
 Авторефераты по всем темам >>
Авторефераты по техническим наукам
Авторефераты по всем темам >>
Авторефераты по техническим наукам
Развитие квалиметрии метизного производства на основе методологии функционально-целевого анализа
Автореферат докторской диссертации по техническим наукам
На правах рукописи
Рубин Геннадий Шмульевич
РАЗВИТИЕ КВАЛИМЕТРИИ МЕТИЗНОГО ПРОИЗВОДСТВА НА ОСНОВЕ МЕТОДОЛОГИИ ФУНКЦИОНАЛЬНО-ЦЕЛЕВОГО АНАЛИЗА
а
Специальность 05.02.23 - Стандартизация и управление
качеством продукции (металлургия)
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
доктора технических наук
Магнитогорск-2011
а Работа выполнена в ФГБОУ ВПО Магнитогорский государственныйа университет.
Научный консультант :а |
доктор технических наук, |
Официальные оппоненты: |
доктор физ.-мат. наук, доктор технических наук, |
Ведущая организация а- |
Институт проблем управления |
Защита состоится 2 февраля 2012 г. в 15-00 часов на заседании диссертационного совета Д 212.111.05 при ФГБОУ ВПО Магнитогорский государственный техническийа университет им. Г.И. Носова по адресу: 455000, г. Магнитогорск, пр. Ленина, 38,а МГТУ, малый актовый зал.
С диссертацией можно ознакомиться в библиотеке ФГБОУ ВПО Магнитогорский государственныйа технический университет им. Г.И. Носова.
Автореферат разослан л_____ _________ а2011 аг.
Ученый секретарь |
|
Полякова М.А. |
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность работы. Начиная с ранних работ по квалиметрии, различают общую, специальную и предметную квалиметрию. Общая квалиметрия рассматривает общетеоретические проблемы, системы понятий, законы и методы теории оценивания, аксиоматику квалиметрии, теорию шкалирования. Наибольший вклад в развитие общей квалиметрии внесли Г.Г. Азгальдов, Э.П. Райхман, А.И. Субетто. Дальнейшее развитие общая квалиметрия получила в работах Г.С. Гуна и автора, которые предложили аксиоматику и логическую модель теории оценивания.
В специальной квалиметрии рассматриваются модели и алгоритмы оценки, точность и достоверность оценок. Предметная квалиметрия трансформирует положения общей и специальной квалиметрии в методики оценки в конкретных предметных областях. В металлургии этому посвящены работы учёных магнитогорской школы: Г.С. Гуна., автора, М.В. Чукина, И.Ю. Мезина, И.Г. Гуна, В.М. Салганика, Н.Г. Шемшуровой, московских учёных: В.В. Бринзы, В.Т. Жадана, В.А. Маневича, В.А.Трусова и др.
Вместе с тем, до настоящего времени не сформулирован общий принцип формирования иерархии свойств и их группировки на одном уровне дерева свойств.
Предлагаемые и реализованные подходы к комплексной оценке Качества метизов и технологий их производства, как правило, являются либо узкоспециализированными, направленными на решение конкретных задач оценки отдельных элементов производственных или технологических процессов и систем,а или же являются сложно реализуемыми, требующими значительных затрат времени и ресурсов для получения комплексной оценки технологии.
Решение задачи рациональногоа выбора сквозной технологии производства метизов с учетом всего комплекса предъявляемых к ней требований актуализирует необходимость выработки новых подходов и алгоритмов комплексной оценки результативности технологических процессов.
Методы оценки вместе с методами технологического управления качеством только совместно и дают практический результат - повышение качества метизов, разработка новых изделий повышенного качества и технологий их производства. Важность последнего и определяет актуальность темы диссертационной работы.
Цель аисследования. Целью диссертации является разработка методологии комплексной количественной оценки качестваа метизов и технологий их производства, основанной на:
- едином конструктивном принципе структурирования свойств метизов;
- системном подходе к оценке качества изделий и технологических процессов;
- оценке собственно параметров процесса, а не только качестве конечного результата в виде изделия.
Поставленная цель достигнута решением следующих задач:
- совершенствование категорийного аппарата квалиметрии путём разработки понятий: функция объекта оценивания, потребительская фаза объекта, взаимодействие;
- разработка принципов структурированияа качества объектов с использованием функционального принципа;
- аразработка новых методов определения степени влияния отдельных структурныха единиц иерархии качества на групповые и комплексные оценки;
- разработка методов свёртки оценок качества в групповую оценку, учитывающих синергетический эффект системы;
- разработка показателей и методов комплексной оценки технологического процесса;
- разработка методов пооперационного анализа качества технологического процесса.
Основные научные положения, выносимые на защиту:
Понятия и принципы функционально-целевого анализа как методологическая основа исследования структуры качества металлических изделий и технологических процессов их производства.
Комплекс требований к функциям свёртки оценок качества, отражающий системный подход к исследованию и оценке качества метизов промышленного назначения, учитывающий эффект эмерджентности в системах.
Процессный подход к оценке результативности технологических процессов производства метизов.
Методы совершенствования технологических процессов, основанные на принципах нечёткого моделирования с целью получения заданного качества метизов, а также методы факторного анализа дляа повышения результативности технологического процесса.
Научная новизна работы заключается в следующем:
1. Основы функционально-целевого анализа:
Разработано понятие лфункция объекта (изделия, процесса), основанное на фундаментальных представлениях о взаимодействиях в физике. Определены три функции изделий, которые существенны для оценивания метизов: транспортная, монтажная и эксплуатационная. Обоснован и определён период существования объекта оценивания, в котором он выполняет потребительские функции. Этот период предложено назвать потребительской фазой. Разработан метод анализа структуры качества объекта, основанный на анализе функций, выполняемых при его потреблении.
2. Системный подход к комплексной оценке качества:
Определён комплекс требований к операции свёртки, уточняющий известные ранее и опирающийся на положенияа логики относительных оценок. Введено понятие лакселерация оценок при свёртке, отражающее свойство эмерджентности в системах. Дано его математическое определение. Предложены функции свёртки, удовлетворяющие обоснованному в работе комплексу требований.
3. Процессный подход к оценке результативности технологического процесса.
Разработаны понятия и методы локальной, глобальной и комплексной результативности многооперационного процесса производства, основанные на функциональном подходе к оценке технологического процесса и методы иха оценкиа
4. Новые методы совершенствования технологическим процессом с целью получения заданного качества метизов, повышения результативности технологического процесса.
Разработаны методы оценки требований к заготовке на основе нечёткого моделирования для получения требуемого качества метизов в заданном технологическом процессе и метод факторного анализа результативности технологического процесса, позволяющий оценивать потенциальные возможности операций для повышения результативности технологического процесса.
Практическая ценность.
1. Разработана функциональный метод анализа качестваа витых изделий,а отличающийся наиболее полным учётом требований потребителя к кабелю. Определены понятия лфункция изделия и лсвойство изделия.
Методом функционального анализа разработана структура качества геофизического кабеля, отличающаяся сетевым строением. Анализ структуры свойств изделия позволил выявить новое потребительское свойство геофизического кабеля - лжесткость, определяемое количественным показателем лосевая жесткость.
2. Разработана номенклатура показателей, характеризующая эффективность процесса производства шаровых пальцев, включающая комплекс требований потребителя к качеству продукции и специальные требования к технологическому процессу. Разработана методика оценки технологической эффективности процессов производства шаровых пальцев, основанная на вычислении комплексной оценки с учётом свойства акселерации комплексной оценки.
3. Разработан комплексный показатель результативности технологического процесса производства высокопрочной арматуры железобетонных шпал (ЖБШ), формирующийся на основе глобального и локального показателей процесса и метод его анализа, позволивший определить технологические резервы для достижения заданного уровня потребительских свойств готовой продукции.
4. На основе разработанной методики нечёткого моделирования технологического процесса получены математические модели пооперационного изменения прочностных и пластических свойств заготовки для производства самонарезающих винтов на этапе подготовки металла к холодной объемной штамповке (ХОШ).
Реализация работы.
1. С использованием функционального метода разработаны оценки единичных и комплексного показателей качества геофизических кабелей, к производству рекомендован кабель новой конструкции диаметром 21,0 мм, как наиболее удовлетворяющий требованиям, предъявляемым потребителями.
2. На основе сравнения вычисленных квалиметрических оценок технологии производства шаровых пальцев выбрана наиболее эффективный варианта технологического процессаа производства шарового пальца ВМ505 (из дисперсионно-твердеющей перлитно-ферритной стали марки 27MnSiVS6).
3. Разработанный в результате исследований результативности технологического процесса производства высокопрочной арматуры для железобетонных шпал маршрут волоченияа апробирован в условиях ОАО Магнитогорский метизно-калибровочный завод ММК-МЕТИЗ (ОАО ММК-МЕТИЗ).
Разработанные усовершенствованные режимы деформационной обработки в полном объеме внедрены в промышленное производство в условиях ОАО ММК-МЕТИЗ. В результате в общей структуре несоответствующей продукции на 98 % были устранены несоответствия по показателям прочности и пластичности арматуры, что свидетельствует о значительном повышении результативности технологического процесса и повышении качества готовойа продукции. Экономический эффект от внедрения разработок в производство составил 7,3 млн. руб.
IV. Используя установленные на основе нечётких моделей количественные зависимости, определены диапазоны значений механических свойств катанки, оптимальные с точки зрения технологичности стали на операциях ХОШ самонарезающих винтов.
![]()
 а
а
Граф исследований и основных результатов диссертации приведён на рис. 1.
Апробация работы. Основные положения работы были доложены и обсуждены на XXXVI Уральском семинаре Механика и процессы управления (Екатеринбург, 2006 г.); II Международной научно-технической конференции Прогрессивные технологии в современном машиностроении (Пенза, 2006 г.); 7-м (Москва, 2007 г.) и 8-ом (Магнитогорск, 2010 г.) Международных конгрессах прокатчиков; Международной научно-технической конференции Современные достижения в теории и технологии пластической обработки металлов (Санкт-Петербург, 2007 г.); школе-семинаре Фазовые и структурные превращения в сталях (Кусимово, 2008 г.); технических советах МКЗ, МММЗ, ОАО ММК-МЕТИЗ (2003-2011 гг.); технических советах ОАО Автонормаль (2007-2011 гг.); VIII Всероссийской школе-конференции молодых ученых Управление большими системами (2011 г.).
Публикации. По теме диссертации опубликованы 4 монографии, 41 научная статья, из них 8 - в центральных изданиях до 2006 г., 15 - в изданиях из Перечня ведущих рецензируемых научных журналов и изданий ВАК РФ, получено 1 свидетельство о государственной регистрации программ для ЭВМ.
Структура и объём работы. Диссертация состоит из 6 глав, изложена на 210 страницах машинописного текста, иллюстрирована 12 рисунками, содержит 11 таблиц, библиографический список содержит 150 наименований.
ичный вклад автора заключается в разработке основ функционально-целевого анализа качества метизов и процессов их производства; реализации системного подхода при комплексной оценке качества, позволившего предложить новые функции свёртки оценок качества; разработке процессного подхода к оценке результативности технологического процесса; разработке новых методов управления технологическим процессом на основе нечёткой информации и факторного анализа комплексных оценок качества процесса.
ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ
Во введении определяется апредмет исследования диссертации. С одной стороны он определяется материальной областью: металлические изделия промышленного производства, как изделия из чёрных металлов, производимые на четвёртом переделе металлургического производства из проката малых сечений. С другой стороны - областью нематериальной, теоретической, а именно методами квалиметрии - научной дисциплины о комплексной количественной оценке качества изделий и процессов.
В первой главе анализируются методы количественной оценки качества метизов и направления их развития. Алгоритм действий при комплексной количественной оценке впервые описан в работах Г.Г. Азгальдова.а Важным развитиема методов оценки является разработанная Г.С. Гуном и автором модель квалиметрии как логики оценок и разделение всех свойств одного уровня на доминирующие и компенсируемые.
Сделанный в главе анализ позволил выявить современные проблемы квалиметрии, поставить цели исследования и определить задачи, которые необходимо решить (табл. 1).
Таблица 1
Основные положения и проблемы квалиметрии
Положение |
Проблема |
Древовидная структура свойств |
Отсутствие принципа структурирования |
Свёртка оценок с учётом весомостей свойств |
Отсутствие эффективного метода определения весомостей |
Свёртка при помощи формул средних или треугольных норм |
Отсутствие формул для свёртки доминирующих свойств с учётом весомостей |
Не учитывается системное взаимодействие свойств |
|
Качество-совокупность свойств для удовлетворения определённых потребностей |
Не определена часть жизненного цикла объекта на котором производится оценивание |
Во второй главе приведено обоснование и формулировка основных теоретических положений работы. Рассматривая функции метизов, определены их характерные особенности. Для технических материальных объектов сформулировано понятие функции следующим образом: функция - это передача действия, т.е. обеспечение взаимодействия или предотвращение взаимодействия.
Данное определение понятия Функция позволяет конкретизировать понятие Свойство. Свойство - неотъемлемая особенность объекта, присущая ему независимо от взаимодействия с другими объектами. С точки зрения функционального подхода, свойство - способность обеспечивать некоторую функцию, т.е. способностьа передаватьа взаимодействие или препятствовать его передаче.
Жизненный цикл изделия (ЖЦИ), как определяет его стандарта ISO 9004-1, - это совокупность процессов, выполняемых от момента выявления потребностей общества в определенной продукции до момента удовлетворения этих потребностей и утилизации продукта. Таким образом,а жизненный цикл - весь временной период, когда вообще существует понятие данного изделия.
В квалиметрии изделие исследуется в более короткий период времени, чем весь жизненный цикл. Поэтому необходимо однозначно определить этот период. В исследованиях более мелкие периоды времени, чем жизненный цикл, называют стадиями жизненного цикла. Во всех стандартах на изделия и смежных, регламентирующих правила приёмки, испытания и пр. речь идёт о свойствах изделия, обретаемых после завершения технологического процесса.
Для целей нашего исследования необходимо рассматривать промежуток времени, начинающийся с обретением изделия всех характерных для него свойств. Это происходит в момент завершения изготовления и упаковки, т.е. в момент, когда прекращается активное воздействие на продукт с целью изменения его свойств.а Окончанием временного отрезка оценивания мы будем считать момент достижения состояния, когда в результате износа невозможна эксплуатация изделия в соответствии с его назначением, т.е. изделие бесполезно для потребителя. Этот период времени назван потребительской фазой изделия.
Потребительская фаза изделия неоднородна и включает несколько стадий (этапов) жизненного цикла изделия. Мы выделяем эти стадии, придерживаясь продекларированного функционального принципа. В соответствии с этима первой стадией является транспортировка изделия к месту потребления. Таким образом, первая стадия потребительской фазы - транспортная. Следующая фаза - приведение изделия в рабочее состояние: завинчивание болтов, винтов, гаек, навеска каната, установка сетки в рабочее устройство и т.д. Эту фазу мы назвали монтажной. Третья стадия потребительской фазы - эксплуатационная. В этой стадии реализуются основные потребительские свойства изделия - прочность на разрыв крепежа, абразивная стойкость канатов в скважинах, дифференцированиеа вещества (сетка), упругие свойства метизов и др.
На основе понятия потребительской фазы можно ввести конструктивное определение качества метизов: качество - это степень выполнения трёх функций изделия - транспортной, монтажной и эксплуатационной. Мы называем это определение конструктивным, т.к. указание конкретных функций определяет путь дальнейшего исследования структуры качества, т.е. свойств, обеспечивающих выполнение соответствующих функций.а Следует отметить, что в отличие от ставшей классической древовидной структуры комплексного качества изделия при предложенном подходе возможна сетевая структура, поскольку одно и то же свойство может обеспечивать несколько функций. Количество функций, на которые влияет данное свойство, мы предлагаем считать его важностью. При этом исчезает потребность определять количественную оценку важности - весомость. Она определяется самой структурой комплексного качества.
Совокупность методов анализа качества метизов на основе исследования функций изделия на протяжении его потребительской фазы названа функционально-целевым анализом
В известных работах по комплексной оценке для получения комплексной оценки наиболее часто использовалась функция свертки, впервые предложенная в работах соискателя и Г.С. Гуна
![]() , аа (1)
, аа (1)
где ![]() а- j-я групповая оценка на i-м уровне;
а- j-я групповая оценка на i-м уровне; ![]() а- значение оценки доминирующих показателей на i-м уровне;
а- значение оценки доминирующих показателей на i-м уровне; ![]() а- значение оценки компенсируемых показателей на i-м уровне;
а- значение оценки компенсируемых показателей на i-м уровне; ![]() а- оценка вклада компенсируемых показателей ва комплексную оценку на i-м уровне;
а- оценка вклада компенсируемых показателей ва комплексную оценку на i-м уровне; ![]() а- оценка вклада доминирующих показателей ва комплексную оценку на i-м уровне;
а- оценка вклада доминирующих показателей ва комплексную оценку на i-м уровне; ![]() .
.
Формула (1) основывалась наа логической формуле, обоснованной в логике оценок для формирования комплексной оценки:
![]()
![]() .аа (2)
.аа (2)
Внутренняя структура данной функции свертки обеспечивает выполнение граничного условия равенства нулю комплексной оценки при нулевом значенииа любого из доминирующих показателей и обеспечивает снижение комплексной оценки при равенстве нулю компенсируемого показателя. Степень влияния отдельных факторов (параметров) на комплексную оценку определяется их весом и статусом (компенсируемые и доминирующие свойства (параметры)).
Операция свёртки компенсируемых показателей обозначена через ![]() , а операция свёрткиа доминирующих - через
, а операция свёрткиа доминирующих - через ![]() , тогда они должны удовлетворять следующим условиям-
, тогда они должны удовлетворять следующим условиям-
граничные условия:
![]() ,
, ![]() ,
, ![]() , а (3)
, а (3)
монотонность:
если ![]() ато
ато ![]() аа
аа ![]() ,аа (4)
,аа (4)
коммутативность:
![]() ,
, ![]() , (5)
, (5)
непрерывность:
![]() ,аа
,аа ![]() . (6)
. (6)
С целью отражения синергетического эффекта обосновано новое требование, названное акселерацией:
![]() а и а
а и а![]() .а (7)
.а (7)
Предложено различать парную, тройную, четверную и т.д. акселерацию в зависимости от того, взаимодействия какого количества свойств увеличивает групповую оценку:
![]() , (8)
, (8)
где n - количество свойств; ![]() ;
; ![]() а- оценки отдельных свойств.
а- оценки отдельных свойств.
Предложены функции, удовлетворяющие сформулированным требованиям:
 ,а (9)
,а (9)
 .а а а(10)
.а а а(10)
Сформулированы требования к операциям свёртки с учётом весомости свойств. Пусть f - некоторая операция свёртки, т.е. комплексная оценка C выражается следующим образом:
![]() ,аа а (11)
,аа а (11)
![]()
гдеа ![]() а- оценки свойств;
а- оценки свойств; ![]() а- весомости соответствующих свойств.
а- весомости соответствующих свойств.
Тогда f должна быть возрастающей по всем весомостям, т.е. при неизменных оценках ![]() акомплексная оценка С тем больше, чем больше весомость какого-либо свойства. Аналитически это выражается следующим условием:
акомплексная оценка С тем больше, чем больше весомость какого-либо свойства. Аналитически это выражается следующим условием:
![]() а(12)
а(12)
где i = 1, 2, Е n.
Доказано, что наряду с определёнными ранее требованиями к операциям свёртки, свойством (12) обладают следующие функции:
 аа ,аа (13)
аа ,аа (13)
 ,аа (14)
,аа (14)
где а![]() а- авесомости асоответствующих аасвойств, апричём,
а- авесомости асоответствующих аасвойств, апричём,
![]() а
а
Формулу свёртки для комплекса оценок доминирующих и компенсируемых свойств сконструируем на основе логического правила (2):
![]() ,а (15)
,а (15)
где D и K - свёртки оценок доминирующих и компенсируемых свойств, соответственно; а 2 - масштабирующий множитель. Обозначим оценки доминирующих свойств через![]() , i = 1, 2, Е m, а оценки компенсируемых свойств через
, i = 1, 2, Е m, а оценки компенсируемых свойств через![]() , i = 1, 2, Е n. Тогда:
, i = 1, 2, Е n. Тогда:
 а (16)
а (16)
где ![]() а- весомости соответствующих свойств и
а- весомости соответствующих свойств и ![]() .
.
 а (17)
а (17)
В настоящей работе использован принцип исследования качества технологического процесса, основанный на выявлении функций процесса в целом и отдельных его операций в частности. Каждаяа функция направлена на достижение определённого результата. Поэтому оценка технологического процесса по степени выполнения функции, т.е. по степени достижения результата названа результативностью.
Под технологическим процессом мы понимаем последовательность операций, каждая из которых трансформирует обрабатываемый объект (заготовку), меняя его показатели качества. Таким образом, результат процесса формируется как сумма (не обязательно арифметическая) результатов технологических операций. Первая функция операции - преобразование параметров заготовки с целью приближения их к параметрам готовой продукции. Эту функцию назовём глобальной. Наиболее полное использование ресурса преобразования назовём окальной функцией операции. Результативность процесса - это степень достижения результата, которая с учётом процессного подхода определяется выполнением определённых выше функций.
Каждое свойство измеряется некоторым количественным показателем. Обозначим эти показатели - ![]() , где m - количество свойств изделия. Каждое свойство меняется в процессе технологической обработки, и, соответственно, меняются показатели качества (ПК),а принимая значения от
, где m - количество свойств изделия. Каждое свойство меняется в процессе технологической обработки, и, соответственно, меняются показатели качества (ПК),а принимая значения от ![]() ау исходной заготовки до
ау исходной заготовки до ![]() ау готового изделия, где
ау готового изделия, где ![]() . Обозначим общее количество операций через n, а значение i-го ПК после j-й операции -
. Обозначим общее количество операций через n, а значение i-го ПК после j-й операции - ![]() . Тогда в идеальном случае
. Тогда в идеальном случае ![]() . Через
. Через ![]() ,
, ![]() а- требуемый, лучшийа уровень свойств готового изделия. В зависимости от результативности, возможно
а- требуемый, лучшийа уровень свойств готового изделия. В зависимости от результативности, возможно ![]() . Степень выполнения глобальной функции для i-го параметра на j-й операции будем оценивать по традиционному для квалиметрии подходу, сравнивая приближение совокупности показателей в результате данной операции к требуемому целевому уровню свойств.а
. Степень выполнения глобальной функции для i-го параметра на j-й операции будем оценивать по традиционному для квалиметрии подходу, сравнивая приближение совокупности показателей в результате данной операции к требуемому целевому уровню свойств.а
Для сравнения необходимо ввести меру близости различных уровней свойств. Как меру близости используем классическое понятие метрики ![]() , обобщающей понятие лрасстояние. Тогда в качестве меры глобальной результативности j-й операции по i-му свойству назовём величину:
, обобщающей понятие лрасстояние. Тогда в качестве меры глобальной результативности j-й операции по i-му свойству назовём величину:
 .а (18)
.а (18)
Глобальной результативностью процесса по i-му ПК назовём следующую характеристику вектора ![]() :
:
![]() ,.аа (19)
,.аа (19)
где ![]() .
.
Глобальную результативность технологического процесса в целом будем оценивать как свёртку оценок результативности процесса по отдельным свойствам в соответствии с формулой (17), т.е. с учётома статуса и весомости отдельных свойств:
 ,аа (20)
,аа (20)
где ![]() ;
; ![]() а- оценки результативности соответствующих доминирующих и компенсируемых свойств.
а- оценки результативности соответствующих доминирующих и компенсируемых свойств.
Возможности каждой операции целесообразно реализовывать наиболее полно. Эта цель определяет следующую функцию технологическогоа процесса - обеспечение максимального использования возможности (потенциала) каждой операции. Назовём эту функцию локальной. Обозначим предельно достижимое значение i-го показателя в j-й операции через ![]() . В зависимости от вида показателя это может быть максимально и минимально возможное значение. Тогда оценкой локальной результативности операции по одному ПК будет служить величина:
. В зависимости от вида показателя это может быть максимально и минимально возможное значение. Тогда оценкой локальной результативности операции по одному ПК будет служить величина:
 ,аа (21)
,аа (21)
где ![]() а- та же метрика, что и в (18).
а- та же метрика, что и в (18).
Используя (21), можно получить оценку локальной результативности процесса по отдельному свойству и в целом по процессу:
![]()
 , (22)
, (22)
где ![]() ;
; ![]() а- оценки локальной результативности процесса дляа соответствующих доминирующих и компенсируемых свойств.
а- оценки локальной результативности процесса дляа соответствующих доминирующих и компенсируемых свойств.
Комплексную оценку технологического процесса вычисляем как взвешенную сумму локального и глобального показателя результативности:
![]() аа , а (23)
аа , а (23)
где ![]() - весомости локальной и глобальной функций процесса.
- весомости локальной и глобальной функций процесса.
Технологический процесс необходимо рассматривать не как детерминированную функцию преобразования параметров заготовки, а как процесс нечеткий. В ходе технологического процесса значения показателей качества ![]() азаготовки как бы лразмазываются, т.е. каждый параметр характеризуется не конкретным числом, а интервалом. И этот интервал значений изменяется после каждой операции.
азаготовки как бы лразмазываются, т.е. каждый параметр характеризуется не конкретным числом, а интервалом. И этот интервал значений изменяется после каждой операции.
В качестве характеристики разброса значений i-го показателя качества на j-ой операции примем стандартное (среднеквадратическое) отклонение данного показателя. Это широко используемая мера вариабельности (изменчивости) данных.
В результате задача управления может быть сформулирована следующим образом: если на выходе технологического процесса требуется получить значение параметра заготовки ![]() , то в силу нечеткости необходимо получить интервал значений с математическим ожиданием
, то в силу нечеткости необходимо получить интервал значений с математическим ожиданием ![]() аи стандартным отклонением
аи стандартным отклонением ![]() :
:
![]() , (24)
, (24)
![]() ,а (25)
,а (25)
где ![]() ,
, ![]() а- математическое ожидание и стандартное отклонение i-го показателя качества на выходе технологического процесса (после завершающей m-ой операции);
а- математическое ожидание и стандартное отклонение i-го показателя качества на выходе технологического процесса (после завершающей m-ой операции); ![]() ,
, ![]() а- математическое ожидание и стандартное отклонение i-го показателя качества на входе технологического процесса;
а- математическое ожидание и стандартное отклонение i-го показателя качества на входе технологического процесса; ![]() ,
, ![]() а- функции преобразования математического ожидания и стандартного отклонения i-го показателя качества на j-ой операции;
а- функции преобразования математического ожидания и стандартного отклонения i-го показателя качества на j-ой операции; ![]() а - порядковый номер технологической операции,
а - порядковый номер технологической операции, ![]() ;
; ![]() а - индекс показателя качества продукции,
а - индекс показателя качества продукции, ![]() .
.
Для того, чтобы попасть в заданную область значений показателя качества готовой продукции, необходимо определить, какой диапазон значений исследуемого показателя задать на входе технологического процесса, т.е. необходимо решить задачу управления качеством продукции в обратном направлении: определяя необходимое значение параметров последовательно по операциям с конца технологического процесса к его началу:
![]() ,а (26)
,а (26)
![]() . (27)
. (27)
Таким образом, требуется определить диапазоны значений свойств исходной заготовки, которые обеспечили бы требуемую технологичность материала на операциях формообразования при заданных технологических параметрах обработки.
Каждую технологическую операцию в рамках данного подхода характеризуем коэффициентом изменения математического ожидания показателя качества изделия ![]() и коэффициентом изменения стандартного отклонения показателя качества изделия
и коэффициентом изменения стандартного отклонения показателя качества изделия ![]() .
.
Множество возможных значений показателя качества ![]() аправильнее характеризовать как нечеткое множество, а интервал
аправильнее характеризовать как нечеткое множество, а интервал ![]() - как носитель нечеткого множества.
- как носитель нечеткого множества.
Значения математического ожидания и стандартного отклонения показателя качества ![]() ав технологическом процессе на j-ой операции определяются по формулам:
ав технологическом процессе на j-ой операции определяются по формулам:
![]() ,а (28)
,а (28)
![]() .аа (29)
.аа (29)
Следовательно, после произвольной ![]() -ой операции справедливы равенства:
-ой операции справедливы равенства:
![]() ,а (30)
,а (30)
![]() .а (31)
.а (31)
Динамика и спектр значений исследуемых параметров полностью описываются полученными зависимостями (30) и (31). Они могут быть использованы как для прогноза качества готового изделия, так и для решения обратной задачи: определения требований к исходной заготовке для получения заданных характеристик готовой продукции, т.е.:
![]()
 . (32)
. (32)
Опираясь на изложенное, предложена функция принадлежности ![]() ана интервале
ана интервале ![]() , которая определяет содержательно предпочтенияа для выбора параметров процесса:
, которая определяет содержательно предпочтенияа для выбора параметров процесса:
 аа (33)
аа (33)
где![]() а- интервал изменения x (носитель нечеткого множества).
а- интервал изменения x (носитель нечеткого множества).
При анализе комплексного качества объекта и результативности процесса возникает задача определения степени влияния отдельных показателей качества (единичных или групповых) на комплексный и интегральный показатели. Поэтому возникла потребность разработки метода анализа простого технически и применимого на практике без использования аппарата дифференциального исчисления.
Иерархию оценока будем представлять как дерево, растущее вниз. Таким образом, комплексная оценка представляет собой вершину этой иерархии.а Уровни оценок будем нумеровать сверху вниз. Тогда комплексная оценка - оценка 0-го уровня. Образующие её оценки (групповые или единичные) - оценки 1-го уровня и т.д. Обозначим череза n - количество уровней.
Оценки будем обозначать ![]() , где верхний индекс
, где верхний индекс ![]() а- является номером уровня оценки, а нижний индекс
а- является номером уровня оценки, а нижний индекс ![]() а- порядковый номер оценки среди оценок
а- порядковый номер оценки среди оценок ![]() -го уровня.
-го уровня.
Пустьа ![]() а- комплексная оценка (тогда
а- комплексная оценка (тогда![]() )аа или
)аа или ![]() -тая групповая оценка
-тая групповая оценка ![]() -го уровня,
-го уровня, ![]() а- групповые или единичные (элементарные)а оценки более низкого уровня, которые полностью определяют значение
а- групповые или единичные (элементарные)а оценки более низкого уровня, которые полностью определяют значение ![]() апри неизменных значениях остальных показателей, т.е.
апри неизменных значениях остальных показателей, т.е.
![]() , аа (34)
, аа (34)
где ![]() - количество оценок (показателей) на
- количество оценок (показателей) на ![]() -ома уровне и
-ома уровне и ![]() .
.
Придадим некоторой оценке ![]() значение 1. Тогда
значение 1. Тогда ![]() изменится на величину
изменится на величину ![]() аи примет значение:
аи примет значение:
![]() .а (35)
.а (35)
Проделаем это для всех значений ![]() . В результате получим вектор
. В результате получим вектор ![]() . Он назван вектором потенциала роста оценки
. Он назван вектором потенциала роста оценки ![]() .
.
Компоненты ![]()
![]() вектора
вектора ![]() апоказывают величину максимального возможного роста оценки
апоказывают величину максимального возможного роста оценки ![]() аза счёт оценок
аза счёт оценок ![]() ,
, ![]() .
.
Проделав эту процедуру достаточное количество раз, можно определить показатели, которые необходимо улучшать, чтобы обеспечить рост комплексной оценки.
Для определения силы влияния ![]() ана
ана ![]() найдем относительные величины:
найдем относительные величины:![]() ,
, ![]() аНазовем вектор
аНазовем вектор ![]() авектором скорости роста оценки
авектором скорости роста оценки ![]() или градиентом оценки
или градиентом оценки ![]() :
:
![]() , а (36)
, а (36)
где ![]() ,
,![]() .
.
Найденный вектор скорости роста позволяет выбрать пути повышения качества объекта.
В третьей главе отражена реализация метода функционально-целевого анализа для разработки методики оценки качества грузонесущих геофизических кабелей.
Грузонесущий геофизический кабель представляет собой витое некомпактное изделие, содержащее сердечник с токопроводящими жилами и предназначенное для спуска и подъема геофизических приборов и аппаратов, их питания электроэнергией и осуществления информационной связи между наземной аппаратурой и скважинными приборами при недропользовании и геофизических исследованиях скважин.
В силу особенностей геофизических кабелей, кроме транспортной, монтажной и эксплуатационной функций выделен коммуникационная функция, которая, строго говоря, относится к эксплуатационным функциям кабеля.
Коммуникационная функция - обеспечение электрического питания геофизического прибора для создания канала связи и управления режимами работы приборов.
При транспортировке геофизический кабель изгибается по всей длине, подвергается воздействию окружающей среды, витки кабеля испытывают радиальное сжатие при укладке на барабан. При транспортировке кабель должен удовлетворять требованиям ограничения по массе и объему. Набор свойств, необходимых для обеспечения транспортной функции, имеет как свои уникальные свойства, так и тесные связи со свойствами, обеспечивающими монтажную функцию.
Монтажнаяа и эксплуатационная стадии кабеля и соответствующие функции тесно связаны. При работе в скважине условия эксплуатации существенно отличаются ота условийа производства и хранения: кабель подвергается растягивающемуа усилию, абразивному износу, воздействию высоких температур и агрессивных коррозионныха сред, воздействию гравитационных сил, сил трения и силы Архимеда (при давлении газовых скважин до 1000 атм. не всегда возможно опустить количество кабеля, достаточное для обеспечения проталкивающей силы под действием только гравитации). Вместе с тем кабель подвергается деформации на роликах системы подвеса конструкции, изгибается на барабане лебедки подъемника, а также удлиняется в силу упругих свойств. Из-за аизменения баланса моментов слоев проволочной брони в кабеле появляетсяа осевой вращательный момент. аСтруктура свойств кабеля показана на рис. 2.

Рис. 2. Структура свойств геофизического кабеля
Анализ структуры свойств изделия позволил выявить новое потребительское свойство геофизического кабеля - лжесткость, определяемое количественным показателем лосевая жесткость. На основе оценки единичных и комплексногоа показателей качества к производству рекомендован кабель новой конструкции диаметром 21,0 мм, как наиболее удовлетворяющий требованиям, предъявляемым потребителями. Для расчёта комплексной оценки качества кабеля использовались функции свёртки (10), предложенные во второй главе.
В четвёртой главе изложена методика оценки качества технологического процесса производства шаровых пальцев с использованиема функций свёртки с акселерацией.
Шаровые пальцы являются элементами конструкции ряда узлов современных автомобилей: рулевого управления (рулевые наконечники и шаровые тяги), подвески (шаровые опоры, реактивные тяги, стабилизаторы поперечной устойчивости), арматуры кузова (шарниры элементов навески дверей автобусов и других элементов). Разработанная структура свойств представлена на рис. 3. Разработана методика оценки технологической эффективности процессов производства шаровых пальцев, основанная на вычислении комплексной оценки с учётом свойства акселерации.
На основе сравнения вычисленных квалиметрических оценок выбрана наиболее эффективный варианта технологического процессаа производства шарового пальца ВМ505 из дисперсионно-твердеющей перлитно-ферритной стали марки 27MnSiVS6.
 аРис. 3. Структура показателей комплексной оценки эффективности
аРис. 3. Структура показателей комплексной оценки эффективности
процесса производства шаровых пальцев проекта Х84
В пятой главе разработана методика оценки результативности технологическогоа процесса производства высокопрочной арматуры для железобетонных шпал (ЖБШ).
Современная ЖБШ - цельнобрусковая из предварительно напряженного железобетона, армированная высокопрочной арматурой периодического профиля диаметром до 10,0 мм. Основным несущим элементом в конструкции ЖБШ - шпалы нового поколения является высокопрочная арматура. Показатели качества (ПК) высокопрочной арматуры для ЖБШ оцениваются по механическим свойствам, длительной прочности, величине потерь напряжения от релаксации, стойкости к коррозионному растрескиванию, уровню сцепления с бетоном. Регламентируютсяа также требования к качеству поверхности, предельно допустимые отклонения по овальности и массе погонного метра арматуры.
Для анализа действующей технологии использована методика, разработанная в гл. 2. С учётом особенностей технологии и для упрощения расчётов методика адаптирована к условиям исследуемого технологического процесса.
В качестве меры изменения показателя качества примем арифметическую разность значений, т.е.
![]()
![]() аа (37)
аа (37)
гдеа ![]() а- индекс свойства;
а- индекс свойства; ![]() а- индекс операции.
а- индекс операции.
Тогда результативность операции по соответствующему свойству определяется формулой:
 .аа (38)
.аа (38)
Глобальная результативность процесса рассчитывается по простой аддитивной формуле без учёта акселерации:
![]() .аа (39)
.аа (39)
Для расчёта показателей результативности использованы данныеа изменения значений показателей качества высокопрочной арматуры для ЖБШ по действующей технологии.
Оценка локальной результативности операции по одному свойству, по всем свойствам и оценка локальной результативности всего процесса в целом произведена по адаптированным формулам. Тогда оценкой локальной результативности по одному ПК будет служить величина:
![]() илиаа
илиаа ![]() . а (40)
. а (40)
Далее получена оценка результативности процесса по одному свойству и процесса в целом:
![]()
![]() а
а![]() . (41)
. (41)
При помощи алгоритма факторногоа анализа, разработанного в гл. 2, получен следующий градиент комплексной оценки результативности:
![]() 0,11а 0,87а 0,23а 0,09). (42)
0,11а 0,87а 0,23а 0,09). (42)
Здесь первая компонента соответствует операции подготовки поверхности к деформации, вторая - волочению, третья - профилированию, четвёртая - стабилизации. Таким образом, наибольший потенциал результативности имеет операция волочения на размер под профилирование.
Проведенные исследования позволили предложить новый режим деформационной обработки. Сравнительная характеристика этих процессов приведена в табл. 2.
Внедрение усовершенствованных режимов деформационной обработки высокопрочной арматуры позволило снизить интервалы разброса ПК готовой продукции по временному сопротивлению разрыву в 1,35 раза, по относительному удлинению - в 1,6а раза, по относительному сужению - в 1,9а раза по сравнению с ранее действующими режимами.
Таблица 2
Сравнительная характеристика результативности
технологического процесса
Оценка |
Глобальная |
окальная |
Комплексная |
по действующим |
3,00 |
10,70 |
5,68 |
после |
3,00 |
11,75 |
5,94 |
Разработанные усовершенствованные режимы деформационной обработки в полном объеме внедрены в промышленное производство в условиях ОАО ММК-МЕТИЗ. В результате в общей структуре несоответствующей продукции на 98 % были устранены несоответствия по показателям прочности и пластичности арматуры, что свидетельствует о значительном повышении результативности технологического процесса и повышении качества готовойа продукции. Экономический эффект от внедрения разработок в производство составил 7,3 млн. руб.а
В шестой главе аразработана математическая модель трансформации свойств самонарезающих винтов в технологическом процессе с использованием моделей нечёткого преобразования.
Традиционным видом метизов являются шурупы, изготавливаемые из малоуглеродистых марок сталей без покрытий, которые используются для крепления к деревянным и пластмассовым основам, вворачиваясь в предварительно подготовленное отверстие. Конструктивно шуруп представляет собой стержень с наружной специальной резьбой, резьбовым коническим концом и головкой на другом конце.
В настоящее время широко используются крепежные изделия, конструктивно соответствующие вышеприведенному описанию шурупов, но имеющие существенные усовершенствования. Прежде всего новый крепеж выгодно отличается от традиционных шурупов: новой формой резьбы, наконечника и шлица; применением при производстве высококачественных материалов; использованием различных коррозионностойких и эстетических покрытий.
Указанные нововведения позволяют применять такой крепеж без предварительного сверления отверстий, что существенно упрощает и ускоряет процесс монтажно-строительных работ; для крепления к металлическим основам и к строительным материалам (бетон, кирпич и т.п.), что значительно расширило область применения данного вида крепежа, заметно повлияло на технологию строительных и механосборочных работ.
Самонарезающие винты имеют различные конструктивные исполнения основных элементов: головок, шлицев, резьбы, стержня, наконечника.
Способность самонарезающих винтов скреплять различные виды материалов во многом определяется типом резьбы. Резьбы саморезов отличаются диаметром, шагом, количеством заходов, углом при вершине профиля.
В процессе производства самонарезающих винтов в условиях ОАО ММК-МЕТИЗ был осуществлен сбор статистической информации по показателям прочности и пластичности (временному сопротивлению разрыву (?В) относительному сужению (?) и относительному удлинению (?)) стали марок Cq22, 20Г и 15Га в горячекатаном, отожженном после волочения и калиброванном состояниях с учетом режимов волочения. По этим данным были вычислены коэффициенты, необходимые для применения моделей по формулам (36)-(47).
Предварительно задавшись необходимым уровнем прочностных и пластических свойств заготовки после калибрования, последовательно определены требуемые диапазоны значений исследуемых параметров в отожженном и горячекатаном состояниях (рис. 4).
В процессе производства самонарезающих винтов в условиях ОАО ММК-МЕТИЗ было установлено, что требуемой технологичностью на операциях холодной объемной шпамповки обладает калиброванная проволока со следующими диапазонами значений прочностных и пластических характеристик:
![]() ;
;![]() ;
; ![]() .
.
Расчеты показали, что для получения калиброванной проволоки с требуемым уровнем значений показателей прочности и пластичности, находящимся в указанном диапазоне, необходимо обеспечить получение отожженной и горячекатаной заготовки со следующими диапазонами значений механических свойств металла:
![]() ,
,![]() ,
,![]() ,
,
![]() ,
,![]() ,
,![]() .
.
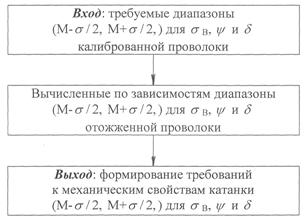
Рис. 4. Схема формирования требований к механическим
свойствам горячекатаной заготовки
Достоверность полученных результатов подтверждена в ходе промышленного эксперимента: процесс ХОШ самонарезающих винтов из катанки с установленным диапазоном значений показателей прочности и пластичности протекал стабильно, дефектов на высаженных заготовках не наблюдалось.
ВЫВОДЫ ПО РАБОТЕ.
В результате решения задач, поставленных в настоящей работе, получены следующиеа научные и практические результаты, развивающие квалиметрию как самостоятельную научную дисциплину.
1. Разработаны понятия и принципы функционально-целевого анализа как методологической основы исследования структуры качества металлических изделий и технологических процессов их производства. Они включают: определение понятия лфункция изделия на основе физического взаимодействия; определение интервала жизненного цикла, на котором происходит оценивание изделий, названного потребительской фазой; выделение трёх стадий потребительской фазы - транспортной, монтажной и эксплуатационной.
2. Развит системный подход к оценке качества объектов и процессов. На его основе определён комплекс требований к операции свёртки оценок качества, уточняющий известные ранее и опирающийся на положенияа логики относительных оценок; введено понятие лакселерация оценок при свёртке, отражающее свойство эмерджентности в системах свойств изделий и процессов, дано его математическое определение; предложены функции свёртки, удовлетворяющие обоснованному в работе комплексу требований.
3. Разработан процессный подход к оценке результативности технологического процесса, который включает в себя: новое понятие результативности, как анализа пооперационного достижения цели процесса; понятие локальной результативности операции и процесса, означающее степень использования потенциала отдельных операций для формирования определённого свойства продукции; понятие глобальной результативности операции и процесса, означающее степень достижения требуемых уровней свойств изделия на отдельной операции и в процессе в целом; методы расчёта локальной, глобальной и комплексной результативности технологического процесса.
4. Предложена модель многооперационного технологического процесса как суперпозиция нечётких отображений показателей качества изделия. Это позволило предложить метод оценки требований к исходной заготовке, обеспечивающий получение заданных показателей качества готовой продукции.
5. Разработан метод факторного анализа качества изделий и процессов, позволяющий оценивать потенциальные возможности отдельных свойств для повышения комплексного качества.
Эти научные положения и методы явились методологической основой для разработки эффективных методик оценки и управления качеством метизов и процессов из производства.
Основные положения диссертации опубликованы в:
монографиях:
1. Г.Ш. Рубин, З.А. Герасимова, Д.И. Вайсман Расчет и анализ использования производственных мощностей метизной промышленности: Монография. М.: Металлургия, 1985. 48 с.
2. Квалиметрическая оценка производства автомобильного крепежа: Монография / Д.М. Закиров, Г.Ш. Рубин, И.Ю. Мезин и др. // Магнитогорск: ГОУ ВПО МГТУ, 2007. 158 с.
3. Управление качеством при производстве шипов противоскольжения: Монография / Д.М. Закиров, Г.Ш. Рубин, И.Ю. Мезин и др. Магнитогорск: ГОУ ВПО МГТУ, 2008. 114 с.
4. Комплексная оценка эффективности процессов производства шаровых пальцев: Монография / И.Г. Гун, Г.Ш. Рубин, В.В. Сальников и др. Магнитогорск: ГОУ ВПО МГТУ, 2008. 133 с.
в центральных журналах (до 2006 г.):
5. Об оценках пластического формоизменения / Г.С. Гун, А.И. Крылов, Г.Ш. Рубин и др.а // Известия АН СССР. Металлы. 1976. № 6. С. 109-112.
6. Сравнение различных способов обработки металлов давлением по эффективности формоизменения / Г.Ш. Рубин, Г.С. Гун, Ю.П. Богатырева и др. // Известия ВУЗов, Черная металлургия, 1980. № 5, С. 52-54.
7. Методика выбора рациональной технологической схемы производства профилей калиброванного металла / Г.Ш. Рубин, Г.С. Гун, И.Н. Киреев и др. // Известия ВУЗов. Черная металлургия. 1980. № 11. С. 40-42.
8. Г.Ш. Рубин, Г.С. Гун, И.Н. Киреев Методика выбора рациональной технологической схемы производства калиброванного металла // Бюллетень института Черметинформация, 1980. № 1/861. С. 25-28.
9. Выбор эффективной технологии получения профилей повышенной точности для машиностроения / Г.Ш. Рубин, Г.С. Гун, Е.А. Пудов и др. // Известия ВУЗов. Машиностроение. 1981. № 5. С. 155-157.
10. Комплексная оценка качества стальной канатной проволоки / Г.Ш. Рубин, Г.С. Гун, Е.А. Пудов и др. // Сталь. 1983. № 1. С. 56-57.
11. Прогнозирование потребности народного хозяйства в метизах и калиброванной стали / Г.Ш. Рубин, Р.Г. Камалов, Т.А. Вахницкая и др. // Сталь. 1985. № 7. С. 79 -81.
12. Г.Ш. Рубин, Д.И. Вайсман, Т.А. Вахницкая Прогнозирование потребности народного хозяйства в метизах и калиброванной стали // Черная металлургия. Бюллетень НТИ. 1989. № 6. С. 27-32.
В журналах, включённых в Перечень ведущих рецензируемых научных журналов и изданий ВАК РФ:
13. Д.М. Закиров, Г.Ш. Рубин, В.В. Сальников Аппарат математической логики для комплексной оценки эффективности технологических процессов // Производство проката. 2006. № 12. С. 35-38.
14. Разработка метода оценки результативности производственного процесса изготовления крепежных изделий / Д.М. Закиров, Г.Ш. Рубин, С.С. Скворцова и др. // Известия вузов. Чёрная металлургия. 2006. № 10. С. 57-60.
15. Г.Ш. Рубин, В.В. Сальников Расчет единичных оценок технологической эффективности производства шаровых пальцев // Известия ТуГУ. Серия. Механика деформируемого твердого тела и обработка металлов давлением. Тула: ТуГУ, вып. 2, 2006. С. 197-202.
16. О разупрочнении стали при многопереходной высадке / Д.М. Закиров, Г.Ш. Рубин, С.П. Васильев и др. // Кузнечно-штамповочное производство. 2006. № 2. С. 15-20.
17. Использование эффекта Баушингера для совершенствования технологии изготовления крепежных изделий / Д.М. Закиров, С.П. Васильев, Г.Ш. Рубин и др. // Известия вузов ТуГУ. Серия Механика деформируемого твердого тела в ОМД. Тула: ТуГУ. 2006. С. 6-12.
18. Г.Ш. Рубин Системный подход к решению задач обработки металлов давлением // Вестник Магнитогорского государственного технического университета им. Г.И. Носова. 2006. № 4. С. 113-115.
19. Проблема повышения качества крепежных изделий / В.В. Чукин, Г.Ш. Рубин, Ф.Т. Вахитова и др. // Вестник Магнитогорского государственного технического университета им. Г.И. Носова. 2007. № 4. С. 99-102.
20. Освоение производства шипов противоскольжения для легковых и грузовых автомобилей / Г.Ш. Рубин, Д.М. Закиров, Р.А. Мусин, Т.Ш. Галиахметов, В.В. Андреев // Производство проката. 2007. № 1. С. 36-40.
21. Г.Ш. Рубин, Н.Г. Корнещук, В.П. Семенов Концепция региональной системы оценки качества образования (РСОКО) Челябинской области // Вестник Магнитогорского государственного технического университета им. Г.И. Носова. 2008. № 1. С. 37-42.
22. Исследование процесса высадки двухфланцевых шипов притивоскольжения с использованием компьютерного моделирования / Г.С. Гун, Г.Ш. Рубин, А.Г. Ульянов и др. // Вестник Магнитогорского государственного технического университета им. Г.И. Носова. 2008. № 1. С. 45-49.
23. Методологический подход к управлению качеством метизной продукции, основанный на нечетких множествах / Г.Ш. Рубин, Ф.Т. Вахитова, Е.Н. Гусева и др. // Вестник Магнитогорского государственного технического университета им. Г.И. Носова. 2009. № 4 (28). С. 50-53.
24. Г.Ш. Рубин, И.М. Камалутдинов Функциональный анализ структуры свойств геофизического кабеля // Вестник Магнитогорского государственного технического университета им. Г.И. Носова. 2010. № 1 (29). С. 70-71.
25. Особенности реологических свойств высокоуглеродистой легированной стали для арматуры железобетонных шпал / М.В. Чукин, Г.Ш. Рубин, Г.С. Гун и др. // Вестник ЮУрГУ. 2010. № 34. С. 50-53.
26. Г.Ш. Рубин Функционально-целевой анализ качества изделий // Вестник Магнитогорского государственного технического университета им. Г.И. Носова. 2011. № 2 (34). С. 29-30
27. Обеспечение качества и результативности процесса производства высокопрочной стабилизированной арматуры для железобетонных шпал / М.В. Чукин, А.Г. Корчунов, В.Н. Лебедев, Г.Ш. Рубин, М.А Полякова. // Вестник Череповецкого государственного университета. 2011. № 3 (32). С.12-16.
в других изданиях:
28. Выбор рациональной технологии при производстве высокоточных профилей с применением методов количественного измерения качества / Г.Ш. Рубин, С.Б. Сторожев, Г.С. Гун и др. // Пятилетке качества и эффективности - труд и поиск молодых металлургов: Всесоюз. науч.-техн. конф. Тула, 1978. С. 92-93.
29. К теоретическому обоснованию выбора способа производства фасонных профилей отраслевого назначения / М.Г. Поляков, Г.С. Гун, Г.Ш. Рубин и др. // Теория и практика производства метизов: Межвуз. сб. Свердловск, вып. 7. 1978. С. 8-12.
30. Г.Ш. Рубин, Г.С. Гун, П.В. Трусов Теоретическое обоснование комплексной оценки качества продукции // Совершенствование организации производства на предприятиях черной металлургии: Тр. республ. науч.-техн. конф. Свердловск, 1981. С. 21-22.
31. Г.Ш. Рубин, Н.Г. Корнещук Методический подход к оценке качества образования на основе квалиметрии // Интеграция информационных систем в управлении образования: Материалы Всерос. конф. Псков. 2005. С. 46-52.
32. Комплексная оценка технологического процесса с учетом функциональных связей параметров заготовки и технологии / Д.М. Закиров, Г.Ш. Рубин, В.В. Сальников и др. // Механика и процессы управления. Том 2. Труды XXXVI Уральского семинара. Екатеринбург: УрО РАН, 2006. С. 267-271.
33. К выбору технологии изготовления шипов противоскольжения для автомобилей / Г.Ш. Рубин, Д.М. Закиров, А.В. Сабадаш и др. // Метиз. 2006. № 7 (16). С. 26-28.
34. Технологический процесс обработки давлением как иерархическая системаа / Г.Ш. Рубин, А.Г. Корчунов, Г.С. Гун и др. // Прогрессивные технологии в современном машиностроении: Сб. статей II Международной научно-технической конференции. Пенза: НОУ Приволжский Дом знаний, 2006. С. 83-86.
35. А.Д. Носов, Г.Ш. Рубин Качество сортамента метизного производства - методологические проблемы оценки // Производство конкурентоспособных метизов: Сб. науч. трудов / Под ред. канд. техн. наук А.Д. Носова. Магнитогорск: ГОУ ВПО МГТУ, 2006. Вып. 1. С. 7-12.
36. Разработка технологии изготовления шипов противоскольжения / Г.Ш. Рубин, Д.М. Закиров, А.В. Сабадаш и др. // Обработка сплошных и слоистых материалов. Вып. 34: Межвуз. сб. науч. тр. / Под ред. Г.С. Гуна.а Магнитогорск: ГОУ ВПО МГТУ, 2006. С. 136-143.
37. Выбор эффективной технологии производства метизов автомобильного назначения / Г.Ш. Рубин, В.В. Чукин, Д.М. Закиров и др. // Труды седьмого конгресса прокатчиков (Том I). М., 15-18 октября 2007 г.а С. 395-399.
38. Математическое моделирование процесса высадки однофланцевых шипов противоскольжения / Г.С. Гун, Г.Ш. Рубин, А.Г. Ульянов и др. // Производство конкурентоспособных метизов: Сб. науч. трудов / Под ред. канд. техн. наук А.Д. Носова. Магнитогорск: ГОУ ВПО МГТУ, 2007. Вып. 2. С. 171-176.
39. Методология комплексной оценки процессов холодной объёмной штамповки / И.Ю. Мезин, Г.Ш. Рубин, Д.М. Закиров и др. // Современные достижения в теории и технологии пластической обработки металлов: Труды междунар. науч.-техн. конф. СПб.: Изд-во Политехн. ун-та, 2007. С. 388-391.
40. Технологический процесс как иерархическая система с горизонтальными связями / Г.Ш. Рубин, А.Д. Носов, Г.С. Гун и др. // Фазовые и структурные превращения в сталях: Сб. науч. тр., вып. 5 / Под ред. В.Н. Урцева. 2008. С. 555-565.
41. Е.Г. Бузунов, Г.Ш. Рубин, И.Ю. Мезин Описание процесса диффузии цинковых покрытий стальной проволоки на основе теории конструктивных фракталов // Вестник Магнитогорского государственного технического университета им. Г.И. Носова. 2010. № 1 (29). С. 66-69.
42. Развитие технологических процессов производства высокопрочной арматуры для железобетонных шпал современных магистралей / Г.С. Гун, А.Г. Корчунов, Г.Ш. Рубин и др. // Труды восьмого конгресса прокатчиков (Том 1). Магнитогорск, 11-15 октября 2010 г. С. 324-331.
43. Г.Ш. Рубин Функциональный анализ как методологическая основа управления качеством метизов // Труды восьмого конгресса прокатчиков (Том 1). Магнитогорск, 11-15 октября 2010 г. С. 397-399.
44. Г.Ш. Рубин, А.А. Шишов Клеточно-автоматные модели деформируемой среды // Труды восьмого конгресса прокатчиков (Том 1). Магнитогорск, 11-15 октября 2010 г. С. 451-453.
45. Г.Ш. Рубин, А.Г. Корчунов, А.В. Лысенин Управление результативностью многооперационных технологических процессов // Управление большими системами: Материалы VIII Всеросс. школы-конф. молодых ученых. М., 2011. С. 327-331.
в программе для ЭВМ:
46. Автоматизированный расчет деформационных и энергосиловых параметров волочения калиброванного проката / А.Г. Корчунов, Г.С. Гун, Г.Ш. Рубин и др. Свидетельство о государственной регистрации программы для ЭВМ № 2008614834. (Заявка № 2008614369). Реестр программ для ЭВМ 08.10.2008.
для ЭВМ 08.10.2008.
Авторефераты по всем темам >>
Авторефераты по техническим наукам