
 Авторефераты по темам >>
Разные специальности - [часть 1] [часть 2]
Авторефераты по темам >>
Разные специальности - [часть 1] [часть 2]
Контроль качества поверхности металлов, обработанных ультразвуком
Автореферат кандидатской диссертации
 На правах рукописи
На правах рукописи
ПАЛАЕВ АЛЕКСАНДР ГРИГОРЬЕВИЧ
КОНТРОЛЬ КАЧЕСТВА ПОВЕРХНОСТИ МЕТАЛЛОВ, ОБРАБОТАННЫХ УЛЬТРАЗВУКОМ
05.11.13 - Приборы и методы контроля природной среды, веществ, материалов и изделий
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Санкт-Петербург - 2012
Работа выполнена в Северо - Западном государственном заочном техническом университетеа на кафедре приборов контроля иаа систем экологической безопасности
Научный руководитель
заслуженный деятель науки РФ, ааПотапов
доктор технических наук, профессора аАнатолий Иванович
Официальные оппоненты: Харазов
доктор технических наук, профессор, ааВиктор Григорьевич
Санкт-Петербургский государственный
технологический институт (технический университет), профессор
кафедры автоматизации процессов химической промышленности
кандидат технических наук, профессор,а ааВолков
Московский государственный технический Станислав Степановичаа а
университет им. Н.Э Баумана, профессор
кафедры сварки и диагностики а
аа Ведущая организация: аФГУП ВНИИ токов высокой частоты
аа им. В.П. Вологдина
Защита состоится 24 мая 2012 г. в 13.30 ауд.62 на заседании диссертационного совета Д 212.230.03 Санкт-Петербургского государственного технологического института (технического университета), по адресу: 190013, г. Санкт-Петербург, Московский проспект, д. 26.
С диссертацией можно ознакомиться в библиотеке Санкт-Петербургского государственного технологического института (технического университета).а
Автореферат разослан а23 апреля 2012 г.

Ученый секретарь Халимон
диссертационного совет аВиктория Ивановна а
ОБЩАЯа ХАРАКТЕРИСТИКАа РАБОТЫ
Актуальность работы.
В современных условиях качество выпускаемой продукции выступает важным мерилом экономических успехова любого предприятия, и даже государства. В условиях рыночной экономики именно с резким повышением качества производимой продукции связанаа возможность возрождения отечественной промышленности, а тем более выход отечественных товаропроизводителей на мировой рынок. Контроль качества продукции является составной частью производственного процесса. Поэтому огромное значение имеет разработка методов и приборов контроля состояния материалов и изделий, получаемых с помощью различных технологий. В свою очередь главным критерием качества технологий являются методы контроля различных способов воздействий для получения качественных изделий, соответствующих эксплуатационным требованиям.
Долговечность работы машин и приборов напрямую связана с качеством поверхностного слоя деталей, которое формируется в основном на финишных операциях механической обработки. Традиционные методы финишной обработки шлифования, полирования и притирки не всегда обеспечивают оптимальное качество поверхностного слоя. При использовании абразивного материала его частицы внедряются в обрабатываемую поверхность, происходит шаржирование поверхности. аПосле шлифования ана поверхности изделий остаются следы абразивных зерен, прижоги и микротрещины, которые не устраняются последующим абразивным полированием. Эти дефекты поверхности являются концентраторами напряжений и с них начинается разрушение поверхностного слоя деталей при аэксплуатации, что снижает надежность машин и приборов.
Ряд недостатков, присущих традиционным методам удается исключить заменой такими методами поверхностного пластического деформирования (ППД) как алмазное выглаживание, обкатка шаром, роликом, дорнованием и др. При обработке методом поверхностного пластическогоа деформирования получается упрочнённая поверхность с малой шероховатостью. Однако по своему характеру воздействия на поверхностный слой они являются статическими, сопровождающиеся большими нагрузками на инструмент и на деталь и, как следствие, большим трением, а отсюда относительно невысоким качеством поверхности. Решению данной задачи посвящены работы известных ученых, среди которых проф. А.И. Марков, проф. И.И. Муханов, проф. Н.П. Алёшин и др
Новыми наукоемкими технологическими методами обработки являются методы: отделочно-упрочняющая обработка поверхностным пластическим деформированием, электроэрозионная, электроимпульсная, электронно-лучевая, светолучевая, ультразвуковая, лазерная, магнитная, химическая и др.
Вышеперечисленным насущным требованиям всецело отвечает экологичный, наукоёмкий и высокоэффективный способ ультразвуковой обработки металлов. Метод пластического деформирования с наложением ультразвуковых колебаний на инструмент позволяет получать более качественную обработку поверхности аасразу по нескольким параметрам с меньшими затратами.
Поэтому очевидна актуальность проблемы повышения износостойкости деталей, а значит разработки методики ультразвуковой финишной обработки и контроля качества, позволяющих получать поверхность, улучшенную сразу по трём основным параметрам качества: шероховатости, упрочнению и остаточным внутренним напряжениям.
Целью диссертационной работы является повышение качества изделий за счёт управляемой ультразвуковой упрочняюще-финишной обработки (УЗУФО), с целью повышения надёжности и срока службы приборов машин и механизмов.
В соответствии с целью были сформулированы основные задачи исследования:
1. Разработка методов и средств контроля влияния различных параметров ультразвуковой обработки поверхности металла, установление их величин и взаимосвязи для получения малой шероховатости и максимального упрочнения обработанной поверхности.
2. Разработка методики и устройства для управляемой ультразвуковой упрочняюще-финишной обработки путем автоподстройки частоты, обеспечивающей обработку поверхности металла на различных режимах.
3. Разработка методики контроля амплитуды ультразвуковых механических колебаний инструмента на холостом режиме и при различных усилиях давления на работающий инструмент.
4. Разработка ультразвукового пьезокерамического преобразователя и колебательной системы для проведения ультразвуковой упрочняюще-финишной обработки металлов и контроля качества.
5. Разработка методов и средств контроля и оценки изменения шероховатости и поверхностной микротвёрдости в процессе ультразвуковой упрочняюще-финишной обработки с использованием профилографа и микротвердомера.
Достоверность результатов обеспечивается использованием современных технических средств и методов исследования, воспроизводимостью результатов экспериментов, сходимостью результатов расчёта с экспериментальными, повышением показателей качества обработки.
Научной новизной работы являются: - методика контроля изменения шероховатости поверхности и повышения поверхностной микротвёрдости в процессе ультразвуковой упрочняюще-финишной обработки;
- методика и установка для контроля амплитуды ультразвуковых механических колебаний инструмента на холостом режиме и при различных усилиях давления на работающий инструмент и величины давления индентора на обрабатываемую поверхность;
- методика контроля и технология обработки поверхности металла, отличающиеся от известных тем, что контролируемые параметры используются для управления процессом ультразвуковой упрочняюще-финишной обработки, путем автоподстройки частоты, регулирования усилия давления индентора и амплитуды колебаний рабочего органа;
- установленная зависимость шероховатости и упрочнения поверхности от величины амплитуды механических колебаний инструмента, определен диапазон значений амплитуды, обеспечивающей высокое качество обработки поверхности металла.
Методы исследования:
Диссертационная работа выполнена на основе комплексных аналитических и экспериментальных исследований. Аналитические исследования проводились на современных знаниях в области измерения шероховатости и упрочнения поверхности при различных способах финишной обработки металлов.
Выдвинутые теоретические положения подвергались анализу и сопоставлению с экспериментальными результатами, обработка данных проводилась на ЭВМ с использованием статистических методов и программы Статистика.
Практическая ценность результатов:
Практическую ценность диссертационной работы представляют результаты исследований:
Методика и устройство управляемой ультразвуковой упрочняюще-финишной обработки, обеспечивающих проведение обработки на различных режимах, позволила обрабатывать детали из любых металлов и их сплавов. Внедрена в ООО НПФ Мехкомплектация, С-Петербург для обработки и контроля качества посадочных шеек валов, пальцев, осей; а
- Ультразвуковой преобразователь, отличающийся от известных тем, что способен обеспечить широкий спектр выходных параметров ультразвукового воздействия и их контроль, в отличие от ранее применяемых магнитострикционных преобразователей (Патент РФ № 94176);
- Определённые в процессе исследований, форма и размер наконечника позволяют производить обработку на малых усилиях давления. Внедрена на завод Спецэлектромагнит, Комсомольск, Ивановской обл. ультразвуковая упрочняюще-финишная обработка тонкостенной детали типа гильза;
- Разработанные ультразвуковой преобразователь и ультразвуковая колебательная система апозволяют производить ультразвуковую упрочняюще-финишную обработку различных металлов и их контроль, используются практически во всех внедрённых методиках и устройствах;
-а Методика входного и выходного контроля шероховатости и поверхностной микротвёрдости позволила определять режимы ультразвуковой упрочняюще-финишной обработки для получения необходимых параметров шеек валов под сальники, сальниковые набивки, посадочные места подшипников, валов насосов ЦНС. Внедрена в Акционерной компании АЛРОСА, Ремонтно-строительное специализированное управление, г. Мирный, Республика Саха (Якутия);
В исследовательской работе использован комплект оборудования для ультразвуковой упрочняюще-финишной обработки и контроля качества, разработанный автором и признанный победителем в номинации Лучший инновационный продукт в направлении Индустрия нано-систем и материалов в конкурсе инновационных проектов в сфере науки и высшего образования Санкт-Петербурга в 2008г. а
Результаты исследований используютсяа в учебном процессе СЗТУ в качестве лабораторных работ, в производственной и преддипломной практике и в дипломных работах, по дисциплинам: Первичные преобразователи, Специальные методы обработки и в новой дисциплине Ультразвуковая техника и технологии.
Результаты выполненной работы позволяют повысить качество, производительность труда на финишных операцинях механической обработки в 2 - 3 раза, полунчить экономию за счёт повышения эксплуатационных свойств изделий в 1,5 - 2,5 раза, улучшить экологию.
Результаты работ внедрены в производство на более чем 20 предприятиях России и ближнего зарубежья: ОАО Синарский трубный завод, г. Синара, Свердловской обл., внедрена технология ультразвуковой упрочняюще-финишной обработки и контроль качества восстановленных валов; ОАО Брестгазоаппарат, республика Беларусь, внедрена ультразвуковая установка для комбинированной обработки наружных и внутренних поверхностей изделий направляющих узлов штампов и методика контроля качества.
Основные научные положения и результаты, выносимые на защиту:
- Методика контроля амплитуды ультразвуковых механических колебаний инструмента и оценки изменения шероховатости и поверхностной микротвёрдости при различных усилиях давления рабочего инструмента;
- Методика контроля и устройство управляемой ультразвуковой упрочняюще-финишной обработки, обеспечивающих проведение обработки при различных режимах;
- аУльтразвуковой пьезокерамический преобразователь обеспечи-вающий широкий спектр выходных параметров ультразвукового воздействия и их контроль, в отличие от известного магнитострикционного преобразователя. (Ультразвуковой преобразователь отличающийся тем, что количество пьезоэлектрических элементов может быть от 2 до 6 и определяется требуемой мощностью преобразователя, отличающийся тем, что диаметр сквозного отверстия излучающей накладки может быть от 3 до 20 мм. для получения необходимого коэффициента усиления амплитуды). (Патент РФ № 94176).
- Экспериментальная зависимость шероховатости и упрочнения поверхности от давления индентора на обрабатываемую поверхность.
Апробация работы.
Материалы диссертации докладывались на следующих конференциях и семинарах на: Международной научно-практической конференции Образовательные, научные и инженерные приложения в среде Lab Viewа и технологии National Instruments, Москва, 23-24 ноября 2007г.; 8-ой Международной конференции Неразрушающий контроль и техническая диагностика в промышленности, Москва, 18-20 марта 2009г.; Международной научно-технической конференции Системы и процессы управления и обработки информации том 2, С-Петербург, 25-27 мая 2010г.; II Международной научно-практической конференции Механизмы формирования научного и кадрового сопровождения высокотехнологичных производств на предприятиях регионов аС-Петербург, 12-14 апреля 2011г.;
Результаты работы обсуждались на семинарах кафедры приборов контроля и систем экологической безопасности, кафедры технологии машиностроенияа и кафедры технологии материалов и сварки СЗТУ, а также были использованы при разработке учебно-экспериментальных пособий, для проведения лекционно-практических занятий по курсу дисциплин кафедр.
Публикации По теме диссертации получено два патента, опубликовано восемнадцать научных печатных работ, в том числе три в изданиях, рекомендованных ВАК.
Структура и объем диссертации. Диссертационная работа состоит из введения, четырёх глав, заключения и выводов, изложена на 157 страницах, содержит 52 рисунка, 16 таблиц и 96 анаименований литературных источников.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность работы, приведена краткая аннотация и раскрываются основные положения, выносимые на защиту.
В первой главе приведен анализ современного состояния методов и средства контроля качества обработки металлов. Качество обработки подразумевает шероховатость и волнистость поверхности, а такжеа её физико-механические свойства.
Для оценки шероховатости используются: оптические, щуповые, электронно-микроскопические и другие методы. Промышленное применение приобрел щуповой метод. Суть его заключается в том, что по поверхности скользит игла с радиусом закругления 2-10 мкм, значительно меньшим, чем радиус закругления вершин микронеровностей. Колебания иглы в вертикальном направлении преобразуются в электрические сигналы, поступающие в микропроцессор, который выдает в цифровом виде основные характеристики профиля, рис.1.
 (1)
(1)
где аRa Чсреднее арифметическое отклонение профиля
Рисунок 1 - Шероховатость поверхности и процесс измерения шероховатости
ГОСТ 2789-73 - на шероховатость.
Измерение микротвердости является основным методом определения механических характеристик поверхностного слоя. Микротвердость исследуют методом вдавливания алмазной пирамиды на приборах ПМТ-3 и др., Рис.2.
Рисунок 2 - Схемы определения твердости: а - по Бринеллю; б - по Роквеллу; в - по Виккерсу.
Определение твёрдости HV по Виккерсу, ГОСТ 2999-75
 (2)
(2)
где РЧ нагрузка на пирамиду, кгс;
a Ч угол между противоположными гранями пирамиды (136); dЧ среднее арифметическое длины обеих диагоналей отпечатка после снятия нагрузки, мм.
Во второй главе проведен анализ существующих методов финишной обработки металлов, контроля основных параметров, измерения шероховатости и упрочнения обработанной поверхности.
Проведено исследование влияния ультразвукового воздействия различной интенсивности на формирование поверхности, контроль параметров и управление процессом.
Проведен сравнительный анализа исследований обработки изделий без ультразвука и с наложением ультразвуковых колебаний, табл.1.
Таблица 1 - Сравнительные данные микротвердости - HV и шероховатости - Ra,а полученные после обработки шариком ОШ и УЗУФО
Обрабатываемый материал |
HV(кгс/мм2) |
Ra , мкм |
||||
исходная |
ОШ |
УЗУФО |
исходная |
ОШ |
УЗУФО |
|
Сталь 35 |
222 |
310 |
318 |
3,2 |
0,2 |
0,12 |
Сталь 45 |
243 |
337 |
340 |
3,2 |
0,25 |
0,16 |
а) б)
б)
Рисунок 3 - Графики HV и Raа после обработкиа шаром и ультразвуком
а) показатели микротвёрдости - HV; б) показателиа шероховатости - Ra
Из графика рис. 3. видно, что при ультразвуковой обработке получаемые результаты Ra и HV лучше, чем при обработке шаром.
На экспериментальных образцах исследования шероховатости поверхности проводились на профилографе. Исследования твёрдости проводились на ручном микротвердомере Константа ТУ и на автоматической системе измерения твердости OmniMet.
Рисунок 4 - Схема воздействия ультразвукового инструмента на обрабатываемую поверхность: А(мкм) - амплитуда колебаний; Р(Вт) - мощность ультразвукового воздействия; S(мм/об) - подача инструмента
Более полное использование резерва повышения качества поверхностного слоя можно получить заменой статического метода поверхностного деформирования импульсным, с наложением ультразвуковых колебаний на инструмент, рис.4.
При ультразвуковом воздействии в поверхностном слое происходят сложные процессы: наложение знакопеременных нагрузок на статическую нагрузку, локальное поглощение ультразвуковой энергии, что в конечном итоге приводит к изменению течения металла и облегчениюа пластического деформирования и, как следствие, малой шероховатости, упрочнённому слою и сжимающим остаточным напряжениям на обработанной поверхности изделия.
В третьей главе приведены методики контроля и управления процессами ультразвуковойа поверхностной обработки металла.
Технология ультразвуковой упрочняюще-финишной обработки металлов основан на:
- преобразовании электрического сигнала промышленной частоты 50Гц в электрический сигнал ультразвуковой частоты 22000Гц с помощью ультразвукового генератора.
- преобразовании электрического сигнала ультразвуковой частоты 22000 Гц в механические колебания инструмента, той-же частоты с помощью ультразвукового преобразователя. При этом ультразвуковое оборудование (генератор и преобразователь) работают на резонансной частоте.
Практическое использование мощного, технологического ультразвука во многом определяется техническими возможностями создания и передачи в обрабатываемую зону колебаний определенной мощности Р(Вт), амплитуды x(мкм) и частоты f(Гц).
![]() , а(3)
, а(3)
Как источник питания электрических преобразователей используются ультразвуковые генераторы. В настоящем исследовании источником питания пьезокерамического преобразователя являлся ультразвуковой генератора УЗГ - 200/22 с выходной мощностью 200Вт.,а рабочей частотой 22 1,3 кГц.а
Для обеспечения стабильного результата кроме согласования по частоте, необходимо осуществлять стабилизацию амплитуды механических колебаний излучающей поверхности колебательной системы. Параметры работы колебательной системы, сильно зависят от условий и свойств обрабатываемых материалов. Поэтому ультразвуковой генератор был дополнительно снабжен системой автоподстройки частоты (АПЧ) и автоподстройкиа амплитуды (АПА), рис.5.
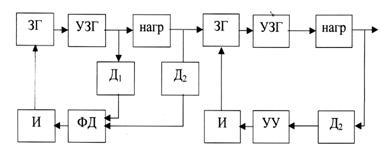
Рисунок 5 - Блок-схема системы АПЧ (автоматической подстройки частоты) и АПА (автоматической подстройки амплитуды)
ЗГ - задающий генератор; УЗГ - ультразвуковой генератор; НАГР- колебательная система; Д1, Д2 - датчики колебаний; УУ - устройство усреднения; И - интегральный регулятор; ФД - фазовый детектор.
Исследования показали, что в пределах рабочих акустических нагрузок УЗУФО, стабилизация величины амплитуд механических колебаний обеспечивается системой АПЧ.
Для получения контролируемой обработки металлов разработан ультразвуковой полуволновый пьезокерамический преобразователь обеспечивающий широкий спектр выходных параметров ультразвукового воздействия и их контроль, содержита в зависимости от необходимой мощности от 2 до 6 пьезоэлектрических элементов, аа диаметр сквозного отверстия излучающей накладки для получения необходимого коэффициента усиления амплитуды может быть от 3 до 20 мм., рис.6.
Рисунок 6 - Ультразвуковой полуволновый пьезокерамический преобразователь
1-пьезокерамические кольца, 2-излучающая накладка, 3-отражаюшая накладка,
4-электроды, 5-сквозной канал, 6-корпус
Разработанная схема ультразвукового полуволнового пьезокерамического преобразователя обеспечивает широкий спектр выходных параметров ультразвукового воздействия и их контроль, в отличие от ранее применяемых магнитострикционных преобразователей.
Произведён расчет и изготовление полуволнового преобразователя иа волноводов. Важной и непростой задачей является выбор материала волновода.
Проведённые исследования в этой области рекомендуют сплавы титана, сплавы алюминия и качественные углеродистые стали.
а а![]() (4)
(4)
Зависимость длины звуковой волны от скорости звука и его частоты: гдеа ? Ч длина волны, с Ч скорость звука в среде, f Ч частота.
На базе этого преобразователя разработана и изготовлена ультразвуковая волновая колебательная система.
Основным узлом ультразвукового технологического оборудования является колебательная система. Она служит для создания и передачи в обрабатываемую зону колебаний определенной мощности, амплитуды и частоты.
Усиление и ввод энергии ультразвуковых колебаний в обрабатываемую зону осуществляется с помощью узла волновод-инструмент, который присоединяется к преобразователю. В настоящем разделе рассмотрены типовые методики расчета наиболее распространенных форм волноводов-концентраторов и разновидности инструментов, используемых при УЗУФО. Наиболее распространённые формы волноводов-концентраторов: конические, ступенчатые, экспоненциальные, катеноидальные.
а) Расчёт ступенчатого волновода-концентратора:
L = V/2 f - резонансная длина, где f - арезонансная частотаа (5)
Х0 = ![]() а- положение узловой плоскости (6)
а- положение узловой плоскости (6)
Ку = N2 = (D/d) 2, - коэффициент усиления амплитуды аа(7)
б) Расчёт конического волновода-концентратора:
![]() а, где kl - корни уравненияаа аа(8)
а, где kl - корни уравненияаа аа(8)
tgkl= ![]() а;
а; ![]() а- волновое число.аа а(9)
а- волновое число.аа а(9)
![]() а; где
а; где ![]() ; (10)
; (10)
![]() .
.![]() а (11)
а (11)
где D и d - диаметры входного и выходного торцов волноводова
Схема ввода акустической энергии в зону обработки апробирована в предварительных работах по УЗУФО, рис.7.
![]()
![]()
![]()
![]()
![]()
УЗГ
а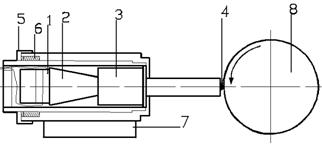
![]()
![]() Рисунок 7 - Схема ультразвукового оборудования и процесса ультразвуковой упрочняюще-финишной обработки металлов. 1, 2 - пьезокерамический преобразователь, 3 - волновод-концентратор, 4 - индентор, 5 - регулятор давления, 6 - демпфер, 7 - узел крепления, 8 - обрабатываемая деталь, 9 - ультразвуковой генератор.
Рисунок 7 - Схема ультразвукового оборудования и процесса ультразвуковой упрочняюще-финишной обработки металлов. 1, 2 - пьезокерамический преобразователь, 3 - волновод-концентратор, 4 - индентор, 5 - регулятор давления, 6 - демпфер, 7 - узел крепления, 8 - обрабатываемая деталь, 9 - ультразвуковой генератор.
Важным узлом колебательной системы для УЗУФО является сменный наконечник с закреплённым на нём индентором. Индентор из твёрдого сплава ВК8 припаян твёрдым припоем к наконечнику, заточен полусферой с радиусом (r=4мм) и заполирован до Ra 0,02.
Разработанное технологическое устройство (5-7) предназначено для крепления колебательной системы в резцедержателе станка, для направленного и регулируемого ультразвукового воздействия на обрабатываемую поверхность изделия.
В четвертой главе представлены результаты экспериментальных исследований параметров обработки с целью определения влияния:
-амплитуды ультразвуковых механических колебаний на шероховатость;
-усилия давления индентора на шероховатость;
-амплитуды ультразвуковых механических колебаний на упрочнение;
-усилия давления индентора на получение максимального упрочнения.
Разработана методика контроля с использованием разработанного стенда для измерения амплитуды ультразвуковых механических колебаний на холостом режиме и при различных усилиях давления на инструмент, а также градуировки регулирующего устройства, рис.8
![]()
Рисунок 8 - Стенд для измерения амплитуды колебаний ультразвуковой колебательной системы и градуировки устройства. 1) индикатор часового типа с ценой деления 1мкм., 2- упор, 3- колебательная система, 4-динамометр, 5- градуируемое регулирующее устройство, 6- ультразвуковой генератор
аТаблица 2 - Зависимость амплитуды колебаний от усилия давления
Усилие давленияа P х106( Н/м2) |
0 |
80 |
120 |
160 |
200 |
240 |
280 |
320 |
360 |
Амплитуда колебаний x(мкм) |
9,7 |
6,8 |
5,4 |
4,2 |
3,4 |
2,9 |
2,5 |
2,2 |
2,0 |
Анализ результатов подтверждает зависимость амплитуды колебаний от усилия давленияа инструмента, табл.2. аа. ааРазработанное устройство управляемой ультразвуковой упрочняюще-финишной обработки, обеспечивает основные параметры в следующих пределах: акустическая мощность 120-200Вт; рабочая частота f=22-23кГц; амплитуда ультразвуковых колебаний инструмента ![]() x=(1,5...10мкм); радиус индентора r= 4мм; усилие давления индентора P х106=(50Е 400 Н/м2).
x=(1,5...10мкм); радиус индентора r= 4мм; усилие давления индентора P х106=(50Е 400 Н/м2).
В настоящей работе объектом исследования являются детали типа тела вращения, к поверхностям которых предъявляются высокие требования по прочности и износостойкости, материал ст.45.
Проведена исследовательская, экспериментальная работа по повышению качества поверхности металлов с контролем основных параметров УЗУФО.
Проведено исследование 100 образцова диаметром d=30мм. и длиной L=200мм.
Режимы обработки (точения): n = 630об/мин., S = 0,12мм/об. Шероховатость после резца Ra 3,2мкм. На токарном станке установили комплект УЗУФО и обработали 170мм. длины образцов на различных режимах ультразвукового воздействия.а
Программаа исследований включала оценку эффективности ультразвуковой обработки за счет контроля основных параметров, контроля шероховатости и упрочнённого слоя исследуемых образцов. Одной из задач являлось установление связи между величиной шероховатости и параметрами ультразвукового воздействия.
Второй задачей являлось установление связи между величиной упрочнения и параметрами ультразвукового воздействия.
Все образцы прошли тщательный контроль и исследования по шероховатости, рис.9, 10 и упрочнению. Среднестатистические показатели измерений, таблица 3.
Ra(мкм)
а)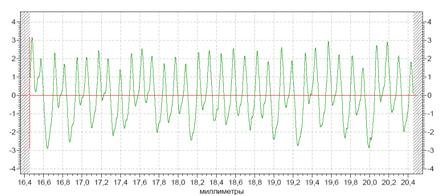 L - базовая длина (мм)
L - базовая длина (мм)
Ra(мкм)
б)  L-базовая длина (мм)
L-базовая длина (мм)
Рисунок 9 - аПрофилограмма шероховатости поверхности
а) исходная шероховатость Ra 3,2; б) шероховатость после УЗУФО Ra 0,05аа
Таблица 3 - Зависимость величин шероховатости-Ra, упрочнения-Hv и глубины упрочненного слоя-h от усилия давления индентора-P
Усилие давления Pх106 (Н/м2) |
Шероховатость Ra (мкм) |
Упрочнение HV (%) |
Глубина упрочненного слоя h (мм) |
|||
80 |
0,8 |
0,013 |
15 |
0,17 |
0,10 |
0,08 |
120 |
0,4 |
0,013 |
28 |
0,15 |
0,20 |
0,06 |
160 |
0,2 |
0,012 |
42 |
0,13 |
0,35 |
0,06 |
200 |
0,1 |
0,011 |
59 |
0,16 |
0,51 |
0,07 |
250 |
0,05 |
0,01 |
80 |
0,18 |
0,70 |
0,08 |
260 |
0,05 |
0,011 |
83 |
0,14 |
0,73 |
0,09 |
270 |
0,05 |
0,01 |
84 |
0,18 |
0,74 |
0,08 |
280 |
0,06 |
0,012 |
84,2 |
0,14 |
0,74 |
0,08 |
290 |
0,08 |
0,012 |
84 |
0,16 |
0,735 |
0,07 |
300 |
0,2 |
0,018 |
83 |
0,18 |
0,71 |
0,09 |
330 |
6,3 |
0,076 |
20 |
0,18 |
0,5 |
,09 |
Ra(мкм ааHV
а) б)
б)
Рисунок 10 - Графики зависимости шероховатости (а) и упрочнения (б) от усилия давления индентора при УЗУФОа
Контроль шероховатости поверхности на образцах послеа ультразвуковой обработки, обработанных при различных усилиях давления индентора проводился на профилографе фирмы Taylor Hobson, рис.11.
Экспериментальные данныеа показали что, основными параметрами, влияющими на качество ультразвуковой обработки металлов являются усилие давления индентора и амплитуда колебаний ультразвукового инструмента.
 а
а
а)а аб)
Рисунок 11 - Измерительный комплекс для измерения шероховатости-(а)
и обработанный образец-(б)
Из всего многообразия методов измерения твердости металлов и сплавов наибольшее распространение получили методы измерения по шкалам Роквелла, Виккерса, Бринелля и Шора. В зависимости от метода в исследуемую поверхность вдавливается алмазная пирамидка, конус или стальной шарик. Если посчитать соотношение нагрузки и диаметра отпечатка стального шарика, получится величина твёрдости по методу Бринелля. Если определяется площадь следа от 4-х гранной алмазной пирамидки, это метод Виккерса.
Микротвёрдость образцов, обработанных УЗУФО, замерялась на ультразвуковом портативном твердомере Константа ТУ по методу Виккерса.
Прибор реализует метод ультразвукового контактного импеданса. Обработка первичной информации с выхода преобразователя производится блоком обработки информации. Отображение результатов осуществляется на жидкокристаллическом индикаторе, рис.12.
 а а
а а аа
аа

а) б) а
Рисунок 12 - Ультразвуковой портативный твердомер Константа ТУ
а) блок обработки информации аб) вид преобразователя и элементы 1 - корпус; 2 - съемная разборная насадка; 3 - съемная двухсторонняя упорная шайба; 4 - центровочная трубка; 5 - алмазный наконечник
Для измерения тонких упрочнённых слоёв, получаемых в результате воздействия ультразвуком нами были разработаны опытные образцы ультразвукового твёрдомера Константа ТУ для измерений поверхностной микротвёрдости малой толщины, который был сертифицирован и аттестован.
Проверка гипотезы нормальности распределенияа проведено по критерию Пирсона. Расчетное значение критерия Пирсона для Hv?2q= 0,663. Критическое значение ?2при доверительной вероятности р = 0,8 и числе степеней свободы
k = l Ч 3 = 3 равно: ?2= 1,005. Так как критерий ?2<?2q гипотеза о нормальности распределения с вероятностью р = 0,8 не противоречит данным выборки.
Для оценки точности разработанного прибора и штатного твердомера использовали гипотезу равенства или степени расхождения дисперсии. Сравнение дисперсий предлагаемого прибора и штатного дает отношение
Fв = 0,08/0,065 = 1,23. По таблицам при k1=19 и k2=14 адля уравнения значимости 5%, т.е. 0,05, и вероятности р=0,95 Fт=2,4. Поскольку выборочное значение Fв<Fт, гипотеза о равенстве дисперсий принимается. Таким образом, точность измерений с надежностью р=0,95 можно считать одинаковой.
Процесс УЗУФО характеризуется изменением различных технологических факторов. Вероятные значения одних факторов могут быть известны заранее, других - измерены в ходе технологического процесса. Однако существует ряд факторов, которые не могут быть учтены заранее и их значение носит случайный характер, как например, химический состав обрабатываемого материала, параметры окружающей среды, однородность материала наконечника и т.д.
В работе проведена проверка распределения величины HV нормальному закону распределения. В качестве критерия соответствия выбран критерий ?2 (К. Пирсона). Как известно, критерием соответствия или мерой расхождения является величина
![]() аа
аа  а(12)
а(12)
где l Ч число всех интервалов; mi Ч число значений HVв интервале, pi - доверительная вероятность.
Критическое значение ?2при доверительной вероятности Р = 0,95 и числе степеней свободы k = l Ч 3 = 7 равно: ?2= 14,1. Так как критерий ?2<?2q гипотеза о нормальности распределения с вероятностью Р = 0,95 не противоречит данным выборки.
Для оценки точности разработанного прибора и штатного твердомера использовали гипотезу степени расхождения дисперсии. Критерием оценки степени расхождения дисперсии является критерий Фишера F-распределения.
Как известно, критерий Фишера зависит только от чисел степеней свободы k1 = n1 -1 и k2=n2 -1 для двух выборочных дисперсий ?12 и ?22. Если выборочное значение критерия F, равное отношению большей выборочной дисперсии (?12) к меньшей (?22), меньше табличного значения при заданном уровне значимости, гипотеза о равенстве или незначимом расхождении принимается. В противном случае гипотеза должна быть отвергнута, т.е. расхождение дисперсии считают неслучайным или значимым.
С этой целью на разработанном приборе проведено n1=20 измерений твердости, среднее значение ![]() , среднеквадратичное отклонение а
, среднеквадратичное отклонение а![]() а= 1,20. (13)
а= 1,20. (13)
На штатном приборе проведено n2=15 измерений. Среднее значение а![]() , среднеквадратичное отклонение а
, среднеквадратичное отклонение а![]() а= 0,70.а (14)
а= 0,70.а (14)
Сравнение дисперсий предлагаемого прибора и штатного дает отношение FВ = 1,20/0,70 = 1,71. По таблицам при k1=19 и k2=14 адля уравнения значимости 5%, т.е. 0,05, и вероятности р=0,95,а критерий Фишера FТ=2,4. Поскольку выборочное значение Fв<Fт , гипотеза о равенстве дисперсий принимается. Таким образом, точность измерений с надежностью р=0,95 можно считать одинаковой. В исследовании также участвовали приборы; измерительный комплекс OmniMet, ультразвуковой твердомер ТКМ-459 и микротвердомер ПМТ-3М.
Исследование микротвердости выявило постоянное увеличение твердости от приповерхностного слоя на глубине 0,74 мм. к поверхности на 84.2%. а
Проведён углублённый анализ экспериментальных данных шероховатости-Ra, величины упрочнения-Hv и глубины упрочнённого слоя-h,а арис.13. а
а) а б)
а б) 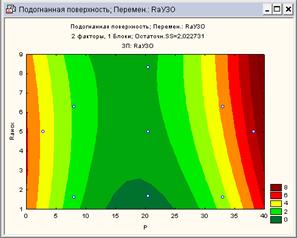
Рисунок 13 - Анализ в среде программы Statistica,
а) График поверхности отклик ааб) Контурный график поверхности модели
Таким образом, определены оптимальные параметры ультразвуковой упрочняюще-финишной обработки Рх106=270 Н/м2, аx =2,5 мкм. для получения минимальной шероховатости Ra 0.05, максимальной величины HV=84.2% и глубины упрочнения h=0,74мм.
Изложены основные результаты, область применения и перспективы развития результатов диссертационной работы.
В результате исследований, используя разработанную методику контроля режимов ультразвуковой обработки и контроля входных и выходных параметров изделия, удалось достигнуть следующих результатов.
- исходная шероховатость поверхности Raисх. (6,3-1,6)
-шероховатость поверхности после УЗУФО Raузо.(0,1- 0,05),
-повышение микротвёрдости на 50 - 60%
-глубину упрочнения до 0,8 мм,
Наилучшие результаты по шероховатости и упрочнению получили при усилии давления инструмента равной P?106=270 Н/м2.
Показало, что при аультразвуковой обработке возможен контроль основных параметров: амплитуды (x), у.з. частоты(f), давления (Р).
По предложенной методике ультразвуковой упрочняюще-финишной обработки возможен контроль режимов и получение поверхности с необходимыми параметрами шероховатости и упрочнения поверхности.
Устанавливая определённую величину давления инструмента, получаем необходимую величину шероховатости и упрочнения поверхности.а
Методики контроля параметров ультразвуковой обработки металлов и контроля входных и выходных параметров состояния поверхности позволили повысить качество финишной обработки изделий и, как следствие, надёжность и долговечность работы механизмов машин, а также улучшить экологию и повысить культуру производства.
Таким образом, применение методики и устройства управляемой ультразвуковой упрочняюще-финишной обработки металлов с контролем основных параметров позволит повысить качество и осуществить интенсификацию производственных процессов в машиностроении, судостроении, авиакосмической и других отраслях промышленности.
ОСНОВНЫЕ РЕЗУЛЬТАТЫ ДИССЕРТАЦИОННОЙ РАБОТЫ
- Разработана методика контроля влияния различных параметров ультразвуковойа обработки, установлены их оптимальные величины (r=4 мм., Рх106=270 Н/м2, x=2,5 мкм.) для получения малой шероховатости и максимального упрочнения обработанной поверхности;
- Разработана методика контроля и устройство управляемой ультразвуковой упрочняюще-финишной обработки, обеспечивающих обработку металлов при различных режимах;
- Разработана методика измерения и контроля амплитуды ультразвуковых механических колебаний инструмента на холостом режиме и при различных усилиях давления на инструмент;
- Разработан и изготовлен стенд для измерения аи контроля амплитуды ультразвуковых механических колебаний инструмента на холостом режиме и при различных усилиях давления на инструмент;
- Разработан ультразвуковой преобразователь, отличающаяся от известных тем, что обеспечивает широкий спектр выходных параметров ультразвукового воздействия и их контроль, в отличие от ранее применяемых магнитострикционных преобразователей (Патент РФ № 94176);
- Разработана и изготовлена ультразвуковая колебательная система с контролем за основными характеристиками при проведении исследований по ультразвуковой обработке металлова (P=200 вт., f=22 кГц., x=2,5-3 мкм.). (Патент РФ № 94488);
- Разработана методика контроля и оценки изменения шероховатости и поверхностной микротвёрдости в процессе ультразвуковой упрочняюще-финишной обработки с использованием профилографа и у. з. микротвердомера;
- Установлена зависимость шероховатости и упрочнения поверхности от величины амплитуды механических колебаний инструмента, определены аоптимальные величины амплитуды (
 x =2,5-3,0 мкм);
x =2,5-3,0 мкм); - Экспериментально установлена зависимость шероховатости и упрочнения поверхности от величины давления индентора на обрабатываемую поверхность, определены оптимальные величины давления Р?106=270 Н/м2.
ааРазработанная методика контроля параметров ультразвуковой упрочняюще-финишной обработки позволила повысить качество финишной обработки, производительность и долговечность работы изделий.
Разработки и инновационные проекты автора в области приборостроения, ультразвуковых технологий и приборов контроля качества, отмечены дипломами и медалями различных конкурсов.
ОСНОВНЫЕ ПОЛОЖЕНИЯ И НАУЧНЫЕ РЕЗУЛЬТАТЫ ДИССЕРТАЦИИ ОПУБЛИКОВАНЫ В СЛЕДУЮЩИХ РАБОТАХ
В рецензируемых журналах, рекомендованных ВАК РФ
1. Палаев А.Г. Технология, оборудование ультразвуковой упрочняюще-финишная обработки металлов и контроль качества / А.Г. Палаев, А.И Потапов, В.В. Максаров // аМеталлообработка № 6(66) , 2011, С. 38-41.
2. Палаев А.Г. Автоматизация контроля качества сварных швов с использованием ультразвуковой технологии / А.Г Палаев, В.Е. Махов, А.И. Потапов // Приборостроение № 5, 2009,а С. 75-81.
3.а Палаев А.Г. Новый станок УЗОС2-1,0/22 для ультразвуковой размерной обработки / А.Г. Палаев, И.В. Петушко, Ю.Н. Дроздецкий // Металлообработка № 1(25), 2005, С. 43-45.
Патенты
4.а № 94176 Ультразвуковой преобразователь / Палаев А.Г., 2010
5.а № 94488 Ультразвуковая колебательная система / Палаев А.Г., 2010
Доклады Международных научно-технических аконференций
6.а Палаев А.Г. Автоматизация контроля сварных швов на базе технологии фирмы NATIONAL INSTRUMENTS / А.Г. Палаев, В.Е. Махов, А.И. Потапов // Сборник трудов международной научно-практической конференции Образовательные, научные и инженерные приложения в среде Lab View аи технологии National Instruments, Москва, 23-24 ноября 2007, С. 384-393.
7. Палаев А.Г. Контроль качества деталей, обработанных методом ультразвуковой упрочняюще-финишной обработки / А.Г. Палаев // Доклады 8-ойа Международной конференции Неразрушающий контроль и техническая диагностика в промышленности, Москва, 18-20 мартаа 2009, С. 22-24.
8. Палаев А.Г. Ультразвуковая упрочняюще-финишная обработка металлов, контроль шероховатости и упрочнения обработанной поверхности / А.Г. Палаев, А.И Потапов, А.В. Кимстач // Материалы международной научно-технической конференции. Системы и процессы управления и обработки информации, С-Пб, 25-27 мая 2010, С.443 - 452.
9. Палаев А.Г. Ультразвуковые технологии-технологии ХХI века / А.Г. Палаев, А.И. Потапов, Н.А. Палаев, А.В. Кимстач // Материалы II Международной научно-практической конференции Механизмы формирования научного и кадрового сопровождения высокотехнологичных производств на предприятиях регионов, С-Пб, 12-14 апреля 2011, С.180-183.
10. Palaev A.G. ULTRASOUND TECHNOLOGIES TO STUDY THE ACCELERATION OF DECOMPROSITION PLASTIC BAGS WITH THE ADDITION OF D2W / A.I Potapov, A.G Palaev,а O.N. Glushchenko // The International Youth Science Enveronmental Forum. ECOBALTICA 2011. St.-Petersburg, Russia, September 29 - October 01, 2011, S.227.
В других научных изданиях
11. Палаев А.Г. Резание материалов с использованием ультразвука / А.Г. аПалаев // Инструмент № 3,а С-Пб,а 1996, С. 29.
12. Палаев А.Г. Исследование рентгенографическим методом остаточных напряжений при диагностировании сварных соединений низколегированных сталей / А.В. Кимстач, А.Г. Палаев // Проблемы машиноведения и машиностроения: Межвузовский сборник, С-Пб, СЗТУ, 2004, Выпуск 32, С. 111-114.
13. Палаев А.Г. Первичные ультразвуковые преобразователи / А.Г. Палаев, А.В. Кимстач // учебно-методический комплекс, СЗТУ, 2007.
14. Палаев А.Г. Методические указания к выполнению лабораторных работ: Исследование режимов ультразвуковой очистки и мойки деталей / А.Г. Палаев,а А.В. Кимстач // учебно-методический комплекс, СЗТУ, 2008.
15. Палаев А.Г. Методы контроля качества деталей обработанных способом ультразвуковой упрочняюще-финишной обработки / А.Г. Палаев, А.И. Потапов, А.В. Кимстач // Межвузовский сборник выпуск 17, Неразрушающий контроль и диагностика окружающей среды, материалов и промышленных изделий, С-Пб, 2009, С. 166-170.
16. Палаев А.Г. Ультразвуковая сварка полимеров и контроль качества сварного шва / А.Г. Палаев, А.И Потапов // Межвузовский сборник Неразрушающий контроль и диагностика окружающей среды, материалов и промышленных изделий, С-Пб, 2009, С. 370-402.
17. Палаев А.Г. Сравнительный анализ эффективности воздействия ультразвуковой обработки сварных швов в горячем и холодном состоянии с целью перераспределения остаточных напряжений / А.Г. Палаев, А.В. Кимстач // Проблемы машиноведения и машиностроения: Межвузовский сборник- Выпуск 40. С-Пб, СЗТУ, 2010, С. 122-125.
18. Палаев А.Г. Экологически чистая ультразвуковая упрочняюще-финишная обработка металлов / А.Г. Палаев, А.И Потапов, О.Н. Глущенко // Межвузовский сборник Неразрушающий контроль и диагностика окружающей среды, материалов и промышленных изделий выпуск 21, С-Пб, 2011,С.256-259.
Авторефераты по темам >>
Разные специальности - [часть 1] [часть 2]