
|
< Предыдущая |
Оглавление |
Следующая > |
|---|
5.8.13. Частные виды отклонений
Выделение частных отклонений вызвано тем, что они являются характерными для многих видов обработки. Частные виды отклонений не рекомендуется использовать для назначения допусков, за исключением тех случаев, когда по условиям работы важно ограничить отклонения соответствующего характера или установить дифференцированное значение допуска.
Частными видами отклонений от круглости являются овальность и огранка.
Овальность Дов - отклонение от круглости, при котором реальный профиль представляет собой овалообразную фигуру, наибольший и наименьший диаметры которой находятся во взаимно перпендикулярных направлениях (рис. 5.77, а).
Огранка Д01 - отклонение от круглости, при котором реальный профиль представляет собой многогранную фигуру. Огранка подразделяется по числу граней. В частности, огранка с нечетным числом граней характеризуется тем, что диаметры профиля поперечного сечения во всех направлениях одинаковы (рис. 5.77, б).
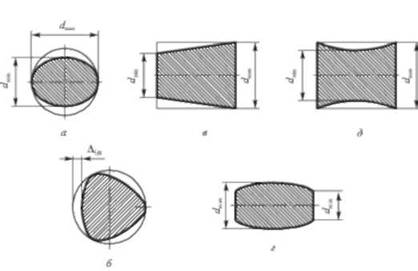
Рис. 5.77. Частные отклонения профиля в продольном и поперечном сечениях
Количественно овальность и огранка оцениваются так же, как отклонение от круглости:

_
Частными видами отклонений от профиля продольного сечения являются: конусообразность, бочкообразность, седлообразность.
Конусообразность ЕБР - отклонение профиля в продольном сечении, при котором образующие прямолинейны, но не параллельны (рис. 5.77, в). Количественно конусообразность определяется по формуле:

Бочкообразность ЕБР - отклонение профиля в продольном сечении, при котором образующие непрямолинейны и диаметры увеличиваются от краев к середине сечения (рис. 5.77, г). Количественно бочкообразность определяется по формуле

Седлообразность ЕБР - отклонение профиля продольного сечения, при котором образующие непрямолинейны и диаметры уменьшаются от краев к середине (рис. 5.77, д). Количественно седлообразность определяется по формуле:

Частные виды отклонений не имеют условных обозначений, в случае необходимости нормирования требований к ним должны указываться на чертеже текстом. Например, "Допуск овальности поверхности Л 0,0/ мм, допуск огранки 0,006 мм".
ГОСТ 24643-81 устанавливает 16 степеней точности для нормирования допусков цилиндричности, круглости, профиля продольного сечения. Установленные ряды допусков распространяются на все виды допусков как для поверхности, так и для сечений и на частные виды отклонений.
Выбор допусков формы зависит от конструктивных и технологических требований, но, кроме того, связан с допуском размера. Ни одно из них не может превысить допуска размера. Так же как и для плоских поверхностей, в зависимости от соотношения между допуском формы и допуском размера различают нормальную (Я), повышенную (/7), высокую (В) и особо высокую относительную геометрическую точность поверхности. Примеры применения перечисленных видов относительной геометрической ТОЧНОСТИ формы цилиндрических поверхностей приведены в табл. 5.45 [ 131-
5.45. Применения относительной геометрической точности цилиндрических поверхностей
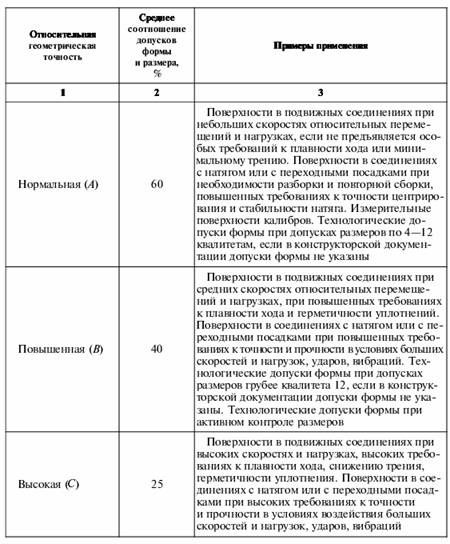
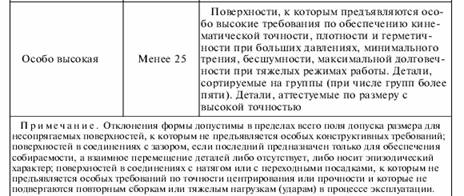
При определении относительной геометрической точности допуски формы, выраженные в единицах радиусов, и допуски диаметра, выраженные в единицах диаметров, приводят к одному выражению, например допуски формы приводят к диаметральному выражению, умножая их на два.
Степени точности формы, примеры применения и соответствующие им экономические способы обработки приведены в табл. 5.46 [13].
5.8.14. Отклонения и допуски формы конических поверхностей
Точность формы конических поверхностей характеризуется в основном отклонениями и допусками прямолинейности образующей конуса и круглости в поперечном сечении. Если для конуса задаются раздельные допуски диаметра в заданном поперечном сечении Тт и допуски угла конуса АТ& то, как правило, должны назначаться также допуски прямолинейности образующей 7"пр и круглости 7^. Примеры указания допусков прямолинейности конических поверхностей в чертежах приведены на рис. 5.78, я, а допусков круглости - на рис. 5.78, 6. При этом необходимо соблюдать следующие соотношения между различными допусками конуса:
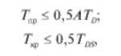
где А Т" - допуск угла конуса, выраженный в виде допуска на разность диаметров конуса на его длине.
5.46. Применение степеней точности цилиндрических поверхностей
|
Степень точности |
Примеры применения |
Способ обработки |
|
1-2 |
Шарики и ролики для подшипников. Дорожки качения и посадочные поверхности подшипников качения особо высокой точности и сопрягаемые с ними посадочные поверхности валов и корпусов. Подшипниковые шейки шпинделей прецизионных станков. Детали особо точных плунжерных и золотниковых пар |
Доводка, тонкое шлифование и алмазное растачивание повышенной точности |
|
3-4 |
Дорожки качения и посадочные поверхности подшипников качения повышенной точности и сопрягаемые с ними посадочные поверхности валов и корпусов. Подшипники жидкостного трения при больших нагрузках. Подшипниковые шейки коленчатых валов, поршневые пальцы и сопрягаемые с ними отверстия. Плунжеры, золотники, поршни, втулки и другие детали гидравлической аппаратуры, работающие при высоких давлениях без уплотнений |
Доводка, хонингование, тонкое шлифование, алмазное растачивание; тонкое точение и растачивание повышенной точности |
|
5-6 |
Посадочные поверхности колец подшипников качения нормальной точности и сопрягаемые с ними посадочные поверхности валов и корпусов. Поршни, золотники, гильзы, цилиндры и другие детали гидроаппаратуры при средних и низких давлениях без уплотнений или при высоких и средних давлениях с уплотнениями |
Шлифование, хонингование, чистовое точение и растачивание, тонкое развертывание, протягивание |
|
7-8 |
Подшипники скольжения тихоходных двигателей, редукторов. Цилиндры, гильзы, поршни и поршневые кольца автомобильных и тракторных двигателей. Отверстия под втулки в шатунах двигателей, в гидравлических устройствах средних давлений |
Чистовое точение и растачивание, развертывание, протягивание; зенкерование и сверление повышенной точности |
|
9-10 |
Подшипники скольжения при малых скоростях и давлениях. Поршни и цилиндры насосов низкого давления с мягким уплотнением. Поршневые кольца дизелей и газовых двигателей |
Точение и растачивание, сверление, литье под давлением |
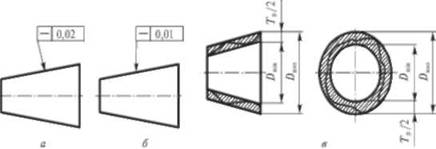
Рис. 5.78. Отклонения и допуски формы конических поверхностей и их обозначение на чертежах
Если для конуса допуск диаметра Та задан в любом сечении конуса, то пространственное поле допуска диаметра ограничивает также любые отклонения формы конуса (рис. 5.78, в)
5.8.15. Отклонения и допуски формы криволинейных поверхностей
Профили и поверхности сложной формы задаются либо координатами отдельных точек профиля (рис. 5.79, а), либо размерами (например, радиусами кривизны) и взаимным расположением отдельных составляющих элементов (рис. 5.79, б). Во многих случаях для определения размеров профиля или поверхности сложной формы требуется указание баз или комплекта баз.
Нормирование геометрической точности профилей и поверхностей сложной формы производится двумя способами:
I) допуском формы заданного профиля или заданной поверхности (рис. 5.79, а и б);
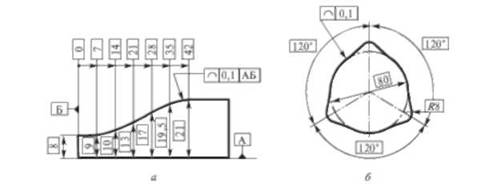
Рис. 5.79. Отклонения и допуски формы криволинейных поверхностей и их обозначение на чертежах
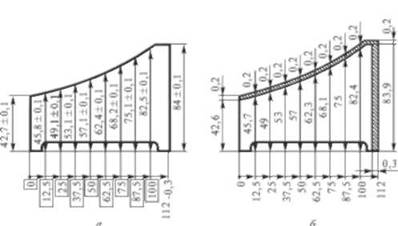
Рис. 5.80. Нормирование геометрической точности профилей и поверхностей сложной формы
2) предельными отклонениями координат отдельных точек профиля (или поверхности) или раздельными допусками размеров, формы и расположения отдельных элементов, составляющих профиль (поверхность) (рис. 5.80, ни б).
Отклонение формы заданного профили - наибольшее отклонение Д точек реального профиля, определяемое по нормали к номинальному профилю в пределах нормируемого участка I (рис. 5.81, а).
Изображение допуска формы заданного профиля приведено на рис. 5.81, б. Линии, ограничивающие поле допуска, эквидистантны номинальному профилю и являются огибающими семейства окружностей, центры которых находятся на номинальном профиле, а диаметр равен допуску формы в диаметральном выражении Гили удвоенному допуску формы в радиусном выражении Т/2. Пример

Рис. 5.81. Отклонение формы заданного профиля и его обозначение на чертежах
условного обозначения: допуск формы заданного профиля #7" 0,04 мм. Базы - поверхности А и Б (рис. 5.81, в).
Отклонение формы заданной поверхности - наибольшее отклонение Д точек реальной поверхности, определяемое по нормали к номинальной поверхности в пределах нормируемого участка /,2 (рис. 5.82, а).
Изображение допуска формы заданной поверхности приведено на рис. 5.82, б. Линии, ограничивающие поле допуска, эквидистантны номинальной поверхности и являются огибающими семейства сфер, центры которых находятся на номинальной поверхности, а диаметр равен допуску формы в диаметральном выражении Т или удвоенному допуску формы в радиусном выражении Т/2. Пример условного обозначения: допуск формы заданной поверхности АТ 0,02 мм (рис. 5.82, в).
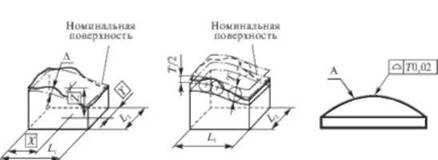
Рис. 5.82. Отклонение формы заданной поверхности и его обозначение на чертежах
Отклонения формы заданного профиля (или заданной поверхности) являются результатом совместного проявления отклонений размеров и формы профиля (поверхности), а также отклонений расположения. Поэтому они отнесены к группе суммарных отклонений и допусков формы и расположения.
В отличие от остальных отклонений формы отклонения заданного профиля и заданной поверхности оцениваются не от прилегающего профиля (поверхности), а от номинального профиля (поверхности). Поле допуска формы при данном способе нормирования всегда располагается симметрично относительно номинального профиля, а его допуск отсчитывается по нормали к номинальному профилю или номинальной поверхности.
|
< Предыдущая |
Оглавление |
Следующая > |
|---|