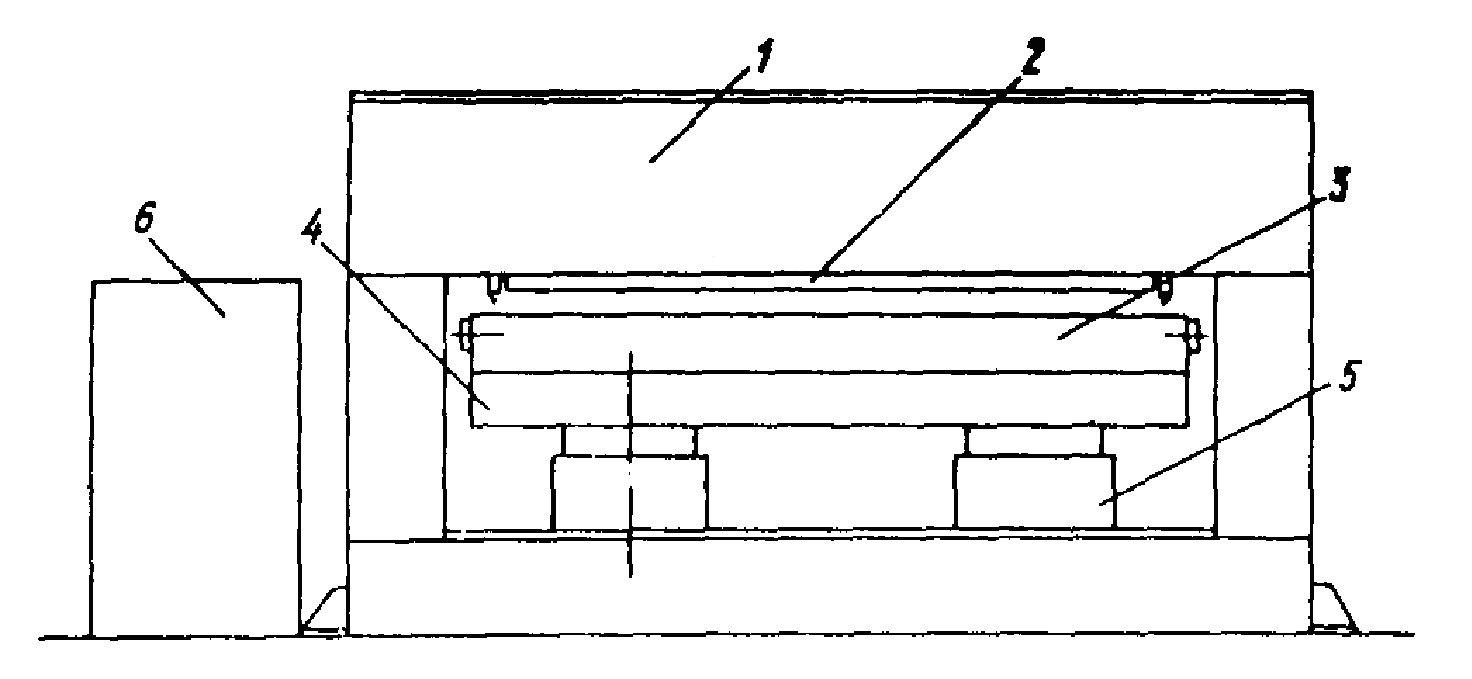
Рис. 13. Схема гидравлического пресса
1 - станина; 2 - пуансон; 3 - форма с изделием; 4 - подъемная траверса; 5 - гидродомкрат; 6 - насосная станция
8.4. Замыкающий элемент должен иметь размеры, обеспечивающие свободное движение его между бортами при прессовании и зазор между ним и бортами должен быть не менее 1,5 мм.
Прилегающая к бетону поверхность замыкающего элемента, предназначенного для уплотнения подвижных и литых смесей, должна состоять из отдельных пластин, собираемых в конструкцию, с зазорами 1 - 1,5 мм с шагом зазоров 5 - 8 см, предназначенных для вывода через них воды при уплотнении бетона.
При прессовании жестких смесей зазоры в замыкающем элементе не предусматриваются, а в случае однотипных изделий замыкающий элемент представляет собой пуансон, соединенный с верхней подушкой пресса и, следовательно, не принадлежит форме.
8.5. Замыкающий элемент и дозирующая рама нуждаются в очистке только при длительных перерывах в формовании, достаточных для схватывания и затвердевания оставшегося цементного камня. В таких случаях, если окажется недостаточной промывка щелей замыкающего элемента напорной струей воды, пластины подлежат съему, механической или химической очистке, смазке и установке на каркасе элемента вновь.
Качество содержания замыкающего элемента (поверхностей, прилегающих к бетону и щелей) непосредственно сказывается на качестве бетона прессуемых изделий, изготовляемых из подвижных и литых смесей.
Эти же условия подлежат выполнению и в случае использования взамен замыкающего элемента пуансона, установленного на прессе, при формовании изделий с удалением из смеси воды.
8.6. Конструкция и описание примерного прессующего оборудования даны в прил. 10.
Оборудование для вакуумирования
8.7. Вакуум-система должна состоять из вакуум-насоса, вакуум-сосуда с водосборником, системы трубопроводов, управляющих кранов и контрольно-измерительных приборов.
8.8. Рекомендуется применять вакуум-насосы производительностью не менее 3 м3/мин и создающие разрежение не менее 0,1 МПа.
8.9. Вакуум-насосы подразделяются на поршневые (мокрые и сухие), ротационные пластинчатые, водокольцевые и струйные.
8.10. Мокрые поршневые вакуум-насосы создают разрежение до 0,085 МПа, а сухие - до 0,095 МПа, причем последние обладают всеми преимуществами центробежных машин перед поршневыми. Предельный вакуум, создаваемый ротационными пластинчатыми вакуум-насосами с выравниванием давления, составляет 0,099 МПа, а без выравнивания - 0,096 МПа.
Разрежение до 0,0998 МПа достигается с помощью многоступенчатых вакуум-насосов. К их достоинствам следует отнести конструктивную простоту и отсутствие движущихся частей, а к недостаткам - значительный расход пара и низкий к.п.д.
8.11. В качестве запорной арматуры рекомендуется применять пробковые краны с любым механическим приводом.
8.12. Подключение вакуум-системы к пресс-форме рекомендуется осуществлять с помощью подвижного патрубка, прижимаемого к отверстию пресс-формы через уплотнительную резиновую прокладку и управляемого пневмоцилиндром.
8.13. В состав технологической линии для производства изделий методом прессования и вакуумирования кроме оборудования, перечисленного в п. 8.1, входят вакуум-система, механизм распалубки, механизмы перемещения тележек и форм.
8.14. Механизм распалубки должен обеспечивать надежный съем свежеотформованных плит и других изделий из формы и укладку на поддон тележки, не допуская при этом разрушения изделия.
8.15. Для плит, имеющих незначительную толщину, наиболее целесообразным является распалубочное устройство с вакуум-траверсой и механизмом подъема формы, позволяющим перемещать ее в два этапа: первый - подъем формы с изделием в сборе до соприкосновения с вакуум-траверсой и фиксация стенок формы в поднятом положении; второй - опускание днища и сдвиг стенок формы с изделия после подачи поддона в зазор между днищем и стенками формы.
8.16. В зависимости от условий работы и кинематической схемы механизмов в формующих линиях могут применяться электро-, гидро- и пневмоприводы.
8.17. Электроприводы рекомендуется выбирать для следующих механизмов: механизма опускания и подъема тележек, механизма поперечного перемещения тележек, тележки-челнока, ворошителя и гидростанций.
8.18. Для механизмов опускания, подъема и поперечного перемещения тележек должны применяться короткозамкнутые асинхронные двигатели с повышенным скольжением тропического исполнения, так как они могут работать с частыми пусками в среде с повышенными температурой и влажностью. Для приводов ворошителя, тележки-челнока и гидростанций могут применяться короткозамкнутые асинхронные двигатели в нормальном исполнении.
8.19. Ограничения движений электроприводов и механизмов, а также остановки их в любых промежуточных положениях должны осуществляться конечными включателями.
8.20. Пневматический привод рекомендуется применять в быстродействующих механизмах, не требующих значительных усилий. Так, пневмопривод может быть использован в механизмах фиксации карусели, подключения вакуумной системы, передвижения поддонов, закрытия и открытия штор, разгрузки тележек и контейнеризации. Пневмопривод в состоянии обеспечивать устойчивую работу механизмов при давлении в пневмосистеме от 0,4 до 0,7 МПа.
8.21. В случае необходимости конечные положения штоков пневмопривода должны быть зафиксированы конечными выключателями, включенными в цепь управления линии.
8.22. Гидравлический привод рекомендуется применять в механизмах, требующих значительных усилий при небольших скоростях передвижения. Так, гидропривод может быть применен для прессования, поворота карусели, подъема форм на постах дозирования, распалубки и передвижения тележек в туннельной камере. Если это необходимо, то конечные положения механизма гидропривода могут фиксироваться конечными выключателями, включенными в цепь управления линии.
8.23. Гидростанция должна обеспечивать работу гидропривода в соответствии с заданной циклограммой при давлении масла в гидросистеме не более 10 МПа.
Включение любого гидропривода должно осуществляться с пульта управления посредством электромагнитных золотников.
8.24. Управление технологической линией и ее отдельными агрегатами должно осуществляться дистанционно с пульта управления. Щиты и пульт управления необходимо устанавливать в производственном помещении вблизи технологического оборудования. Рекомендуется предусматривать два щита и один пульт. Один щит и пульт - для управления механизмами линии, другой щит - для управления тепловлажностной обработкой изделия в пропарочной камере.
На щитах и пульте следует установить приборы контроля и автоматического регулирования, пускорегулировочную и сигнальную аппаратуру.