
 Авторефераты по темам >>
Разные специальности - [часть 1] [часть 2]
Авторефераты по темам >>
Разные специальности - [часть 1] [часть 2]
Совершенствование технологии ремонта змеевиков трубчатых печей из стали 15х5м с применением вибрационной обработки
Автореферат кандидатской диссертации
На правах рукописи
ДЖАСЕМ АЛИ ХАДДАД АЛЬЦАБОДА
СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИИ РЕМОНТА ЗМЕЕВИКОВ ТРУБЧАТЫХ ПЕЧЕЙ ИЗ СТАЛИ 15Х5М С ПРИМЕНЕНИЕМ
ВИБРАЦИОННОЙ ОБРАБОТКИ
Специальность 05.02.13 - Машины, агрегаты и процессы
(Машиностроение в нефтеперерабатывающей промышленности)
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Уфа - 2012
Работа выполнена на кафедре "Технология нефтяного аппаратостроения" Уфимского государственного нефтяного технического университета.
Научный руководительа доктор технических наук
Ризванов Риф Гарифович.
Официальные оппоненты: Ерофеев Валерий Владимирович
доктор технических наук, профессор, заведующий
кафедрой Технология и организация технического сервис Челябинской государственной агроинженерной академии;
Талыпов Шамиль Мансурович
кандидат технических наук, первый заместитель директора по производству - главный инженер Бугульминского механического завода ОАО Татнефть им. В.Д. Шашина.
Ведущая организация ГУП БашНИИнефтемаш, г. Уфа.
Защита состоитсяа 03 июля 2012 г. в 15:00 часов 2012 г. на заседании совета по защите докторских и кандидатских диссертаций Д 212.289.05 при Уфимском государственном нефтяном техническом университете по адресу: 450062, Республика Башкортостан, г. Уфа, ул. Космонавтов, 1.
С диссертацией можно ознакомиться в библиотеке Уфимского государственного нефтяного технического университета.
Автореферат разослан л___ мая 2012 г.
Ученый секретарь диссертационного
совета доктор технических наука Ризванов Риф Гарифович
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность темы
В условиях все усложняющихся процессов нефтепереработки, связанных с растущими требованиями к качеству выпускаемой продукции и обеспечению. безопасности процессов переработки, а также с учетом многообразия технологических процессов и их интенсификации, ужесточаются условия работы нефтегазохимического оборудования и расширяется номенклатура применяемых материалов. Значительное количество оборудования, особенно для осуществления высокотемпературных процессов переработки в сероводородных и окислительных серосодержащих средах, изготавливается из жаропрочных хромомолибденовых сталей. Наиболее характерным объектом широкого применения хромомолибденовой стали марки 15Х5М служат змеевики трубчатых печей, которые наиболее теплонапряжены и относятся к ответственным конструкциям, работающим в очень жестких условиях. С позиции технологической и эксплуатационной прочности наиболее слабым звеном таких конструкций является образование зон повышенной твердости различного происхождения. Помимо этого они аподвержены коррозионно-эрозионному износу как по внутренней, так и по наружной поверхности труб.
В производственной практике нередко встречаются случаи отклонения от технологического режима эксплуатации нагревательных трубчатых печей, сопряженные со значительным перегревом труб, что неизбежно ведет к аварийным остановкам из-за изменения структурного состояния, соответственно механических свойств металла труб змеевиков, изготовленных из стали марки 15Х5М, и их разрушению.
В условиях производства очень важно быстро и качественно провести ремонтно-восстановительные работы с соблюдением всех действующих норм, которые нередко предполагают замену секций змеевиков, а это выливается в большие материальные затраты. Таким образом, необходима разработка научно обоснованных ресурсосберегающих технологий, обеспечивающих надежное и быстрое восстановление работоспособности змеевиков трубчатых печей, металл труб которых претерпел неблагоприятные структурные изменения вследствие вышеуказанных причин.
Термическая обработка является известным и наиболее используемым методом снижения остаточных напряжений. Термическая обработка как основной метод снижения остаточных напряжений в соединениях базовых деталей аппаратов является энергоемким и непроизводительным технологическим процессом. Проблема обеспечения работоспособности сварных соединений из хромомолибденовых сталей широко представлена в работах Халимова А.Г., Зайнуллина Р.С., Бакиева А.В., Халимова А.А. и других ученых, а их результаты нашли широкое применение на практике.
В работах Рубцова А.Г., Хаерланамовой Е.А. и других ученых выявлены особенности разрушения труб змеевиков реакционных печей, разработаны методы оценки технического состояния, расчета и конструирования элементов печей.
Однако на данный момент нет работ по применению вибрационной обработки в процессе сварки для увеличения технологической прочности сварного соединения при ремонте змеевиков трубчатых печей. Учитывая крупногабаритность, сложность пространственного положения и возможные неудовлетворительные структурно-механические свойства металла змеевиков трубчатых печей, находящихся при длительной высокотемпературной эксплуатации, ремонт с применением сварки закаливающихся сталей является сложной технической задачей.
Цель работы: снижение энерго- и трудоемкости ремонта и повышение сопротивляемости образованию трещин сварных соединений змеевиков трубчатых печей из стали 15Х5М путём замены предварительного и сопутствующего подогрева вибрационной обработкой, выполняемой в процессе сварки.
Задачи исследований:
- установление характера распределения остаточных напряжений и деформаций, возникающих в процессе ремонта змеевиков трубчатых печей из стали 15Х5М с целью оценки их влияния на прочность получаемого сварного соединения;
- исследование влияния вибрационной обработки трубных деталей из стали 15Х5М в процессе их сварки на прочность и трещиностойкость сварных соединений;
- разработка практических рекомендаций по совершенствованию технологии ремонта змеевиков трубчатых печей из стали 15Х5М с применением сварки.
Методы исследований
При исследованиях закономерностей деформирования металла использовались методы теории упругости и пластичности, а также численный метод решения задач сплошных сред - метод конечных элементов. При экспериментальных исследованиях использовали метод рентгеноструктурного анализа, а также стандартные методы определения механических свойств и твердости металла. Обработку результатов экспериментов проводили с использованием методов математической статистики.
Основные защищаемые положения
- аСовокупность установленных в результате теоретических и экспериментальных исследований закономерностей влияния вибрационной обработки при выполнении сварки труб из стали 15Х5М на механические свойства получаемых сварных соединений.
- аЭкспериментально обоснованные решения по повышению сопротивляемости образованию трещин сварных соединений труб, получаемых при ремонте змеевиков трубчатых печей из стали 15Х5М,а путём вибрационной обработки в процессе сварки.
- аУсовершенствованная технология ремонта змеевиков трубчатых печей из стали 15Х5М.
Научная новизна
1 Установлено, что вибрационная обработка в процессе сварки печных труб из стали 15Х5М позволяет повысить предел прочности металла шва при растяжении в условиях высоких температур. Предел прочности металла шва, полученного при сварке труб из стали 15Х5М с применением сопутствующей виброобработки с частотой 50 Гц и амплитудой колебаний от 0,4 до 0,6 мм, при температуре испытания 500 ?С повысился на 16% по сравнению со сваркой с использованием предварительного подогрева и на 21% по сравнению со сваркой без подогрева.
2 Экспериментально выявлено, что сопутствующая вибрационная обработка металла труб из стали 15Х5М в зоне сварки за счет увеличения дисперсности металла шва и околошовных участков и снижения уровня внутренних напряжений позволяет повысить сопротивляемость образованию трещин сварных соединений печных труб при циклических нагревах до температуры 600?С.
3 Численным моделированием установлены зависимости частоты собственных колебаний труб змеевика от их длины, диаметра и толщины коксоотложения, которые позволяют определить частоту вибрационной обработки, обеспечивающей необходимую стойкость сварных соединений к трещинообразованию при минимальных энергозатратах.
Практическая ценность
1 Предложенная технология ремонта змеевиков трубчатых печей с применением вибрационной обработки принята к внедрению в ОАО Нефтехимремстрой (г. Уфа).
2 Результаты, полученные в работе, используются при проведении практических и лабораторных работ по дисциплине Теория сварочных процессов в рамках подготовки инженеров по специальности 150202 Оборудование и технология сварочного производства в Уфимском государственном нефтяном техническом университете.
Апробация результатов работы
Основные результаты диссертационной работы доложены и обсуждены на 58-й научно-технической конференции студентов, аспирантов и молодых ученых УГНТУ (Уфа, 2007), 61-ой студенческой научной конференции Нефть и газ Ц2007 (Москва, 2007), научно-технической конференции Новые и нетрадиционные технологии в ресурсо - и энергосбережении (Одесса, 2007), Международной научно-практической конференции Нефтегазопереработка и нефтехимия - 2007 (Уфа, 2007), Учебно-научно-практической конференции Трубопроводный транспорт - 2007 (Уфа, 2007), Всероссийской конференции молодых ученых Актуальные проблемы науки и техники (Уфа, 2009), Всероссийской научно-практической конференции Экологические проблемы нефтедобычи (Уфа, 2010), Всероссийской научно-технической конференции Инновационное нефтегазовое оборудование: проблемы и решения (Уфа, 2010).
Публикации
По материалам диссертации опубликовано 11 печатных работ, в том числе две статьи в рецензируемых изданиях.
Структура и объем диссертации
Диссертация состоит из введения, четырёх глав, основных выводов, приложения и содержит 151 страницу машинописного текста, в том числе 94 рисунков, 16 таблиц, список использованной литературы из 140 наименований.
краткое содержание работы
Во введении обоснована актуальность выбранной темы диссертационной работы, сформулированы цель и задачи исследования, показаны научная новизна и практическая значимость работы.
В первой главе рассмотрены и проанализированы области применения жаропрочной стали 15Х5М, ее свойства, структура, а также их изменение в процессе сварки и влияние на технологическую прочность и эксплуатационную надежность. Показаны преимущества данной стали перед углеродистыми и высоколегированными сталями.
По результатам работ профессора А.Г. Халимова и других ученых проведён анализ особенностей сварки оборудования из жаропрочных сталей. Описаны затруднения, возникающие при применении этих сталей, способы их решения, преимущества и недостатки этих способов. Также приводятся результаты исследований напряженно-деформированного состояния металла сварного соединения, которые позволяют сделать вывод о возможности снижения остаточных напряжений в сварных швах из стали 15Х5М путем вибрационной обработки в процессе сварки за счет более интенсивного процесса аустенитно-мартенситного превращения при высоких температурах, а также релаксации напряженного поля при переходе металла шва в пластическую стадию работы в процессе вибрационного воздействия при величине интенсивности напряжений, меньшей значения его предела текучести.
На основе работ В.М. Сагалевича, В.А. Винокурова, К.М. Рагульскиса, В.Г. Полнова, М.Н. Могильнера, Е.П. Оленина, Г.В. Сутырина, В.А. Судника и других в главе выполнен обзор существующих методов предупреждения и снижения уровня остаточных напряжений и деформаций, рассмотрены пределы применения и эффективность каждого из методов. Особое внимание уделено снижению остаточных напряжений в сварных швах менее энергоёмкой вибрационной обработкой.
Во второй главе проведено исследование закономерностей возникновения холодных трещин в металле шва и зоне термического влияния.
Исследован процесс образования сварочных напряжений и деформаций при сварке кольцевого стыкового соединения из стали 15Х5М численным моделированием с применением метода конечных элементов (МКЭ).
Метод, основанный на применении температурных деформаций при охлаждении сварной конструкции, моделирует процесс остывания сварного соединения, поэтому по сравнению с методом фиктивных сил позволяет получать более точные результаты.
Моделирование охлаждения стыкового сварного соединения и возникновения остаточных напряжений и деформаций было выполнено с применением конечно-элементного программного комплекса ANSYS 12.0. Для этого был произведен сначала температурный, а затем конструктивный анализ поведения материала модели кольцевого сварного стыка трубной заготовки с температуры окончания сварки 1780 С до её остывания.
В качестве модели для исследования была использована конечно-элементная осесимметричная модель трубы наружным диаметром 219 мм, длиной 180 мм, толщиной стенки 10 мм из стали 15Х5М (в состоянии поставки - труба горячедеформированная, после нормализации). Структурное мартенситное превращение и связанное с этим изменение механических свойств металла моделировалось путем задания металлу сварного шва и зоны термического влияния соответствующих механических свойств. На рисунке 1 показана конечно-элементная модель сварного соединения.

Рисунок 1 - Конечно-элементная модель стыкового сварного соединения, получаемого при ремонте змеевика
В результате температурного моделирования были получены изменения температурных полей в ходе остывания сварного шва. Проведенные эксперименты по замеру температуры металла при сварке в зоне сварного соединения показали, что разность между величинами, полученными в процессе численного решения и натурного эксперимента, составляет не более 13%.
Данные по изменению температурных полей, полученные в результате температурного моделирования, были использованы при дальнейшем конструктивном анализе конечно-элементной модели кольцевого стыкового сварного соединения Устарая труба - новая трубаФ змеевика печи.
При построении геометрической модели для определения напряженно-деформированного состояния в сварном соединении принимался восьмиузловой конечный элемент PLANE-55. Анализ проводился в упругопластической области деформирования с учетом пластических деформаций металла шва и основного металла модели. Для моделирования были заданы кривые деформирования металла, коэффициент температурного расширения, модуль упругости, коэффициент Пуассона для различных температур.
В результате численного моделирования были получены распределения напряжений и деформаций в зоне сварного соединения двух труб после полного остывания кольцевого сварного шва. На рисунке 2 показано распределение окружных напряжений в области сварного шва.
Па
а
Рисунок 2 - Распределение окружных сварочных напряжений в продольном сечении трубы
На рисунке 3 приведено распределение осевых напряжений, действующих вдоль оси трубы.
Па
а
Рисунок 3 - Распределение осевых сварочных напряжений в продольном сечении трубы
 На рисунке 4 представлены графики изменения сварочных окружных и эквивалентных (по Мизесу) напряжений вдоль оси трубы для стыков, сваренных без предварительного подогрева и с подогревом до 350 С.
На рисунке 4 представлены графики изменения сварочных окружных и эквивалентных (по Мизесу) напряжений вдоль оси трубы для стыков, сваренных без предварительного подогрева и с подогревом до 350 С.
Рисунок 4 - Сравнительная характеристика изменения
окружных аи эквивалентных напряжений
Из представленных графиков видно, что напряжения достигают наибольших значений в металле сварного шва. На графике окружных напряжений со стороны старой трубы можно увидеть скачок напряжений в околошовной зоне, возникающий из-за разности механических свойств свариваемых труб. На практике при ремонте змеевиков трубчатых печей при вварке новой трубы встречались случаи возникновения трещин в околошовной зоне и, как правило, появлялись они со стороны старой трубы.
Также во второй главе был проведен расчет параметров собственных колебаний труб змеевика с учетом наличия коксоотложения на внутренней поверхности труб. Для расчета в программном комплексе ANSYS 12.0 были построены модели труб змеевика с различной толщиной кокса. Для определения частот и мод собственных колебаний труб был выполнен частотный анализ.
По результатам расчетов были получены зависимости частот собственных колебаний труб змеевика от их длины, диаметра и толщины кокса. На рисунке 5 приведены указанные зависимости для труб наружным диаметром 219 мм, толщиной стенки 10 мм и четырех значений толщины кокса (0, 10, 30 и 50 мм).


Рисунок 5 - График зависимости частоты собственных колебаний труб от их длины при различной толщине кокса на внутренней поверхности
Как показывают результаты расчета, с увеличением длины трубы и толщины кокса на ее внутренней поверхности частота собственных колебаний снижается. Полученные зависимости позволяют определить оптимальную частоту вибрационной обработки труб при их ремонтной сварке для получения наибольшего эффекта по улучшению механических свойств сварных соединений.
Учитывая приведенные факты, в дальнейшем, с целью повышения технологической прочности металла сварного соединения, рассматривается вибрационная обработка в процессе ремонтной сварки трубных змеевиков из стали 15Х5М как способ увеличения интенсивности аустенитно-мартенситного превращения при высоких температурах и снижения остаточных напряжений в сварных швах.
В третьей главе приведены результаты исследования влияния виброобработки на механические характеристики и напряженно-деформированнное состояние сварных соединений труб из жаропрочной мартенситной стали 15Х5М.
Исследования проводили на образцах из стали 15Х5М, полученных с использованием различных видов обработки, указанных в таблице 1.
Таблица 1 - Виды сопутствующей обработки образцов
Тип образца |
Вид сопутствующей обработки при сварке образцов |
Послесварочный высокий отпуск |
1 |
Сварка без предварительного подогрева |
нет |
2 |
Сварка с предварительным подогревом до температуры 300 - 350С |
нет |
3 |
Вибрационная обработка при частоте 50 Гц, амплитуде 0,4Е0,6 мм |
нет |
4 |
Вибрационная обработка при частоте 100 Гц, амплитуде 0,1Е0,2 мм |
нет |
5 |
Сварка без предварительного подогрева |
да |
6 |
Сварка с предварительным подогревом до температуры 300 - 350С |
да |
7 |
Вибрационная обработка при частоте 50 Гц, амплитуде 0,4Е0,6 мм |
да |
8 |
Вибрационная обработка при частоте 100 Гц, амплитуде 0,1Е0,2 мм |
да |
Возможность снижения остаточных напряжений в стали 15Х5М низкочастотной вибрационной обработкой, взамен предварительной термообработки, была исследована при сварке новой трубы с трубой, бывшей в эксплуатации более 10 лет и вырезанной из змеевика диаметром 219 мм, толщиной стенки 10 мм. Сварку производили электродами марки ЦЛ-17 диаметром 3Е4 мм на следующих режимах: сила сварочного токаа 110Е115А, напряжение 25В, постоянный ток обратной полярности. Источник питания - выпрямительа ВДУ-506У.
Далее в третьей главе приведены результаты исследования механических свойств сварных соединений, полученных при сварке новой трубы со старой трубой с применением различных видов сопутствующей обработки (таблица 1).
sост
МП
Первоначально была определена величина остаточных напряжений в исследованных образцах с помощью рентгеновского дифрактометра ДРОН-3М. Результаты дифрактометрических измерений показаны на рисунке 6.
Рисунок 6 - Результаты определения остаточных напряжений
Из рисунка 6 видно, что на межоперационном цикле до проведения послесварочной термообработки минимальный уровень остаточных напряжений наблюдается в образцах, выполненных с применением вибрационной обработки при частоте 50 Гц и амплитуде 0,4 - 0,6 мм, а также в образцах, полученных с использованием предварительного подогрева. После проведения послесварочной термообработки уровень напряжений в образцах становится значительно ниже, но наименьшие значения также наблюдаются в сварных образцах, полученных при виброобработке 50 Гц и с предварительным подогревом.
При испытаниях на ударный изгиб определяли ударную вязкость металла шва и околошовной зоны. При определении ударной вязкости в околошовной зоне V-образный надрез выполняли на границе сплавления основного металла с металлом шва. Температура испытаний составляла плюс 20С, ширина образцов 10 мм, высота рабочего сечения 8 мм. Результаты испытаний образцов, полученных при различных видах сопутствующей обработки в процессе сварки, показаны на рисунках 7 и 8.
КCV,
Дж/см2
а
KCV,
Дж/см2
а Рисунок 7 - Средняя величина ударной вязкости металла сварного шва
Рисунок 8 - Средняя величина ударной вязкости металла околошовной зоны
Как видно из результатов испытаний, ударная вязкость металла сваренных образцов после выполнения послесварочной термообработки (отпуска) выше для образцов, выполненных с вибрационной обработкой при частоте 50 Гц и предварительным подогревом.
Измерение твердости металла сварного соединения проводили на твердомере Rockwell 574. Замеру подвергались различные участки сварного соединения: сварной шов, зона термического влияния и основной металл. Результаты замеров приведены на рисунках 9 и 10.
Твердость, HV
а Распределение твердости в металле сварного соединения на межоперационном цикле (рисунок 9) показывает, что твердость в металле сварного соединения превышает нормативные значения.
расстояние от оси сварного шва, мм
а
Рисунок 9 - Графики распределения твердостиа в металле сварного соединения до проведения послесварочной термообработки
Распределение твердости в металле сварного соединения после проведения послесварочной термообработки показывает, что при применении вибрационной обработки твердость становится ниже, особенно это заметно в зоне термического влияния. Это объясняется двумя причинами:
1) аобщим снижением уровня остаточных напряжений в конструкции;
2 ) повышением интенсивности аустенитно-мартенситных превращений при использовании вибрационной обработки.
Твердость, HV
арасстояние от оси сварного шва, мм
а
Рисунок 10 - Графики распределения твердостиа в металле сварного соединения после проведения послесварочной термообработки при температуре 750-760 С
Так как эксплуатация труб змеевика осуществляется при высоких температурах, нами были проведены испытания металла сварного шва на статическое растяжение при высокой температуре.
Исследование проводилось с целью определения влияния вида обработки в процессе сварки на прочность металла сварного шва при высокой температуре. Температура испытаний определялась из возможного условия эксплуатации данной стали - 500 С, скорость нагружения - 2 мм/мин. Испытание на растяжение проводилось на испытательной машине Instron 5982. Образцы изготавливались в соответствии с ГОСТ 6996 (тип XXV), по три образца для каждого режима обработки. По результатам испытаний построена диаграмма зависимости предела прочности металла сварного шва от вида обработки при проведении сварочных операций (рисунок 11).
МПа
а
Рисунок 11 - Предел прочности металла сварного шва из стали 15Х5М при температуре испытания 500 С
Результаты испытаний сварного шва и сварного соединения на статическое растяжение показывают, что предел прочности при температуре 500 С при использовании вибрационной обработки в процессе сварки, до проведения термообработки, в среднем на 16% выше, чем по существующей технологии с предварительным подогревом, а после проведения термической обработки - на 11%. По сравнению со сваркой без подогрева предел прочности повышается на 21% и 15% соответственно.
Также в работе были проведены исследования образцов на трещиностойкость при циклическом нагреве. Испытания сварных соединений при высоких температурах с постоянными нагрузками или скоростями деформации предназначены, в первую очередь, для определения их жаропрочных свойств при высокотемпературной эксплуатации. Однако их можно использовать и для оценки склонности к образованию трещин при термической обработке, так как поведение сварных соединений при термической обработке подчиняетсяа общим законо-а менрностям деформации ползучести. Для сварных соединений низко- и среднелегированных сталей эффективными являются так называемые разнородные пробы, в которых дополнительное подгружение осуществляется за счет разницы коэффициентов линейного расширения испытываемого металла и жесткой основы из аустенитной стали, к которой пробу приваривают перед тем, как ее поместить в печь. При одинаковых режимах испытания склонность к растрескиванию разнородных проб с дополнительным подгружением существенно больше.
Для исследования из трубных образцов стали 15Х5М диаметром 159 мм, толщиной 10 мм и длиной 250 мм, сваренных на двух режимах, указанных в таблице 2, были изготовлены разнородные пробы (проба Тэккен), в которых дополнительное подгружение при подогреве осуществлялось за счет жесткой основы из аустенитной стали 12Х18Н10Т в виде пластины с размерами 100?10?285 мм. Далее пробы нагревали в печи, изменяя температуру от 20 до 600С с интервалом 100С и выдержкой на каждом интервале в течение 1 часа. В случае если образец не разрушался при первом цикле нагревания до 600С, то через 30 минут остывания в комнатных условиях производили дополнительный нагрев до температуры 600 С. Таким образом, образцы нагружалиа в несколько циклов до появления трещины.
аа Результаты испытаний, приведенные в таблице 2, показывают, что трещиностойкость металла шва образцов, полученных с вибрационной обработкой, существенно повышается по сравнению с существующей технологией изготовления.
Таблица 2 - Результаты испытаний на трещиностойкость
Вид сопутствующей обработки при сварке |
Среднее количество циклов до появления трещины |
Сварка с предварительным подогревом до температуры 300 - 350С |
2 |
Сварка с вибрационной обработкой при частоте 50 Гц, амплитуде вибрации 0,4 - 0,6 мм |
5 |
В четвертой главе представлена усовершенствованная технология ремонта змеевиков трубчатых печей с применением сварки и сопутствующей вибрационной обработки.
Анализ разрушений змеевиков трубчатых печей из стали 15Х5М показывает, что повреждения, как правило, инициируются в перенапряженных областях конструктивных элементов. Одной из основных причин преждевременных хрупких разрушений конструкций из стали 15Х5М в эксплуатационных условиях является наличие развитых закаленных участков сварных соединений. Также возможно утонение стенок двойников вследствие коррозионно-эрозионных процессов и потеря устойчивости трубы при нарушенииа технологического режима процесса эксплуатации.
Существующая технология ремонта змеевиков трубчатых печей производится в соответствии с РД 26-02-80-2004, ОТУ 3-01, ОСТ 26.260.3-2001 и другими нормативными документами. Технология ремонта, как правило, сводится к заварке трещины, замене участка трубы или двойника (калача) путем вырезки дефектного и приварки нового элемента с применением предварительного подогрева и незамедлительной термообработки сварного соединения. Существующая схема технологии ремонта змеевика представлена на рисунке 12.
Рисунок 12 - Существующая схема технологии ремонта
С учётом проведенных исследований и конструкторских разработок усовершенствован технологический процесс ремонта змеевиков трубчатых печей из стали 15Х5М с применением вибрационной обработки в процессе сварки вместо предварительного и сопутствующего подогрева. По предлагаемой технологии при ремонте змеевиков трубчатых печей перед сварочными работами на змеевике производитсяа установкаа вибрационногоа устройства. Вибрационное устройство крепитсяа на змеевике с помощью хомута (рисунок 13). Схема предлагаемой технологии ремонтаа представлена на рисунке 14.
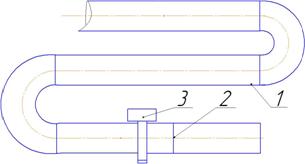
1 - свариваемый змеевик; 2 - сварной шов; 3 - вибрационное устройство
Рисунок 13 - Схема расположения вибрационного устройства при сварке
Рисунок 14 - Схема предлагаемой технологии ремонта с применением вибрационной обработки в процессе сварки
Предлагаемая схема аремонта с применением вибрационной обработки в процессе сваркиа позволит увеличить производительность ремонтных работ, снизить энерго- и трудозатраты.
Выводы и рекомендации
1 Результаты исследований позволили усовершенствовать технологию ремонта змеевиков трубчатых печей из стали 15Х5М, снизив при этом энерго- и трудоемкость ремонта и повысив технологическую прочность сварных соединений. Получены зависимости для определения собственных частот труб змеевика, при которых авибрационная обработка позволяет обеспечить наибольшее улучшение механических свойств сварных соединений при выполнении ремонта с применением сварки.
2 Численным моделированием с помощью программного комплекса ANSYS 12.0 исследовано напряженно-деформированное состояние сварного шва из стали 15Х5М с учетом возникновения в сварном шве и зоне термического влияния закалочной структуры. Расчет напряженно-деформированного состояния сварного соединения труб показывает, что эквивалентные напряжения достигают предела текучести в металле сварного шва.
3 Результаты определения остаточных напряжений в сварном шве при приварке новой трубы показывают, что на межоперационном цикле до проведения послесварочной термообработки минимальный уровень остаточных напряжений наблюдается в образцах, выполненных с вибрационной обработкой при частоте 50Гц и амплитуде 0,4 - 0,6 мм, а также при использовании предварительного подогрева.
4 Результаты испытаний сварного шва и сварного соединения на статическое растяжение при высоких температурах (500С) показывают, что прочностные характеристики сварного шва при использовании вибрационной обработки в процессе сварки до проведения термообработки в среднем на 16 % выше, чем по существующей технологии, а после проведения термической обработки - на 11 %. По сравнению со сваркой без подогрева предел прочности повышается на 21% и 15% соответственно.
5 Результаты испытаний на трещиностойкость при повторных нагреваха показывают, что трещиностойкость металла шва образцов, полученных с вибрационной обработкой, существенно повышается по сравнению с образцами, изготовленными с применением предвариетльного подогрева.
Основное содержание работы изложено в следующих публикациях:
1 Хаддад, Джасем Али (Джасем Али Хаддад Аль-Абода). Совершенствование технологии ремонта змеевиков трубчатых печей из стали марки 15Х5М с применением вибрационной обработки в процессе сварки / Хаддад Джасем Али, Р.Г. Ризванов, А.М. Файрушин, Я.А. Колесников // Электронный научный журнал "Нефтегазовое дело". 2011. №2. С. 208 - 214
2 Файрушин, А.М. О влиянии параметров вибрационной обработки на свойства металла сварного соединения / А.М. Файрушин, Д.В. Каретников, А.М. Салмин, Дж.А. Хаддад // Электронный научный журнал "Нефтегазовое дело". 2011. Том 9, №2 - С.70 - 75.
3 Haddad, Jassem Ali (Jasim Ali Hadad Al-Aboda). Technological development of furnace coil pipes repairing made of steel 15Cr5Mo with application of vibrating processing during welding / Haddad Jassem Ali, R.G. Rizvanov, A.M. Fairushin, Y.A. Kolesnikov // Electronic scientific journal "Oil and Gas Business", 2011, Issue 2, pp. 215 - 221.
4 Файрушин, А.М. Повышение технологической прочности сварного оборудования из стали 15Х5М / А.М. Файрушин, Д.А. Хаддад, А.А. Айгильдин // Нефтегазопереработка и нефтехимия - 2007: Международная научно-практическая конференция (Уфа, 22 мая 2007 г.): Материалы конференции. - Уфа: Изд-во ГУП ИНХП РБ, 2007. - С. 403.
5 Исмагилов, А.З. Применение магнитоанизотропного метода для оценки напряженного состояния сварных конструкций / А.З. Исмагилов, А.М. Файрушин, Д.А. Хаддад, М.Д. Ясин // Трубопроводный транспорт - 2007: Тезисы докладов учебно-научно-практической конференции / Редкол.: А.М.Шаммазов и др. - Уфа: ДизайнПолиграфСервис, 2007. - С.139.
6 Файрушин, А.М. Ресурсосберегающая технология изготовления сварных конструкций из стали 15Х5М / А.М. Файрушин, М.З. Зарипов, Д.А. Хаддад, М.З. Ямилев // Новые и нетрадиционные технологии в рсурсо и энергосбережении: Материалы научно-технической конференции, 11Ц12 октября 2007 г., г. Одесса. - Киев: АТМ Украины, 2007. - С. 122 - 125.
7 Хафизова, О.Ф. Повышение технологической прочности сварного оборудования из стали 15Х5М / О.Ф. Хафизова, Д.А. Хаддад, Э.У. Галеев // Тезисы докладов 61-ой студенческой научной конференции Нефть и газ - 2007. Секция: Инженерная и прикладная механика нефтегазового комплекса. - М.: РГУ нефти и газа им. Губкина, 2007. - С.243.
8 Айгильдин, А.А. Повышение технологической прочности сварного оборудования из стали 15Х5М / А.А. Айгильдин, Д.А. Хаддад, А.М. Файрушин // Материалы 58-й научно-технической конференции студентов, аспирантов и молодых ученых: Сб. тез. докл.- Кн.1/ Редкол.: Ю.Г. Матвеев и др. - Уфа: Изд-во УГНТУ, 2007. - С.137.
9 Хаддад, Д.А. Ресурсосберегающая технология изготовления сварных конструкций из стали 15Х5М / Д.А. Хаддад, А.Ф. Закирова, А.М. Файрушин // Актуальные проблемы науки и техники: Сборник трудов I Всеросийской конференции молодых ученых. - Уфа: УГНТУ, 2009. - С. 129Ц131.
10. Хаддад, Джасем Али. Повышение энергоэффективности технологии ремонта змеевиков трубчатых печей из стали марки 15Х5М с применением вибрационной обработки в процессе сварки / Хаддад Джасем Али, Р.Г. Ризванов, А.М. Файрушин // Сборник трудов I Всероссийской конференции Экологические проблемы нефтедобычи. Уфа: Изд-во УГНТУ, 2010. - С. 84 - 86.
11 Хаддад, Д.А. Совершенствование технологии ремонта змеевиков трубчатых печей из стали марки 15Х5М с применением вибрационной обработки в процессе / Д.А. Хаддад, Р.Г. Ризванов, А.М. Файрушин, Д.В. Каретников // Инновационное нефтегазовое оборудование: проблемы и решения: Всероссийская науч.Цтехн. конф. - Уфа: Изд-во УГНТУ, 2010. - С. 300 - 304 .
Авторефераты по темам >>
Разные специальности - [часть 1] [часть 2]