
Роко используется при изготовлении строительных металлических конструкций в заводских условиях и при возведении их на стадии укрупнения и окончательного монтажа
| Вид материала | Документы |
- Удк 693. 07 Способы термообработки бетона при возведении монолитных конструкций, 70.87kb.
- 2 Современные тенденции развития российской индустрии строительных металлических конструкций, 43.67kb.
- Дефекты изготовления и монтажа строительных конструкций и их последствия, 779.7kb.
- Указания по монтажу металлических и деревянных конструкций монтаж металлических конструкций, 297.4kb.
- Лабораторная работа №2 Автоматическая сварка под слоем флюса, 33.88kb.
- Руководство по нанесению материалов «Парад», 632.28kb.
- Вид работ №30 «Монтаж, демонтаж строительных конструкций в подводных условиях», 16.72kb.
- Производство готовых металлических изделий 281 Производство строительных металлических, 89.72kb.
- «Монтаж строительных конструкций», 124.52kb.
- Пластичность, ползучесть и разрушение элементов металлических конструкций, 21.79kb.
Таблица 23
Техническая характеристика автоматов для дуговой сварки в защитных газах плавящимся электродом
| Наименование | А1417 | АД238.01.10 | АДГ-602 | АДСВ-6 | |
| Номинальная сила сварочного тока | 1000 | 630 | 630 | 315 | |
| Защита зоны сварки | Углекислый газ | Углекислый газ | Углекислый газ | Аргон | |
| Исполнение | Самоходный | Самоходный | Самоходный | Самоходный | |
| Электродная проволока | Диаметр, мм | 2,0-5,0 | 1,4-3,0 | 1,2-3,0 | 1,0-5,0* |
| Скорость подачи, м/ч | 47-508 | 120-1200 | 120-720 | - | |
| Способ регулирования скорости подачи/сварки | П/П | П/П | П/П | -/П | |
| Скорость сварки, м/ч | 12-120 | 10-200 | 12-120 | 5-80 | |
| Источник питания | ВДГ-1001 | ВДУ-601 | ВДУ-601 | ВСВУ-315 | |
| Габаритные размеры автомата, мм | 1070х770х х1650 | 3700х1280х х1355 | 770х450х х600 | 450х470х х400 | |
| Масса, кг | 240 | 1650 | 60 | 27 | |
*Вольфрамовый электрод
Примечание:
П, С соответственно плавное и ступенчатое регулирование скорости подачи или скорости сварки.
Таблица 24
Техническая характеристика полуавтоматов для сварки и наплавки без внешней защиты дуги и под флюсом плавящимся электродом
| Наименование | А765 (ДЦО-517) | ПШ107 (ПДО) | ПШ107В (ПДО) | А1197Ф (ПДФ-501) | А1530* (ПДФ-502) |
| Номинальная сила | | | | | |
| сварочного тока, А, при ПВ-60 % | 500 | 400 | 400 | 500 | 500 |
| Электродная проволока: | | | | | |
| диаметр, мм | 1,6... 2 (СП) | 1,8... 3,2 (ПР) | 1,6... 2 | 1,6...2,5(СП) | |
| | 1,6... 3 (ПР) | | | | 2... 3 (ПР) |
| скорость подачи, м/ч | 120... 720 | 80... 320 | 50... 410 | 118... 782 | 150... 1000 |
| способ регулирования скорости подачи | С | П | П | С | П |
| Источник питания | ВДУ-506 | ВС-400Д | ВС-300Б | ВС-600М | ВДУ-506 |
| Габаритные размеры, мм: | | | | | |
| механизма подачи | 760х500х х550 | 520х500х х170 | 520х500х х170 | 960х660х х560 | 490х430х х365 |
| шкафа управления | 190х350х х360 | — | — | 194х360х х330 | — |
| Масса, кг: | | | | | |
| механизма подачи | 52 | 12 | 18 | 35 | 20 |
| шкафа управления | 23 | — | — | 25 | — |
* Специализированный.
Примечание. П, С- соответственно плавное и ступенчатое регулирование скорости подачи проволоки; СП, ПР — проволока соответственно сплошная электродная, порошковая.
Таблица 25
Техническая характеристика автоматов для дуговой сварки без внешней защиты дуги и под флюсом плавящимся электродом
| Наименование | А1416 | ГДФ-1001 | ТС-17МУ | АДФ-1202 | |
| Номинальная сила сварочного тока | 1000 | 1000 | 1000 | 1250 | |
| Исполнение | Самоходный | Подвесной | Самоходный | Самоходный | |
| Электродная проволока | Диаметр, мм | 2-5 | 3-5 | 3-5 | 2-6 |
| Скорость подачи, м/ч | 47-508 | 53-532 | 60-360 | 60-360 | |
| Способ регулирования скорости подачи/сварки | П/П | П/- | С/С | П/П | |
| Скорость сварки, м/ч | 25-250 | - | 12-120 | 12-120 | |
| Источник питания | ВДУ-1201 | ВДУ-1201 | ТДФЖ-1002 | ВДУ-1201 | |
| Габаритные размеры автомата, мм | 1070х845х1920 | 1050х1680х2000 | 715х345х540 | 1100х450х770 | |
8. Выбор сборочно-сварочной оснастки.
Сборочно-сварочная оснастка это дополнительные технологические устройства (приспособления), предназначенные для выполнения сборочных и сварочных работ.
При помощи сборочных приспособлений собираемые под сварку детали или узлы ориентируются относительно друг друга в положение, предусмотренное чертежом, закрепляются и прихватываются. Наиболее удобное положение собираемых деталей (узлов), при котором прихватки выполняются в нижнем положении или «в лодочку».
Сварочные приспособления или механическое сварочное оборудование предназначено для ориентирования или ориентирования и перемещения изделия относительно сварочного аппарата.
На рис.5, 6 представлены простейшие приспособления для сборки деталей.
А на рис.4 и в табл.26-30 приведены приспособления для сборки, механическое оборудование для позиционирования и перемещения изделий относительно сварочных аппаратов и их характеристики.
В приложении 3 приведен пример заполнения графы 8 «сборочно-сварочная оснастка».
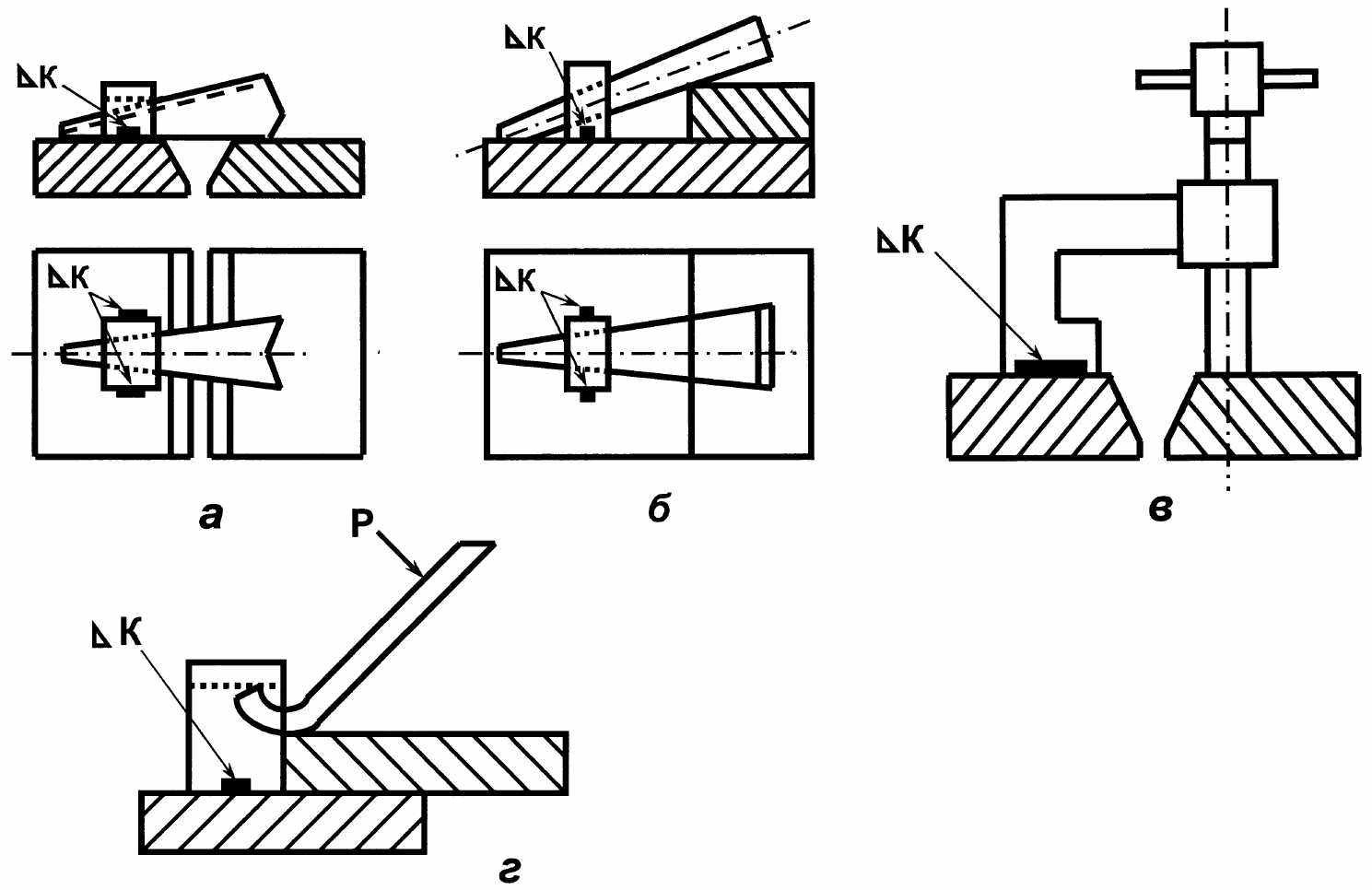
Рис. 5 Приспособления для сборки под сварку металлоконструкций:
а, б – клиновидного типа;
в – струбцина;
г – прижимная вага

Рис. 6 Приспособления для сборки под сварку металлоконструкций:
а, – винтовая стяжка для листов, соединяемых угловым швом;
б – стяжной болт с приварными уголками;
в, г – фиксирующие планка и скоба
Таблица 26
Сборочно-сварочные приспособления
| Марка | Наименование приспособления | Эскиз приспособления | Тип производства | Рекомендации |
| С1 | Основания (для сборки по разметке) – стеллажи, козелки, плиты, стол сварщика |  | Единичное | Для любых изделий в заводских условиях |
| С2 | Прижимы и упоры переносные – скоба, клин, струбцина, фиксатор, упор винтовой |  | Для любых изделий в заводских и монтажных условиях | |
| С3 | Универсально-сборочные приспособления УСП |  | Для изделий длиной не более 10 м | |
| С4 | Флюсмагнитный стенд |  | Серийное | Для листовых деталей и конструкций |
Продолжение таблицы 26
| Марка | Наименование приспособления | Эскиз приспособления | Тип производства | Рекомендации |
| С5 | Кондуктор неповоротный |  | Серийное | Для конструкций длиной до 7 м |
| С6 | Стенд с передвижным порталом |  | Для конструкций любой длины | |
| С7 | Кондуктор поворотный (кольцевой кантователь) |  | Хороший доступ к торцевым частям | |
| П1 | Позиционер диафрагменный |  | Для узлов с концевыми деталями под любым углом | |
| П2 | Позиционер наклонный |  | Для узлов с концевыми деталями под любым углом | |
| К1 | Вращатель горизонтальный двухстоечный |  | Для узлов с креплением за торцы | |
| К2 | Кантователь двухстоечный рамный |  | То же, с креплением за продольные части | |
| К3 | Кантователь цепной |  | Для стержней балок и решетчатых узлов | |
| М1 | Манипулятор ручной |  | Для узлов короче 7 м |
Таблица 27
Механическое оборудование для сварки
| Оборудование | Назначение | Количест-во видов движений изделия | Схема | Свари-ваемые изделия |
| 1 | 2 | 3 | 4 | 5 |
| Манипуляторы | Установка изделий в удоб-ное для сварки положение и вращение их со сварочной скоростью при автомати-ческой, полуавтоматической и ручной сварке, а также при наплавке и металлизации | 2 или 3* |  | С круговыми швами |
| Позиционеры | Поворот изделий вокруг двух осей для установки их в удобное для сварки положение | 2 или 3* |  | Рамные и корпусные |
| Вращатели с осью вращения: вертикальной | Вращение изделий со сварочной скоростью вокруг одной постоянной оси при автоматической, полуавтоматической и ручной сварке, а также при наплавке и металлизации | | ||
| 1 |  | С круговыми швами, допускающие установку и сварку в одном положении | ||
| горизонтальной | 1 |  | ||
| наклонной | 1 |  | ||
| Кантователи: двухстоечные | Поворот изделий вокруг горизонтальной оси для установки их в удобное для сварки положение | 1 | 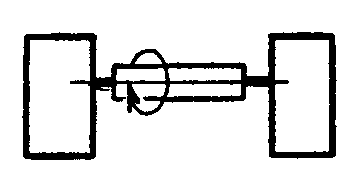 | Рамные, балочные, корпусные |
| двухстоечные с подъемными центрами | 2 |  | Крупные рамы | |
| одностоечные | 1 | 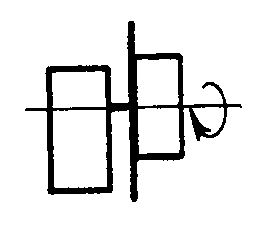 | Малога-баритные, компакт-ные | |
| челночные | 2 |  | Рамные, корпус-ные, балочные | |
Продолжение таблицы 27
| 1 | 2 | 3 | 4 | 5 |
| кольцевые | Поворот изделий вокруг горизонтальной оси для установки их в удобное для сварки положение | 1 |  | Объемные рамные и корпусные а также балочные |
| домкратные | 1 |  | Плоские рамы | |
| цепные | 1 |  | Балочные с сечением близким к квадрату | |
| рычажные для балок | 1 |  | Балочные с сечением до 0,5 м | |
| челюстные | 1 | 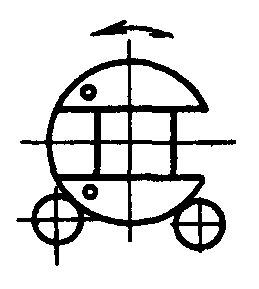 | Крупные балочные | |
| рычажные для полотнищ | 1 или 2** |  | Листовые шириной до 2 м | |
| с поворотной рамой для полотнищ | 2 |  | Листовые шириной до 8-9 м | |
| Роликовые стенды со скоростью: сварочной и маршевой | Вращение изделий при различных видах сварки | 1 |  | Цилин-дрические, коничес-кие, сфери-ческие |
| маршевой | Вращение изделий при сборке, сварке продольных швов и других работах | 1 | ||
| Столы для сварщика: поворотные | Поворот изделий вокруг вертикальной оси и установка их в удобное положение при ручной и полуавтоматической сварке и других работах | 1 |  | Изделия массой до 60 кг |
| подъемно- поворотные | 2 |  |
Примечания: * Три движения имеют манипуляторы и позиционеры с подъемом стола.
** Два движения имеют рычажные кантователи с поперечным перемещением.
Таблица 28