
 Авторефераты по темам >>
Разные специальности - [часть 1] [часть 2]
Авторефераты по темам >>
Разные специальности - [часть 1] [часть 2]
Новые составы и технологии фтористых резин ответственных автокомпонентов
Автореферат кандидатской диссертации
На правах рукописи
Пичхидзе Сергей Яковлевич
Новые составы и технологии фтористых резин
ответственных автокомпонентов
Специальность 05.17.06 - технология и переработка
полимеров и композитов
Автореферат
диссертации на соискание учёной степени
доктора технических наук
Саратов 2012
Работа выполнена в Федеральном государственном бюджетном
образовательном учреждении высшего профессионального образования Саратовский государственный технический университет
имени Гагарина Ю.А.
Научный консультант: |
доктор химических наук, профессор Панова Лидия Григорьевна |
Официальные оппоненты: |
Решетов Вячеслав Александрович, доктор технических наук, профессор, ФГБОУ ВПО Саратовский государственный университет имени Н.Г.Чернышевско-го, профессор кафедры физической химии
Журавлева Людмила Леонидовна, доктор технических наук, профессор, ФГУ НИИ промышленной экологии, заместитель директора по науке Шуклин Сергей Григорьевич, доктор химических наук, профессор, ОАО Балаковорезинотехника, заместитель начальника инженерного центра |
Ведущая организация: |
Воронежская государственная технологическая академия |
Защита состоится нл29 мая 2012 года в 13 час. на заседании диссертационного совета Д 212.242.09 приа Саратовском государственном техническом университете по адресу: 410054, г. Саратов, ул. Политехническая, д. 77, ауд. 319/1.
С диссертацией можно ознакомиться в научно-технической библиотеке ФГБОУ ВПО Саратовский государственный технический университет имени Гагарина Ю.А.
Автореферат разослан л____ апреля а2012 г.
Автореферат размещен на сайте ВАК РФ л____ ____________ 2012 г.
|
Ученый секретарь диссертационного совета |
аа В.В. Ефанова |
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность работы. Развитие современного автомобилестроения требует создания и постоянного совершенствования уплотнительных устройств, обеспечивающих герметичность подвижных соединений деталей машин.
На сегодняшний день в России изготавливаются манжеты с рабочим элементом из эластомерных материалов (резин), обладающих невысокой работоспособностью и износостойкостью, не полностью удовлетворяющих автомобилестроение.
Также научно-технический прогресс в современном автомобилестроении невозможен без применения высококачественных рукавных изделий (шлангов). Производство шлангов для транспортировки бензина требует разработки надежных материалов и конструкций.
Научно-исследовательские работы в области новых РТИ в России практически не ведутся. Крупными зарубежными компаниями (Тагава, 3М, Дюпон, Фройденберг) разработаны и продвигаются на западном, а в последние годы и на отечественном рынке, высокоэффективные РТИ (топливные шланги, сальники, колпачки, кольца) на основе фторкаучуков.
Российская промышленность в течение многих лет поставляет отечественному Автопрому топливные шланги и шланги наливной горловины стандартова Euro 2 и Euro 3.
Повышение экологических требований до стандарта Euro 4 по топливопроницаемости рукавных изделий, а также рост скоростей, давлений и температур при эксплуатации узлов и агрегатов, ужесточение требований к показателям качества, долговечности и экологичности резинотехнических изделий требует постоянного совершенствования инженерных методов конструирования, технологии изготовления, рецептур резин, обеспечивающих их повышенное качество и работоспособность.
Поэтому разработк научно обоснованного выбора составоваа резин, конструкций манжет и рукавных изделий с повышенными эксплуатационными свойствамиа и отвечающих высоким экологическим требованиям, является актуальной и значимой проблемой.
Цель диссертационной работы: комплексное решение научных и технологических вопросов, направленных на разработку составов, конструкций и реализацию высокоэффективной технологии получения манжет и топливных шлангов, обеспечивающей повышение качества, работоспособности и экологичности РТИ.
Для достижения поставленной цели необходимо было решить следующие задачи:
Х провести синтез иа комплексное исследование свойств, синтезированных новых ингредиентов фтористых резин;
Х разработать теоретически обоснованные эффективные методы улучшения качества вулканизатов и изучить физико-механические свойства фтористых эластомеров;
Х определить технологические параметры приготовления резиновых смесей иаа исследовать процессы, происходящие в полимере в процессе формования изделий;
Х определить параметры и механизм вулканизации каучуков; оценить влияние воды на ускорение бисфенольнойа вулканизации;
Х разработать составы, конструкции и технологии для изготовления наружного слоя и рабочего элемента сальника, магнитного кодировщика с повышенной износостойкостью и многослойного шланга стандарта Euro 4 и исследовать их свойства;
Х разработать составы, конструкции и технологии получения полимерных составов и рукавных изделий с применением материалов, обладающих пониженной топливопроницаемостью аEuro 4;
Х определить основные критерииа использованияаа в резиновых смесях мелкодисперсных фтористых порошков, полученных из отходов резиновых смесей;
Х оценить экономическую и экологическую целесообразностьа разработанных технологий.
Достоверность полученных результатова определяется сопоставимостью основных теоретических положений физики и химии твердого тела с практическими рекомендациями и выводами результатов комплексных исследований, выполненных с помощью комплекса современных взаимодополняющих методов исследования: физико-химических (ИКС, ГХ-МС), оптической микроскопии, статистической обработки экспериментальных данных.
На защиту выносятся:
Х результаты комплексного исследования синтезированных соединений, используемых в качестве катализаторов вулканизации и диспергаторов резиновых смесей.
Х результаты комплексного исследования по оценке структуры фторкаучуков;
Х результаты исследования реологических свойств фтористых резиновых смесей, содержащих активированные резиновые порошки, и их влияния на релаксационные свойства вулканизатов;
Х составы резиновых смесей для изготовления манжет и методы модификации политетрафторэтилена для повышения адгезии к резине;
Х составы наружного, промежуточного и барьерного слоев рукавных изделий, соответствующих по топливопроницаемостиа стандарту Euro 4;
Х технологии изготовления и конструкции манжет с повышенными эксплуатационными свойствами, шланга наливной горловины и топливного шланга стандарта Euro 4.
Научная новизна работы заключаетсяа в том, что впервые:
1. Синтезированы соединения, обладающие большей, чем промышленный катализатор, каталитической активностью к фторкаучукам. Оценено их влияниеа на кинетические характеристики вулканизации и доказано возрастаниеа скорости вулканизации с 0,472 до 0,592-0,617 мин-1 с сохранением прочностных свойств резин. Доказана возможность снижения гигроскопичности (примерно в 6 раз) катализатора октаэтилтетраамидофосфонийбромида, внедренного в производство, за счет замены бромида в составе молекулы на бисфенолят-анион.
2. Установлена большая эффективностьа новых синтезированных диспергаторов, обеспечивающих снижение вязкости со 107 до 92-95 усл.ед.,а повышение растекаемости, а также увеличение скорости вулканизации резиновой смеси 420-35, чем достигается уменьшение продолжительности технологического процесса.
3. Опрелелено наличие гелевой составляющей в составе фторкаучука СКФ-26 ВС и установлено ее отрицательное влияние на перерабатываемость и эксплуатационные свойства резиновой смеси.
4. Установленаа структурная неоднородность серийноа выпускаемого фторкаучука по содержанию макрогеля как для различных партий, так и внутри одной партии. Определены параметры структуры (молекулярно-массовое распределение и длинноцепная разветвленность) для фторкаучуков различных марок.
5. Доказано, что химическая модификация поверхности стекловолокнонаполненного ПТФЭ (марка Ф4С25) натрий-нафталиновым комплексом в тетрагидрофуране повышает адгезионное взаимодействие ПТФЭ с акрилатной и фтористой резинами в 10-15 раз. Установлено влияние последовательности обработки поверхности Ф4С25 Na-нафталиновым комплексом в тетрагидрофуране и 3-аминопропилтриэтоксисиланом (АГМ-9) или 3-глицидоксипропилтриметоксисиланом (А-187) на адгезионную прочность резина-Ф4С25. Определен механизм повышения адгезионного взаимодействия Ф4С25 с акрилатной и фтористой резинами, заключающийся в дефторировании ПТФЭ и образовании связей С=С с дальнейшим взаимодействием аминогруппы АГМ-9 с кислородом карбонильной и эфирной групп акрилатного каучука.
6. Установлены направления повышения эффективности сшивания путем изменения условий процесса дефторирования фторсополимеров, введением металлов переменной валентности при ионной полимеризации. Изучены процессы совместных бисфенольной и перекисной вулканизации фторсодержащих композиций.
7. Оценена, по комплексному динамическому модулю упругости, способность к соэкструзии резин, используемых для внутреннего и промежуточного слоев рукавных изделий.
8. Установлена зависимость реологических, физико-механических показателей от содержания фтористой крошки. Доказана взаимосвязь между составом промежуточного слоя топливного шланга и адгезиейа его ка материалу фтористой камеры,а а также зависимость топливонепроницаемости от конструкции многослойного шланга.
Практическая значимость работы:
1. Получены новые, защищенные патентами, соединения, внедренные в производство, используемые в качестве катализаторов и диспергаторов в резиновых смесях.
2. Определены факторы, влиящие на адгезию междуа политетрафторэтиленом и резиновой частью манжеты, а также предложен способ усиления адгезии между данными компонентами.
3. Наа основе полученных результатов созданы и прошли, подтвержденное актами, промышленное внедрение:
-а составы резиновыха композиций,аа конструкции и технология производства манжет с повышенной работоспособностью;
- составы резиновых смесей, конструкцииа и технологии для изготовления внутреннего и промежуточного слоев топливных шлангов, наливной горловины;
- адгезивные составы для изготовления сальников;
- антиадгезивный состав для промазки дорнов.
4. Разработаны конструкции и технология производства манжет повышенной работоспособности и топливных шлангов стандарта Euro 4.
5. Разработаны и внедрены в производство новые составы резиновых смесей с применением мелкодисперсных активированных порошков на основе различных каучуков.
6. Анализом газовоздушной среды участка вулканизации установлено снижение на 20-30% выделения хлорсодержащих продуктов при замене, в составе резин промежуточного слоя шланга, эпихлоргидринового каучука на бутадиен-нитрильный.
Апробация работы.а Результаты работы докладывались и обсуждались на X, XI, XIII, XIV, XV и XVII Международных научно-технических конференцияха Резиновая промышленность. Сырье. Материалы. Технологии (Москва, 2003, 2005, 2007, 2008, 2009, 2011); XIX, XX, XXI и XXII Международных симпозиумах Проблемы шин и резинокордных композитов (Москва, 2008, 2009, 2010, 2011), II Всероссийской научно-технической конференции Каучук и резина - 2010, (Москва, 2010); V Международной конференции Перспективные полимерные композиционные материалы. Альтернативные технологии. Переработка. Применение. Экология. Композит-2010, (Энгельс, 2010), Third International Conference on Chemical Kinetics (Sydney, 1993), III Международной научно-практической конференцииа Материалы в автомобилестроении (Тольятти-Самара, 2008).
Публикации. По теме диссертации опубликовано 97 работ, из них 15 работ в журналах, рекомендованных ВАК, получено 15 патентов и 4 авторских свидетельств на изобретения.
ичный вклад автора состоял в формировании научной задачи, постановке исследований, обобщении полученных результатов. Выполнение исследований и промышленная апробация проводились при непосредственном участии автора.
аа Структура и объем работы. Диссертация состоит из введения, 7 глав, основных выводов, списка цитируемой литературы и приложений.
аСОДЕРЖАНИЕ РАБОТЫ
Во введении обоснована актуальность разрабатываемой проблемы, сформулированы цели и задачи, научная новизна, практическая значимость диссертационной работы, защищаемые положения.
В главе 1, в литературном обзоре, рассмотрены особенности химической природы фтора и его соединений, современные представления о поверхностной энергии, адсорбции и адгезии, обсуждены вопросы физической и химической модификации фторполимеров, а также фторполимерных композитов.
Обобщены имеющиеся в современной литературе основные тенденции создания рецептуры резиновых смесей для изготовления манжет и рукавных изделий. Рассмотрены возможности использования политетрафторэтилена (ПТФЭ) для рабочей части манжеты. Описаны способы модификации поверхности ПТФЭ с целью повышения адгезии. Охарактеризованы конструктивные особенности резиноармированных манжет, а также манжет с рабочим элементом из ПТФЭ. Рассмотрены составы, способы и технологии изготовления рукавных изделий. Особое внимание уделено способам снижения топливопроницаемости рукавных изделий. Анализ литературных данных позволил сформулировать научные задачи и наметить методологию настоящей работы.
В главе 2 априведены объекты и методы исследований. В качестве объектов исследования выбраны резиновые смеси на основе каучуков специального назначения, промышленные резиновые смеси, предназначенные для изготовления манжет и рукавных изделий, содержащие комплекс наполнителей, пластификаторов, вулканизующих агентов и других ингредиентов, а также фторопласты, фтортермопласты, модификаторы и новые синтезированные соединения для улучшения свойств фтористых резин.
В главе 3 приведен синтез новых ингредиентов фтористых резин: катализаторов и диспергаторов.
Для расширения ассортимента веществ, обладающиха каталитической активностью ка фторкаучукам ва процессеа иха вулканизации, а такжеа изучения импортозамещенности сырья, синтезированы соединения, представленные в табл. 1, из них запатентованы соединения I-IV. Для сравнительной оценки активности предлагаемых катализаторов I-VI использовался, применяемый в промышленности, бензилтрифенилфосфонийхлорид. а
Таблица 1
Химические формулы и названия исследованных соединений
№ |
Соединение |
Формула |
Свойства |
Синтезированные соединения |
|||
I |
C22H40 N5 Br -а гептаэтилфе-нилбигуанидинийбромид |
C6H5N(C2H5)C(NC2H5)N(C2H5) C(N(C2H5) N +(C2H5)3 Br? |
пастообразное серое вещество, T пл. 120Е123С |
II |
C22H40 N5 Cl - гептаэтилфе- нилбигуанидинийхлорид |
C6H5N(C2H5)C(NC2H5)N(C2H5) C(N(C2H5) N +(C2H5)3 Сl? |
пастообразное серое вещество, T пл. 120Е123С |
III |
C16H40 N4 P Br - октаэтил-тетраамидофосфонийбромид |
(N(C2H5)2)4P+ Br? ТУ 2637-001-36447053-2000а |
T пл. 80Е120С, желтая кристалл-лическая масса |
IV |
C16H40 N4 P BF4 -октаэтил- тетраамидофосфонийтетра-фторборат |
(N(C2H5)2)4P+ BF4? |
T пл. 140Е143С, белые кристаллы |
V |
C34H27PO2F6 -метилтрифенил- фосфоний-4-фенолят -4Т- фенилолгексафторпропан-2 |
аа (С6Н5)3Р+СН3 ?OC6H4C(CF3)2C6H4OH |
T пл. 121Е123С, белые кристаллы |
VI |
C31H55 N4O2P-октаэтилтетра- амидофосфоний-4-фенолят-а 4Т-фенилолпропан-2 |
(N(C2H5)2)4P+ а ?OC6H4C(CН3)2C6H4OH |
T пл. 100Е110С, желто-белые кристаллы |
Соединение, используемое для сравнительной оценки каталитической активности синтезированных ЧФС |
|||
VII |
C25H22PCl - бензилтрифенил- фосфонийхлорид |
(С6Н5)3Р+СН2С6Н5Cl? ТУ 6-09-14-1522-73 |
T пл. 287Е288С, белые кристаллы |
При сравнительной оценке активности катализаторы вводились в количестве 0,5 масс. ч. на 100 масс. ч. фторкаучука СКФ-26 ВС.а
Сравнением, с промышленным катализатором, кинетических характеристик, табл.2, показано, что синтезируемые катализаторы, за исключением соединения V, обеспечивают большую скорость вулканизации.
Катализатора III внедрен в производство при изготовлении РТИ на основе двойных и тройных фторкаучуков СКФ-26ВС и СКФ-264, что подтверждено актами внедрения.
Применяемый в производстве катализатор ионной вулканизации фторкаучука октаэтилтетраамидофосфонийбромид достаточно гигроскопичен и имеет свойство на воздухе расплываться. Фосфониевая соль поглощает пары воды из воздуха и может подвергаться гидролизу с образованием четвертичного фосфониевого основания (ЧФО), которое является основной причиной преждевременной подвулканизации резиновой смеси.
Таблица 2
Кинетические характеристики исследованных резиновых смесей
Показатель |
Соединение |
||||||
I |
II |
III |
IV |
V |
VI |
VII |
|
М мин.,Nm |
2,24 |
2,25 |
2,24 |
2,26 |
2,24 |
2,43 |
2,63 |
ts2, мин. |
1,34 |
1,36 |
1,45 |
1,51 |
3,00 |
1,40 |
2,18 |
t'50, мин. |
2,16 |
2,25 |
2,31 |
2,33 |
5,01 |
2,14 |
3,37 |
t'90, мин. |
3,00 |
3,05 |
3,12 |
3,13 |
6,23 |
3,01 |
4,30 |
M макс., Nm |
13,00 |
12,89 |
13,01 |
13,04 |
11,89 |
12,13 |
12,34 |
Cкорость вулканизации, мин-1 |
0,602 |
0,592 |
0,599 |
0,617 |
0,310 |
0,621 |
0,472 |
Твердость по Шор А, усл.ед. |
71 |
73 |
72 |
71 |
71 |
72 |
71 |
Условная прочность при растяжении,а МПа |
13,3 |
12,2 |
13,2 |
13,1 |
13,0 |
13,2 |
13,5 |
Относительное удлинение при разрыве,а % |
185 |
200 |
180 |
184 |
185 |
187 |
185 |
Относительная остаточная деформация при cжатии на 25 % (150 С, 72 ч), % |
28 |
21 |
26 |
27 |
23 |
24 |
25 |
Примечания: ts2, мин. - время начала вулканизации, М мин., Nm - минимальный крутящий момент; Mмакс., Nm - максимальный крутящий момент; t'90,мин.- время оптимума вулканизации; t'50,мин.- время 50% вулканизации.
Оценка сравнительной поглотительной способности паров воды ЧФС и связующего бисфенола УАФ показала (табл.3), что гигроскопичность соли значительно больше. Замена бромида на бисфенолят-анион значительно уменьшает гигроскопичность ЧФС.
Таблица 3
Гигроскопичность анализируемых соединений
Вещество |
Привес влаги, % за 24 часа |
HOC6H4C(CH3)2C6H4OH - бисфенол А |
0,03 |
[(C2H5)2N]4 P+Br - |
6,78 |
[(C2H5)2N] 4 P+ [ЦОC6H4C(CH3)2C6H4OH] |
1,05 |
Для улучшения диспергируемости и повышенияа растекаемости резиновой смеси на основе фторкаучука СКФ-26а синтезированы новые диспергаторы, соединения 1-10, представляющие собой сложные эфиры и амиды алифатических перфторкислот (соед.1-7), а также производные перфторциклогександикарбоновой кислоты (соед.8-10):
1) CF3O(CF2CF2O)n CF2CONHCmH2m+1, где n=2,3, m=10-14;
2) CF3O(CF2CF2O)n CF2CONHCmH2m+1, где n=1, m=10-14;
3) CF3O(CF2CF2O)n CF2CONHC6H5, где n=1;
4) C3F7O(CF(CF3) CF2O)nCF(CF3)CONHCmH2m+1, где n=1-5, m=10-14;
5) (F(CF2)8-C(O)-ОСH2-)4C - тетраперфторпеларгонат пентаэритрита;
6) F(CF2)8C(O)-NHC6H5, анилид перфторпеларгоновой кислоты;
7) Сl(CF2)8C(O)-NHC6H5, анилид 9-хлорперфторпеларгоновой кислоты;
8) цикло-C6F10-1,2-(COOCH2CH(C2H5)C4H9)2, 1,2 - бис-(2-этилгексиловый) эфир перфторциклогександикарбоновой кислоты, ТУ 2389-067-00209409-2008;
9) цикло-C6F10-1,2-(COONHC6H5)2, 1,2-бис-(анилид)-перфторциклогексан-дикарбоновой кислоты;
10)цикло-C6F10-1,2-(COOCH2CH=CH2)2, диаллиловый эфир 1,2-перфтор-циклогександикарбоновой кислоты.
Соединения 5-7 запатентованы. Кинетические характеристики вулканизации резиновых смесейа 420-35 с использованием диспергаторов 1-10 приведены в табл. 4. Количество вводимого вещества составляло 0,25 масс. ч. на 100 масс. ч. каучука СКФ-26.а Установленоа снижение вязкостиа и повышение растекаемости резиновых смесей,а в сравнении с исходной,а и больший результат достигается с применением диспергаторов 5-7. Со всеми предлагаемыми диспергаторами наблюдается также увеличение скорости и уменьшение оптимального времени вулканизации резиновых смесей.
Таблица 4
Влияние диспергаторов на кинетические характеристики резиновых смесей 420-35
Показа-тель |
Исх. р/с |
Образец |
||||||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|||
Вязкость по Муни, ML(1+4) 120, ед. |
107 |
101 |
101 |
100 |
102 |
92 |
95 |
94 |
102 |
103 |
102 |
|
ts2, мин. |
1.24 |
1.16 |
1.28 |
1.14 |
1.16 |
1.07 |
1.25 |
1.14 |
1.18 |
1.29 |
1.27 |
|
t'50, мин |
3.15 |
2.37 |
2.47 |
2.27 |
2.34 |
2.17 |
2.52 |
2.27 |
2.33 |
2.48 |
2.47 |
|
t'90, мин. |
8.35 |
6.25 |
5.20 |
6.05 |
6.16 |
4.00 |
5.52 |
6.05 |
6.12 |
5.31 |
5.54 |
|
М мин.,Nm |
3.16 |
3.08 |
2.94 |
3.07 |
3.11 |
2.66 |
3.15 |
3.07 |
3.24 |
3.14 |
3.15 |
|
M макс., Nm |
14.2 |
14.4 |
14.7 |
14.7 |
14.2 |
14.4 |
14.1 |
14.7 |
14.5 |
14.8 |
14.7 |
|
Растекаемость |
||||||||||||
Вес, г |
20.03 |
20.02 |
20.01 |
20.02 |
20.01 |
20.01 |
20.03 |
20.02 |
20.01 |
20.01 |
20.03 |
|
Площадь пятна, м?x104 |
262,3 |
268,0 |
268,3 |
267,8 |
264,4 |
277,8 |
275,1 |
270,1 |
263,9 |
265,0 |
267,1 |
|
Удельная площадь, г/м? |
763.7 |
747.0 |
745.9 |
747.5 |
756.9 |
720.2 |
728.4 |
741.5 |
757.9 |
756.5 |
750.0 |
|
Дипергаторы 6 и 7 внедрены в производство и используются при изготовлении РТИ на основе двойного фторкаучука СКФ-26ВС, что подтверждено актами внедрения.
Глава 4 апосвящена изучению влияния структуры фторкаучуков, компонентов резиновых смесей и модификации на физико-механические свойства резин.
Перед началом разработки рецептуры составов для манжет с улучшенными эксплуатационными свойствами исследовали структуру каучука СКФ-26 ВС и ее влияние на технологические и физико-механические свойства резин.
Глобулярное строение каучука СКФ-26 ВС придает полимеру ряд специфических свойств. Частицы макрогеля в каучуке с одной стороны выступают как частицы усиливающего наполнителя, обеспечивающие хорошие прочностные свойства ненаполненных вулканизатов, с другой стороны, глобулы снижают эластичность, затрудняют переработку на технологическом оборудовании, ухудшают распределение ингредиентов в резиновых смесях, уменьшают возможность введения больших дозировок наполнителя.
Исследование структурных особенностей каучука СКФ-26 ВС проводили на анализаторе перерабатываемости резин - RPA-2000, позволяющем оценить свойства каучуков по показателюа tg? (тангенс угла механических потерь), определяющему содержание макрогеля в каучуке. В различных промышленных партиях этого каучука, табл. 5, а также внутри одной партии наблюдаются отличия в содержании макрогеля. По данным табл.5 установлена прямая корреляционная зависимость значений tg?, полученных в условиях сдвигового деформирования с содержанием макрогеля в каучуке, определенном по растворимости его в ацетоне, рис. 1.
Исследовали также фторкаучуки различных марок (СКФ-26/8, СКФ-26/10), рис.2. Наибольшие значения показателя tg? отмечены для каучука СКФ-26 ВС (17,0 ед.).
Таблица 5
Значения tg ? и содержание макрогеля в различных партиях каучука СКФ-26 ВС, определенное по растворимости каучука в ацетоне |
tg ? а а а Рис. 1. Зависимость содержания макрогеля в каучуке СКФ-26 ВС, определенного по растворимости каучука в ацетоне от tg ? |
Нестабильность каучука СКФ-26 ВС по важнейшей структурной характеристике (содержанию макрогеля) затрудняет переработку различных партий (вальцевание, шприцевание, формование) при одних и тех же технологических параметрах, установленных технологическим регламентом. Для каучука СКФ-26 ВС характерно наименьшее значениеа ?tg? (0,12), следовательно, он является более разветвленным, чем СКФ-26/8 и СКФ-26/10. А чем ниже разветвленность каучука, тем большеа ?tg?.
Рис. 2. Значения tg? для фторкаучуков различных марок: 1- СКФ-26 ВС, 2 - СКФ-26/10, 3 - СКФ-26/8 |
Рис.3. Зависимость ?tg ? от частоты испытаний для исследуемых фторкаучуков: 1- СКФ-26/8, 2 - СКФ-26/10, 3 - СКФ-26 ВС |
Перерабатываемость каучука СКФ-26 ВС затрудняется также из-за высокой разветвленности цепи, определенной по разнице значений tg ?, измеренных при высокой и низкой частотах деформации, рис. 3, узкого молекулярно-массового распределения, определенного методом гельпроникающей хроматографии), табл. 6, и вследствие высокого содержания структурированной составляющей.
аТаблица 6
Молекулярно-массовые характеристики фторкаучуков
Марка |
Развет-влен- ность |
?tg? |
Mn10-3 |
Mw10-3 |
Mp10-3 |
Mz10-3 |
Mw/Mn |
Mz/Mn |
ML(1+10) . |
|
120С |
150С |
|||||||||
СКФ- 26 ВС |
сла-бая |
0,12 |
178* |
502* |
- |
- |
2,8* |
- |
109 |
94 |
СКФ-26/10 |
аочень слабая |
0,27 |
228 |
1011 |
275 |
3966 |
4,4 |
17,4 |
100 |
78 |
СКФ- 26/8 |
очень слабаяа |
0,32 |
169 |
621 |
227 |
3021 |
3,7 |
17,9 |
76 |
50 |
Примечание:а *молекулярные характеристики приведены для бесструктурной части каучука, Mn - среднечисленная ММ, г/моль; Mw - среднемассовая ММ, г/моль; Mp - значение ММ максимальной по объему фракции, г/моль; Mz - средняя ММ, г/моль; Mw/Mn - коэффициент полидисперсности, Mz/Mn - доля высокомолекулярной фракции (характеризует степень разветвленности); ML - вязкость по Муни, усл. ед.
Значения средних молекулярных масс СКФ-26/8 и СКФ-26/10, полученных методом ГПХ, удовлетворительно коррелируют с вязкостью по Муни, рис. 4. Исключение составляет серийный каучук СКФ-26 ВС. Вязкость по Муни данного каучука является кажущейся за счет содержания структурированных фракций, занижающих истинное значение вязкости. Подтверждает этот вывод слабовыраженный характер зависимости вязкости по Муни серийного каучука СКФ-26 ВС от температуры. С увеличением температуры вклад структурированного каучука в вязкость снижается.
Рис.4. Температурная зависимость вязкости исследуемых фторкаучуков: СКФ-26/8, 2- СКФ-26/10, 3-СКФ-26 ВС
а
Результаты сравнительных испытаний исследуемых опытных и серийного каучуков на перерабатываемость и технологичность показали, что более низкое значение вязкостиа каучуков СКФ-26/10 и СКФ-26/8 приводит к снижению температуры после вальцевания с 85 до 75С,а сокращениию общего времени изготовление резиновой смеси с 55 до 45 мин. и уменьшению затрат электроэнергии с 66 до 54 кВт/час.
аа Значения физико-механических характеристик вулканизатов на основе серийного и опытных каучуков в рецептуре 420-35 для изготовления моторных сальников приведены в табл. 7.
Таблица 7
Физико-механические свойства исследуемых фтористых резин
Показатель |
Норма по ТУ а |
420-СКФ-26 ВС |
420-СКФ-26/8 |
420-СКФ-26/10 |
Твердость по Шору А, усл.ед. |
75 5 |
75 |
72 |
74 |
Условная прочность при растяжении,а МПа, н/м |
10,0 |
13,3 |
12,2 |
13,2 |
Относительное удлинение при разрыве, %, н/м |
175 |
185 |
200 |
180 |
НОД при cжатии на 25 %а (150С,а 72 ч), %, н/б |
35 |
28 |
21 |
26 |
аа Лучшими показателями отличается резиновая смесь на основе опытного фторкаучука СКФ-26/8. Технологическое апробирование исследуемых резиновых смесей для изготовления сальников показало, что наибольшее снижение уровня брака по дефекту лобразование трещин по усу и пыльнику имеют резины на основе каучука СКФ-26/8. На основании проведенных исследований рекомендовано провести замену в рецептуре р/с 420-35 фторкаучук СКФ-26 ВС на марку СКФ-26/8.
Манжета состоит из рабочей части и уплотнительной. Для изготовления рабочей части манжеты, вместо используемого в настоящее время резинового элемента, выбраны более износостойкие композиционные материалы Ф4С15, Ф4С20, Ф4С25 на основе ПТФЭ, с содержанием 15, 20, 25 масс. % стекловолокна, соответственно.
ПТФЭ, вследствие особенностей химического строения, химически инертен, имеет высокую термостабильность, но вместе с тем обладает низкой адгезией ко всем материалам. Для повышения адгезии ПТФЭ к наружному слою манжеты использовали химические и физические методы обработки поверхности ПТФЭ.
Химическую модификацию поверхности ПТФЭ осуществляли,
погружая образцы в Na-нафталиновый комплекс в тетрагидрофуране. Для оценки прочности адгезионного взаимодействия определялось усилие, необходимое для разделения слоев резин и ПТФЭ. Анализ результатов, табл. 8, показывает низкую прочность связи немодифицированных образцов ПТФЭ к резине. Существенно (в 10-15 раз) увеличивается этот показатель при использовании химически модифицированного ПТФЭ. При увеличении содержания стекловолокна в составе ПТФЭ с 15 до 25 масс. % отмечена тенденция к повышению адгезионной прочности.
Таблица 8
Прочность при расслоении резина - ПТФЭ
№ сос-тава |
Резиновая смесь |
Прочность при расслоении, Н |
|||||||
Ф4С15 |
Ф4С20 |
Ф4С25 |
Ф4С15К5 |
Ф4С15 |
Ф4С20 |
Ф4С25 |
Ф4С15К5 |
||
немодифицированные |
химическая модификация |
||||||||
1 |
2803-23 |
- |
- |
- |
- |
4,4 |
4,8 |
5,1 |
- |
2 |
2803-9 |
1,0 |
1,0 |
1,1 |
- |
15,0 |
15,6 |
15,4 |
1,0 |
3 |
420-35 |
- |
- |
- |
- |
2,0 |
2,1 |
2,3 |
- |
4 |
420-67 |
2,2 |
2,5 |
2,4 |
1,0 |
15,2 |
15,5 |
15,9 |
1,3 |
Примечание: Ц значение прочности при расслоении менее 1 Н.
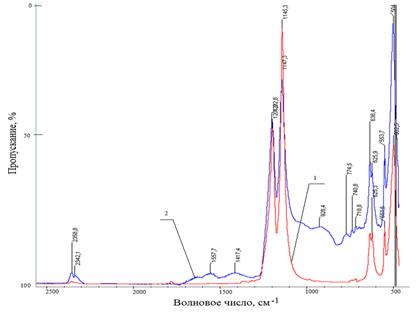
Как показали данные ИКС при обработке поверхности ПТФЭ марки Ф4С25 раствором Na-нафталинового комплекса происходит дефторирование полимерной цепи и образование двойных связей в макромолекуле ПТФЭ, что подтверждается появлением в ИК-спектре полос поглощения (?s=1592,0 см-1, ?as = 1417,7 см-1), соответствующих колебаниям связи С=С, рис.5. Значительный вклад в адгезионное взаимодействие резина-ПТФЭ вносят пластификаторы, мягчители, а также другие компоненты, способные мигрировать из состава резин на поверхность в процессе вулканизации. Это предположение подтверждается большей адгезией модифицированного ПТФЭ марки Ф4С25 с резиновыми смесями Ф-67 и А-9, содержащими пластификатора примерно в 10 раз меньше, чем в резиновых смесях марок 420-35 и 2803-23.
Рис. 5. ИК-спектры фторопласта марки Ф4С25: 1 - немодифицированного, 2 - модифицированного Na-нафтали-новым комплексом в тетрагидрофуране |
а В качестве физического метода модификации применялась обработка ПТФЭ холодной плазмой на установке NANO UHP (ф. Diener electronic) в среде воздуха, при величине тока 0,5 А и продолжительности обработки - 10 мин. Под действием плазмы поверхность ПТФЭ очищается от загрязнений и происходит её гидрофилизация, что приводит к повышению прочности связи при расслоении, табл. 9.
Таблица 9
Прочность при расслоении резина - ПТФЭ |
||||||||||||||||||||||||||||||||||||||
аДальнейшее увеличение прочности связи резина-ПТФЭ осуществляли проведением комплексной обработки поверхности фторопласта марки Ф4С25, имеющего более высокие значения прочности связи с резиной.
В качестве дополнительного модификатора использовали 3-аминопропилтриэтоксисилан (АГМ-9). АГМ-9 наносили либо на поверхность Ф4С25, предварительно обработанную NaЦнафталиновым комплексом (способ Na+АГМ-9), либо NaЦнафталиновый комплекс наносили на поверхность ПТФЭ марки Ф4С25, уже обработанную АГМ-9 (способ АГМ-9+Na).
Таблица 10 Прочность при расслоении, Н, резина-Ф4С25
|
|||||||||||||||||||||||||||||||
а Прочность связи при расслоении резина-Ф4С25 после химической обработки ПТФЭ по способу (Na+АГМ-9) в 1,5-2 раза превышает значение данного показателя образцов с ПТФЭ, модифицированным только Na-нафталиновым комплексом, табл. 10. АГМ-9, как бифункциональное соединение, обеспечивает химическое взаимодействие между матрицей резины (каучуком) и ПТФЭ марки Ф4С25. По образовавшимся кратным связям осуществляется взаимодействие ПТФЭ с аминогруппой карбамата гексаметилендиамина, входящего в состав акрилатной резины, а аминогруппа 3- аминопропилтриэтоксисилана может взаимодействовать с кислородом карбонильной и эфирных групп акрилата, что и приводит к повышению адгезионного взаимодействия резина-фторопласт. Причем этот факт отмечен для всех типов исследованных резиновых смесей, содержащих различные по химической природе фторкаучуки.
Модификация поверхности ПТФЭ по способу (АГМ-9+Na) отрицательно сказывается на адгезии резина - Ф4С25. Это связано с тем, что наличие АГМ-9 на поверхности ПТФЭ препятствует дефторированию полимера, о чем свидетельствует неравномерность окраски образцов.
С учетом высокой адгезии резина-ПТФЭ в дальнейших исследованиях использовали ПТФЭ марки Ф4С25, модифицированныйа химическим способом (Na+ АГМ-9) и резиновую смесь 420-67.
Для выявления влияния модификации ПТФЭ на свойства манжет были проведены их эксплуатационные стендовые испытания в среде моторного масла Новойл-ПЗ и при сухом трении при возрастающем 700-2000-5000-7000 числе оборотов вала. Испытания при каждом заданном числе оборотов проводили в течение 15 мин.
В исследованиях проводили смещение коробки на 0,10 мм (лщадящий режим) и на 0,27 мм (жесткий режим), что приводит к ужесточению условий испытаний, табл. 11. Для сравнения приведены результаты для манжет с рабочим элементом на основе фтористого каучука.
Из полученных результатов, табл. 11, следует, что на всех режимах испытаний утечки масла не происходит. Износ рабочего элемента из ПТФЭ не превышает 0,1 мм, манжеты с рабочим элементом из резины
420-35 на основе фторкаучука СКФ-26 ВС имеют больший износ - 0,16-0,18 мм. Наименьший износ рабочей кромки и высокие значения прочности связи с резиной отмечены у манжеты, с рабочей частью из ПТФЭ марки Ф4С25, что позволяет рекомендовать его для дальнейшего использования в технологии изготовления манжет с повышенными эксплуатационными свойствами.
Таблица 11
Эксплуатационные испытания манжет № 2101-1005160
№ п/п |
Рабочий элемент |
Биение вала, мм |
Смещение коробки,а мм |
Общее время испытания, ч |
Утечка масла, г |
Износ рабочей части, мм |
1 |
Ф4С15 |
0,05 |
0,10 |
3 |
0 |
0,08 |
2 |
Ф4С20 |
0,05 |
0,10 |
3 |
0 |
0,06 |
3 |
Ф4С25 |
0,05 |
0,10 |
3 |
0 |
0,03 |
4 |
Ф4С15К5 |
0,05 |
0,10 |
3 |
0 |
0,09 |
5 |
арезина 420-35 |
0,05 |
0,10 |
3 |
0 |
0,16 |
6 |
Ф4С15 |
0,13 |
0,27 |
3 |
0 |
0,09 |
7 |
Ф4С20 |
0,13 |
0,27 |
3 |
0 |
0,07 |
8 |
Ф4С25 |
0,13 |
0,27 |
3 |
0 |
0,04 |
9 |
Ф4С15К5 |
0,13 |
0,27 |
3 |
0 |
0,10 |
10 |
резина 420-35 |
0,13 |
0,27 |
3 |
0 |
0,18 |
Для наружного слоя манжет используются резиновые смеси 2803-23 на основе акрилатного каучука XF-5140 и 420-35 на основе фторкаучуков СКФ-26 ВС и СКФ-26 ОНМ. В резиновых смесях 2803-23 и 420-35 присутствует значительное содержание мягчителей и пластификаторов, оказывающих негативное влияние на адгезию резиновой смеси с арматурой.
Таблица 12
Физико-механические показатели резиновых смесей для наружного слоя манжет
№ п/п |
Наименование показателя |
Ед. изм. |
Величина показателя |
|||||
PTR / ACM |
2803-23 |
2803 -9 |
PTR/ FPM |
420-35 |
420-67 |
|||
1 |
Твердость, Шор А, в пределах |
ед. |
735 |
70 |
72 |
705 |
72 |
73 |
2 |
Условная прочность при растяжении, не менее |
МПа |
7,0 |
8,0 |
7,3 |
10 |
11,4 |
11,3 |
3 |
Относительное удлинение при разрыве, не менее |
% |
150 |
160 |
158 |
180 |
185 |
200 |
4 |
НОД при сжатии на 25%, 150С х 72 час, не более |
% |
50 |
42,7 |
48,0 |
35 |
29,0 |
19,1 |
5
|
Стойкость к воздействию моторного масла Новойл ПЗ |
|
150С х 72 час |
|||||
- изменение твердости, в пределах |
ед. |
8 |
-5 |
+1 |
3 |
0 |
-1 |
|
- изменение прочности, не менее |
% |
-20 |
-6 |
-15 |
-30 |
-25 |
-10 |
|
- изменение удлинения, не менее |
% |
-25 |
-9 |
-7 |
-30 |
-23 |
-1 |
|
- изменение объема, в пределах |
% |
-2?+10 |
+8 |
+7 |
3 |
+2 |
+1 |
|
6 |
Стойкость резины к термическому старению в воздухе |
|
150С х 72 час |
175С х 72 час |
||||
- изменение твердости, в пределах |
ед. |
5 |
-3 |
+1 |
8 |
+1 |
0 |
|
- изменение прочности, не менее |
% |
-25 |
-5 |
-1 |
-15 |
-3 |
-6 |
|
- изменение удлинения, не менее |
% |
-30 |
-10 |
-8 |
-20 |
-10 |
-15 |
|
7 |
Условное напряжение при 100% удлинении, не менее |
МПа |
6,5 |
6,8 |
6,6 |
5 |
6,0 |
6,3 |
Поэтому были разработаны резиновые смеси с уменьшенным содержанием мягчителей и пластификаторов: 2803-9 - на основе акрилатного каучука XF-5140 и 420-67 - на основе фторкаучука G-752, табл. 12. Исходная вязкость фторкаучука G-752 вдвое меньше, чем СКФ-26 ВС, что облегчает процесс переработки резиновой смеси. Разработанные резиновые смеси 2803-9 и 420-67, содержащие меньшее количество мягчителей и пластификаторов соответствуют нормативным требованиям АвтоВАЗа (PTR).
Разработаны составы резиновых смесей для сальников трансмиссии на основе отечественных каучуков СКФ-32, СКФ-264В/5, а также их импортных аналогов - фторкаучуков Dai-El G-952 и Viton GBL-600s.
Таблица 13
Результаты испытаний опытных резин на соответствие стандарту АвтоВАЗа
|
№ |
Наименование показателя |
Ед. изм. |
Величина показателя |
||||
420- 264 |
420- 32 |
420- 952-8 |
420- 600 |
Норма PTR/ FKM |
|||
1 |
Твердость, Шор А |
ед. |
71 |
72 |
70 |
71 |
755 |
2 |
Условная прочность при растяжении |
кгс/см2 |
123 |
аа 151 |
157 |
180 |
?120 |
3 |
Относительное удлинение при разрыве |
% |
270 |
аа 155 |
395 |
260 |
?250 |
4 |
НОД при cжатии на 25%,аа 150С х 72 час 175С х 72 час |
% % |
26,3 39,0 |
аа 42,1 46,0 |
16,0 19,4 |
18,0 22,1 |
?35* ?50 |
5 |
Стойкость к воздействию трансм. масла Славнефть ТМ-5, 150С х 72 час. |
|
|
|
|
|
|
|
- изменение твердости |
ед. |
+2 |
+3 |
+3 |
+1 |
3 |
|
- изменение прочности |
% |
-10 |
-20 |
-14 |
-12 |
?-30 |
|
- изменение удлинения |
% |
-15 |
-14 |
-13 |
-10 |
?-30 |
|
- изменение объема |
% |
+0,7 |
+1,7 |
+0,9 |
+0,5 |
0?+3 |
6 |
Стойкость резины к термическому старению в воздухе, 175С х 72 час |
|
|
|
|
|
|
|
- изменение твердости |
ед. |
+1 |
+3 |
+3 |
+1 |
5 |
|
- изменение прочности |
% |
-6 |
-7 |
-5 |
-5 |
?-15* |
|
- изменение удлинения |
% |
-10 |
-15 |
-13 |
-11 |
?-20* |
7 |
Условное напряжение при 100% удлинении |
МПа |
5,4 |
5,1 |
5,0 |
4,5 |
?5,1* |
8 |
Эластичность по отскоку |
% |
7 |
6 |
6 |
6 |
?5,0* |
*-значения не нормируются по PTR (рекомендуются УЛИР ОАО УАвтоВАЗФ)
Резина на основе каучука СКФ-32 более вязкая. Резины на основе фторкаучуков СКФ-264B/5 и СКФ-32 вулканизуются медленно. Вероятно, это связано с высоким содержанием фтора и малым содержанием групп
[-СН2-] и [-СНBr-],а по которым возможно инициирование процесса сшивания органической перекисью.
Наиболее существенным отклонением от нормы, табл.13, является то, что для резины на основеа каучука СКФ-32 показатель накопления относительной остаточной деформации имеет существенное превышение норматива. Этот показатель является одним из наиболее важных при оценке эксплуатационных свойств резин для уплотнителей, так как чем больше остаточная деформация, тем ниже работоспособность и долговечность сальника. По комплексу исследованных характеристик и их изменению при старении в воздухе и трансмиссионном масле лучшими показателями характеризуютсяа резины марки 420-264 на основе фторкаучука СКФ 264В/5, который ранее для автомобильных сальников не применялся.
Из опытных резин на основе каучуков СКФ-32, СКФ-264В/5, Dai-El
G-952 и Viton GBL-600s были изготовленыа сальники трансмиссии марки
ВАЗ-2123-1802120-11 и проведены исследования изменения радиального усилия при старении резин на воздухе и в масле, табл. 14.
Таблица 14
Изменения радиального усилия сальников в исследуемых средах
Резино-вая смесь |
Фактическое радиальное усилие, гс (норма) |
Радиальное усилие после выдержки на втулке (24 ч) при комнатной температуре, гс (падение рад. ус. %) |
Радиальное усилие после выдержки на втулке (1 ч) при 150 ?С, гс (падение рад. ус. %) |
Радиальное усилие после выдержки на втулке в моторном масле 170?С 24ч, гс (падение рад. ус. %) |
||||
Без пру-жины (250 150) |
С пружиной (500 200) |
Без пружи-ны |
С пружи-ной |
Без пружи- ны |
С пружи-ной |
Без пружи-ны |
С пружи- ной |
|
420-264В/5 |
273 |
490 |
255 (6,6) |
470 |
234 (14,3) |
442 |
192 (30) |
420 |
420-32 |
280 |
535 |
250 (10,3) |
501 |
223 (20,3) |
465 |
191 (32) |
451 |
420-600 |
275 |
497 |
254 (7,6) |
472 |
232 (15,6) |
445 |
176 (36) |
432 |
420 - 952-8 |
294 |
545 |
282 (4,1) |
516 |
270 (8,2) |
495 |
221 (18) |
472 |
Меньшая степень снижения радиального усилия при старении наблюдается для сальников из резин 420-952-8 и 420-264В/5.
Наряду с исследованиями релаксационных процессов и стойкости резин к старению в свободном и напряжённом состоянии, для уплотнителей вращающихся элементов машин очень важным является оценка фрикционных характеристик резин в режиме сухого трения, табл. 15. Наибольшие температуры развиваются при трении резины 420-264. Однако контактная поверхность всех образцов после испытаний имеет хороший вид. Сальники из всех типов резин выдержали заданную программу испытаний с нулевыми утечками и пригодны для работы в узлах трансмиссии автомобиля, табл. 16.
Таблица 15
Фрикционные характеристики фтористых резин
Шифр резины |
Контактная температура, ?С, через каждые 5 минут, общее время эксперимента 30 минут |
|||||
420-32 |
80 |
122 |
169 |
179 |
188 |
190 |
420-264В/5 |
92 |
156 |
216 |
259 |
277 |
284 |
420-952-8 |
92 |
133 |
153 |
160 |
157 |
154 |
Коэффициент трения |
||||||
420-32 |
0,23 |
0,47 |
0,33 |
0,27 |
0,27 |
0,2 |
420-264В/5 |
0,47 |
0,53 |
0,67 |
0,53 |
0,47 |
0,4 |
420-952-8 |
0,27 |
0,60 |
0,33 |
0,27 |
0,20 |
0,20 |
Предпочтительнее использовать в производстве резину 420-264В/5 на основе отечественного фторкаучука.
Таблица 16
Испытания сальников на наработку и герметичность
Диаметр рабочей кромки, мм |
Радиальное усилие рабочей кромки, гс |
||||||||
С пружиной в сборе |
Без пружины |
С пружиной в сборе |
Без пружины |
||||||
До испыта-ний Норма 34,3+/-0,5 |
После испы-таний |
До испыта-ний Норма 34,7+/-0,3 |
После испытаний |
До испытаний |
После испыта-ний |
До испыта-ний |
После испыта-ний (падение рад. ус. %) |
||
34,03* |
34,71 |
34,48 |
35,07 |
524 |
480 |
280 |
268 (4,3) |
||
34,22** |
34,91 |
34,83 |
35,22 |
460 |
452 |
220 |
200 (9,1) |
||
Твердость сальника, ед. Шор А |
Биение без пру- жины, мм |
Смещение короб-ки, мм |
Наработка |
Величина утечки масла, г |
Ширина рабочей кромки сальника после испытаний, мм |
||||
До испытан. |
После испытан. |
До испытаний |
Час |
Цикл |
|||||
71 |
72 |
0,2 |
0,18 |
200 |
400 |
0 |
0,5 |
||
70 |
71 |
0,2 |
0,18 |
200 |
400 |
0 |
0,4 |
||
*-р/с 420-264В/5, **-р/с 420-952-8
В интересах ресурсосбереженияа в резиновые смеси 420 и 406 для изготовления моторных сальников введены фтористые порошки: ФТ-ВВТ, полученный по технологии фирмы УВВТФ в электростатическом поле, и ФТ-ТМ, полученный термомеханическим методом. Резиновые смеси, содержащие порошки ФТ-ВВТ и ФТ-ТМ соответствуют нормам ТУ, табл. 17.
Показатели моторных сальников, изготовленных из резины на основе фторкаучука Ф-406 с применением активированных порошков ФТ-ВВТ и ФТ-ТМ, соответствуют ТУ более высокими свойствами характеризуются сальники на основе резиновых смесей, содержащих порошок ФТ-ВВТ.
Таблица 17
Результаты испытания резиновой смеси 406, содержащей 15 масс. %
резиновых порошков
Показатели |
Норма по ТУ |
С порошкомаа ФТ-ТМ |
С порошком ФТ-ВВТ |
Твердость, IRHD, ед. |
755 |
79 |
80 |
Условная прочность при растяжении, МПа, н/м |
10,0 |
14,4 |
12,6 |
Относительное удлинение при разрыве, %, н/м |
170 |
170 |
175 |
ОДС (1750С?25%?72ч), %, не более |
35 |
32 |
30 |
Старение: воздух (1500С ?72ч) |
|||
Изменение твердости, IRHD, ед. |
3 |
+2 |
+1 |
Изменение прочности, %, не менее |
-30 |
-28 |
+16 |
Изменение удлинения, %, не менее |
-30 |
-17 |
-7 |
Изменение объема, % |
3 |
+2 |
+1 |
Старение: масло моторное УНовойл ПЗФ (1500С ?72ч) |
|||
Изменение твердости, IRHD, ед. |
3 |
+3 |
+3 |
Изменение прочности, %, не менее |
-30 |
+3 |
+16 |
Изменение удлинения, %, не менее |
-30 |
-14 |
-7 |
Изменение объема, % |
3 |
+2 |
+2 |
В высокоэластическом состоянии разрушение эластомеров определяется распадом физических узлов молекулярной сетки разной природы, т.е. физическими процессами релаксации. В эластомерах разрушение также обусловнлено распадом и рекомбинацией локальных физинческих поперечных связей, образованных различным взаимодействием функциональных групп между полимерными цепями. Определение коннстант дискретного спектра времен релаксации - энергии активации (?U) и времени (?) отдельных процессов релаксации - позволяет оценить их влияние на вязкоупругие свойства и разрушение эластомеров. Это имеет важное практическое знанчение для создания материалов с заданным комплексом свойств и адля прогнозирования долговечности и работоспособности РТИ при эксплуатации. В связи с этим исследованы деформации в высокоэластическом состоянии. Испытания проводилось при комнатной температуре (221С), то есть при температуре выше температуры кристаллизации фторкаучука. Времена релаксации ? рассчитывались по формуле: ? = (t5 - t3)/ln(![]() 3/
3/![]() 5) , где t3=60с; t5=300с;
5) , где t3=60с; t5=300с;![]() 3 и
3 и![]() 5- среднее напряжение в образце в момент времени t3и t5. Считая, что период собственных колебаний сегментов ?0 = 10-4с, а температура эксперимента Т = 300К, и используя полученное значение времени релаксации ?, величину активационного барьера оценивали по формуле: ?U= RTln(?/?0), табл.18.
5- среднее напряжение в образце в момент времени t3и t5. Считая, что период собственных колебаний сегментов ?0 = 10-4с, а температура эксперимента Т = 300К, и используя полученное значение времени релаксации ?, величину активационного барьера оценивали по формуле: ?U= RTln(?/?0), табл.18.
Время релаксации ? зависит от величины энергии активации ?U и температуры Т. Чем больше величина ?U, тем меньше молекул полимера способны осуществлять конформационные переходы, тем больше ?.
Таблица 18
Релаксационные характеристики резины 420, содержащей разное количество порошка
Содержание порошка, масс. % |
Активированный |
Неактивированный |
||
?, время релаксации, с |
?U , кДж/моль |
?, время релаксации, с |
?U , кДж/моль |
|
0 |
3330 |
36,6 |
3330 |
36,6 |
5 |
3440 |
36,7 |
3900 |
37,0 |
10 |
3570 |
36,8 |
4120 |
37,1 |
20 |
3600 |
36,8 |
4400 |
37,3 |
30 |
3620 |
36,8 |
4560 |
37,4 |
Как видно из табл. 18, величина активационного барьера ?U для резин, наполненных 30 масс. % активированных порошков, растет менее чем на 0,5 %. Тогда как для резин, содержащих такое же количество порошка, энергия активации увеличивается до 2,2 %. Тем самым видно, что активированные мелкодисперсные порошки действительно обладают активными центрами, что положительно сказывается на прочностных и физико-механических показателях резин. Меньшее время релаксации облегчает возврат деталей в исходное состояние после снятия нагрузки, что важно для уплотненителей.
Присутствие в составе резины дополнительно введенных частиц фтористого порошка увеличивает гетерогенность композиции и, соответственно, может влиять на структуру наполненной резины.
Оценка вязко-упругих свойств фтористой резиновой смеси Ф-406-1 на основе СКФ-264/6 с различными наполнителями проводилась в ренжиме синусоидальных гармонических сдвиговых коленбаний на приборе RPA 2000. В качеснтве выходных параметров были выбраны GТ и тангенс угла механических потерь (tg?). ![]() Некоторое увеличение GТ для небольших деформаций при испытаниях резины, наполненной фтористым порошком, может свидетельствовать о возможном увеличении взаимодействия компонентов в составе резин (рис. 6).
Некоторое увеличение GТ для небольших деформаций при испытаниях резины, наполненной фтористым порошком, может свидетельствовать о возможном увеличении взаимодействия компонентов в составе резин (рис. 6).
Наиболее близкие значения к резиновой смеси Ф-406-1 имеют смеси, содержащие порошок ФТ-ВВТ. Для резиновой смеси Ф-406-1 с различными наполнителями величины относительного гистерезиса при сжатии и остаточной деформации сжатия вулканизатов коррелируют между собой. Наполненные резиновые смеси, по сравнению с исходной, отличаются более высокими значениями относительного гистерезиса и остаточной деформации сжатия.
Показатели сальников, изготовленных из резины Ф-406-1 с применениема порошков ФТ-ВВТ, ФТ-КР и ФТ-ТМ, соответствуют ТУ 2539-001-00232934-2010, но несколько более высокими эксплуатационными свойствами характеризуются сальники из смесей, содержащих порошок ФТ-ВВТ.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Рис.6. Зависимость динамического модуля сдвига GТ (а) и тангенса угла механических потерь tg? (б) от амплитуды деформации для резины Ф-406-1 с различным содержанием активированного порошка: 1 - без порошка; 2 - 15 маcс. % порошка ФТ- ВВТ; 3 - 15 маcс. % порошка ФТ- КР; 4 - 15 маcс. % порошка ФТ- ТМ.
Глава 5 работы посвящена разработке конструкций и реализации технологии получения сальников с повышенными эксплуатационными свойствами.
Предложеныа различные аконструкции и технологии изготовления манжет. В первой конструкции рабочая часть изготавливается из фторопласта марки Ф4С25 (1), модифицированного Na-нафталиновым комплексом, с нанесенной пилообразной насечкой (рис.7а) и уплотнительной точкой (2), обеспечивающей предотвращение протекания моторного масла в стационарном режиме (во время стоянки); наружного слоя, изготовленного из резиновой смеси 420-67 (5); металлической арматуры (3), кольца из резиновой смеси 420-67 (4).
аа Во второй конструкции (рис.7б) рабочая часть с гусеницеобразной формой рабочего элемента. Конструкция рабочего элемента манжеты с пилообразной насечкой отличается от конструкции манжеты с рабочим элементом в виде гусеницы технологией изготовления и формой рабочего элемента. Профиль в виде гусеницы имеет ряд преимуществ, в сравнении са пилообразной формой рабочего элемента: уменьшается давление рабочей кромки на вал и снижается трение, примерно на 20%; большая гибкость контактной кромки; меньшая радиальная нагрузка (меньше температура, износ кромки и вала, дольше срок службы).
С использованием разработанных составов отработана технология изготовления манжет с пилообразной формой рабочего элемента.
Особенность технологии изготовления манжет состоит в том, чтотемпература верхней плиты при привулканизации составляет 60-700С. Это уменьшает ползучесть фтортермопласта в процессе привулканизации к обрезиненному каркасу, а также исключает смещение рабочего элемента из фторопласта марки Ф4С25 относительно центра сальника.
![]()
![]()
![]()
![]()
![]()
![]()
 аа
аа
а)а б)
Рис.а 7. Конструкция манжет с повышенными эксплуатационными свойствами: а) пилообразная форма рабочего элемента; б) форма рабочего элемента в виде гусеницы: 1Ц рабочий элемент из Ф4С25; 2 - уплотнительная точка; 3 - металлическая арматура; 4 - кольцо из резиновой смеси 420-67; 5 - наружный слой из резиновой смеси 420-67.
Предложена также конструкция кассетного сальника для сельско-хозяйственных машин, рис.8, работающих в жестких условиях эксплуатации. аа Если губу сальника выполнить конической с концентрическими уплотняющими нарезками в форме усеченнойа пирамиды и без пружины, то такая губа позволяет компенсировать погрешности изготовленияа и сборки, и допускает увеличенное смещение центра сальника и эксцентриситета вала.
Рис.8. Конструкция кассетного сальника дискатора БДМ 60*85*15, 1а - классическая УгубаФ, 1б - коническая УгубаФ: 1 - каркас металлический наружный уплотняющей обоймы, 2 - каркас металлический втулки с рабочей частью, 3 - шлифованная поверхность гильзы, 4 - каркас металлический внутренней уплотняющей гильзы, 5 - металлическая пружина, 6 - лакированные поверхности (ПТФЭ-лак), 7 - коническая УгубаФ.
а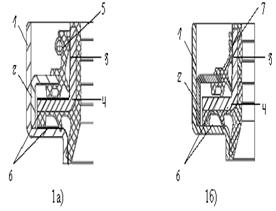
Рис.9. Сальник 7406-1005160 МКВ: а) сегмент сальника после наработки 400 часов,а б) вырезанный фрагмент конической УгубыФ, в) сечение УгубыФ.
а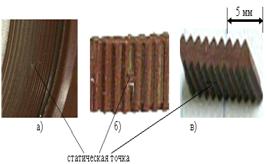
Это техническое решение прошло проверку на наработку и герметичность на примере сальника двигателя КАМАЗа 7406-1005160 тип МКВ (манжета коническая винтовая, 120*150*12 мм) приа смещении центров вала и сальника 0,8 мм. Износ рабочей части сальника составил 0,13 мм при 400 часах наработки, что является допустимым (см. рис.9).
Динамические испытания на испытательном стенде показали, что рабочая часть сальника, выполненная в форме гусеницы с винтовым профилем предпочтительнее формы в виде концентрических колец. Шаг винтового профиля составляет 1,00.1мм, угол наклона 10Е150.
Таким образом, нами предложено многобарьерное лабиринтное уплотнение, которое противодействует проникновению грунта при больших давлениях и обеспечивает длительную эксплуатацию сальника.
Для изготовления кассетного сальника, выбраныа резиновые смеси условных шифров 420-264 и 406 на основеа фторкаучукаа Viton B651sа и отечественного фторсополимера СКФ-264В/5.
Таблица 19
Результаты исследованияа резин сальника дискатора
№ |
Наименование показателя |
Ед. изм. |
Величина показателя |
|||
420- 264 |
406 |
551 NBR |
501 NBR |
|||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
1 |
Твердость, Шор А |
ед. |
71 |
72 |
71 |
70 |
2 |
Условная прочность при растяжении |
кгс/см2 |
145 |
110 |
136 |
115 |
3 |
Относительное удлинение при разрыве |
% |
270 |
190 |
510 |
550 |
4 |
НОД при cжатии на 25%, 110С х 72 ч |
% |
26,7 |
23.5 |
47,7 |
40,4 |
5 |
Стойкость к воздействию смазки ЦИАТИМ-221, 70С х 72 час |
|
|
|
|
|
|
- изменение твердости |
ед. |
+2 |
+1 |
-1 |
-1 |
|
- изменение прочности |
% |
-10 |
-9 |
-15 |
-2 |
|
- изменение удлинения |
% |
-15 |
-10 |
-13 |
-19 |
|
- изменение объема |
% |
+0,7 |
+1,2 |
+8,2 |
+9,3 |
6 |
Стойкость к воздействию смазки ЛИТОЛ-24, 70С х 72 час |
|
|
|
|
|
|
- изменение твердости |
ед. |
+2 |
+1 |
-2 |
-2 |
|
- изменение прочности |
% |
-8 |
-7 |
-10 |
-7 |
|
- изменение удлинения |
% |
-6 |
-5 |
-17 |
-14 |
|
- изменение объема |
% |
+0,5 |
+0,9 |
+2,7 |
+3,0 |
6 |
Стойкость резины к термическому старению в воздухе, 100С х 72 час |
|
|
|
|
|
|
- изменение твердости |
ед. |
+1 |
+1 |
+3 |
+4 |
7 |
Эластичность по отскоку |
% |
7 |
6 |
25 |
26 |
8 |
Износ |
см3/кВт*ч |
217 |
214 |
250 |
242 |
9 |
Коэффициент трения |
|
0,45 |
0,47 |
0,58 |
0,50 |
аа аа Для повышения абразивостойкости резин (табл.19), в их состав дополнительно вводился минеральный наполнитель волластонит Tremin 283-600EST, а для уменьшения коэффициента трения -а графитовый концентрат С-2. Из данных табл. 19 следует, что свойства исследуемыха резин для изготовления сальника дискатора соответствуют нормам ТУ.а
Глава 6 посвящена разработке составов, конструкции и технологии производства многослойных топливных шлангов стандарта Euro 4.
Топливные шланги состоят из наружного, промежуточного и внутреннего слоев. Развитие современного автомобилестроения ужесточает требования экологических норм к топливным шлангам. На сегодняшний день к топливным шлангам предъявляются требования не ниже стандарта Euro 4. Промежуточный слой состоит из резины на основе нитрильного и эпихлоргидринового каучуков, внутренний на основе фторкаучука и наружный на основе эпихлоргидринового каучука. Такая конструкция обеспечивает высокие барьерные характеристики для топлива.
Для внутренней камеры топливных шлангов были разработаны новые резиновые смеси на основе фторкаучуков (табл. 20), характеризующиеся низкими значениями топливопроницаемости.
Таблица 20
Составы для внутренней камеры рукавных изделий
№ п/п |
Состав |
Шифр резины |
|||
4930-2 |
4930- 102 |
4930-108 |
4930-264 |
||
1 |
Каучук DAI-EL G-558 |
100,0 |
50,0 |
50,0 |
- |
2 |
Каучук FMP 2461 |
- |
- |
50,0 |
- |
3 |
Каучук СКФ-26 ВС |
- |
20,0 |
- |
- |
4 |
Каучук СКФ-26 ОНМ |
- |
30,0 |
- |
- |
5 |
Каучук СКФ-264/3 |
- |
- |
- |
100,0 |
6 |
Бисфенол ДФ-8 |
- |
- |
1,10 |
- |
7 |
Бензилтрифенилфосфонийхлорид |
- |
- |
0,30 |
- |
8 |
Афлюкс-54 |
1,10 |
2,00 |
1,75 |
1,75 |
9 |
Caldic 2000 |
8,00 |
8,25 |
8,25 |
8,00 |
10 |
Magnesium oxide RA-150 |
3,50 |
3,00 |
3,50 |
3,50 |
11 |
Технический углерод Т-900 |
30,0 |
30,0 |
30,0 |
30,0 |
12 |
Бифенол А |
- |
0,65 |
- |
2,20 |
13 |
Октаэтилтетраамидофосфонийбромид |
- |
0,20 |
- |
0,60 |
14 |
ДБС |
- |
2,00 |
2,50 |
1,45 |
|
Итого: |
142,6 |
146,1 |
147,4 |
147,5 |
а Реологические характеристики резиновых смесей |
|||||
|
?s2, мин. |
1,98 |
1,19 |
2,05 |
3,15 |
|
?50, мин. |
3,30 |
1,91 |
3,53 |
5,14 |
|
?90, мин. |
5,05 |
3,67 |
5,45 |
12,93 |
|
MH, dNm |
1,50 |
1,78 |
1,40 |
1,76 |
|
ML, dNm |
13,44 |
14,26 |
8,99 |
14,06 |
|
Вязкость, ML (1+4)100?С |
65,0 |
67,0 |
75,0 |
72,0 |
В составе разработанных резиновых смесей 4930-102 и 4930-108 часть каучука Dai-El G-558, либо весь каучук (резиновая смесь 4930-264) заменены на каучуки других марок. Кроме того, в состав предлагаемых резин введены такие компоненты как бисфенол А, бисфенол ДФ-8, бензилтрифенилфосфонийхлорид, октаэтилтетраамидофосфонийбромид, ДБС, Афлюкс-54. Такое изменение состава одновременно обеспечивает снижение стоимости рукавного изделия за счет использования более дешевых каучуков и вулканизующей группы.а Для изготовления внутренней камеры топливных шлангов выбранаа резиновая смесь 4930-264а на основеа отечественного терполимера СКФ-264/3.
Реологические свойства разработанных резиновых смесей удовлетворяют требованиям для дальнейшей переработки методом экструзии. Для разработанных резиновых смесей были проведены испытания физико-механических свойств, табл. 21.
По физико-механическим свойствам, разработанные резиновые смеси удовлетворяют требованиям ТУ 2556-119-00149289-2001.
Таблица 21
Физико-механические свойства составов для внутренней камеры рукавов
|
№ п/п |
Наименование показателя |
Ед. изм. |
Величина показателя |
||||
Показатели по ТУ |
4930 -2 |
4930-102 |
4930-108 |
4930-264 |
|||
1 |
Твердость, Шор А |
ед. |
705 |
69 |
69 |
73 |
72 |
2 |
Условная прочность при растяжении, не менее |
МПа |
6,1 |
6,9 |
7, 0 |
6,5 |
7,0 |
3 |
Относительное удлинение при разрыве, не менее |
% |
160 |
240 |
210 |
180 |
240 |
4 |
Относительная остаточная деформация при cжатии на 25%,аа 125С х 24 ч, не более |
% |
50 |
24 |
44 |
48 |
46 |
5 |
Стойкость к воздействию топлива С, 23С х 72 ч. |
|
|
|
|
|
|
- изменение твердости, в пределах |
ед. |
0+10 |
+2 |
+2 |
+4 |
+2 |
|
- изменение прочности, не менее |
% |
-40 |
-12 |
-17 |
-25 |
-28 |
|
- изменение удлинения, не менее |
% |
-40 |
-10 |
-16 |
-26 |
-12 |
|
- изменение объема, в пределах |
% |
0+15 |
+6 |
+9 |
+8 |
+7 |
|
Для промежуточного слоя рукавных изделий в производстве используется резиновая смесь марки 8100-1 на основе эпихлоргидринового каучука Epichlomer C. Стоимость разработанного состава резиновой смеси 8100-10, на основе комбинации эпихлоргидринового и нитрильного каучуков, дешевле на 80 руб/кг и соответствует по физико-механическим показателям ТУ, табл.22.
Таблица 22
Физико-механические свойства составов для промежуточного и наружного слоев
№ п/п |
Наименование показателя |
Ед. изм. |
Величина показателя |
|||
Промежуточный слой |
Наружный слой 8000-12 |
|||||
Пока-затели по ТУ |
8100-1 |
8100-10 |
||||
1 |
Твердость, Шор А |
ед. |
655 |
66 |
67 |
70 |
2 |
Условная прочность при растяжении, не менее |
МПа |
8,5 |
10,5 |
10,0 |
10,7 |
3 |
Относительное удлинение при разрыве, не менее |
% |
200 |
400 |
380 |
390 |
4 |
Относительная остаточная деформация при cжатии на 25%,аа 125С х 24 ч., не более |
% |
50 |
31 |
42 |
52 |
5 |
Стойкость к воздействию топлива С, 125С х 72 ч. |
|
|
|
|
|
- изменение твердости, в пределах |
ед. |
-20+20 |
-5 |
-12 |
-15 |
|
- изменение прочности, не менее |
% |
-50 |
-12 |
-20 |
-29 |
|
- изменение удлинения, не менее |
% |
-70 |
-25 |
-45 |
-50 |
|
- изменение объема, в пределах |
% |
-10+15 |
+3 |
+10 |
+13 |
|
6 |
Старение в воздухе 125С х 72 ч. |
|
|
|
|
|
- изменение твердости, в пределах |
ед. |
0+15 |
+5 |
+10 |
+13 |
|
- изменение прочности, в пределах |
% |
-30+30 |
+10 |
+19 |
+22 |
|
- изменение удлинения, не менее |
% |
-70 |
-31 |
-57 |
-61 |
|
Для наружного слоя рукавного изделия разработана резиновая смесь 8000-12 на основе комбинации эпихлоргидринового Epichlomer CG-107 и бутадиен-нитрильного Krynac 4975 каучуков.
Реологические свойства разработанных резиновых смесей удовлетворяют требованиям для переработки методом экструзии.
Увеличение адгезии промежуточного и внутреннего слоев шланга достигалось введением в сосотав смеси промежуточного слоя эпоксидной смолы, ав сочетании с резиновой крошкой, из отходов фтористой резины,а содержащей бисфенол А и гидроксид кальция.
аИзготавливалась резиновая смесь на основе эпихлоргидринового и нитрильного каучуков, состоящая иза (масс. ч. на 100 частей массы каучука): Epichlomer C - 50,0; БНКС-28АМН - 50,0; ускорителя вулканизации Nostiser SS - 0,6; сшивающих агентов - серы молотой - 0,3 и Mixland ETU-80GAF140 - 1,7; наполнителя слабой активности оксид магния - 5,0; антиозонанта Ecaland NDBC-pd - 1,0; адгезирующей добавки P-152 - 1,5; мягчителей - кислоты стеариновой Т-32 - 3,0, ДБС - 9,5 и масла ПМ - 0,1; наполнителей - ТУ N-550 - 40,0 и Carplex 1120 - 23,0. В указанную резиновую смесь для увеличения адгезии вводились эпоксидная смола ЭД-20 в количестве 2,2 - 6,2 масс. ч. и резиновая крошка из отходов фтористой резины 420-37 на основеа смеси каучуков CКФ-26 ВС и CКФ-26 ОНМ в количестве 14,4 - 28,0 масс. ч. Прочность при расслоении слоев приведенных диапазонов увеличивается в 2-2,5 раза, табл.23.
Таблица 23
Прочность при расслоении слоев шланга, Н/см
Прочность / наименование показателя |
Нор- ма |
По техно-логии |
Значения в составах р/с |
||
2 |
3 |
4 |
|||
1. Внутреннего слоя с промежуточным слоем, н/м |
14,2 |
16,3 |
34,3 |
35,4 |
36,4 |
2. Внешнего слоя с промежуточным слоем, н/м |
14,2 |
15,6 |
30,8 |
31,8 |
32,1 |
Результаты испытаний топливных шлангов с использованием разработанной резиновой смеси на основе эпихлоргидринового и нитрильного каучуков и фтористой крошки соответствуют норме ТУ, табл. 24.а
Таблица 24
Результаты испытаний топливных шлангов ШЛ 7,94х14,29 с использованием разработанной резиновой смеси по ТУ 305.57089-95
Наименование показателя |
Норма |
Значения |
1. Разрушающее давление, кгс/см2, не менее |
63 |
80 |
2. Изменение внутреннего диаметра при разрежении (815) кПа, %, не более |
20 |
16 |
3. Морозостойкость |
||
3.1. При температуре минус (342)С в течение (50,5) ч |
не должно быть трещин |
соответ-ствует |
3.2. При температуре минус (342)С в течение (50,5) ч после воздействия маслаа Новойл ПЗ при температуре (1252)С в течение (721) ч |
не должно быть трещин |
соответ-ствует |
3.3. При температуре минус (342)С в течение (50,5) ч после термического воздействия при температуре (1252)С в течение (721) ч |
не должно быть трещин |
соответ-ствует |
4. Стойкость к озонному старению с объемной долей озона (50,5)*10-5% при температуре (502)С в течение (721) ч |
не должно быть трещин при семикратном увеличении |
соответ-ствует |
5. Количество экстракта из резины внутреннего слоя, г/см2, не более |
2,5 |
0,1-0,2 |
6. Топливопроницаемость, г/м2/24ч, не более |
2,5 |
1,5-1,6 |
7. Стойкость к образованию скрутин при изгибе |
свободное прохождение шарика |
соответ-ствует |
8. Изменение объема внешнего слоя после воздействия моторного масла Новойл ПЗ при температуре (1502)С в течение (721)ч |
-10 +50 |
от -7 до -8 |
Значения динамического модуля сдвига G* для резиновых смесей 8100-1, 8100-10, 4930-2 и 4930-264 близки при деформации около 500%, что сопоставимо с деформациями при экструзии, значит, они будут хорошо соэкструдироваться. Имеются существенные различия значения показателя G* резиновых смесей 4930-102, 4930-108 и резиновых смесей 8100-1, 8100-10, следовательно, способность к соэкструзии будет ниже, что подтверждается также при переработке их на технологической линии. При этом резиновые смеси 4930-102 и 4930-108 при соэкструзии с 8100-1 и 8100-10 образуют дефект в виде гофры.
а)а б)
Рис. 10. Зависимость динамического модуля сдвига от деформации для составов резиновых смесей а) с промежуточным слоем из стандартной резиновой смеси 8100-1, б) с разработанной резиновой смесью 8100-10: 1 - 8100-1; 2 - 8100-10; 3 - 4930-102; 4 - 4930-108; 5 - 4930-264; 4930-2
На основании литературных данных и анализа материалов, используемых для снижения топливопроницаемости, предложено использовать в качестве барьерного слоя фтортермопласты: тройной фторполимер тетрафторэтилена, гексафторпропилена и винилиденфторида (ТНV-500G, ТНV-815G фирма л3М); сополимер тетрафторэтилена и гексафторпропилена (FEP фирма Du Pont); сополимер фтортермопласта и фторкаучука (F-TPV SV-1030 и SV-1050 фирма Daikin).
Результаты исследования по определению адгезионной прочности фтортермопластичных плёнок с резиной приведеныа в табл. 25.
Таблица 25
Прочность при расслоении резина - фтортермопласт
№ состава |
Марка резиновой смеси |
Прочность при расслоении резина-фтортермопласт, Н/см |
||||
ТНV-500G л3M |
ТНV-815G л3M |
FEP Du Pont |
F-TPV SV-1030 Daikin |
F-TPV SV-1050 Daikin |
||
1 |
8100-1 |
15,0 |
4,1 |
3,8 |
4,1 |
4,2 |
2 |
8100-10 |
14,6 |
3,8 |
3,6 |
3,6 |
3,7 |
3 |
8000-12 |
14,4 |
3,4 |
3,4 |
3,4 |
3,5 |
4 |
4930-2 |
14,8 |
3,6 |
3,5 |
3,6 |
3,8 |
5 |
4930-108 |
14,3 |
3,0 |
2,9 |
3,2 |
3,4 |
6 |
4930-264 |
15,3 |
3,3 |
4,0 |
3,6 |
4,0 |
7 |
4930-102 |
10,5 |
2,5 |
2,2 |
2,4 |
2,4 |
Вследствие низкой адгезии к резинам использование термопластов THV-815G, FEP, F-TPV SV-1030, SV-1050 не представляется возможным, Полимер ТНV-500G обеспечивает значения прочности при расслоении 14,3-15,3 Н/см, а его температура плавления 1650С, обеспечивает возможность авулканизации в котлах перегретым паром при давлении 6 атм., температуре 1700С в течение 30 мин. В этих условиях THV 500G подплавляется и адгезия возрастает. Другие материалы: F-TPV SV-1030, SV-1050, FEP, THV 815G в данных условиях вулканизации не размягчаются и, соответственно, неудовлетворительно адгезируются с фторкаучуками.
Качество рукавных изделий оценивали по топливопроницаемости шлангов наливной горловины 21083-1101080 с внутренним диаметром 49,5 мм (табл. 26) и топливных шлангов длиной 300 мм (табл. 27).
Таблица 26
Топливопроницаемость исследованных конструкций
шлангов наливной горловины 21083-1101080
№ |
Толщина слоя, мм |
Конструкция шлангаа |
ТП, 230 С, г/м2/сутки |
ТП, 400 С, г/м2/сутки |
Стандарт |
Стандартная конструкция |
|||||
1 |
1,3 1,9 0,2 4,5 |
Резиновая смесь 4930-2 Резиновая смесь 8100-1 ПЭ-нить Резиновая смесь 8000-12 |
4,5 (<5,0) * |
37,4 (<45) * |
Euroа 3 |
Разрабатываемые конструкции |
|||||
2 |
1,3 1,9 0,1 4,6 |
Резиновая смесь 4930-264 Резиновая смесь 8100-10 Пленка THV 500G Резиновая смесь 8000-12 |
3,8 а |
16,0 а |
Euro 3 |
3 |
1,3 0,2 6,4 |
Резиновая смесь 4930-264 THV 500G Резиновая смесь 8000-12 |
0,25 (<0,5)** |
2,8 (<4,5) ** |
Euro 4 |
*аа Ца норма стандарта Euro-3, ** Ца норма стандарта Euro-4.
Из табл. 26 следует, что для образца №2, усиленного барьерным слоем из плёнки THV-500G, значение топливопроницаемости составляет
16 г/м2/сутки при 23 0С. При этом шланг сохраняет каркасность и выдерживает разрушающее давление гидравлики 0,8 МПа. Таким образом, применение барьерного слоя из фтортермопласта обеспечивает как снижение топливопроницаемости, так и усиление конструкции рукава, что исключает оплётку нитью. Однако наличие в составе образца №2 резиновой смеси 8100-10, набухающей в топливе, приводит к диффузии топлива по торцам шланга. Для достижения уровня топливопроницаемости рукавных изделий до стандарта Euro 4 смесь 8100-10 из состава образца исключили.
Из результатов табл. 27 видно, что применение барьерного слоя на основе фтортермопласта THV 500G снижает значение топливопроницаемости шланга ШЛ 7,94х14,29 до стандарта Euro 4.
Таблица 27
Топливопроницаемость топливного шланга ШЛ 7,94х14,29
№ |
Толщина слоя, мм |
Конструкция шлангаа |
ТП, 230 С, г/м2/сутки |
ТП, 400 С, г/м2/сутки |
Стандарт |
Стандартная конструкция |
|||||
1 |
0,7 1,0 0,05 1,3 |
Резиновая смесь 4930-2 Резиновая смесь 8100-1 ПЭ-нить Резиновая смесь 8000-12 |
4,2 (<5,0) * |
35,2 (<45) * |
Euroа 3 |
Разрабатываемая конструкция |
|||||
2 |
0,6 0,2 1,0 0,05 1,2 |
Резиновая смесь 4930-264 THV 500G Резиновая смесь 8100-10 ПЭ-нить Резиновая смесь 8000-12 |
0,25 (<0,5)** а |
3,7 (<4,5)**а |
Euro 4 |
*аа Ца норма стандарта Euroа 3, ** Ца норма стандарта Euroа 4.
Разработана усовершенствованная конструкция шланга наливной горловины отличающаяся от стандартной тем, что в конструкции примененется пленка фтортермопласта THV-500G (рис. 11).
Пленка наносится экструзией фтортермопласта THV-500G (2), толщиной 0,20,1 мм, непосредственно на слой внутренней камеры из фтористой резины 4930-264 (1) толщиной 1,30,2 мм. Затем на камеру наносится наружный слой из резиновой смеси 8000-12 (3) на основе эпихлоргидринового каучука толщиной 6,40,5 мм.
Разработана также конструкция топливного шланга удовлетворяющего стандарту Euro 4 (рис. 12).
 а
а
Рис. 11. Схематичное изображение шланга наливной горловины стандарта Euro 4: 1 - внутренняя камера; 2 - барьерный слой из фтортермопласта THV-500G; 3 - наружная камера из резиновой смеси 8000-12 |
Рис. 12. Схематичное изображение топливного шланга стандарта Euro 4 Ф-264 / THV 500G / 8100-10 / нить Кевлар /8000-12: 1 - дорн; 2 - внутренняя камера; 3 - барьерный слой из фтортермопласта THV-500G; 4 - промежуточная камера; 5 - слой оплеточной нити Кевлар; 6 - наружная камера |
Конструкции топливного шланга и шланга наливной горловины включают в себя внутреннюю камеру из резиновой смеси 4930-264, барьерный слой из фтортермопласта THV-500G, наружную камеру из резиновой смеси 8000-12. В топливном шланге после барьерного слоя накладывается промежуточный слой из резиновой смеси 8100-10 и слой оплеточной нити Кевлар.
аа
 аа
аа
а) б)
Рис. 13. Конструкции топливного шланга (а) и шланга наливной горловины (б), соответствующие стандарту Euro 4: 1 - внутренний слой из резиновой смеси 4930-264; 2 - барьерный слой из фтортермопласта THV-500G; 3 - промежуточный слой иза резиновой смеси 8100-10; 4 - нить Кевлар; 5 - наружный слой из резиновой смеси 8000-12
Глава 7 работы посвящена оценке экономической эффективности и экологической экспертизе производства.а
Проведено технико-экономическое обоснование разработанных составов наружной части манжет, а также внутреннего и промежуточного слоев топливных шлангов. Расчет сделан исходя из стоимости сырья за 1 кг, табл. 28.
Таблица 28
Стоимость серийных и разработанных резиновых смесей
Резиновая смесь |
Стоимость, руб./кг |
4930-2 - серийная |
1100 |
4930-264 - разработанная |
720 |
8100-1 - серийная |
280 |
8100-10 нЦ разработанная |
200 |
8000-1 - серийная |
290 |
8000-12 нЦ разработанная |
250 |
420-35Ц серийная |
600 |
420-67 - разработанная |
620 |
аа Разработанные резиновые смеси 4930-264а внутреннего и 8100-10 промежуточного слоев рукавных изделий ниже по стоимости серийных на 380 и 80 руб., соответственно, и выше по качеству.
Резиновая смесь 420-67, применяемая для изготовления наружного слоя манжет, на 20 руб. дороже серийной 420-35, но при этом на 10 мин. сокращается время изготовления резиновой смеси, ачто снижает стоимость за счет увеличения выпуска продукции, улучшаются перерабатываемость и физико-механические свойства.
Проведено исследованиеа потенциальныха возможностей образования суперэкотоксикантов при производстве РТИ. Анализом газовоздушной среды участка вулканизации установлено снижение на 20-30% выделения хлорсодержащих продуктов при замене, в составе резин промежуточного слоя шланга, эпихлоргидринового каучука на бутадиен-нитрильный.
Выявлены факторы, оказывающие определяющее влияние наа эффективность сорбции 2,3,7,8-тетрахлор-дибензо-п-диоксина (ТХДД). Исследованы характеристики углеродных сорбентов для концентрирования микроколичеств ТХДД. Предложен способ фотолитического разложенияа са использованием в качестве катализаторов четвертичных фосфониевых солей.
Выводы:
1. Получены новые, защищенные патентами, соединения, внедренные в производство, используемые в качестве катализаторов и диспергаторов в резиновых смесях. Проведено комплексное исследование свойств синтезированных соединений, доказана иха большая эффективность, в сравнении с используемыми в промышленности соединениями.
2. Определено наличие гелевой составляющей в составе фторкаучука СКФ-26 ВС и установлено ее отрицательное влияние на перерабатываемость и эксплуатационные свойства резиновой смеси. Установленаа структурная неоднородность серийноа выпускаемого фторкаучука по содержанию макрогеля как для различных партий, так и внутри одной партии. Определены параметры структуры (молекулярно-массовое распределение и длинноцепная разветвленность) для фторкаучуков различных марок.
Предложена при изготовлении манжет замена фторкаучука СКФ-26ВС на фторкаучук СКФ-26/8, имеющего более совершенную надмолекулярную структуру.
3. Доказано, что химическая модификация поверхности стекловолокнонаполненного ПТФЭ (марка Ф4С25) натрий-нафталиновым комплексом повышает адгезионное взаимодействие ПТФЭ с акрилатной и фтористой резинами в 10-15 раз. Установлено влияние последовательности обработки поверхности ПТФЭ Na-нафталиновым комплексом и 3-аминопропилтриэтоксисиланом (АГМ-9) или 3-глицидоксипропилтриметоксисиланом (А-187) на адгезионную прочность резина-Ф4С25. Определен механизм повышения адгезионного взаимодействия Ф4С25 с акрилатной и фтористой резинами, заключающийся в дефторировании ПТФЭ и образовании связей С=С с дальнейшим взаимодействием аминогруппы АГМ-9 с кислородом карбонильной и эфирной групп акрилатного каучука.
4. Определены основные критерии использования аактивированных мелкодисперсных фтористых порошков в резиновых смесях.аа Сформулированы и обоснованы основные направления совершенствования рецептуры резин с применением мелкодисперсного порошка для уплотнителей валов.
Разработаны новые составы резиновых смесей с применением мелкодисперсных активированных порошков на основе фторкаучука. При этом физико-механические и технологические характеристики резиновых смесей соответствуют норме. С помощью релаксационных характеристик оп-ределено оптимальное количество активированного порошка до 15 % вес.
5. Установлены направления повышения эффективности сшивания каучуков при ионной полимеризации за счет изменения условий процесса дефторирования фторсополимеров при введении металлов переменной валентности. Изучены процессы совместных бисфенольной и перекисной вулканизации фторсодержащих композиций.
6. Разработаны новые составы резиновых смесей для изготовления магнитного слоя кассетного сальника на основе фтористого каучука СКФ-26 с меньшим содержанием магнитного наполнителя и с заменой феррита бария BaOХ6Fe2O3 на быстрозакаленный легированный сплав Nd-Fe-B. При этом достигнуто улучшение перерабатываемости смесей, более высокие магнитные и физико-механические характеристики. Доказана эффективность химического метода модификации поверхности магнитного наполнителя,а обеспечивающего повышение адгезии магнитного наполнителя с фтористой резиной.
7. Разработаны составы для изготовления внутренней камеры и промежуточного слоя топливных шлангов пониженной топливопроницаемости, соответствующие стандарту Euro 4. Выбор составов проведён с учётом способности к соэкструзии резиновых смесей, используемых для различных слоев, и адгезионной прочности при расслоении. Разработаны конструкции шлангов, изготовленных из выбранных составов, и оценена их топливопроницаемость. Установлено соответствие конструкции стандарту Euro 4.
8. Разработаны составы для изготовления моторных сальников для автомобилей и кассетных для сельскохозяйственной техники и различныеа конструкции и технологии,а обеспечивающие повышенную работоспособность и герметичность сальников.
9. Разработанные резиновые смеси для сальников и топливных шлангов ниже по стоимости серийных на 380 и 80 руб. и выше по качеству.
10. Проведено исследованиеа потенциальныха возможностей образования суперэкотоксикантов при производстве РТИ. Анализом газовоздушной среды участка вулканизации установлено снижение на 20-30% выделения хлорсодержащих продуктов при частичной замене, в составе резин промежуточного слоя шланга, эпихлоргидринового каучука на бутадиен-нитрильный.
11. Все созданные композиции запатентованы, разработана технология их применения. РТИ, получаемые из созданных композиций, нашли широкое практическое применение.
Основное содержание диссертации опубликовано
в следующих работах:
В центральных изданиях, рекомендованных ВАК РФ:
1. Пичхидзе С.Я. Реализация технологии изготовления резиноармированных сальников с уплотнительным элементом на основе политетрафторэтилена / А.В. Зуев, Л.Г. Панова, В.Е.Соколов, В.М. Шишлянников, С.Я. Пичхидзе // Пластические массы, № 8, 2008.- С. 49-51.
2. Пичхидзе С.Я. Усовершенствование технологии изготовления шлангов наливной горловины пониженной топливопроницаемости / А.В. Зуев, С.Я. Пичхидзе, Л.Г. Панова // Пластические массы,а № 1, 2009.- С. 24-26.
3.аа Пичхидзе С.Я. Повышение качества изготовления рукавов пониженной топливопроницаемости / А.В. Зуев, В.С. Юровский, С.Я. Пичхидзе // Каучук и резина, № 2, 2009.- С. 43-45.
4. Пичхидзе С.Я. К вопросу о качестве фторкаучука СКФ-26 / А.В. Зуев, А.Н. Сочнев, Н.Г. Морозова, С.Я. Пичхидзе,а В.С. Юровский // Каучук и резина, № 4, 2009.- С. 9-11.
5. Пичхидзе С.Я. Применение мелкодисперсного порошка резины на основе хлоропренового каучука в рецептуре резиновых смесей на основе этого каучука / Пичхидзе С.Я., Адов М.В., Юровский В.С., Зуев А.В. / //Каучук и резина, №4, 2010. - С.25-27.
6. Пичхидзе С.Я. Усовершенствование структуры и свойств фторкаучука СКФ-26 / Зуев А.В., Кочеткова Г.В., Островская Т.П., Таганова В.А., Пичхидзе С.Я., Юровский В.С. // Каучук и резина,а №6, 2010 - С.6-10.
7. Пичхидзе С.Я. Применение мелкодисперсного резинового этиленпропиленового порошка в составе резиновых смесей на основе этиленпропиленовых каучуков / М.В. Адов, Л.Г. Панова, П.Л.Краснов, С.Я. Пичхидзе // Каучук и резина, № 6, 2009. - С. 32-34.
8. Пичхидзе С.Я. Применение измельченных вулканизованных отходов на основе этиленпропиленовых каучуков в шумопоглощаюших прокладках автомобилей/а М.В. Адов, С.Я. Пичхидзе,а Л.Г. Панова, В.С. Юровский // Пластические массы,а № 3, 2010. - С. 45-46.
9. Пичхидзе С.Я. Сравнительный анализ нуклеофильного и радикального замещения ва ароматическихаа системах типа дибензо-п-диоксина / Кунцевич А.Д., Головков В.Ф., Пичхидзе С.Я., Шуйский Г.М. // ДАН,а № 3, 1993.- С.320-322.
10. Пичхидзе С.Я. Синтез и изучениеаа закономерностей масс-спектральной фрагментации серусодержащиха аналогов 2,3,7,8-тетрахлордибензо-п-диоксина/А.Д. Кунцевич, Головков В.Ф., Пичхидзе С.Я.а и др. // ДАН,а № 3, 1995.-С.336-338.
11. Пичхидзе С.Я. Квантовохимическоеаа исследование масс-спектральнойа фрагментации 2- хлорвинилдихлорарсина / Кунцевич А.Д., Головков В.Ф., Пичхидзе С.Я.а и др. // ДАН,а №6, 1994.-С.768-770.
12. Пичхидзе С.Я. Квантовохимическое исследование масс-спектральной фрагментации 2,3,7,8-тетрахлордибензо-п-диоксина / Кунцевич А.Д., Головков В.Ф., Пичхидзе С.Я.а и др. // ДАН,а № 4, 1994.-С.492-495.
13. Пичхидзе С.Я. Эластомерные композиции на основе фторкаучуков перекисной вулканизации для автомобилей ВАЗ / Пичхидзе С.Я., Васильев О.М., Юровский В.С., Устинова Т.П., Кононенко С.Г. // Пластические массы, №1, 2009.- С.52-53.
14. Пичхидзе С.Я. Модификация поверхности стекловолокнонаполненного политетрафторэтилена / Таганова В.А., Пичхидзе С.Я. // Пластические массы, №2, 2011.- С.55-57.
15. Пичхидзе С.Я. Эффект Пейна хлоропреновых резин, содержащих активированный резиновый порошок / Адов М.В., Пичхидзе С.Я., Кандырин К.Л.а // Каучук и резина,а № 2, 2011.- С. 2-3.
Патенты:
- аа 16. Патент РФ № 2119512. Полимерная композиция для нанесения антифрикционного покрытия на резинотехнические изделия/ Горбань В.И., Фисак В.Е., Гольфарб В.И., Молодид М.Р., Липатов А.Н., Пичхидзе С.Я., М., Роспатент,1994.
- аа 17. Патент РФ № 2118332. Способ модификации поверхностиа резинотехнических изделий из фторкаучука/ Горбань В.И., Гольфарб В.И., Ляпаева Н.А.,Чернова М.П., Войниленко В.Н., Меркулов П.Т., Пичхидзе С.Я.,а М., Роспатент, 1993.
аа 18. Патент РФ № 2009722. Моющий состав/ Горбань В.И., Гольфарб В.И., Ляпаева Н.А., Гаврилов В.В., Додонов Е.Н., Карпов В.П., Фисак В.Е., Филимонова В.П., Пичхидзе С.Я., М., Роспатент, 1994.
19. Патент РФ № 2158746. Антиадгезивный состав/ Пичхидзе С.Я. , Демина Н.А., Горбань В.И., Гольфарб В.И., М., Роспатент, 1999.
20. Патент РФ № 2199560. Резиновая смесь/ Пичхидзе С.Я., Горбань В.И., Гольфарб В.И., Деев Л.Е., Подсевалов П.В., Бильдинов И.К., Назаренко Т.И., Афанасьева И.А., М., Роспатент, 1999.
21. Патент РФ № 2220989. Резиновая смесь/ Пичхидзе С.Я., Горбань В.И., Гольфарб В.И., Исмагилова Г.С., М., Роспатент, 2002.
22. А.с. № 1679322, СССР. Способа анализа аминов/ Пичхидзе С.Я., Морозик Ю.И., Апаркин А.М., М., ВНИИГПЭ, 1988.
23. А.с. № 1479859, СССР. Способ идентификацииаа аминов, триметиламин саа группой N+-CH3 или тетраалкиламмония с группой N+-CH2 ациклического строения Пичхидзе С.Я., Щербаков А.А., Апаркин А.М., М., ВНИИГПЭ, 1989.
24. А.с. № 1327581, СССР. Способ определения кислорода во фторорганических соединениях Пичхидзе С.Я., Аникина И.В., М., ВНИИГПЭ, 1989.
25. А.с. № 2078603, СССР. Применение четвертичных фосфониевых солей в качестве катализаторов процесса фотолитического разложения 2,3,7,8 - тетрахлордибензо- п - диоксина/ Пичхидзе С.Я., Апаркин А.М., Шуйский Г.М., Плотников А.В., Щербаков А.А., Уткин П.Ю., Липатов А.Н., М., ВНИИГПЭ, 1990.
26. Патент РФ № 2193583. Резиновая смесь/ Пичхидзе С.Я., Горбань В.И., Гольфарб В.И., Деев Л.Е., Подсевалов П.В., Бильдинов И.К., Назаренко Т.И., Афанасьева И.А., М., Роспатент, 1999.
27. Патент РФ № 2180675. Адгезивный состав/ Пичхидзе С.Я., Горбань В.И., Гольфарб В.И., Ляпаева Н.А., М., Роспатент, 2000.
28. Патент РФ № 2285855. Топливный шланг/ Пичхидзе С.Я., Ганина Т.В., Коновалова Т.Р., Мустафина Н.В., Мартюшов Г.Г., Шишлянников В.М., Соколов В.Е., М., Роспатент, 2005.
29. Патент РФ № 2296008. Способ изготовления шланга для подачи топлива/ Пичхидзе С.Я., Шишлянников В.М., Корчагин П.А., М., Роспатент, 2005.
30. Патент РФ № 2326140. Резиновая смесь/ Пичхидзе С.Я. , Ганина Т.В., Коновалова Т.Р., Деев Л.Е., Деев С.Л., Чарушин В.Н., М., Роспатент, 2006.
31. Патент РФ № 2282643.а Способ крепления резин на основе акрилатных каучуков к металлическим поверхностям/ Пичхидзе С.Я., Шишлянников В.М., Танков Д.Ю., М., Роспатент, 2006.
32. Патент РФ № 2300547. Адгезивный состав для крепления изделий из резин на основе нитрильных каучуков к металлическим поверхностям/ Пичхидзе С.Я., Горбань В.И., Гольфарб В.И., М., Роспатент, 2007.
- а 33. Патент РФ №2400493. Способ обработки поверхности стекловолокнонаполненногоа политетрафторэтилена./ Пичхидзе С.Я., Зуев А.В., Панова Л.Г., М., Роспатент, 2010.
а 34. Патент РФ №2437906. Резиновая смесь. Таганова В.А., Артеменко А.А., Пичхидзе С.Я. Роспатент, 2011.
В других изданиях:
35. Korobeinichev O.P., Paletskyа A.A.,а Рitchidzeа S.Y.,а Babanov A.E.,аа Stebakov V.N., Yatzenko A.I. Study of the Kinetics and Mechanism ofаа the Thermal Decomposition of Organophosphorus Compounds.а Third International Conference on Chemical Kinetics, Sydney.-1993.-1p.
36. Пичхидзе С.Я. К вопросу о повышении адгезии ПТФЭ-композитов с резиной / А.В. Зуев, Г.Г. Мартюшов, В.Е. Соколов, С.Я. Пичхидзе, Л.Г. Панова // Резиновая промышленность. Сырье. Материалы. Технологии: материалы XIVа Междунар. науч.-практич. конф. (Москва, 19-23 мая 2008) / НИИШП. - М., 2008. - С. 158-160.
37. Пичхидзе С.Я. Усовершенствование технологии изготовления шлангов наливной горловины пониженной топливопроницаемости / А.В. Зуев, А.Н. Сочнев, С.Я. Пичхидзе // Проблемы шин и резинокордных композитов: материалы XIX Междунар. научно - практич. конф., Москва, 13-17окт. 2008/ НИИШП. - М., 2008. - С. 142-148.
38. Пичхидзе С.Я. Исследование технологичности каучука СКФ-26ВС /
А.В. Зуев, А.Н. Сочнев, С.Я. Пичхидзе,а В.С. Юровский // Резиновая промышленность. Сырье. Материалы. Технологии: материалы XVа Междунар. науч.-практич. конф. (Москва, 25-29 мая 2009) / НИИШП. - М., 2009. - С. 154-158.аа
39. Пичхидзе С.Я. Тепловые эффекты реакций гидролиза фосфониевых солей / А.В. Зуев, С.Я. Пичхидзе // Проблемы шин и резинокордных композитов.: материалы XX Междунар. науч.-практич. конф. (Москва, 12-16 окт. 2009 / НИИШП. - М., 2009. - С. 180-182.
40. Пичхидзе С.Я., Панова Л.Г., Адов М.В., Краснов П.Л.. Увеличение адгезии между слоями топливных шлангов. Сборник докладов ХX симпозиума УПроблемы шин и резинокордных композитовФ, М., ООО НТЦ НИИШП, 2009.
41. Пичхидзе С.Я., Таганова В.А. Реакции дегидрофторирования и сшивания в терполимере на основе ГФП-ВФ-ПТФЭ// Сборник докладов ХXI симпозиума УПроблемы шин и резинокордных композитовФ, М., ООО НТЦ НИИШП, 2010.
42. Пичхидзе С.Я., Зуев А.В., Панова Л.Г. Исследование влияния структуры каучука СКФ-26 ВС на технологичность резиновых смесей// Сборник докладов 5 международной НТК УКомпозит-2010Ф, Энгельс, 2010.
43. Пичхидзе С.Я., Панова Л.Г., Адов М.В., Юровский В.С. Применение измельченных вулканизованных отходов на основе этиленпропиленовых каучуков в шумопоглощающих прокладках автомобилей// Материалы 2-ой всероссийской научно-технической конференции УКаучук и резина-2010Ф, М.: МИТХТ, с.461-463.
44. Кунцевич А.Д., Щербаков А.А., Пичхидзе С.Я., Близнюк А.А., Войтюк А.А.аа Квантовохимическое моделирование реакций нуклеофильного замещенияаа при тетракоординированном атоме фосфора. Материалы I-ой Всесоюзной конференции по теоретической химии, Волгоград, 1991.-с.277.
45. Горбань В.И., Гольфарб В.И., Пичхидзе С.Я. Полимерная композиция для нанесения антифрикционного покрытия на резинотехнические изделия. Материалы Х научно-практической конференции ФРезиновая промышленность. Сырье, материалы, технологияФ, М., 2003.
46. Горбань В.И., Гольфарб В.И., Пичхидзе С.Я. Применение бифункциональных органосиланов в производстве адгезивов и поверхностных модификаторов резин. Материалы II международнойа научно-практической конференции ФМатериалы в автомобилестроенииФ, Тольятти - Самара. 2003.
47. Горбань В.И., Пичхидзе С.Я. Мышьякосодержащие катализаторы для резиновой смеси на основе фторкаучука. Международная научно-практическая конференция УНовые разработки в области производства изделий на основе эластомерных композитовФ, М., 2004.
48. Кочанов А.С., Пичхидзе С.Я., Подсевалов П.В. Новые диспергаторы для резиновой смеси на основе СКФ-26. Материалы Х1 юбилейной научно-практической конференции ФРезиновая промышленность. Сырье, материалы, технологияФ, Москва, 2005.
49. Сочнев А.Н., Дюжев-Мальцев В.Л., Пичхидзе С.Я. Анализ фторкаучуков методом пиролиза. Материалы ХII юбилейной научно-практической конференции ФРезиновая промышленность. Сырье, материалы, технологияФ, М., 2006.
50. Васильев О.М., Бланк Б.С., Зуев А.В., Киселева Г.С., Сапронова Г.Н., Пичхидзе С.Я. К вопросу об усилении фтористых резин для моторных сальников. Материалы ХIV научно-практической конференции ФРезиновая промышленность. Сырье, материалы, технологияФ, М., 2008.-с.145-150.
51.а Юровский В.С., Куприянович О.Б., Колпакова В.А., Васильев О.М., Пичхидзе С.Я. Совершенствование рецептуры фтористых резин для сальников трансмиссии автомобилей. I Всероссийская научно-практическая конференция УФторполимерные материалы.а Научно - технические, производственные и коммерческие аспекты Ф, Кирово-Чепецк, 2008.
52. Таганова В.А,а Пичхидзе С.Я. Модификация поверхности стекловолокнонаполненного ПТФЭ Материалы ХVII научно-практической конференции ФРезиновая промышленность. Сырье, материалы, технологияФ, М., 2011.
Автор выражает глубокую признательность заместителю генерального директора по научной работе ООО НИИЭМИ д.т.н. Юровскому Владимиру Соломоновичу за ценные советы, а также помощь в проведении работ и обсуждении результатов.
Авторефераты по темам >>
Разные специальности - [часть 1] [часть 2]