
 Авторефераты по темам >>
Разные специальности - [часть 1] [часть 2]
Авторефераты по темам >>
Разные специальности - [часть 1] [часть 2]
Разработка и исследование технологии поверхностного упрочнения быстрорежущих сталей в экологически чистой соляной ванне на основе карбамида
Автореферат кандидатской диссертации
На правах рукописи
Губин Денис Игоревич
Разработка и исследование технологии поверхностного упрочнения быстрорежущих сталей в экологически чистой соляной ванне
на основе карбамида
05.16.01 - Металловедение и термическая обработка металлов
Автореферат
диссертации на соискание ученой степени
кандидата технических наук
Курск 2008
Работа выполнена в Курской государственной сельскохозяйственной академии на кафедре Технология металлов и ремонт машин
Научный руководитель: адоктор технических наук, профессор
Колмыков Валерий Иванович
Официальные оппоненты:аа адоктор технических наук, профессор
Гадалов Владимир Николаевич
кандидат технических наук, доцент
Тригуб Владимир Борисович
Ведущая организация: аВоронежский государственный технический
университет
Защита состоится л26 июня 2008 года в 10.00 часов на заседании диссертационного совета Д212.105.01 при Курском государственном техническом университете по адресу: 305040, г. Курск, ул. 50 лет Октября, 94.
С диссертацией можно ознакомиться в библиотеке Курского государственного технического университета.
Автореферат разослан л___ мая 2008 года.
Ученый секретарь
диссертационного совет О.Г. Локтионова
Общая характеристика работы
Актуальность темы. В отечественной промышленности и ремонтном производстве в настоящее время широко используются инструменты из быстрорежущих сталей (резцы, фрезы, сверла и др.). Для изготовленияа этих инструментов используются главным образом вольфрамомолибденовые стали (Р6М5, Р6М3 и т.п.), а в последнее время, в связи с острым дефицитом вольфрама, все больше используется безвольфрамовых сталей, легированных молибденом и ванадием (Р0М2Ф3 и др.).
Молибден, служащий заменителем вольфрама в быстрорежущих сталях, также как и вольфрам способствует образованию при отпуске закаленных сталей стойких против коагуляции сложных карбидов типа М6С, обеспечивающих твердость и износостойкость инструмента. С другой стороны, влияние молибдена на технологические и эксплуатационные свойства быстрорежущих сталей не вполне аналогично влиянию вольфрама, так как карбиды молибдена легче переходят в твердый раствор при нагревании, чем карбиды вольфрама, что снижает стойкость инструмента.
Известно, что стойкость инструмента из быстрорежущих сталейа успешно повышают путем насыщения их поверхностей азотом или азотом и углеродом (карбонитрацией) при низких температурах. При этом наиболее распространенным процессом насыщения является цианирование инструмента в соляных ванных.
Главная особенность насыщения металла в расплавах солей - чрезвычайно высокая активность процесса, значительно превышающая таковую в газовых и твердых средах, включая новейшие разработки, такие как ионное и плазменное азотирование и т.п. Преимуществоа цианирования в соляных ванных состоит не только в высокой скорости насыщения, но и в высоком эффекте упрочнения, обеспечивающим хорошее сочетание твердости, износостойкости и пластичности поверхностных слоев. Кроме того, обработка инструмента в соляных ваннах отличается высокой экономичностью, обусловленной небольшим расходом энергии (ввиду низкой температуры и небольшой выдержки), а также использованием простого и недорогого термического оборудования.
Однако, не смотря на многие преимущества, классический процесс карбонитрации инструментов из быстрорежущих сталей в цианистых ваннах, разработанный в середине прошлого века, в настоящее время практически не используется по экологическим соображениям. Применяемые при этом соли NaCN и KCN отличаются чрезвычайно высокой токсичностью и требуют специальной сложной и высокоэффективной системы защиты окружающей среды (нейтрализации газов, сточных вод, отходов производства и т.п.).
Эти проблемы заставили искать новые составы ванн, безопасных с точки зрения экологии. В отечественной промышленности была сделана ставка на использование ванн на основе карбамида (мочевины), которая отличается дешевизной и нетоксичностью. Мочевина, используемая в массовых количествах как азотное удобрение, в десятки и сотни раз дешевле, чем цианиды и цианаты натрия и калия, приготовляемые специально для соляных ванн.
Расплав карбамида с углекислыми солями (карбонатами) калия или натрия, также с очень дешевыми веществами, обеспечивает эффект упрочнения стальных поверхностей не ниже, чем цианистые ванны, однако при его использовании возникает ряд технологических трудностей, которые тормозят его широкое внедрение в производство.
Настоящая работа посвящена исследованию низкотемпературного насыщения быстрорежущих вольфрамовомолибденовых и безвольфрамовых быстрорежущих сталей в соляных ваннах на основе карбамида, которое, по известным нам данным, еще не исследовалось. Такие исследования позволят разработать новую технологию карбонитрацииа режущего инструмента,а безопасную с точки зрения экологии, дешевую и удобную для внедрения в производство, в том числе и в ремонтное, которая по эффективности не должна быть ниже, чем при использовании цианистых солей.
Тема работы входит в план научно-исследовательских работ по реализации Региональных научно-технических программ Центрально-Черноземного района.
Цель работы - разработка на научной основе экологически чистой и экономичной технологии поверхностного упрочнения инструментов из вольфрамовомолибденовых и безвольфрамовых быстрорежущих сталей, обеспечивающей при минимальных затратах высокие эксплуатационные свойства инструментов.
Для достижения вышеозначенной цели в работе предстоит решить следующие задачи:
1. Проанализировать механизм насыщения быстрорежущих сталей азотом и углеродом в солевых расплавах.
2. Исследовать влияние состава ванны на основе карбамида на интенсивность насыщения быстрорежущих сталей и определить ее оптимальный состав.
3. Изучить влияние режимов обработки в карбамидной ванне на структуру и фазовый состав диффузионных слоев на вольфрамомолибденовых и безвольфрамовых быстрорежущих сталях.
4. Определить влияние цианирования на физико-механические и эксплуатационные свойства вольфрамомолибденовых и безвольфрамовых быстрорежущих сталей.
5. Разработать технологию упрочнения металлорежущего инструмента из быстрорежущих сталей в соляных бесцианистых ванных, пригодную для условий машиностроительного, инструментального и ремонтного производств.
Научная новизна:
1. Впервые исследовано насыщение быстрорежущих сталей азотом и углеродом в соляных расплавах на основеа карбамида. Показана высокая скорость цианирования и экологическаяа безопасность процесса.
2. Установлены закономерности влияния состава насыщающей среды и режимов цианирования на структуру и фазовый состав диффузионных слоев на вольфрамомолибденовых и безвольфрамовых быстрорежущих сталях.
3. Экспериментально установлены зависимости между режимами цианирования, структурой диффузионных слоев и свойствами (твердостью, износостойкостью и теплостойкостью) быстрорежущих сталей.
4. На основании теоретического анализа и экспериментальных исследований разработана энергосберегающая и экологически безопаснаяа технология упрочнения инструмента из быстрорежущих сталей, обеспечивающая повышение его стойкости в 1,5 Е 2,5 раза.
Методы исследования: исследование микроструктуры и физико-механических свойств цианированных быстрорежущих сталей проводилось с использованием металлографического, дюраметрического и рентгеноструктурного анализов. Элементный состав диффузионных слоев определялся с использованием спектрального экспресс-анализа и атомно-эмиссионного спектрометра. Износостойкость определялась на машине трения, ударная вязкость на маятниковом копре с пониженной энергией удара и с односторонним закреплением образца малого сечения (метод Изода). Работоспособность и стойкость цианированных инструментов определялись в процессе производственных испытаний при обработке различны материалов.
Достоверность результатов, основных положений и выводов по диссертации подтверждается корректностью постановки цели и задачи исследования, обоснованностью теоретических предпосылок, положенных в основу работы, и взаимодополняющими друг друга современными методами экспериментальных исследований. Достоверность результатов подтверждается также отсутствием противоречий с результатами других исследователей и объективными данными наблюдений, полученными в условиях рядовой эксплуатации на металлообрабатывающих предприятиях.
Практическая ценность диссертации состоит в разработке научно обоснованных технологических рекомендаций по поверхностному упрочнению инструментов из быстрорежущих сталей массового производства различных систем легирования в соляных ваннах на основе карбамида. Производственная апробация предложенной технологии показала, что она обеспечивает в 2Е2,5 раза более высокую стойкость цианированного инструмента из сталей Р6М5 и Р0М2Ф3, по сравнению с инструментом, подвергнутым закалке с тройным отпуском по стандартной технологии.
Апробация работы. Основные положения диссертации докладывались и обсуждались на научных конференциях Материалы и упрочняющие технологии (Курск 2005, 2006, 2007 гг.); Современные инструментальные материалы, информационные технологии и инновации - 2005 (Курск 2005 г.); Совершенствование технологии восстановления деталей и ремонта машин в АПК (Курск 2006 г.); аСварка и родственные технологии в машиностроении и электронике (Воронеж 2007 г.).
Публикации. По материалам диссертации опубликовано 7 печатных работ, две из которых - в изданиях, рекомендованных ВАК РФ.
Структура и объем работы. Диссертация состоит из введения, четырех глав основной части, общих выводов и библиографического списка. Общий объем работы 112 страниц, 11 таблиц, 28 рисунков. Библиографический список - 98 источников.
Основное содержание работы
Во введении обоснована актуальность темы диссертации и рассмотрена целесообразность поверхностной упрочняющей обработки быстрорежущих сталей в соляных ваннах на основе дешевого и нетоксичного вещества - карбамида.
В первой главе диссертации представлен аналитический обзор отечественной и зарубежной литературы по современным быстрорежущим сталям и их термической обработке. В главе рассмотрены вопросы использования соляных ванн различного состава для поверхностного упрочнения стальных деталей, проанализированы преимущества и недостатки различных солевых составов и перспективы их использования для цианирования быстрорежущих сталей. Рассмотрен механизм образования нитроцементованных слоев на быстрорежущих сталях и роль легирующих элементов в образовании упрочняющих фаз при насыщении сталей азотом и углеродом.
В главе, на основе проведенного анализа, сформулированы цель и задачи исследования.
Во второй главе приведена методика экспериментальных исследований, проводимых для решения задач, поставленных в работе. Для исследования влияния цианирования в карбамидной ванне на структуру и свойства диффузионных слоев, выбраны две марки быстрорежущих сталей - традиционная и самая массовая сталь Р6М5 и новая безвольфрамовая сталь Р0М2Ф3, рекомендованная ЦНИИЧЕМЕТом для замены первой. Кроме того, в работе использовались для сравнительных испытаний стали Р6М3, Р18 и Р0М4.
Химико-термическую обработку образцов и инструментов из названных сталей производили в ваннах (расплавленных солях), содержащих карбамид, соду, поваренную соль и едкий натр, - карбамидо-натриевых ваннах. Для приготовления расплавов (ванн) использовали стальные и титановые тигли, анагрев производили в вертикальных электропечах собственного изготовления с нихромовыми нагревателями. Температуру контролировали и поддерживали автоматически электронным потенциометром с точностью 5оС. После расплавления компонентов ванны производили ее стабилизацию (старение) в течение 2Е3 часов, после чего в тигель с расплавом помещали исследуемые образцы.
Твердость цианированных слоев определяли на твердомерах Роквелла (ТК-2М) и Виккерса (ТП-2), микротвердость - на приборе ПМТ-3 при различных нагрузках. Микроструктуру цианированных сталей исследовали с помощью металлографического микроскопа МИМ-8 при различных увеличениях. Фазовый состав диффузионных слоев определяли послойной съемкой на дифрактометре ДРОН-3 с металлографических шлифов в хромовом и кобальтовом Кa-излучении.
Для изучения распределения азота, углерода и других элементов по сечению диффузионных слоев цианированных сталей использовали анализ на атомно-эмиссионном спектрометре SA-2000 (Surface Analyzer) фирмы LEKO.
Испытания на износ проводили на машине трения СМЦ-2 истиранием поверхностного слоя образца роликом из твердого сплава ВК6 с использованием охлаждающей жидкости, применяемой в металлорежущих станках, и без охлаждающей жидкости. Ударную вязкость определяли на маятниковом копре собственного изготовления на образцах малого сечения (d = 3 мм) с односторонним закреплением в массивных тисках. Удар наносился маятником с запасом энергии 2 Нм.
Теплостойкость (красностойкость) быстрорежущих сталей определяли путем измерения твердости исследуемых образцов после четырехчасового нагрева при 560Е675оС в лабораторной печи с воздушной атмосферой.
Во второй главе представлена также методика математического планирования эксперимента.
Третья глава диссертации посвящена исследованию насыщающей способности карбамидо-натриевой ванны на быстрорежущих сталях.
При сплавлении карбамида с углекислым натрием происходит реакция, приводящая к образованию цианата натрия
![]() , (1)
, (1)
образующиеся при этом газы удаляются из расплава в виде пены. Цианат натрия разлагается при температуре ~550оС с выделениема атомарного азота и аокиси углерода, являющихся активными компонентами ванны и обеспечивающими насыщение поверхности стали, которая является катализатором реакции
![]() . (2)
. (2)
Цианистый натрий, образующийся в результате распада цианата, благодаря своей высокой активности, частично окисляется ионами кислорода, присутствующими в расплаве, до цианата натрия и снова участвует в реакции, поставляющей азот и углерод.
Кроме карбамида и карбоната натрия ванна для цианирования быстрорежущих сталей содержит в своем составе хлористый натрий и едкий натр. Эти вещества практически не влияют на активность ванны и добавляются в ее состав для получения оптимальной жидкотекучести и минимальной испаряемости. Кроме того, едкий натр, вступая в реакции с вредными веществами, выделяющимися из расплава, обеспечивает экологическую чистоту процесса.
Набор компонентов карбамидо-натриевой ванны обеспечивает хорошее сочетание активности и технологических свойств (жидкотекучести и испаряемости), однако ее действие на быстрорежущие стали не исследовалось. Поэтому был проведен эксперимент с использованием математического планирования по выяснению влияния состава ванны на глубину цианированных слоев на стали Р6М5. Как показали результаты эксперимента, на интенсивность насыщения быстрорежущей стали оказывает влияние лишь содержание в ванне карбамида (рис. 1).

Рис. 1. Зависимость глубины диффузного слоя на стали Р6М5 от содержания карбамида в цианирующей ванне (570оС; 0,5 ч)
Оптимальный состав карбамидо-натриевой ванны, исходя из соображений ее активности, а также жидкотекучести и испаряемости, следующий (% масс): карбамид (NH2)2CO - 40Е45; углекислый натрий Na2CO3 - 35Е40; хлористый натрий NaCl - 8Е10; едкий натр NaOH - 10Е12.
Надо отметить, что интенсивность насыщения быстрорежущей стали в карбамидо-натриевой ванне весьма высока (такая же, как и в цианирующих ваннах), при этом процесс обработки стали отличается экологической безопасностью, которая достигается оптимальным сочетанием жидкотекучести и испаряемости расплава. На цианируемых деталях, благодаря высокой жидкотекучести, не остается следов соли, поэтому не требуется ее нейтрализации. С другой стороны, невысокая испаряемость ванны не приводит к недопустимому загрязнению атмосферного воздуха.
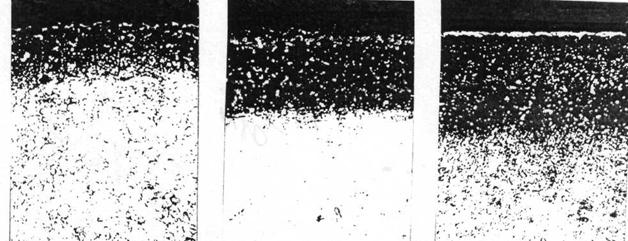
Температура и длительность насыщения быстрорежущей стали в карбамидо-натриевой ванне оказывают существенное влияние на структуру и фазовый состав цианированных слоев (рис. 2).
|
аа а)аа ааб)аа в)
Рис. 2. Микроструктуры цианированных слоев на стали Р6М5, полученные в карбамидо-натриевой ванне в течение 0,5 ч при различных температурах: а
а) 540оС; б) 560оС; в) 580оС (х 300)
Диффузные слои, полученные при температуре 540 и 560оС представлены сильнотравящимся азотистым твердыма раствором с многочисленными включениями второй фазы (рис. 2,а и 2,б). Различие их состоит только в большей глубине слоя, полученного при более высокой температуре.
Рентгеноструктурный анализ показывает, что на поверхности стали Р6М5, цианированной при температуре 540оС, обнаруживаются карбонитриды типа М6(CN) и М(CN), которые составляют основу карбидной структуры диффузионного слоя. Кроме того, имеются следы кубического карбонитрида М23(CN)6 и чистых нитридов хрома и ванадия Cr2N и VN. В стали, цианированной при температуре 560оС, присутствуют те же фазы, что и в первом случае, за исключением чистых нитридов хрома и ванадия. Твердый раствор в обоих случаях представлен a-фазой (азотистым ферритом).
В стали, цианированной при температуре 580оС, на поверхности диффузионного слоя появляется светлая зона, соответствующая гексагональному e-карбонитриду М2,5(CN). Под этой зоной (коркой) располагается слой, фазовый состав которого идентичен слою, полученному при более низкой температуре (560оС) (рис. 2,в). Надо отметить, что на дифрактограммах, снятых с образцов, цианированных при 580оС, появляются слабые пики, соответствующие g-фазе (азотистому аустениту). Последние свидетельствуют об активизации поступления в сталь углерода из цианирующей ванны.
Если повысить температуру насыщения стали Р6М5 до 600оС, т.е. проводить обработку в температурной области существования g-фазы, то скорость насыщения значительно увеличивается и резко изменяется фазовый состав диффузионного слоя. Основной фазой становится карбонитрид e и появляется значительное количество карбонитрида цементитноготипаЦМ3 (CN). Эти акарбонитриды располагаются на поверхности диффузионного слоя в виде толстой твердой и хрупкой корки, которая, как известно, снижает эксплуатационные свойства инструмента.
Цианирование сталей в карбамидо-натриевой ванне при температурах выше 580оС неприемлемо не только потому, что ухудшает качество обрабатываемых изделий, а также из-за интенсивного выкипания (испарения) расплава, что нежелательно как с экономической, так и с экологической точек зрения.
Таким образом, основываясь на результатах проведенного экспериментального исследования, можно рекомендовать для упрочнения инструмента из быстрорежущих сталей цианирование в карбамидо-натриевой ванне при температурах 540Е570оС.
Длительность цианирования определяет, главным образом, глубину диффузионного слоя (табл. 1).
Таблица 1
Влияние режимов цианирования в карбамидо-натриевой ванне на глубину и твердость диффузионных слоев на стали Р6М5
Продолжительность обработки, мин |
Температура 540оС |
Температура 570оС |
||
Толщина слоя, мм |
Микротвердость, МПа |
Толщина слоя, мм |
Микротвердость, МПа |
|
Без обработки |
- |
8500 |
- |
8500 |
10 |
- |
8600 |
0,032 |
10000 |
20 |
0,012 |
11500 |
0,048 |
12500 |
30 |
0,025 |
14900 |
0,060 |
14700 |
40 |
0,031 |
15200 |
0,110 |
15000 |
50 |
0,045 |
15500 |
0,128 |
15000 |
Для получения на мелкоразмерном инструменте диффузионного слоя глубиной 20 мкм его можно подвергнуть цианированию при температуре 540оС в течение 30 мин., либо цианированию при температуре 570оС в течение 7Е10 мин. При этом в первом случае, при относительно низкой температуре, микротвердость поверхности будет получена примерно в 1,5 раза выше, чем во втором (14900 МПа против 10000 МПа).
Таким образом, с точки зрения оптимальности свойств, длительность цианирования в карбамидо-натриевой ванне должна бытьа не менее 30 мин, в течение которых полностью сформируется упрочняющая карбонитридная структура диффузионных слоев.
Глубину же этих слоев, зависящую от размеров упрочняемого инструмента, можно регулировать, изменяя температуру цианирования (рис. 3).
Рис. 3. Зависимость глубины диффузионного слоя на быстрорежущей стали Р6М5 от температуры цианирования в карбамидо-натриевой ванне (выдержка - 30 мин.)
Далее в главе исследованы особенности цианирования в карбамидо-натриевой ванне безвольфрамовой стали Р0М2Ф3 (ЭН-277). Распределение элементов в диффузионных слоях безвольфрамовой стали несколько отличается от вольфрамомолибденовой стали Р6М5, цианированной при аналогичных режимах.
Во-первых, максимальное содержание азота на поверхности безвольфрамовой стали (4,8%) ниже, чем на поверхности вольфрамомолибденовой стали (5,2%). Концентрация азота плавно убывает по глубине слоя, причем это убывание более интенсивно, чем на стали с вольфрамом: на глубине 0,02 мм в цианированной стали Р0М2Ф3 содержится 2,8% N, а в стали Р6М5 - 4% N, т.е. почти в 2 раза меньше. С другой стороны, на глубине 0,05 мм больше азота (1,5Е1,6%) содержится в безвольфрамовой стали, чем в вольфрамомолибденовой (~1,0%). Это свидетельствует о более интенсивной диффузии азота в глубину безвольфрамовой стали и меньшим усвоением его поверхностью, чем у стали с вольфрамом. Концентрация углерода на поверхности безвольфрамовой стали Р0М2Ф3 также меньше (~3,2%), чем на вольфраммолибденовой (4,8%).
Микроструктуры цианированных слоев сталей Р0М2Ф3 и Р6М5 также имеют некоторые отличия (рис. 4).
|

а
а) б)
Рис. 4. Микроструктуры диффузионных слоев сталей ацианированных в карбамидо-натриевой аванне при температуре 580оС, 1 ач: -стальа аРОМ2Ф3;
б-Р6М5.
Диффузионный слой на безвольфрамовой стали несколько больший, чем на стали с вольфрамом. На поверхности этого слоя наблюдается тонкая рыхлая корка (светлая зона), под которой имеется обширная темная зона с очень мелкими частицами второй фазы (рис. 4,а). В целом микроструктура цианированного слоя на стали Р0М2Ф3 не свойственна для быстрорежущих сталей типа Р6М5, отличительной особенностью которых является большое количество карбонитридных частиц, рассредоточенных по всей глубине диффузионного слоя (рис. 4,б).
Данные рентгеноструктурного анализа показывают различия и в карбидной структуре диффузионных слоев вольфрамомолибденовой и безвольфрамовой сталей. Главное различие заключается в том, что основной упрочняющей фазой в стали Р6М5являетсясложный карбонитрид типа М6 (CN), а в безвольфрамовой стали Р0М2Ф3 - кубический карбонитрид (типа фазы внедрения) М(CN). Последний, по-видимому, формируется на базе стойкого карбида ванадия и имеет стехиометрическую формулу (V,M0)(CN). Этот карбонитрид имеет повышенную твердость, что сказывается на свойствах цианированных безвольфрамовых сталей.
Четвертая глава диссертации посвящена исследованию свойств быстрорежущих сталей, цианированных в карбамидо-натриевой ванне.
Цианирование исследованных сталей обеспечило им значительное повышение твердости поверхностей, причем безвольфрамовая сталь Р0М2Ф3 имеет более высокую твердость (~16000 МПа), чем сталь Р6М5 (~14000 МПа). Распределение микротвердости по сечению диффузионных слоев цианированных сталей практически одинаково - максимальная твердость на поверхности плавно переходит в твердость сердцевины (~8000 МПа).
Износостойкость и ударная вязкость цианированных быстрорежущих сталей определяется, в основном, температурой обработки (табл. 2).
а аа Таблица 2
аа аРезультаты испытаний на износостойкость и ударную вязкость быстрорежущих сталей, цианированных в карбамидо-натриевой ванне (длительность 0,5 ч.)
Марка стали |
Температуры обработки, оС |
Относительная износостойкость |
Ударная вязкость, Дж/см2 |
Р6М5 |
без обработки |
1* |
64 |
540 |
1,23 |
58 |
|
560 |
2,17 |
43 |
|
580 |
3,28 |
33 |
|
Р0М2Ф3 |
540 |
1,17 |
60 |
560 |
2,49 |
56 |
|
580 |
3,37 |
50 |
Как показывают наши исследования, наибольшую износостойкость при изнашивании с использованием охлаждающей жидкости имеет безвольфрамовая сталь Р0М2Ф3, цианированная после стандартной термической обработки (закалка + тройной отпуск) при температуре 580 оС. Названная обработка обеспечивает этой стали не только высокую износостойкость, но и вполне удовлетворительную ударную вязкость, что важно для тонколезвийного инструмента.
Важнейшей эксплуатационной характеристикой режущего инструмента является теплостойкость (красностойкость). Она, как известно, обуславливается устойчивостью металлической основы против распада при нагреве режущих кромок инструмента в процессе работы. Устойчивость твердого раствора зависит от его состава (легированности), природы и дисперсности частиц второй фазы и их устойчивостью против коагуляции.
Цианирование заметно повышает теплостойкость как вольфрамомолибденовой, так и безвольфрамовой сталей (рис. 5).

Рис. 5. Теплостойкость быстрорежущих сталей: 1- Р6М5, цианированная при 570 оС, 1 ч; 2 - Р0М2Ф3, цианированная при 580 оС, 1 ч; 3 - Р6М5 со стандартной теплообработкой (закалка с 1220 оС + трехкратный отпуск при а560 оС)
Самой высокой теплостойкостью обладает цианированная вольфрамомолибденовая сталь Р6М5, ее твердость на уровне HV 800 (HRC 58Е60) сохраняется до температуры ~600 оС. Теплостойкость безвольфрамовой стали Р0М2Ф3 на 25Е30 оС ниже, однако у обеих сталей после цианирования теплостойкость значительно выше (на 40Е60 оС), чем без цианирования.
Для производственной проверки эффективности цианирования быстрорежущих сталей была изготовлена опытная партия метчиков (М10х1,5) из стали Р6М5 после стандартной термообработки была дополнительно подвергнута цианированию в карбамидо-натриевой ванне при температуре 560оС в течение 0,5 ч. Метчики были установлены на резьбонарезной станок и испытывались в производственных условиях при нарезании резьбы в деталях из чугуна марки СЧ 24. Режимы резания: скорость резания - 2,31 м/мин; подача - 1,5 мм/об без охлаждения. Опытные метчики испытывались совместно с метчиками из той же стали с традиционной термической обработкой. Результаты производственных испытаний показали, что стойкость метчиков после цианирования увеличилась в 1,6 раза. Еще больший эффект был получен при цианировании концевых фрез из стали Р0М2Ф3, используемых при обработке отливок из алюминиевых сплавов. Цианированные фрезы, работающие с охлаждением, оказались в 2,5 раза более стойкими таких же фрез без цианирования.
Основные результаты и выводы
1. Соляная ванна, состоящая из карбамида (40Е45%), углекислого натрия (35Е40%), хлористого натрия (8Е10%) и едкого натра (10Е12%) пригодна для цианирования (карбонитрации) инструментов из быстрорежущих сталей. Активность карбамидо-натриевой ванны аналогична цианистым ваннам (фирмы Degussa). используемым в настоящее время в инструментальном производстве.
2. Карбамидо-натриевая ванна не содержит в своем составе высокотоксичных веществ, все ее компоненты дешевы и недефицитны. Благодаря этому, а также высокой жидкотекучести и малой испаряемости расплава, ванна не представляет экологической опасности и может эксплуатироваться в любых производствах, в том числе и на малых ремонтных предприятиях.
3. Температурный интервал цианирования быстрорежущих сталей в карбамидо-натриевой ванне 540Е580 оС, длительность 15Е60 мин. Повышение температуры более указанных значений приводит к образованию на поверхности стали толстой карбонитридной корки, оказывающей негативное влияние на стойкость инструмента.
4. Диффузионные слои на поверхности быстрорежущих сталей (вольфрамомолибденовых и безвольфрамовых) представлены устойчивыми азотистым твердым раствором с большим количеством высокотвердых карбонитридов легирующих элементов и железа, которые равномерно распределены в металлической матрице, что обеспечивает им хорошее сочетание твердости и вязкости. В цианированной безвольфрамовой стали Р0М2Ф3 частицы карбонитридов более мелкодисперсны, чем в стали Р6М5, а диффузионные слои имеют большую глубину при одних и тех же режимах обработки.
5. Цианирование в карбамидо-натриевой ванне обеспечивает быстрорежущим сталям значительное (до 3,5 раз) повышение износостойкости и на 40Е60 оС повышение теплостойкости по сравнению со сталями без цианирования, в том числе и с традиционной сталью Р18, содержащей большое количество дефицитного вольфрама.
6. Производственные испытания цианированных инструментов из вольфрамомолибденовых и безвольфрамовых сталей показали высокую эффективность упрочнения. По эксплуатационным характеристикам они значительно превосходят (Р6М5 в 1,5 раза; Р0М2Ф3 в 2,5 раза) инструменты из тех же сталей без цианирования.
Основное содержание диссертации изложено в следующих публикациях
Публикации в изданиях, рекомендованных ВАК РФ:
1. Колмыков, Д.В. Повышение экологической чистоты цементации стали за счет использования пастообразных карбюризаторов повышенной активности [Текст] / Д.В. Колмыков, Д.И. Губин, И.И. Губин, О.В. Летова // Защита окружающей среды в нефтегазовом комплексе. - М: ОАО ВНИИОЭНГ, а2007. - №1. - с. 26-28.
2. Шаповалова, Ю.Д. Влияние термической обработки на усталостные свойства стали 15х2НЗМДФТЧА [Текст] / Ю.Д. Шаповалова, Д.И. Губин, С.А. Грашков и др. //Вестник Воронежского государственного технического университета. Том 3. - 2007, - №11. - с. 131-132.
Статьи и материалы конференций
3. Колмыков, В.И. Механизм формирования диффузионных слоев на хромомарганцевой стали с использованием термоцикмерования [Текст] / В.И. Колмыков, И.Н. Росляков, Д.В. Колмыков, Д.И. Губин // Совершенствование технологии восстановления деталей и ремонта машин в АПК: Сб. материалов всероссийской научн. конф. - Курск: КГСХА, 2006.- с. 48Е54.
4. Колмыков, В.И. Влияние легирующих элементов на стабильность цементита науглероживании стали а[Текст] / В.И. Колмыков, О.В. Воробьева, Д.И. Губин // Совершенствование технологий восстановления деталей и ремонта машин в АПК: Сб. материалов всероссийской научн. конф.- Курск: КГСХА, 2006.- с. 54-65.
5. Колмыков, В.И. Универсальный карбюризатор для нитроцементацииа наплавленного металла, при восстановлении изношенных деталей [Текст] / В.И. Колмыков, Р.А. Ковынев, В.М. Переверзев,аа Д.И. Губин // Совершенствованиеа атехнологий восстановления деталей и ремонта машин в АПК: Сб. материалов всероссийской научн. конф. - Курск: КГСХА, 2006.- с.41-48.
6. Губин, Д.И. Карбонитрация быстрорежущих сталей в нетоксичной карбамидо-натриевой ванне [Текст] /Д.И. Губин //Молодежь и наука: реальность и будущие: Материалы I международной научн.-практ. конф. - Невинномысск: НГТУ. Том 2.- 2008. - с. 319-320.
7. Шаповалова, Ю.Д. Влияние деформационного старения на циклическую трещиностойкость низколегированных сталей [Текст] /Ю.Д. Шаповалова, ааД.И.Губин, И.И. Губин //Материалы и упрочняющие технологии - 2008: Сб. матер. XV Российской научн.-техн. конф. - Курск: КГТУ, 2008. - с. 117-121.
а
Подписано в печать 21.05. 2008. Формат 60х14 1/16
Печ. л.1,0. Тираж 100 экз. Заказ № а
![]()
Издательско-полиграфический центр
Курского государственного технического университета
305040, г. Курск, ул. 50 лет Октября, 94
Авторефераты по темам >>
Разные специальности - [часть 1] [часть 2]